Предпосылки создания изобретения
1. Область техники
[0001] Заявленное изобретение относится к способу производства сердечника вращающейся электрической машины, такого как, сердечник ротора или сердечник статора, и к сердечнику вращающейся машины.
2. Описание предшествующего уровня техники
[0002] Вращающаяся электрическая машина, такая как мотор-генератор, имеет ротор и статор, при этом ротор вращается относительно статора. Например, в роторе расположен постоянный магнит, а в статоре предусмотрена обмотка, и ротор вращается за счет вращающего магнитного поля, которое генерируется обмоткой статора. Для этой цели, ротор сформирован путем вставки постоянного магнита в отверстие для вставки магнита сердечника ротора, а статор сформирован путем наматывания обмотки вокруг зубьев сердечника статора.
[0003] Далее, в большинстве случаев, сердечник вращающейся электрической машины, такой как сердечник ротора или сердечник статора, образован путем штабелирования листов магнитной стали. В этом случае необходимо сначала обработать лист магнитной стали для придания ему заданной формы, что достигается, например, путем штамповки с использованием пресс-машины. В публикации японской патентной заявки № 2016-226109 направляющие отверстия выполнены в заданных положениях в длинном лентообразном спиральном материале (лентообразном листе стали), а пресс-машина позиционируется путем вставки направляющих штифтов пресс-машины в эти направляющие отверстия. Затем выполняется прессовая операция для формирования листа магнитной стали, который образует сердечник ротора или сердечник статора. Например, лист магнитной стали для сердечника ротора выполнен в круглой внешней форме с отверстиями для вставки магнита, отверстиями для прохода масла и т.п., пробитыми насквозь, в то время как лист магнитной стали для сердечника статора выполнен в круглой внешней форме с зубьями, пробитыми с вырезом к внутренней стороне.
Сущность изобретения
[0004] В прессовой операции на листе магнитной стали, направляющие штифты вставляются в направляющие отверстия, предусмотренные в материале листа магнитной стали, и штампование выполняется с использованием направляющих штифтов в качестве ориентира для позиционирования, а затем направляющие штифты удаляются. Чтобы позволить каждому направляющему штырю легко извлекаться из направляющего отверстия и вставляться в него, между направляющим отверстием и направляющим штифтом оставляется зазор. Позиционный сдвиг происходит по мере того, как материал становится удлиненным в процессе прессования, или когда материал извивается во время перемещения по конвейеру в случае непрерывного выполнения прессовой операции.
[0005] Таким образом, когда лист магнитной стали обрабатывается с использованием направляющих штифтов, вставленных в направляющие отверстия в качестве ориентира для обработки, точность обработки ухудшается в соответствии с позиционным сдвигом. Поэтому желательно улучшить точность позиционирования.
[0006] В частности, вращающаяся электрическая машина имеет зазор между ротором и статором. Чтобы создать высокий крутящий момент, передавая магнитный поток без каких-либо потерь, целесообразно сделать такой зазор (здесь и далее обозначаемый как воздушный зазор) настолько малым, насколько это возможно, что требует улучшения точности обработки.
[0007] Первым аспектом настоящего изобретения является способ изготовления сердечника вращающейся электрической машины. Сердечник, содержит штабель листов стали и входит в состав вращающейся электрической машины, содержащей стержневой элемент. Стержневой элемент прикреплен к штабелю листов стали и проходит в направлении штабелирования листов стали. Способ изготовления включает в себя: этап подготовки, на котором подготавливают прессовое устройство; этап фиксации, на котором прикрепляют лист стали к стержневому элементу, удерживаемому прессовым устройством, путем пропускания стержневого элемента через отверстие, выполненное в листе стали и проходящее в направлении штабелирования; этап обработки, на котором выполняют прессовую операцию на листе стали при помощи прессового устройства в состоянии, когда лист стали прикреплен к стержневому элементу.
[0008] Эта конфигурация может улучшить точность обработки листов стали. По мере повышения точности выполнения внешней поверхности сердечника ротора и внутренней поверхности сердечника статора, воздушный зазор может быть уменьшен, и, таким образом, можно повысить производительность вращающейся электрической машины.
[0009] Способ изготовления сердечника вращающейся электрической машины может дополнительно включать в себя этап резки, на котором отрезают лист стали, прикрепленный к стержневому элементу, от лентообразного листа стали. При этом этап подготовки может представлять собой этап по подготовке прессового устройства, которое последовательно выполняет прессовую операцию на лентообразном листе стали во время его перемещения по конвейеру при помощи множества пресс-машин, расположенных в продольном направлении лентообразного листа стали. Этап фиксации в этом случае может представлять собой этап по прикреплению стержневого элемента и листа стали друг к другу посредством запрессовывания стержневого элемента, удерживаемого пресс-машиной для финального процесса обработки в прессовом устройстве, в отверстие, выполненное в листе стали и проходящее в направлении штабелирования. Этап резки могут выполнять посредством прессовой операции на финальном процессе обработки.
[0010] В способе изготовления сердечника вращающейся электрической машины этап фиксации может включать в себя этап прикрепления первого листа стали к стержневому элементу путем пропускания стержневого элемента через отверстие, выполненное в первом листе стали и проходящее в направлении штабелирования, и этап штабелирования второго листа стали на первый лист стали и прикрепления второго листа стали к стержневому элементу, к которому прикреплен первый лист стали, путем пропускания стержневого элемента через отверстие, выполненное во втором листе стали и проходящее в направлении штабелирования. Первый лист стали и второй лист стали могут входить в число упомянутых листов стали. Этап обработки может включать в себя этап выполнения прессовой операции на первом листе стали при помощи прессового устройства в состоянии, когда первый лист стали прикреплен к стержневому элементу, и этап выполнения прессовой операции на втором листе стали при помощи прессового устройства в состоянии, когда второй лист стали прикреплен к стержневому элементу.
[0011] В способе изготовления сердечника вращающейся электрической машины первый лист стали и второй лист стали могут быть штабелированы без прикрепления друг к другу.
[0012] В способе изготовления сердечника вращающейся электрической машины прессовая операция на листе стали может являться прессовой операцией для сердечника ротора.
[0013] В способе изготовления сердечника вращающейся электрической машины этап обработки может включать в себя процесс обработки наружной кромки листа стали.
[0014] В способе изготовления сердечника вращающейся электрической машины стержневой элемент может представлять собой вращающийся вал.
[0015] В способе изготовления сердечника вращающейся электрической машины прессовая операция на листе стали может являться прессовой операцией для сердечника статора.
[0016] В способе изготовления сердечника вращающейся электрической машины этап обработки может включать в себя процесс обработки внутренней кромки листа стали.
[0017] В способе изготовления сердечника вращающейся электрической машины стержневой элемент может представлять собой втулку.
[0018] Второй объект настоящего изобретения представляет собой сердечник вращающейся электрической машины. Сердечник вращающейся электрической машины содержит множество штабелированных листов стали. Листы стали имеют отверстие, проходящее в осевом направлении. Листы стали прикреплены к стержневому элементу в состоянии, когда стержневой элемент запрессован в отверстие, проходящее в осевом направлении. Листы стали штабелированы без прикрепления друг к другу.
Краткое описание чертежей
[0019] Особенности, преимущества, техническая и промышленная значимость иллюстративных вариантов осуществления изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, на которых одинаковые цифры обозначают одинаковые элементы, и где:
Фиг. 1 - вид сверху и вид в вертикальном разрезе, показывающий ротор вращающейся электрической машины в первом варианте осуществления настоящего изобретения;
Фиг. 2 - вид сверху, показывающий один лист магнитной стали на Фиг. 1;
Фиг. 3 - вид сверху и вид в вертикальном разрезе, показывающий штабелированный сердечник ротора на Фиг. 1;
Фиг. 4 - вид, иллюстрирующий процессы штамповки листа магнитной стали в первом варианте осуществления, с седьмым процессом, показывающим обычный процесс штамповки;
Фиг. 5 - вид, иллюстрирующий процесс прессовой посадки стержневого элемента ротора в первом варианте осуществления;
Фиг. 6 - схематический вид, показывающий штабелированные листы магнитной стали в первом варианте осуществления;
Фиг. 7 - вид, иллюстрирующий состояние штабелированных листов магнитной стали, которые были обжаты согласно обычной практике;
Фиг. 8А - вид, иллюстрирующий конфигурацию и один процесс работы пресс-машины, которая выполняет вырубку наружной поверхности ротора и прессовую посадку стержневого элемента, показанные на Фиг. 5;
Фиг. 8B - вид, иллюстрирующий конфигурацию и один процесс работы пресс-машины, которая выполняет вырубку наружной поверхности ротора и прессовую посадку стержневого элемента, показанные на Фиг. 5;
Фиг. 8С - вид, иллюстрирующий конфигурацию и один процесс работы пресс-машины, которая выполняет вырубку наружной поверхности ротора и прессовую посадку стержневого элемента, показанные на Фиг. 5;
Фиг. 8D - вид, иллюстрирующий конфигурацию и один процесс работы пресс-машины, которая выполняет вырубку наружной поверхности ротора и прессовую посадку стержневого элемента, показанные на Фиг. 5;
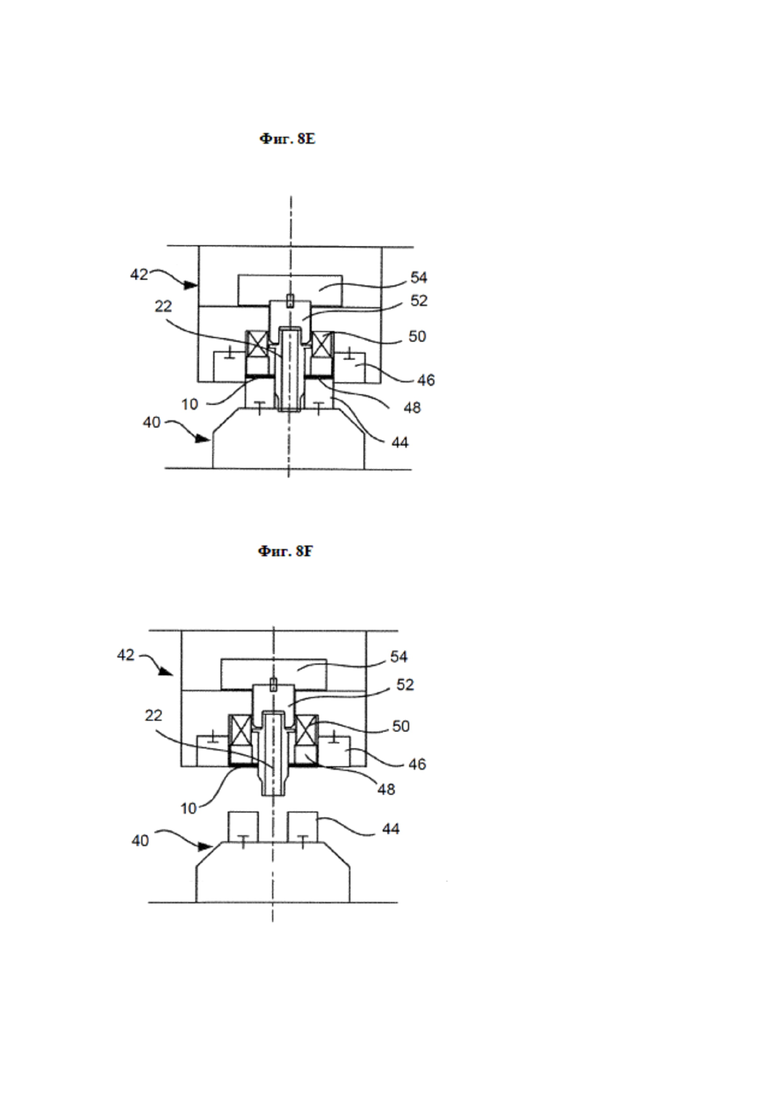
Фиг. 8Е - вид, иллюстрирующий конфигурацию и один процесс работы пресс-машины, которая выполняет вырубку наружной кромки ротора и прессовую посадку элемента вала, показанные на Фиг. 5;
Фиг. 8F - вид, иллюстрирующий конфигурацию и один процесс работы пресс-машины, которая выполняет вырубку наружной поверхности ротора и прессовую посадку стержневого элемента, показанные на Фиг. 5;
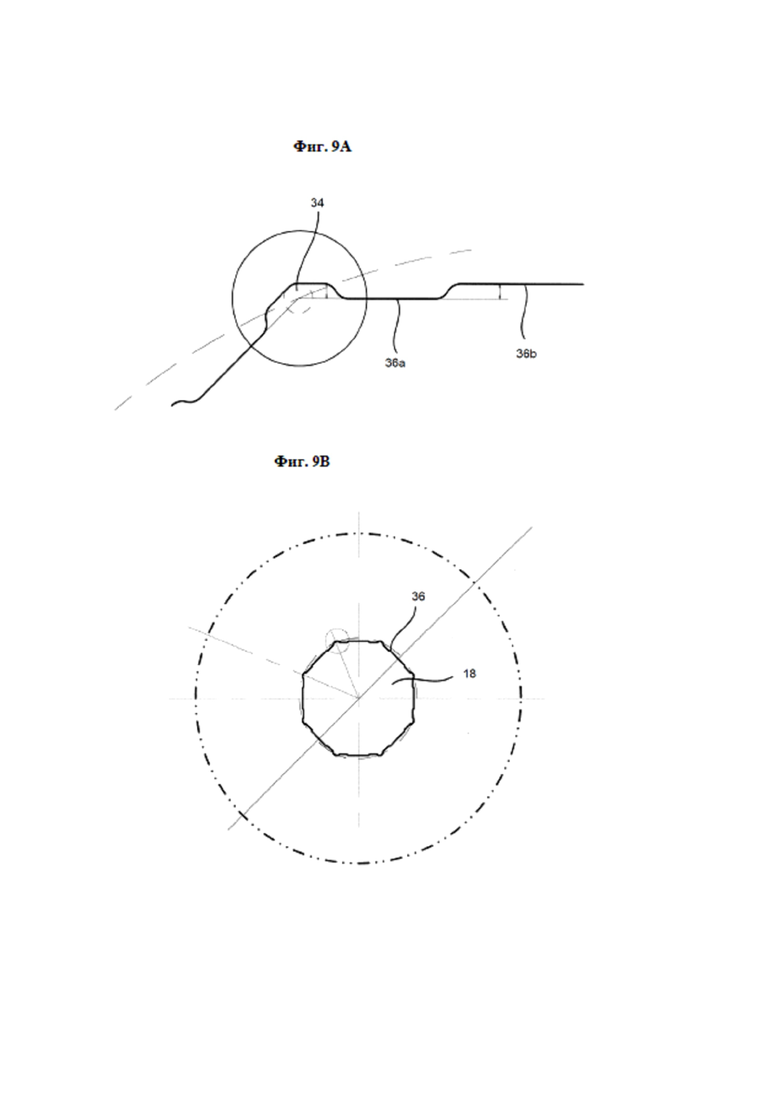
Фиг. 9А - увеличенный вид, показывающий одну сторону восьмиугольного отверстия вала, в которое запрессовывается вращающийся вал;
Фиг. 9В - вид, показывающий восьмиугольное отверстие для вала, в которое запрессовывается вращающийся вал;
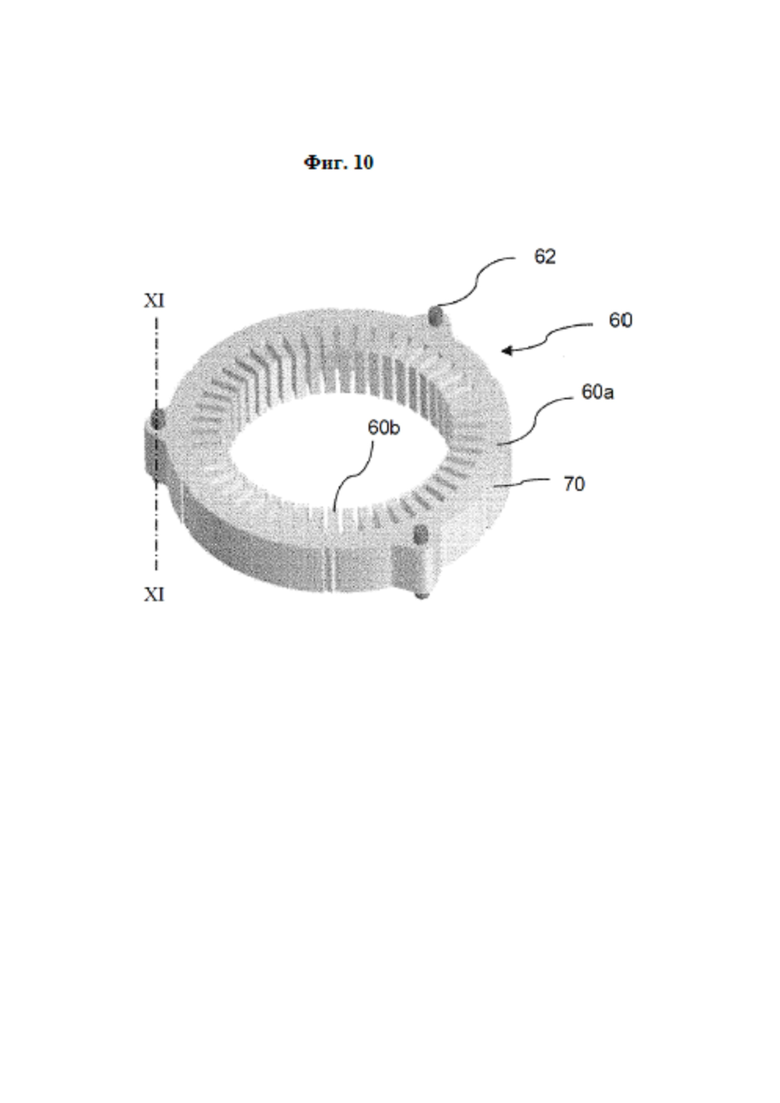
Фиг. 10 - вид в перспективе сердечника статора во втором варианте осуществления настоящего изобретения;
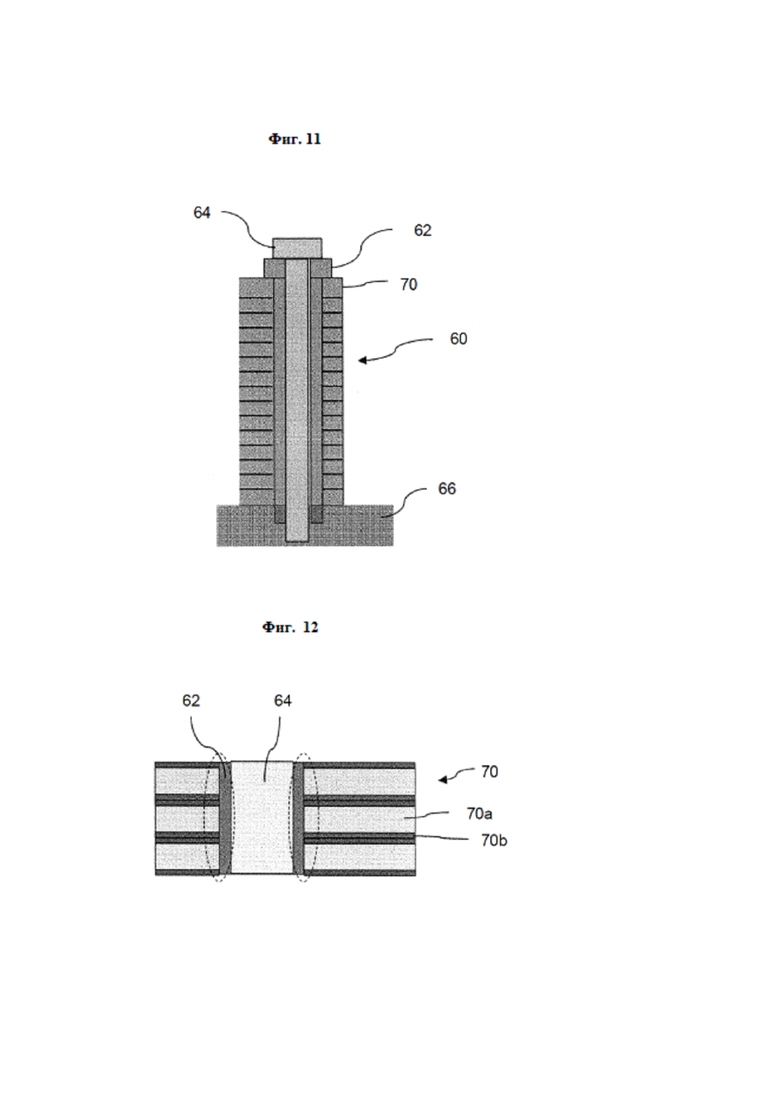
Фиг. 11 - вид в разрезе, показывающий сердечник статора, прикрепленный к втулке на фиг. 10;
Фиг. 12 - вид в разрезе штабелированного сердечника статора;
Фиг. 13 - вид, иллюстрирующий процесс изготовления сердечника статора во втором варианте осуществления;
Фиг. 14 - вид, иллюстрирующий процесс вырубки внутренней кромки и штабелирования сердечника статора на Фиг. 13;
Фиг. 15А - вид, иллюстрирующий один процесс из процесса штабелирования сердечника статора с использованием пресс-машины во втором варианте осуществления;
Фиг. 15B - вид, иллюстрирующий один процесс из процесса штабелирования сердечника статора с использованием пресс-машины во втором варианте осуществления;
Фиг. 15С - вид, иллюстрирующий один процесс из процессов сборки сердечника статора с использованием прессовочной машины во втором варианте осуществления;
Фиг. 15D - вид, иллюстрирующий один процесс из процесса штабелирования сердечника статора с использованием пресс-машины во втором варианте осуществления;
Фиг. 15Е - вид, иллюстрирующий один процесс из процесса штабелирования сердечника статора с использованием пресс-машины во втором варианте осуществления;
Фиг. 15F - вид, иллюстрирующий один процесс из процесса штабелирования сердечника статора с использованием пресс-машины во втором варианте осуществления;
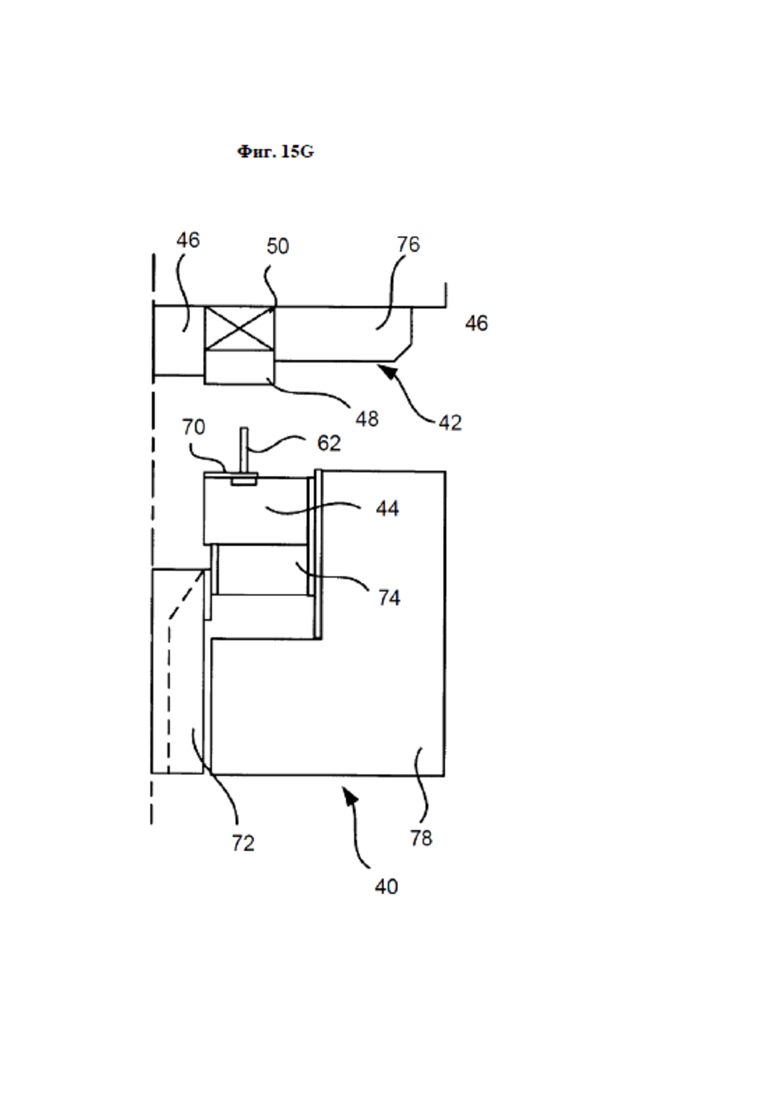
Фиг. 15G - вид, иллюстрирующий один процесс из процесса штабелирования сердечника статора с использованием пресс-машины во втором варианте осуществления;
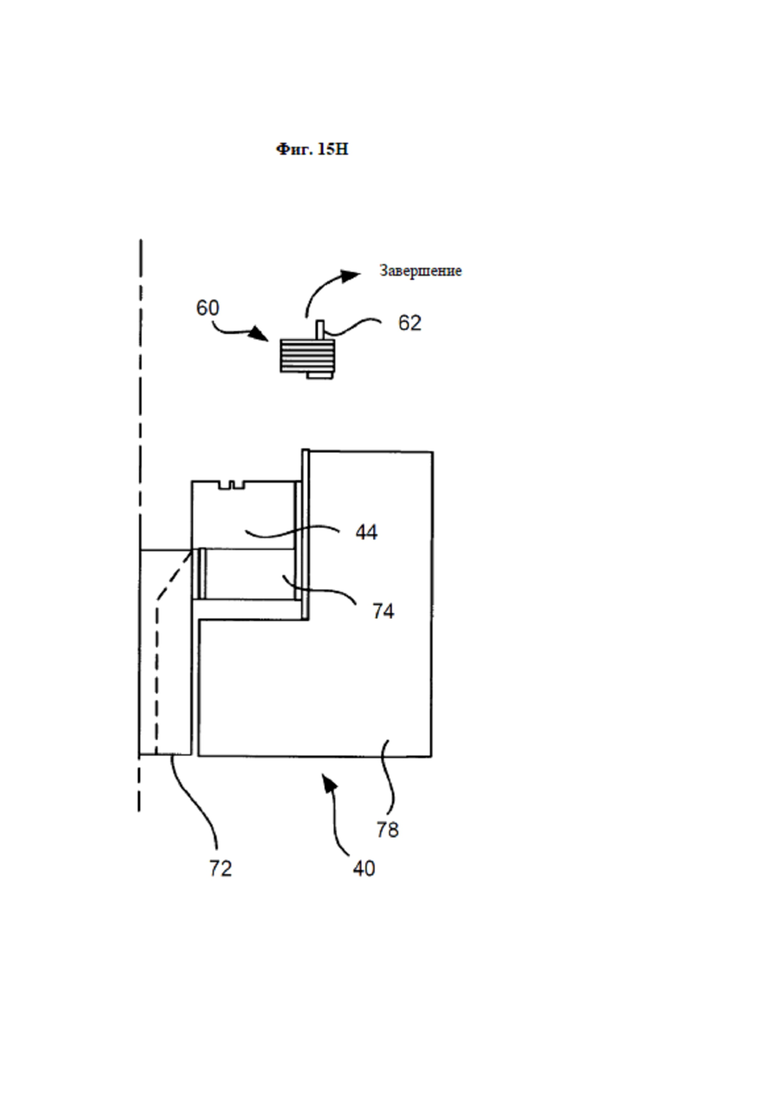
Фиг. 15H - вид, иллюстрирующий один процесс из процесса штабелирования сердечника статора с использованием пресс-машины во втором варианте осуществления; а также
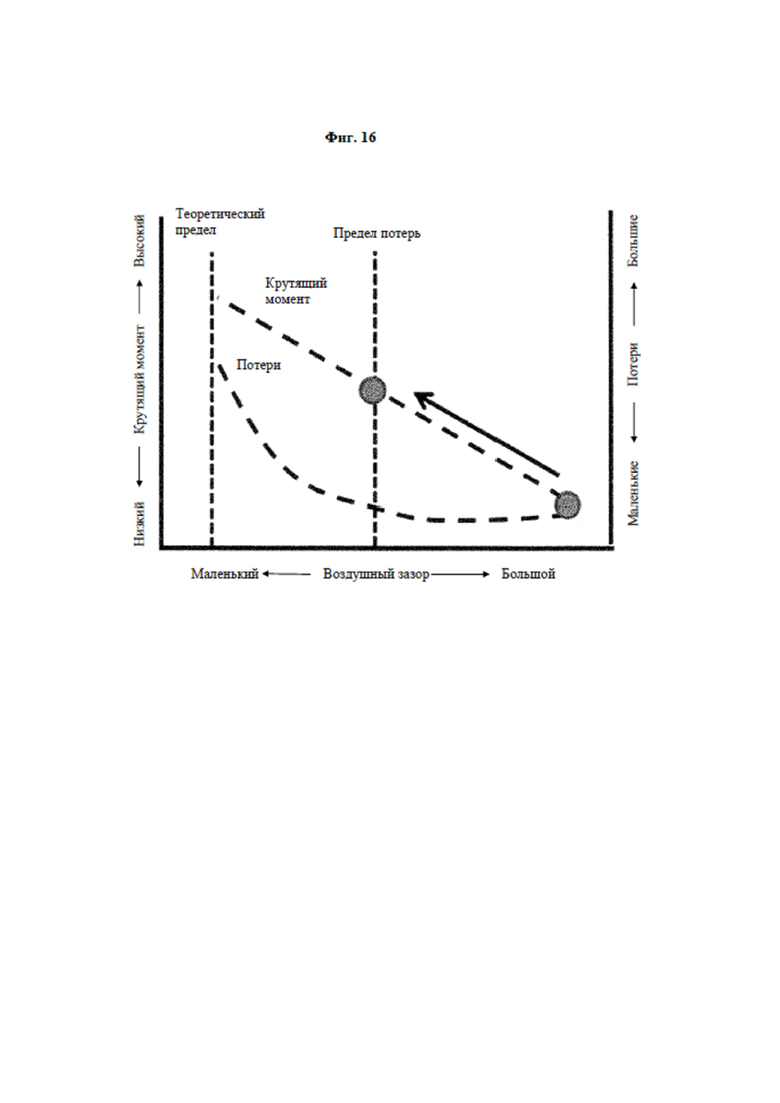
Фиг. 16 – график свойств, показывающий взаимосвязи между воздушным зазором и каждым выходным крутящим моментом, а также потерями во вращающейся электрической машине.
Подробное описание вариантов осуществления
[0020] Варианты осуществления представленного изобретения будут описаны ниже на основе чертежей. Настоящее изобретение не ограничивается описанными здесь вариантами осуществления.
[0021] В первом варианте осуществления сердечник ротора принимается в качестве сердечника вращающейся электрической машины, и листы стали, например, листы магнитной стали, обрабатываются и штабелируются для образования сердечника ротора в виде уложенных в штабель листов магнитной стали.
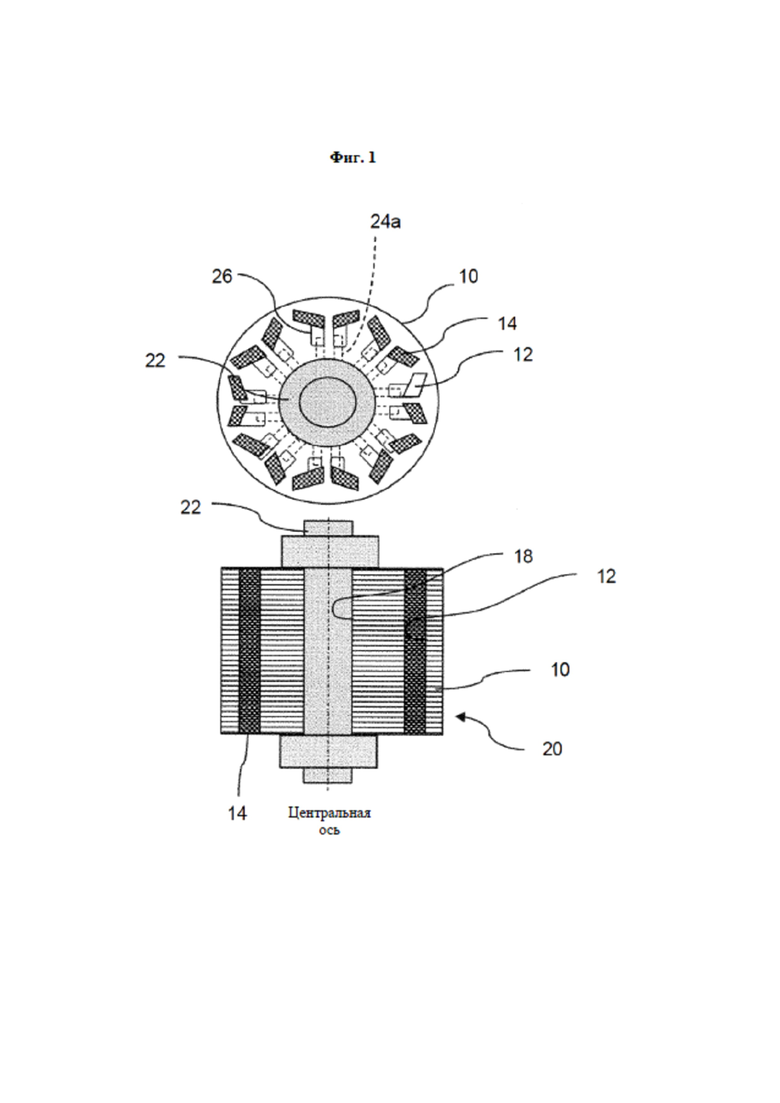
[0022] На Фиг. 1 представлен схематический вид, показывающий конфигурацию ротора в соответствии с этим вариантом осуществления. Как показано на верхнем чертеже (вид сверху), листы 10 магнитной стали, выступающие в качестве стальных листов, имеют в целом кольцевую форму, с множеством (в этом примере 16) магнитных отверстий 12, выполненных в периферийной части через равные интервалы в окружном направлении. Магниты 14 вставлены в магнитные отверстия 12. На Фиг.1 показано состояние, в котором одно из магнитных отверстий 12 не имеет магнита 14, вставленного в него, в то время как каждое из других магнитных отверстий 12 имеет магнит 14, вставленный в него.
[0023] Как показано на нижнем чертеже (вид в вертикальном разрезе), сердечник 20 ротора сформирован путем штабелирования множества листов 10 магнитной стали. Отверстие 18 вала сформировано в центральной части сердечника 20 ротора, и вращающийся вал (вал ротора) 22 в качестве стержневого элемента вставлен в отверстие 18 вала. Положения сложенных в штабель листов 10 магнитной стали совпадают друг с другом, и магнитные отверстия 12, проходящие в осевом направлении, образованы сложенными в штабель листами 10 магнитной стали. Магниты 14 вставлены в магнитные отверстия 12. Фактически торцевые пластины расположены соответственно на обоих концах сердечника 20 ротора в осевом направлении, и оба конца магнитов 14 в осевом направлении поддерживаются торцевыми пластинами. Фактически, поэтому, магнитные отверстия 12 и магниты 14 невидимы на виде сверху. Каналы масла не показаны на нижнем рисунке.
[0024] Центральный канал масла (не показан) сформирован в центре вращающегося вала 22, а радиальные каналы масла сформированы в заданных положениях и выходят на внешней поверхности вращающегося вала 22. Как показано пунктирными линиями в верхнем чертеже, радиальные каналы 24 масла проходят наружу от центра так, чтобы соответствовать выходам во вращающемся валу 22. Один или больше радиальных каналов 24 масла выполнены вблизи центра в осевом направлении, и каждый из них соединен с осевым каналом 26 масла в области, находящейся приблизительно на середине радиуса сердечника 20 ротора. Осевые каналы 26 масла также сформированы в торцевых пластинах, и, таким образом, масло (охлаждающая среда), подаваемое на центральный канал масла, вытекает из концов сердечника 20 ротора в осевом направлении через радиальные каналы 24 масла и осевые каналы 26 масла. На Фиг. 2 и Фиг. 3, эти каналы масла показаны более подробно. Каждый радиальный канал 24 масла имеет один радиальный канал 24b масла на центральной стороне и два радиальных канала 24а масла, разветвляющиеся от радиального канала 24b масла, и радиальные каналы 24а масла соединены с соответствующими осевыми каналами 26 масла.
[0025] Таким образом, каждый лист 10 магнитной стали выполнен с вырезом под отверстие 18 вала в центре, вырезами под магнитные отверстия 12 в периферийной части, вырезами под осевые каналы 26 масла в промежуточной части и вырезами под радиальные каналы 24 масла на внутренней стороне. Вырезы под осевые каналы 26 масла обычно выполнены во всех листах 10 магнитной стали, в то время как радиальные каналы 24 масла выполнены только в тех листах 10 магнитной стали, в которых необходимо формирование каналов масла.
[0026] На Фиг. 2 показан один лист 10 магнитной стали. Этот лист 10 магнитной стали выполнен с отверстием 18 вала, магнитными отверстиями 12, радиальными каналами 24a, 24b масла и осевыми каналами 26 масла. На Фиг. 2, каждая граница между каналами масла обозначена тонкими линиями, но на самом деле эти каналы масла сообщаются друг с другом. Вырез под отверстие 18 вала обозначен пунктирной линией.
[0027] На Фиг. 3 показан сердечник 20 ротора, который представляет собой штабель из листов 10 магнитной стали, при этом вращающийся вал с Фиг. 1 не показан. На нижнем чертеже показаны отверстие 18 вала и магнитные отверстия 12, при этом каналы масла опущены. Как показано на верхнем чертеже, радиальные каналы 24 масла проходят от отверстия 18 вала.
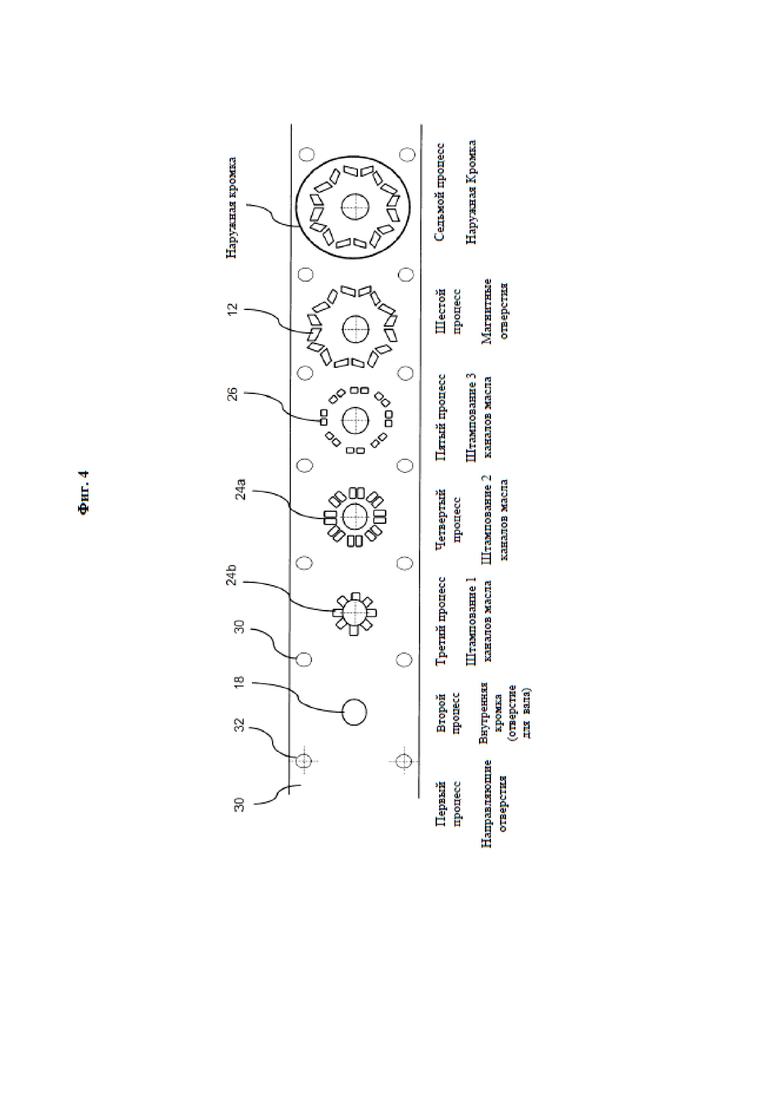
[0028] На Фиг. 4 схематично показана процедура прессовой операции с листом 10 магнитной стали. Для цели изготовления листа 10 магнитной стали посредством прессовой операции, подготовлен длинный листовой лентообразный материал (лентообразный лист стали) 30. Прессовое устройство в этом примере представляет собой прессовое устройство непрерывного действия, которое последовательно выполняет прессовую операцию несколькими пресс-машинами, которые выстроены в продольном направлении. Для формирования листа 10 магнитной стали материал (лентообразный лист стали) 30, намотанный в форме катушки, многократно пробивается, в то время как он разматывается и перемещается по конвейеру. На Фиг. 4 схематично показаны многочисленные процессы штампования при формировании одного листа 10 магнитной стали, при этом показаны в основном, только те участки, которые проштампованы в каждом процессе, и отверстие 18 вала. Таким образом, лист 10 магнитной стали, показанный на Фиг. 2, включающий все проштампованные участки, изготовлен. Штампование выполняется на финальном этапе обработки.
[0029] В первом процессе направляющие отверстия 32 пробиваются в материале 30. Направляющие отверстия 32 служат в качестве ориентира для последующего формирования отверстия 18 вала и сформированы снаружи области, где должен быть сформирован лист 10 магнитной стали. В этом варианте осуществления необязательно выполнять направляющие отверстия 32.
[0030] Во втором процессе отверстие 18 вала, определяющее внутренний диаметр листа 10 магнитной стали, пробивается с использованием направляющих отверстий 32 в качестве ориентира. Отверстие 18 вала выполняется приблизительно в центре материала 30 в направлении ширины и на заданном расстоянии от области, где должен быть сформирован соседний лист 10 магнитной стали.
[0031] В третьем процессе формируются отверстия радиальных каналов 24b масла на внутренней стороне, и в четвертом процессе формируются отверстия радиальных каналов 24а масла на внешней стороне. В пятом процессе формируются отверстия осевых каналов 26 масла.
[0032] В шестом процессе формируются магнитные отверстия 12, и в седьмом процессе штампуется радиально внешняя часть листа 10 магнитной стали. От второго процесса до шестого процесса показаны только отверстие 18 вала и участки, проштампованные в каждом процессе, а в седьмом процессе показаны проштампованная в этом процессе радиально внешняя часть, отверстие 18 вала и магнитные отверстия 12.
[0033] В действительности в седьмом процессе радиально внешняя часть листа, имеющего отверстия, проштампованные в процессах вплоть до шестого процесса, штампуется, чтобы получить лист 10 магнитной стали тороидальной формы.
[0034] Здесь, в обычной практике, штампование от второго до седьмого процессов выполняется с использованием направляющих отверстий 32 в качестве ориентира. В этом варианте осуществления изобретения, в контрасте к указанному выше, этот процесс обработки выполняется с использованием центра отверстия 18 вала в качестве ориентира. В частности, процесс обработки листа 10 магнитной стали, по меньшей мере, на седьмом процессе выполняется, в состоянии, когда вращающийся вал 22 введен в отверстие 18 вала.
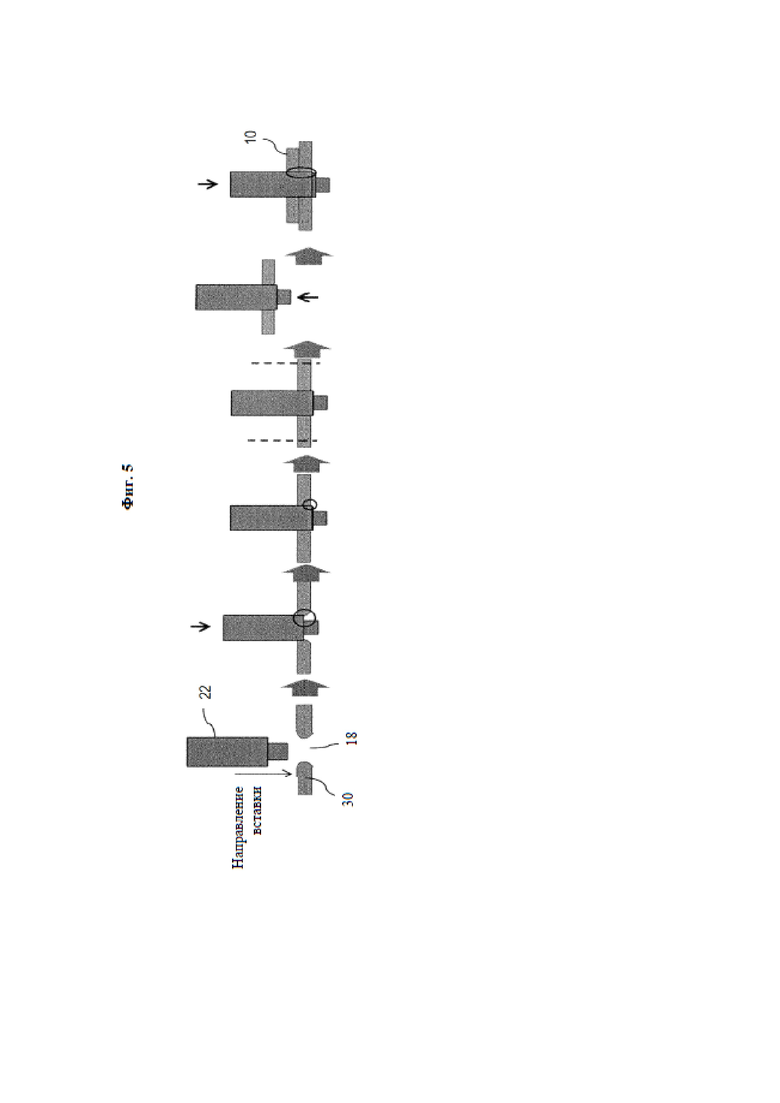
[0035] На Фиг. 5 показаны подробности седьмого процесса в прессовой операции согласно данному варианту осуществления. В этом примере предполагается, что штампование выполняется с использованием направляющих отверстий 32 в качестве ориентира до шестого процесса. Затем в седьмом процессе наружная кромка листа 10 магнитной стали, образующего сердечник 20 ротора, обрабатывается с использованием в качестве ориентира центра вращающегося вала 22.
[0036] Во-первых, подается материал 30, и в этом состоянии вращающийся вал 22 перемещается вниз к отверстию 18 вала, которое представляет собой отверстие, пролегающее в направлении укладки листов 10 магнитной стали. Затем вращающийся вал 22 вставляется в отверстие 18 вала. Минимальный внутренний диаметр отверстия 18 вала меньше, чем внешний диаметр вращающегося вала, так что вращающийся вал 22 запрессовывается и фиксируется на отверстие 18 вала. Когда вращающийся вал 22 перемещается вниз в заданное положение, завершается прессовая посадка вращающегося вала 22 в отверстие 18 вала.
[0037] В этом состоянии наружная кромка листа 10 магнитной стали, прикрепленного к вращающемуся валу 22, штампуется с использованием центра вращающегося вала 22 в качестве ориентира. В результате из материала 30 листовой формы получают лист 10 магнитной стали тороидальной формы (кольцевой).
[0038] Затем вращающийся вал 22 и лист 10 магнитной стали с проштампованной наружной кромкой перемещаются вверх в состоянии, когда лист 10 магнитной стали прикреплен к вращающемуся валу 22. В этом состоянии следующий материал 30 перемещается под вращающимся валом 22 с прикрепленным к нему листом 10 магнитной стали, и вращающийся вал 22 перемещается вниз и вставляется и запрессовывается в отверстие 18 вала материала 30. На этой стадии положение вращающегося вала 22 относительно нового материала 30 является тем же самым положением, что и в предыдущий раз. Таким образом, лист 10 магнитной стали запрессованный в последний раз перемещается вверх на величину, соответствующую его толщине, и материал 30 в это время располагается ниже листа 10 магнитной стали. В этом состоянии штампуется наружная кромка, и лист 10 магнитной стали отрезается от материала 30. Когда этот процесс обработки повторяется, необходимое количество листов 10 магнитной стали укладываются в штабель, а сердечник 20 ротора формируется вокруг вращающегося вала 22.
[0039] На Фиг. 6 показано состояние, в котором листы 10 магнитной стали уложены в штабель, как описано выше. Лист 10 магнитной стали состоит из стального материала 10а листовой формы и изоляционной пленки 10b, сформированной с каждой стороны стального материала 10а, и собранные в штабель листы 10 магнитной стали изолированы друг от друга, при этом вихревой магнитный поток формируется в осевом направлении.
[0040] В частности, в способе изготовления этого варианта осуществления наружная кромка листа 10 магнитной стали штампуется, когда лист 10 магнитной стали запрессован на вращающемся валу 22 и, тем самым, закреплен на вращающемся валу 22. Таким образом, этот способ изготовления не включает в себя процесс соединения штабелированных листов 10 магнитной стали друг с другом, и листы 10 магнитной стали, сложенные в штабель в процессе штампования наружной кромки, прижимаются так, чтобы быть сложенными в штабель без зазора.
[0041] В обычной практике собранные в штабель листы 10 магнитной стали скрепляются друг с другом путем обжатия и т. п. В этом случае, как показано на Фиг. 7, сжимаемый участок листа 10 магнитной стали вжимается в соседний лист 10 магнитной стали. Таким образом, стальной материал 10а листа 10 магнитной стали входит в контакт со стальным материалом 10а смежного листа 10 магнитной стали, и магнитный поток протекает через контактный участок. Также в случае сварки изоляционные пленки удаляются, а листы магнитной стали становятся последовательно проводящими друг с другом. Таким образом, обычные способы имеют недостаток, заключающийся в том, что потери в сердечнике 20 ротора возрастают. Данный вариант осуществления может предотвратить увеличение потери в сердечнике, удерживая соседние листы 10 магнитной стали изолированными друг от друга.
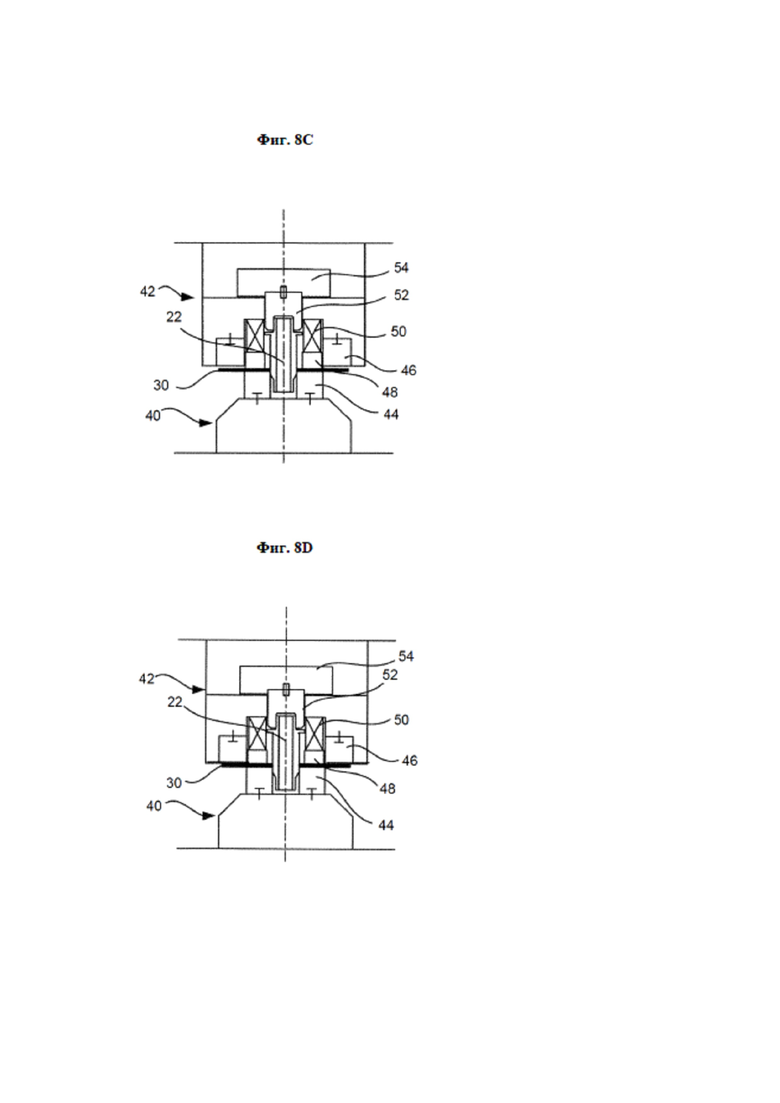
[0042] На Фиг. 8А - Фиг. 8F показана конфигурация и работа пресс-машины, которая используется в седьмом процессе. В этом примере, нижний корпус (сторона матрицы) 40 закреплен, в то время как верхний корпус (сторона пуансона) 42 перемещается вверх и вниз относительно нижнего корпуса 40. Нижний корпус 40 имеет режущее лезвие 44 на верхнем конце. Режущее лезвие 44 имеет кольцевую форму, а внешняя кромка режущего лезвия 44 определяет наружную кромку листа 10 магнитной стали. Верхний корпус 42 имеет режущее лезвие 46, внутренняя кромка которого расположена в положении, приблизительно соответствующем (слегка во внешнюю сторону) режущему лезвию 44 нижнего корпуса 40, и которое вырубает наружную кромку листа 10 магнитной стали из материала 30 в месте соединения с режущим лезвием 44 нижнего корпуса 40.
[0043] С внутренней стороны режущего лезвия 46 расположен прижимной башмак 48, и пружина 50, расположенная над прижимным башмаком 48, толкает прижимной башмак 48 вниз. Вращающийся вал 22, удерживаемый сверху зажимным патроном 52, расположен с внутренней стороны прижимного башмака 48. Зажимной патрон 52 имеет резьбу на внешней поверхности и ввинчен в верхний корпус 42. Когда зажимной патрон 52 поворачивается за счет вращающейся машины 54, зажимной патрон 52 перемещается вверх и вниз относительно верхнего корпуса 42.
[0044] Чтобы выполнить седьмой процесс, пресс-машина работает следующим образом. В то время как материал 30 на Фиг. 8 показан коротким, фактически материал 30 имеет длинную форму листа и позиционируется путем перемещения в направлении слева направо на Фиг. 8. Когда штамповка одного листа 10 магнитной стали завершена, материал 30 перемещается на величину, соответствующую одному листу 10 магнитной стали, и выполняется вырубка наружной кромки следующего листа 10 магнитной стали. (а) Материал 30, прошедший до шестого процесса обработки, расположен на режущем лезвии 44 нижнего корпуса 40. В этой точке отверстие 18 вала расположено примерно в центре вращающегося вала 22 (Фиг. 8А). (b) Верхний корпус 42 начинает двигаться вниз. Таким образом, вращающийся вал 22, прикрепленный к зажимному патрону 52, выставляется с его нижнего конца в отверстие 18 вала и начинает запрессовываться. В результате центр отверстия 18 вала расположен в центре вращающегося вала 22 (Фиг. 8В). (c) Верхний корпус 42 движется дальше вниз, и материал 30 прижимается и фиксируется прижимным башмаком 48 (Фиг. 8C). (d) Верхний корпус 42 движется дальше вниз, так что пружина 50 сжимается, и режущее лезвие 46 приводится в контакт с материалом 30, и, таким образом, начинается штампование. Это штампование выполняется режущими лезвиями 44, 46, которые позиционируются с использованием центра вращающегося вала 22 в качестве ориентира (Фиг. 8D). (e) Материал 30 разрезается режущими лезвиями 44, 46, и формируется наружная кромка кольцевого листа 10 магнитной стали, а верхний корпус 42 достигает нижней предельной точки (Фиг. 8Е). (f) Верхний корпус 42 перемещается вверх и достигает верхней предельной точки (Фиг. 8F). Вращающийся вал 22 оказывается запрессованным в лист 10 магнитной стали, и лист 10 магнитной стали становится закрепленным на вращающемся валу 22.
[0045] Затем вращающийся вал 22 перемещается вниз вращающейся машиной 54 на величину, соответствующую толщине одного листа 10 магнитной стали, и пресс-машина возвращается к этапу (а). Во второй раз в процессе, показанном на Фиг. 8А, лист 10 магнитной стали, отштампованный в первый раз, прикреплен к вращающемуся валу 22, но вращающийся вал 22 перемещен вниз на величину, соответствующую толщине листа 10 магнитной стали. Благодаря тому, что первый лист 10 магнитной стали перемещен вверх на величину, соответствующую его толщине, процесс, показанный на Фиг. 8В, и процессы, показанные на Фиг. 8C - Фиг. 8F на втором материале 30 выполняются таким же образом, как и в первый раз. Когда эта операция повторяется для необходимого количества листов 10 магнитной стали, получается сердечник 20 ротора, имеющий необходимое количество листов 10 магнитной стали, уложенных в штабель вокруг вращающегося вала 22.
[0046] В частности, поскольку наружная кромка листа 10 магнитной стали вырубается с использованием в качестве ориентира вращающегося вала 22, являющегося компонентом сердечника 20 ротора, то любое удлинение материала 30 под давлением прижимного башмака и т. п. влияет мало. Даже когда длинный материал 30 извивается, центр вращающегося вала 22 и центр отверстия 18 вала приводятся в соответствие друг другу в процессе вставки вращающегося вала 22 в отверстие 18 вала и, таким образом, наружная кромка листа 10 магнитной стали может быть точно сформирована.
[0047] В частности, укладка с вращением, выполняемая при штабелировании листов 10 магнитной стали с изменением направления листов 10 магнитной стали в ходе вращения на заданной частоте, практикуется в целях уменьшения разницы в характеристиках среди листов 10 магнитной стали. Если разнообразные отверстия сформированы в материале с использованием направляющих отверстий 32 на внешней стороне листа 10 магнитной стали в качестве ориентира, как в обычной практике, то положения разнообразных отверстий относительно листа 10 магнитной стали смещаются в одном направлении. Укладка с вращением таких листов магнитной стали имеет недостаток, заключающийся в том, что отверстия, проходящие в осевом направлении, сдвигаются в противоположном направлении каждый раз, когда направление магнитного листа становится обратным, что делает поверхности отверстий, проходящих в осевом направлении, неравномерными. Этот вариант осуществления также может решить такую проблему, сопровождающую укладку с вращением.
[0048] На Фиг. 9А и Фиг. 9В показана конфигурация отверстия 18 вала до того, как вращающийся вал 22 запрессован в него. Как показано, отверстие 18 вала в целом имеет восьмиугольную форму. В этом примере вращающийся вал 22 также является восьмиугольной призмой.
[0049] Как показано на Фиг. 9А на каждом углу отверстия 18 вала образован уголок 34, выходящий наружу за пределы наружной поверхности вращающегося вала 22. На каждой стороне 36 сформированы выступы 36а, выступающие внутрь, и углубления 36b, выступающие наружу. Выступы 36а сформированы на участках, расположенных ближе к обоим углам, а промежуточная часть между двумя выступами 36а образует углубление 36b. Положение углубления 36b по существу то же самое, что и положение наружной поверхности вращающегося вала 22. Таким образом, отверстие 18 вала может легко деформироваться так, что когда вращающийся вал 22 запрессовывается на отверстие 18 вала, наружный диаметр отверстия 18 вала соответствует наружному диаметру вращающегося вала 22, так как материал 30 распространяется в целом наружу, и материал из выступов 36а размещается в уголках 34 и углублениях 36b. Поэтому, когда вращающийся вал 22 запрессовывается, все отверстие 18 вала целиком входит в контакт с внешней поверхностью вращающегося вала 22 и закрепляется на вращающемся валу 22 посредством прижатия.
[0050] В соответствии с этим вариантом осуществления наружная кромка листа 10 магнитной стали, определяющая внешний диаметр сердечника 20 ротора, вырубается с использованием центра вращения сердечника 20 ротора в качестве ориентира. В частности, наружная кромка вырубается после того, как вращающийся вал 22 прикреплен к листу 10 магнитной стали. Таким образом, даже когда материал 30 извивается или становится удлиненным в направлении перемещения по конвейеру из-за большой силы прижимного башмака, может быть получен лист 10 магнитной стали с отличной точностью размеров.
[0051] Соответственно, как лист магнитной стали 10 в виде единого компонента, так и сердечник 20 ротора, который представляет собой сборку листов 10 магнитной стали, характеризуются отличной точностью размеров. Поэтому создание вращающейся электрической машины с использованием этих компонентов позволяет уменьшить воздушный зазор между ротором и статором, и, таким образом, может быть построена вращающаяся электрическая машина с высоким крутящим моментом. Поскольку листы 10 магнитной стали и вращающийся вал 22 прикреплены друг к другу запрессовыванием, то потребность в обжатии и сварке, которые вызывают потери в сердечнике, может быть устранена.
[0052] Вышеизложенный вариант осуществления предполагает штампование с помощью прессового устройства непрерывного действия для повышения производительности. Однако прессовое устройство может вместо этого быть тандемным прессом или передаточным прессом. То есть способ обработки не ограничивается то тех пор, пока точность размеров внешнего диаметра может быть улучшена за счет обработки радиально внешней части сердечника ротора с использованием вращающегося вала в качестве ориентира. Таким образом, точность размеров может быть улучшена путем штампования радиально наружной части листа магнитной стали после прикрепления вращающегося вала к материалу листа магнитной стали. Несколько листов магнитной стали могут обрабатываться одновременно, вместо одного листа за один раз.
[0053] В качестве ориентира для процесса обработки может использоваться иной компонент, отличный от вращающегося вала, например магнит. Хотя использование вращающегося вала в качестве ориентира наиболее эффективно для улучшения точности размеров внешнего диаметра, вместо этого в качестве элемента для ориентира можно использовать магнитное отверстие.
[0054] Способ скрепления друг с другом вращающегося вала и листа магнитной стали не ограничивается запрессовыванием. Вращающийся вал и лист магнитной стали вместо этого возможно скреплять с помощью трения или ультразвуковой вибрации, за счет сварки, например, лазерной сварки или с использованием клея.
[0055] Во втором варианте осуществления сердечник статора принимается в качестве сердечника вращающейся электрической машины, а листы магнитной стали обрабатываются и штабелируются для образования сердечника статора в форме штабеля.
[0056] На Фиг.10 показан вид в перспективе сердечника 60 статора в соответствии с этим вариантом осуществления. Сердечник 60 статора имеет кольцевое ярмо 60а на наружной периферийной стороне и множество зубьев 60b, проходящих радиально внутрь от ярма 60а и расположенных с регулярными интервалами в окружном направлении. Пространство между соседними зубьями 60b образует паз, и для образования статора с использованием этого паза вокруг каждого зуба намотана обмотка.
[0057] Сердечник 60 статора образован путем укладки в штабель большого количества листов 70 магнитной стали. Участки ярма 60а выгибаются наружу, а трубчатая втулка 62, пролегающая в осевом направлении, вставлена в виде стержневого элемента в каждую выпуклую часть, чтобы зафиксировать листы 70 магнитной стали.
[0058] На Фиг. 11 показан разрез (разрез XI - XI) вдоль плоскости в осевом направлении, находящейся в том положении, в котором расположена втулка 62 (плоскость в осевом направлении, проходящая через центр).
[0059] Втулка 62 имеет форму трубы и проходит через штабелированные листы магнитной стали, а нижний торец втулки 62 поддерживается посредством вставки в корпус электродвигателя 66. Болт 64 проходит через втулку 62, и головка болта 64 прижимает головку втулки сверху, а нижний конец болта 64 ввинчивается в корпус электродвигателя 66 так, чтобы прикрепить штабелированные листы 70 магнитной стали к корпусу электродвигателя 66 через втулку 62.
[0060] На Фиг.11 показана только часть ярма 60а, в которой расположена втулка 62. В действительности, ярмо 60а проходит дальше внутрь, а зубья 60b расположены на внутренней стороне ярма 60а.
[0061] На Фиг.12 показано состояние, в котором листы 70 магнитной стали уложены в штабель. Каждый лист 70 магнитной стали состоит из стального материала 70а листовой формы и изоляционной пленки 70b, сформированной с каждой стороны стального материала 70а. Уложенные в штабель листы 70 магнитной стали изолированы друг от друга, а вихревой магнитный поток формируется в осевом направлении. В этом варианте осуществления можно говорить, что листы 70 магнитной стали прикреплены к втулке 62, когда листы 70 магнитной стали напрессованы на втулку 62. Таким образом, этот вариант осуществления не связан с процессом присоединения штабелированных листов 70 магнитной стали друг к другу путем обжатия, при этом листы 70 магнитной стали, уложенные в штабель в процессе вырубки наружной кромки, прижимаются так, чтобы быть уложенными без зазора. Следовательно, потери в сердечнике, возникающие, когда в результате обжатия между листами 70 магнитной возникает последовательная проводимость, можно предотвратить.
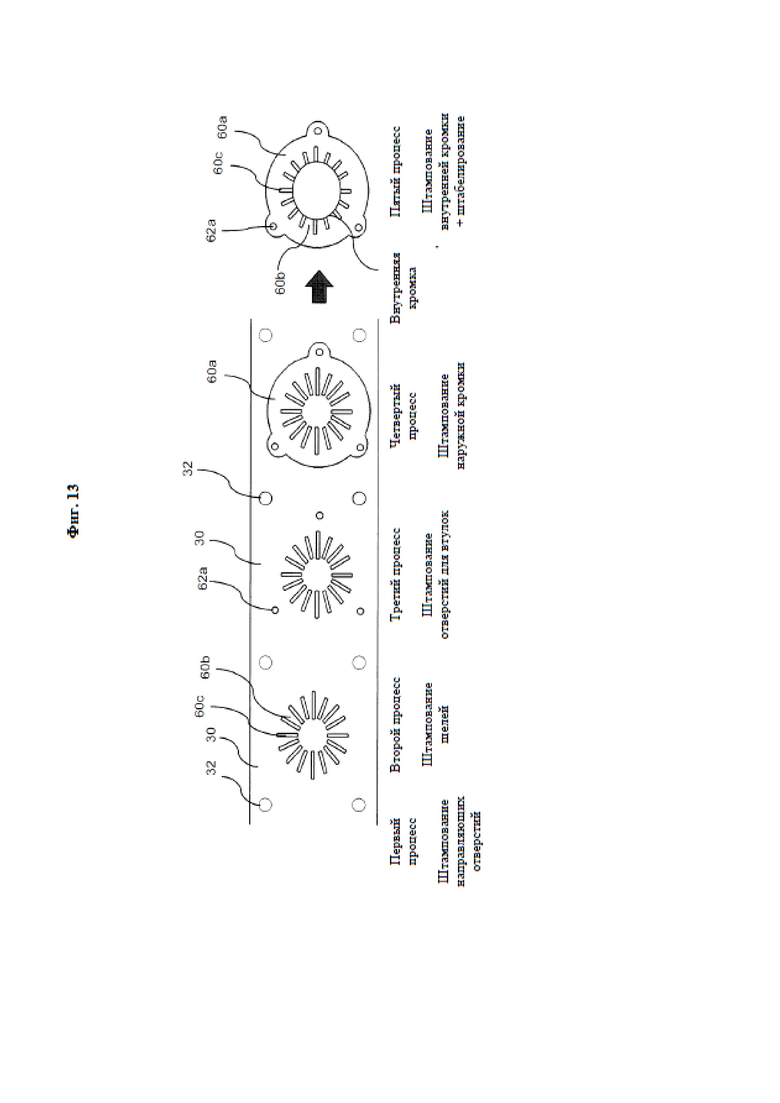
[0062] На Фиг.13 схематично показан процесс изготовления листа 70 магнитной стали для сердечника статора 60. В первом процессе в лентообразном материале 30 (лентообразном листе стали) выполняются направляющие отверстия 32. Во втором процессе с использованием направляющих отверстий 32 в качестве ориентира выполняются щели 60с. В третьем процессе выполняются втулочные отверстия 62а, в которые должны быть вставлены втулки 62. В четвертом процессе выштамповывается наружная кромка листа 70 магнитной стали, и лист 70 магнитной стали вырубается из материала 30. Далее, в пятом процессе, вырубленный лист магнитной стали перемещается по конвейеру, а внутренняя кромка выштамповывается пресс-машиной.
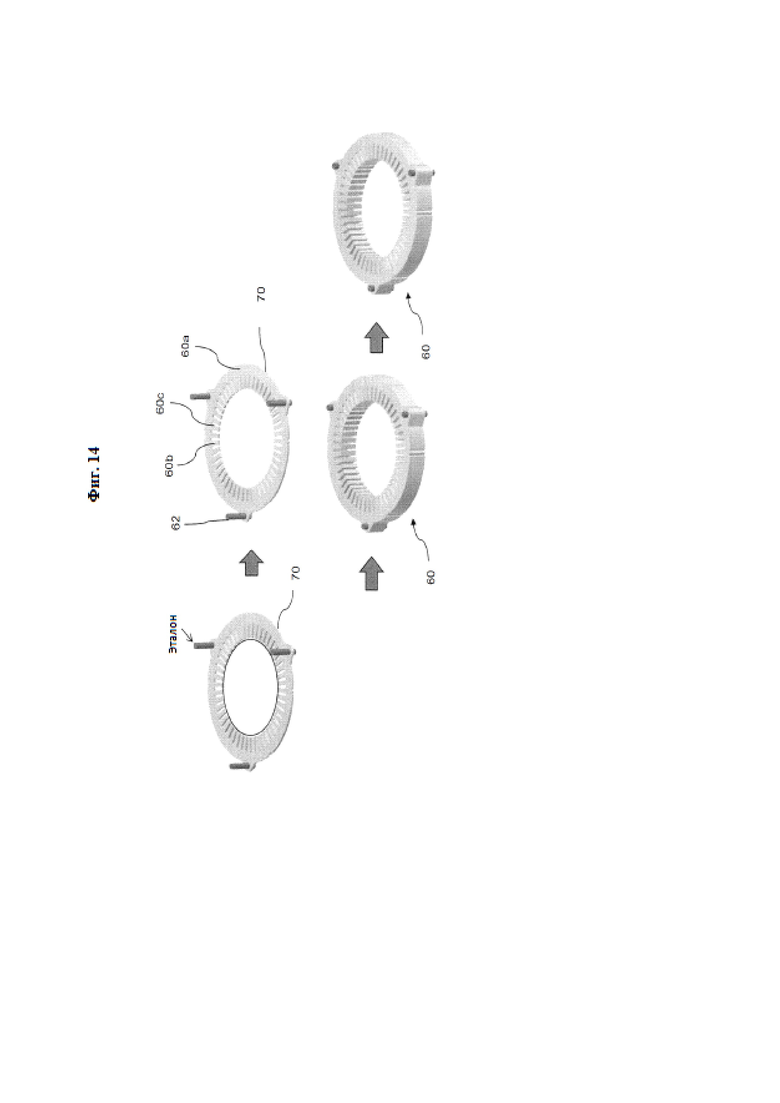
[0063] На Фиг. 14 показано штампование внутренней кромки и укладка в пятом процессе. Во-первых, втулки 62 запрессовываются во втулочные отверстия 62а, сформированные в листе 70 магнитной стали, и лист 70 магнитной стали оказывается закрепленным в заданном положении. В этом состоянии выштамповывается внутренняя кромка. В этом случае внутренняя кромка вырубается с использованием втулок 62 в качестве ориентира.
[0064] Процесс обработки внутренней кромки последовательно повторяется, в то время как листы 70 магнитной стали укладываются с поворотом. Когда предварительно определенное количество листов укладывается в штабель, штабелированные листы 70 магнитной стали закрепляются вместе с осевыми болтами, которые завершают сердечник 60 статора.
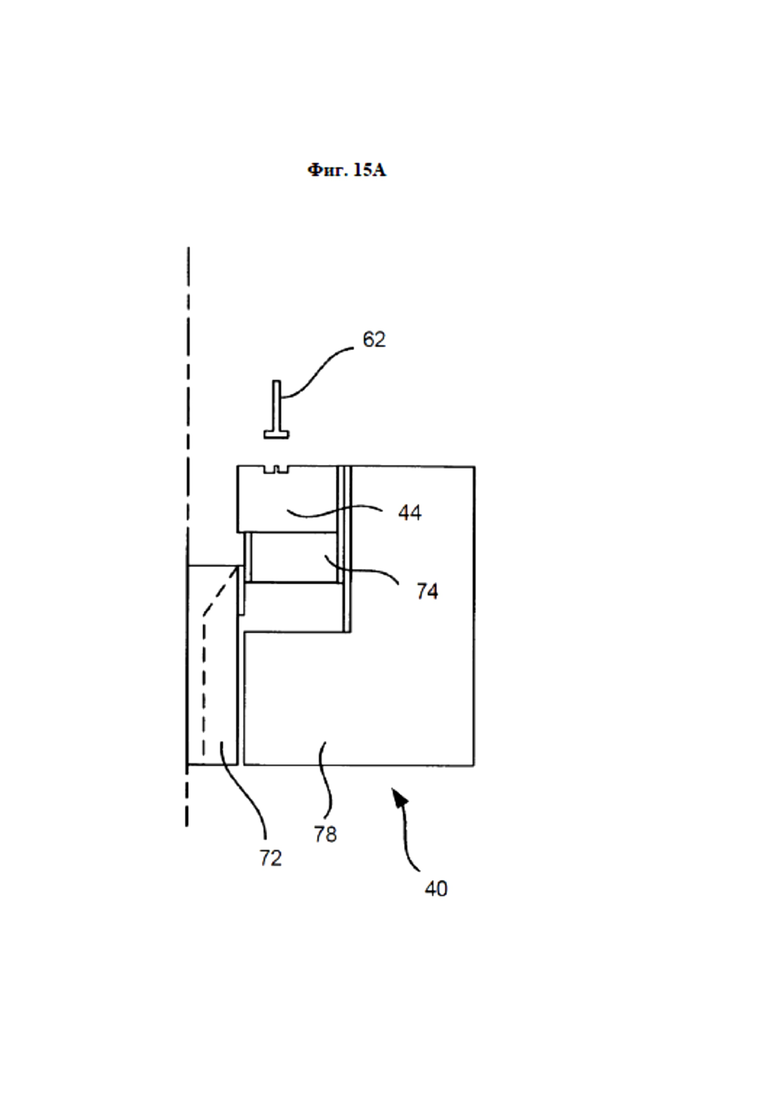
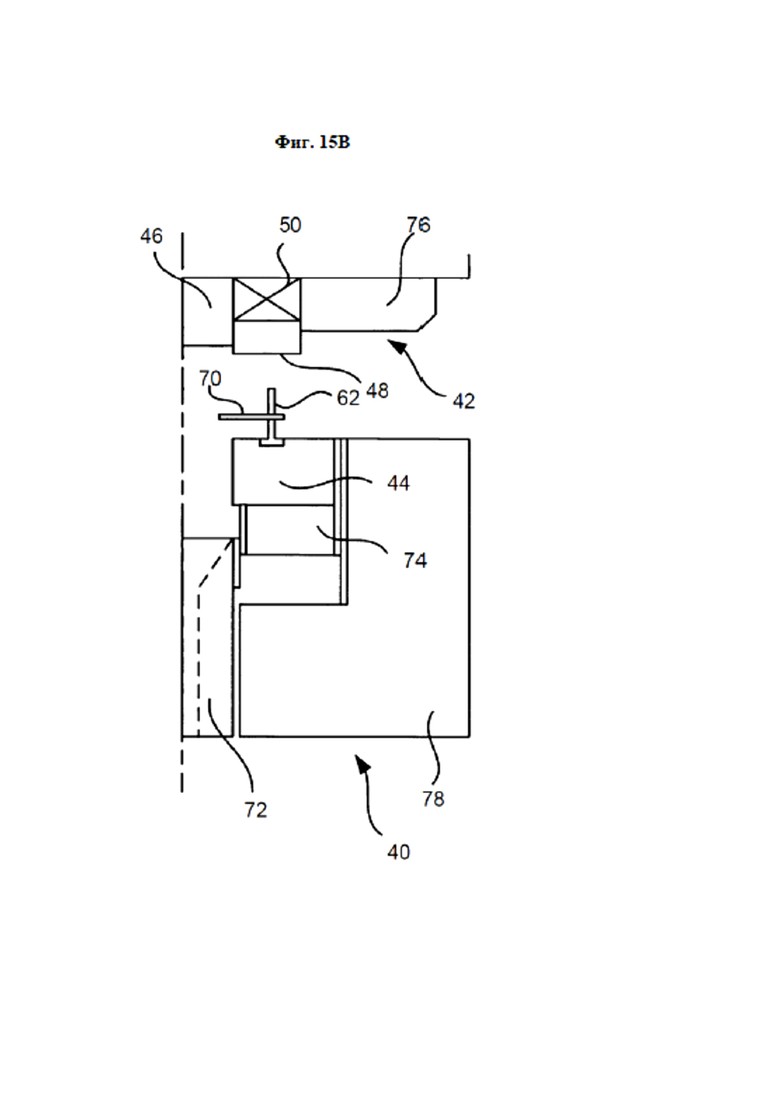
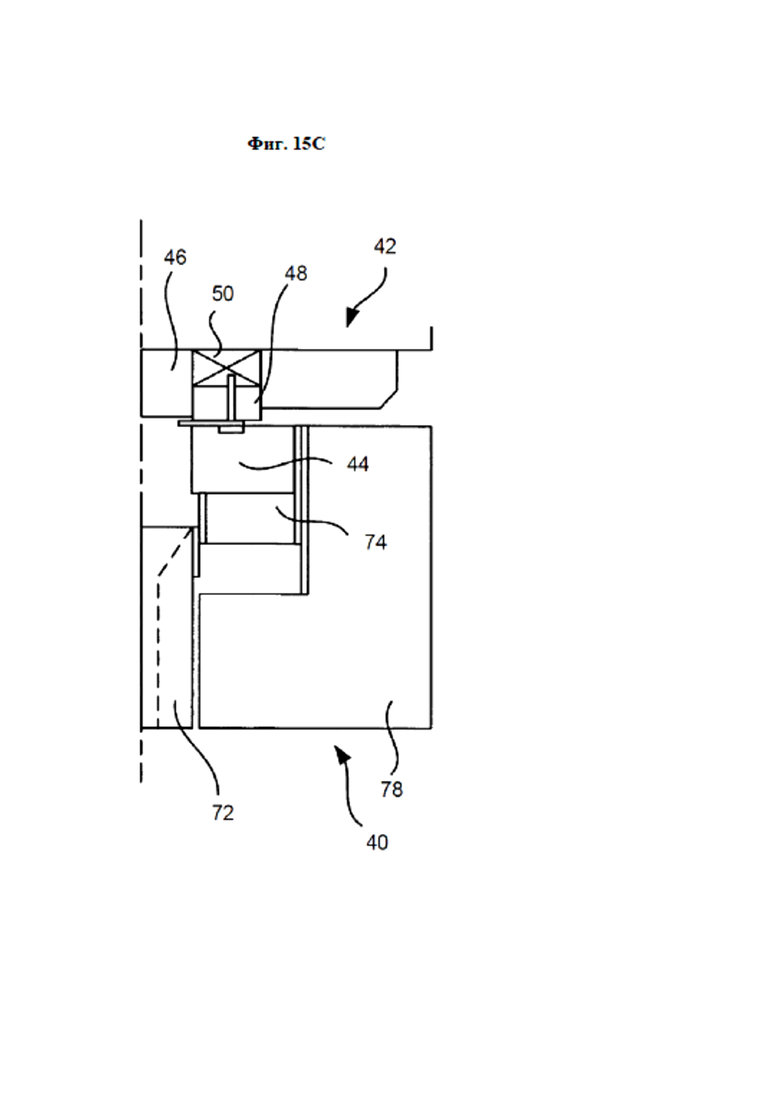
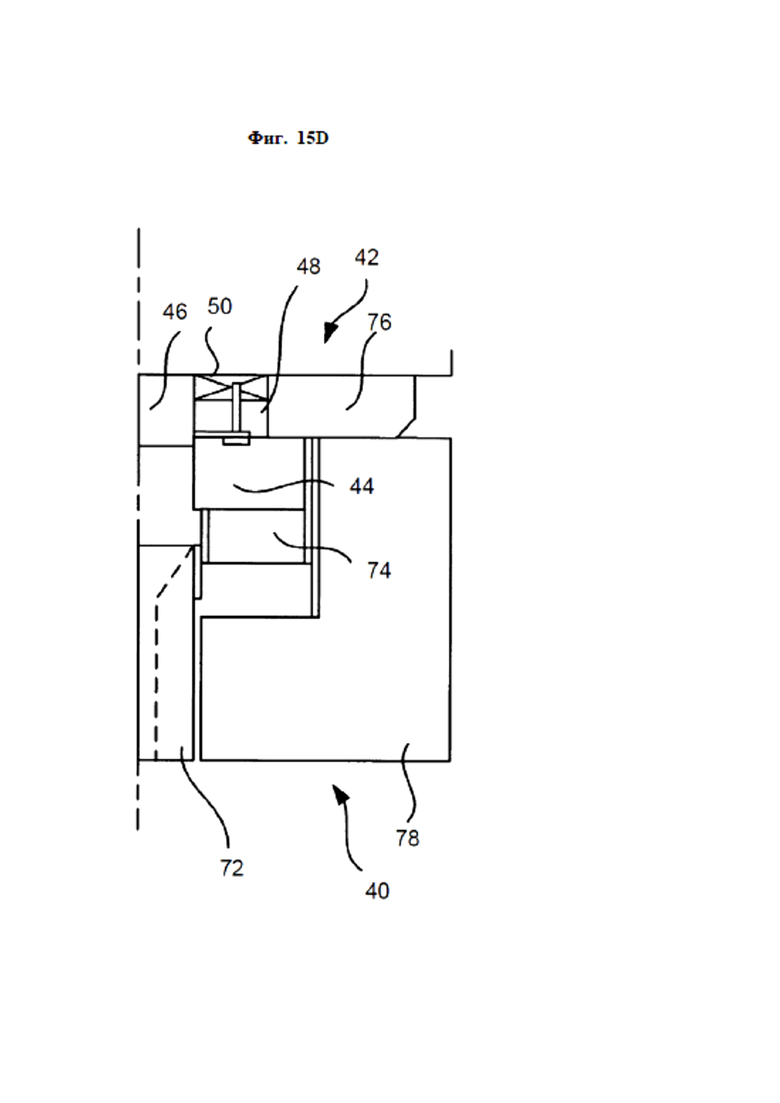
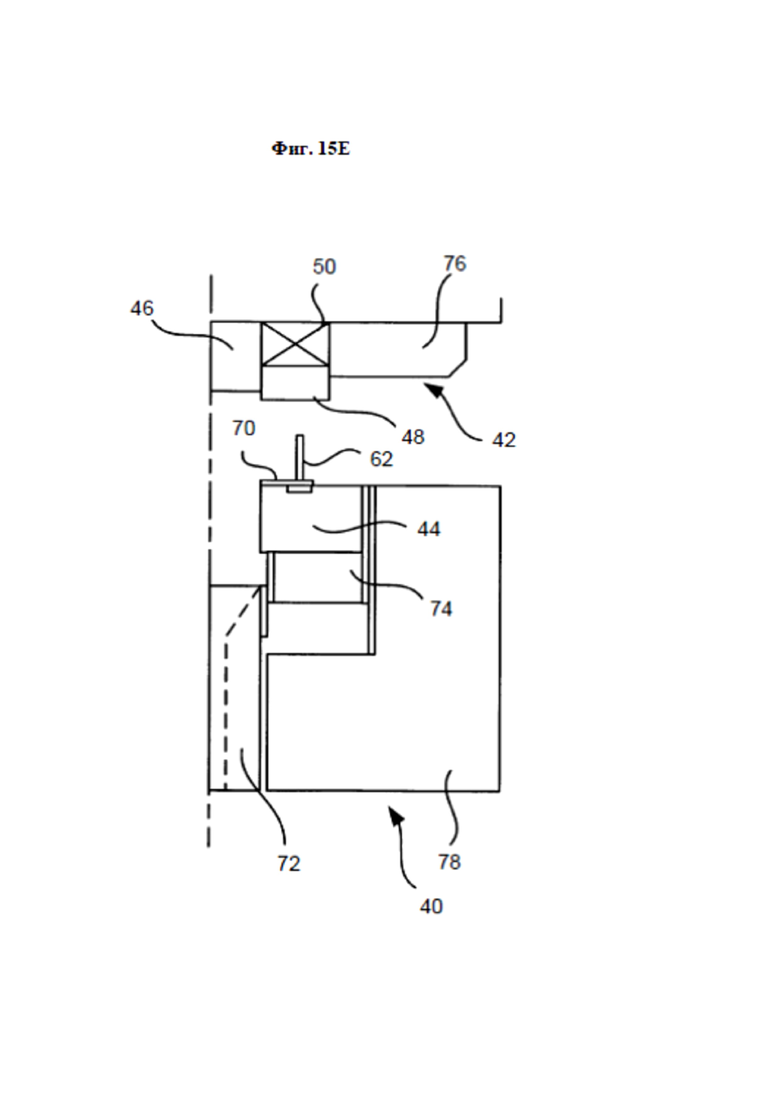
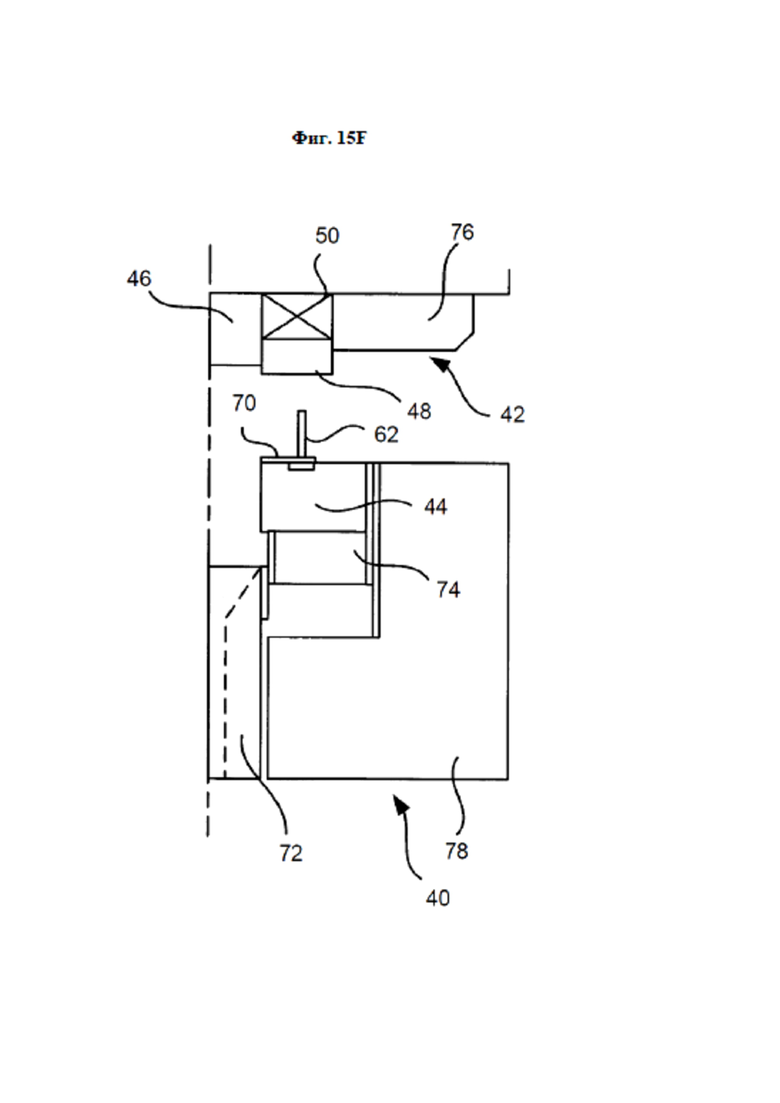
[0065] На Фиг. 15А - Фиг. 15H показаны процессы укладки листов магнитной стали с использованием пресс-машины. В пресс-машине нижний корпус (сторона матрицы) 40 закреплен, в то время как верхний корпус (сторона пуансона) 42 перемещается вверх и вниз относительно нижнего корпуса 40. Нижний корпус 40 имеет режущее лезвие 44 на верхнем конце. Режущее лезвие 44 имеет кольцевую форму, а внутренняя кромка режущего лезвия 44 определяет внутреннюю кромку листа 70 магнитной стали (положения передних концов зубьев 60b). Верхний корпус 42 имеет режущее лезвие 46, у которого внешняя кромка расположена в положении, приблизительно соответствующем (слегка во внутреннюю сторону) режущему лезвию 44 нижнего корпуса 40, и который вырубает внутреннюю кромку листа 70 магнитной стали в месте соединения с режущим лезвием 44 нижнего корпуса 40.
[0066] Прижимной башмак 48 расположен с внешней стороны режущего лезвия 46, а пружина 50, расположенная над прижимным башмаком 48, толкает прижимной башмак 48 вниз. С внешней стороны прижимного башмака 48 предусмотрен страховочный элемент 76, который определяет нижнюю предельную точку.
[0067] Нижний корпус 40 имеет основную часть 78 корпуса. Шлиц 74 закреплен под режущим лезвием 44, и режущее лезвие 44 и шлиц 74 соединены с основной частью 78 корпуса так, чтобы иметь возможность скользить вверх и вниз. Основная часть 78 корпуса имеет цилиндрическую полость в центральной части, а режущее лезвие 44 и шлиц 74 размещены в этой полости. Вращающаяся часть 72 корпуса расположена с внутренней стороны шлица 74 и проходит вниз через основную часть 78 корпуса. Вращающаяся часть 72 корпуса имеет резьбу, выполненную на внешней поверхности, и эта резьба вступает в зацепление с резьбой на внутренней поверхности шлица 74. Таким образом, когда вращающаяся часть корпуса 72 вращается, шлиц 74 и режущее лезвие 44 перемещаются вверх и вниз.
[0068] Чтобы уложить листы 70 магнитной стали и сформировать сердечник 60 статора, пресс-машина работает следующим образом. На Фиг. 15А - Фиг. 15Н, предполагается, что относительно небольшое предварительное отверстие выполнено в центральной части листа 70 магнитной стали, который является целью процесса обработки, однако, это предварительное отверстие не обязательно должно быть выполнено. На Фиг. 15А - Фиг. 15H, отображается только правая половина.
[0069] Во-первых, головка втулки 62 поддерживается на удерживающей части (углубление) на верхней поверхности режущего лезвия 44. Обычно втулка 62 переносится роботом (Фиг. 15А). Затем втулка 62 вставляется во втулочное отверстие 62а листа 70 магнитной стали (Фиг. 15В).
[0070] Затем верхний 42 корпус перемещается вниз, и прижимной башмак 48 прижимается сверху к листу 70 магнитной стали, поддерживаемому на верхней поверхности режущего лезвия 44 (Фиг. 15С). Таким образом, втулка 62 запрессовывается во втулочное отверстие 62а, за счет перемещения листа 70 магнитной стали вниз. Верхняя поверхность режущего лезвия 44 представляет собой плоскую поверхность, и лист 70 магнитной стали, поддерживается на верхней поверхности режущего лезвия 44. Таким образом, лист 70 магнитной стали прижимается прижимным башмаком 48 под действием прижимной силы пружины 50.
[0071] В этом состоянии верхний корпус 42 перемещается дальше вниз, так что режущее лезвие 46 перемещается вниз за верхний конец режущего лезвия 44 в состоянии, когда лист 70 магнитной стали прижимается прижимным башмаком 48, и, таким образом, внутренняя кромка листа 70 магнитной стали вырубается (Фиг. 15D).
[0072] Внутри вращающейся части 72 корпуса сформирован желоб, и отделенная часть удаляется через этот желоб.
[0073] Затем верхний 42 корпус перемещается вверх (Фиг. 15Е). Таким образом, лист 70 магнитной стали с вырубленной внутренней кромки остается на верхней поверхности режущего лезвия 44.
[0074] Затем вращающаяся часть 72 корпуса поворачивается для перемещения режущего лезвия 44 вниз на величину, соответствующую толщине одного листа 70 магнитной стали (Фиг. 15F). Таким образом, пресс-машина становится готовой для приема листа 70 магнитной стали, который является следующей целью процесса обработки. Затем пресс-машина возвращается к процессу на Фиг. 15В, и получает лист 70 магнитной стали, который является следующей целью процесса обработки. В этом случае лист 70 магнитной стали, внутренняя кромка которого обработана в предыдущем процессе, расположен на верхней поверхности режущего лезвия 44, но в остальном процесс обработки является тем же самым. В процессе Фиг. 15С, поступивший вновь лист 70 магнитной стали прижимается к листу 70 магнитной стали, который уже был обработан. После этого выполняется штамповка в процессе на Фиг. 15D, перемещение вверх в процессе на Фиг. 15Е, и перемещение режущего лезвия 44 вниз в процессе на Фиг. 15F. По мере повторения этих процессов может быть получен, как показано на Фиг. 15G, сердечник 60 статора, в котором заданное количество листов 70 магнитной стали с вырубленной внутренней кромкой уложены в штабель и закреплены на втулках 62 посредством запрессовки. Затем сердечник 60 статора убирается, и процесс обработки завершается (Фиг. 15Н).
[0075] Таким образом, в этом варианте осуществления, внутренняя кромка листа 70 магнитной стали вырубается с использованием в качестве ориентира втулок 62, которые являются компонентами сердечника 60 статора, в состоянии, когда лист 70 магнитной стали запрессован на втулки 62 и прикреплен к ним. Это может уменьшить разброс расстояния от втулки 62 до внутренней кромки среди штабелированных листов 70 магнитной стали. В частности, осуществляемое с вращением штабелирование листов 70 магнитной стали не оказывает отрицательного влияния на вырубку внутренней кромки. Поэтому точность размеров внутреннего диаметра сердечника 60 статора может быть улучшена.
[0076] Поскольку листы 70 магнитной стали штабелируются путем прессования прижимным башмаком 48 и запрессовываются на втулки 62, то обжатие и т. п. не требуется. Неблагоприятный эффект обжатия может быть устранен.
[0077] В вышеприведенном варианте осуществления внутренняя кромка листа магнитной стали выштамповывается с листом магнитной стали, прикрепленным к втулке, при этом также учитывается легкость сборки. Однако в некоторых случаях штабелированные листы магнитной стали собираются другими средствами, отличными от болтов общего назначения, и, таким образом, компонент, который должен быть запрессован, не обязательно должен ограничиваться втулкой. Вместо этого возможно запрессовать твердую стойку в лист магнитной стали, и эта стойка может запрессовываться и далее в данном случае. Способ закрепления не ограничивается также прессовой посадкой. Любые средства могут использоваться при том условии, что обеспечивается точность позиционирования.
[0078] Как и в случае с ротором, могут быть приняты различные модифицированные примеры.
[0079] Первый вариант осуществления может улучшить точность размеров наружной поверхности (внешнего диаметра) ротора, а второй вариант осуществления может улучшить точность размеров внутренней поверхности (внутреннего диаметра) статора. Соответственно, во вращающейся электрической машине, использующей эти варианты осуществления, воздушный зазор между ротором и статором может быть уменьшен.
[0080] На Фиг. 16 показаны зависимости выходного крутящего момента от воздушного зазора и потери вращающейся электрической машины. Как показано, при уменьшении воздушного зазора выходной крутящий момент может быть увеличен, а потери энергии могут быть уменьшены. Уменьшение воздушного зазора на 0,1 мм приводит к увеличению крутящего момента на 3-5%. Таким образом, вышеизложенные варианты осуществления могут значительно улучшить характеристики вращающейся электрической машины.



Изобретение относится к изготовлению сердечника вращающейся электрической машины. Способ изготовления включает в себя: этап подготовки, на котором подготавливают прессовое устройство, этап фиксации, на котором прикрепляют лист стали к стержневому элементу, удерживаемому прессовым устройством, путем пропускания стержневого элемента через отверстие, выполненное в листе стали и проходящее в направлении штабелирования, и этап обработки, на котором выполняют прессовую операцию на листе стали при помощи прессового устройства в состоянии, когда лист стали прикреплен к стержневому элементу. Техническим результатом является уменьшение потерь энергии во вращающихся электрических машинах. 2 н. и 9 з.п. ф-лы, 29 ил.
1. Способ изготовления сердечника вращающейся электрической машины, при этом сердечник содержит штабель листов стали и включен в состав вращающейся электрической машины, содержащей стержневой элемент, причем стержневой элемент прикреплен к штабелю листов стали и проходит в направлении штабелирования листов стали, при этом способ изготовления включает в себя:
этап подготовки, на котором подготавливают прессовое устройство,
этап фиксации, на котором прикрепляют лист стали к стержневому элементу, удерживаемому прессовым устройством, путем пропускания стержневого элемента через отверстие, выполненное в листе стали и проходящее в направлении штабелирования, и
этап обработки, на котором выполняют прессовую операцию на листе стали при помощи прессового устройства в состоянии, когда лист стали прикреплен к стержневому элементу.
2. Способ изготовления сердечника вращающейся электрической машины по п. 1, дополнительно содержащий
этап резки, на котором отрезают лист стали, прикрепленный к стержневому элементу, от лентообразного листа стали, при этом
этап подготовки представляет собой этап по подготовке прессового устройства, которое последовательно выполняет прессовую операцию на лентообразном листе стали во время его перемещения по конвейеру при помощи множества пресс-машин, расположенных в продольном направлении лентообразного листа стали, а
этап фиксации представляет собой этап по прикреплению стержневого элемента и листа стали друг к другу посредством запрессовывания стержневого элемента, удерживаемого пресс-машиной для финального процесса обработки в прессовом устройстве, в отверстие, выполненное в листе стали и проходящее в направлении штабелирования, причем
этап резки выполняют посредством прессовой операции на финальном процессе обработки.
3. Способ изготовления сердечника вращающейся электрической машины по п. 1 или 2, в котором:
этап фиксации включает в себя этап прикрепления первого листа стали к стержневому элементу путем пропускания стержневого элемента через отверстие, выполненное в первом листе стали и проходящее в направлении штабелирования, и этап штабелирования второго листа стали на первый лист стали и прикрепления второго листа стали к стержневому элементу, к которому прикреплен первый лист стали, путем пропускания стержневого элемента через отверстие, выполненное во втором листе стали и проходящее в направлении штабелирования, при этом первый лист стали и второй лист стали входят в число упомянутых листов стали, и
этап обработки включает в себя этап выполнения прессовой операции на первом листе стали при помощи прессового устройства в состоянии, когда первый лист стали прикреплен к стержневому элементу, и этап выполнения прессовой операции на втором листе стали при помощи прессового устройства в состоянии, когда второй лист стали прикреплен к стержневому элементу.
4. Способ изготовления сердечника вращающейся электрической машины по п. 3, в котором
первый лист стали и второй лист стали штабелируют без прикрепления друг к другу.
5. Способ изготовления сердечника вращающейся электрической машины по п. 1, в котором
прессовая операция на листе стали является прессовой операцией для сердечника ротора.
6. Способ изготовления сердечника вращающейся электрической машины по п. 5, в котором
этап обработки включает в себя процесс обработки наружной кромки листа стали.
7. Способ изготовления сердечника вращающейся электрической машины по п. 5 или 6, в котором
стержневой элемент представляет собой вращающийся вал.
8. Способ изготовления сердечника вращающейся электрической машины по п. 1, в котором
прессовая операция на листе стали является прессовой операцией для сердечника статора.
9. Способ изготовления сердечника вращающейся электрической машины по п. 8, в котором
этап обработки включает в себя процесс обработки внутренней кромки листа стали.
10. Способ изготовления сердечника вращающейся электрической машины по п. 8 или 9, в котором
стержневой элемент представляет собой втулку.
11. Сердечник вращающейся электрической машины, при этом сердечник содержит множество штабелированных листов стали,
причем листы стали имеют отверстие, проходящее в осевом направлении, при этом листы стали прикреплены к стержневому элементу в состоянии, когда стержневой элемент запрессован в отверстие, проходящее в осевом направлении, причем листы стали штабелированы без прикрепления друг к другу.
| Токарный резец | 1924 |
|
SU2016A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2320063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2011 |
|
RU2496212C2 |
| СТАТОР ДВИГАТЕЛЯ С НАРУЖНЫМ РОТОРОМ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2005 |
|
RU2327269C2 |
| СПОСОБ СБОРКИ МАГНИТНОГО ПОЛЮСА И СООТВЕТСТВУЮЩЕГО РОТОРА | 2009 |
|
RU2485661C2 |
| Способ изготовления витого магнитопровода электрической машины | 1986 |
|
SU1459580A1 |
| Способ изготовления витого сердечника электрической машины | 1988 |
|
SU1647778A1 |
| US 2004010907 A1, 22.01.2004 | |||
| US 5896648 A, 27.04.1999. | |||

