Настоящее изобретение относится к способу получения изделий с точно совмещенным рисунком и в частности к способу контролируемого совмещения множеств элементов первого и второго непрерывно движущихся полотен и способу контролируемого совмещения множеств контрольных меток первого и второго непрерывно движущихся полотен.
Настоящее изобретение относится к абсорбирующим изделиям одноразового использования и, в частности, к абсорбирующим изделиям одноразового использования с точно совмещенными рисунками и способу их изготовления.
На непрерывной производственной линии различные изделия изготавливают путем последовательного добавления деталей к ранее поданным деталям. Это особенно полезно тогда, когда одна или большее число деталей могут быть поданы в виде единственного непрерывного полотна. Например, при изготовлении абсорбирующих изделий одноразового использования, как например, детских учебных трусов, подгузников, предметов для использования при недержании мочи, предметов женской гигиены и т.п. непрерывное полотно с рулона обычно подают к некоторому месту в производственной линии, а абсорбирующие прокладки, эластичные ленты для пояса, эластичные ленты для штанин, растягивающиеся боковые вставки и/или другие элементы или детали могут подаваться в различные места производственной линии в виде отдельных предметов.
Известен способ контролирующего совмещения множества элементов первого непрерывно движущегося полотна с множеством элементов на втором непрерывно движущемся полотне, при котором полают первое непрерывно движущееся полотно, содержащее множество элементов, подают второе непрерывно движущееся полотно, содержащее множество элементов, обозначают элементы одного из непрерывно движущихся полотен соответствующим множеством контрольных меток, опознают каждую из контрольных меток и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, регулируют расстояние между двумя контрольными метками в ответ на измеренное расстояние, совмещают вместе первое непрерывно движущееся полотно и второе непрерывно движущееся полотно (см. публикацию заявки PCT WO 88/03089, кл. В 32 В 31/18, 1988).
Кроме того, из той же публикации известен способ контролируемого совмещения множества контрольных меток первого непрерывно движущегося полотна с множеством соответствующих контрольных меток второго непрерывно движущегося полотна, при котором подают первое непрерывно движущееся полотно, содержащее множество контрольных меток, подают второе непрерывно движущееся полотно, содержащее множество соответствующих контрольных меток, опознают каждую из контрольных меток одного из непрерывно движущихся слоев и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, регулируют длину одного непрерывно движущегося полотна в ответ на измеренное расстояние, совмещают вместе непрерывно движущиеся полотна.
Из той же публикации известен способ контролируемого совмещения множества элементов первого непрерывно движущегося полотна с множеством элементов на втором непрерывно движущемся полотне, при котором подают первое непрерывно движущееся полотно, содержащее множество элементов, полают второе непрерывно движущееся полотно, содержащее множество элементов, обозначают элементы одного из непрерывно движущихся полотен соответствующим множеством контрольных меток, опознают каждую из контрольных меток и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, совмещают вместе первое непрерывно движущееся полотно и второе непрерывно движущееся полотно.
Из той же публикации известен способ контролируемого совмещения множества элементов первого непрерывно движущегося полотна с множеством элементов на втором непрерывно движущемся полотне, при котором подают первое непрерывно движущееся полотно, содержащее множество элементов, подают второе непрерывно движущееся полотно, содержащее множество элементов, обозначают элементы одного из непрерывно движущихся полотен соответствующим множеством контрольных меток, опознают каждую из контрольных меток и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, изменяют натяжение одного слоя для регулирования расстояния между двумя контрольными метками в ответ на измеренное расстояние, совмещают вместе первое непрерывно движущееся полотно и второе непрерывно движущееся полотно.
Кроме того, оттуда же известен способ контролируемого совмещения множества элементов первого непрерывно движущегося полотна с множеством элементов на втором непрерывно движущемся полотне, при котором подают первое непрерывно движущееся полотно, содержащее множество элементов, подают второе непрерывно движущееся полотно, содержащее множество элементов, обозначают элементы одного из непрерывно движущихся полотен соответствующим множеством контрольных меток, опознают каждую из контрольных меток и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, регулируют расстояние между двумя контрольными метками в ответ на измеренное расстояние, а также известен способ контролируемого совмещения множества элементов одного непрерывно движущегося полотна с множеством контрольных меток на втором непрерывно движущемся полотне, при котором подают первое непрерывно движущееся полотно, имеющее множество элементов на нем, подают второе непрерывно движущееся полотно, имеющее множество контрольных меток на нем, опознают расстояние между двумя последовательными контрольными метками, генерируют сигнал в ответ на опознанное расстояние, регулируют расстояние между последующими последовательными контрольными метками, соединяют вместе первое и второе непрерывно движущиеся полотна.
Однако известные способы не позволяют должным образом компенсировать вытягивание непрерывно движущегося полотна. При таких способах изготовления непрерывно движущееся полотно подвергается различным растягивающим усилиям, вызванным его приведением в движение или протягиванием для перемещения в холе процесса. Это натяжение вызывает вытягивание или ослабление непрерывно движущегося полотна, что, таким образом, приводит к нежелательному расположению некоторых элементов или к их смещению после того, как они установлены в точное положение. Так как фактически невозможно сохранять постоянное натяжение непрерывно движущегося полотна, то степень вытягивания меняется на всем протяжении процесса. Следовательно, даже если ранее помещенный элемент и мог вначале находиться в допустимых пределах его расположения, вытягивание непрерывно движущегося полотна может привести к тому, что в готовом составном изделии элемент окажется вне допустимых пределов его расположения.
Другая проблема, связанная с известными способами, заключается в том, что они не обеспечивают точного совмещения двух непрерывно движущихся полотен, в частности, когда одно из полотен имеет предварительно напечатанный или предварительно расположенньй элемент и т.п., подлежащий точному совмещению с предварительно напечатанным или предварительно расположенным элементом и т. п. на другом полотне во время изготовления множества изделий, имеющих желаемое точное совмещение элементов.
Техническая задача настоящего изобретения заключается в создании способа контролируемого совмещения множества элементов первого и второго непрерывно движущихся полотен и способа контролируемого совмещения множества контрольных меток первого и второго непрерывно движущихся полотен, позволяющих компенсировать вытягивание непрерывно движущегося полотна, а также точно совместить два непрерывно движущихся полотна при изготовлении изделий с точно совмещенным рисунком.
Данная техническая задача настоящего изобретения решается за счет того, что в способе контролируемого совмещения множества элементов первого непрерывно движущегося полотна с множеством элементов второго непрерывно движущегося полотна подают первое непрерывно движущееся полотно, содержащее множество элементов, подают второе непрерывно движущееся полотно, содержащее множество элементов, обозначают элементы одного из непрерывно движущихся полотен соответствующим множеством контрольных меток, опознают каждую из контрольных меток и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, регулируют расстояние между двумя контрольными метками в ответ на измеренное расстояние, совмещают вместе первое непрерывно движущееся полотно и второе непрерывно движущееся полотно, обнаруживают контрольную метку одного непрерывно движущегося полотна и соответствующий ей элемент другого непрерывно движущегося полотна, генерируют сигнал в ответ на это и регулируют скорость одного непрерывно движущегося полотна в ответ на генерированный сигнал в соответствии с предварительно запрограммированными командами для контролируемого совмещения контрольной метки на одном непрерывно движущемся полотне с соответствующим ей элементом на другом непрерывно движущемся полотне.
Элементы одного полотна могут быть расположены друг от друга на расстоянии меньше, чем повторяющаяся длина изделия в машине.
Элементы другого полотна могут быть расположены друг от друга на расстоянии, по существу, одинаковом с повторяющейся длиной изделия в машине.
Дополнительно можно соединить одно непрерывно движущееся полотно с третьим непрерывно движущимся полотном.
При регулировании расстояния между двумя контрольными метками можно изменять скорость одного полотна.
При регулировании расстояния между двумя контрольными метками можно изменять натяжение одного полотна.
При регулировании скорости одного непрерывно движущегося полотна можно мгновенно изменять скорость.
Техническая задача также решается за счет того, что в способе контролируемого совмещения множества контрольных меток первого непрерывно движущегося полотна с множеством соответствующих контрольных меток второго непрерывно движущегося полотна подают первое непрерывно движущееся полотно, содержащее множество контрольных меток, по выбору расположенных на нем, подают второе непрерывно движущееся полотно, содержащее множество соответствующих контрольных меток, по выбору расположенных на нем, опознают каждую из контрольных меток одного из непрерывно движущихся полотен и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, регулируют длину одного непрерывно движущегося полотна в ответ на измеренное расстояние, совмещают вместе непрерывно движущиеся полотна, обнаруживают контрольную метку одного непрерывно движущегося полотна и соответствующую ей контрольную метку другого непрерывно движущегося полотна и генерируют сигнал в ответ на это, регулируют скорость одного непрерывно движущегося полотна в ответ на генерированный сигнал в соответствии с предварительно программированными командами для контролируемого точного совмещения контрольной метки одного непрерывно движущегося полотна с соответствующей контрольной меткой на другом непрерывно движущемся полотне.
Контрольные метки одного полотна могут быть расположены друг от друга на выбранном расстоянии и при котором контрольные метки второго полотна расположены друг от друга на другом выбранном расстоянии.
Контрольные метки одного полотна могут быть расположены друг от друга на расстоянии меньше, чем повторяющаяся длина изделия в машине.
Контрольные метки другого полотна могут быть расположены друг от друга на расстоянии, по существу, одинаковом с повторяющейся длиной изделия в машине.
Техническая задача может также решаться за счет того, что в способе контролируемого совмещения множества элементов первого непрерывно движущегося полотна с множеством элементов второго непрерывно движущегося полотна подают первое непрерывно движущееся полотно, содержащее множество элементов, подают второе непрерывно движущееся полотно, содержащее множество элементов, обозначают элементы одного из непрерывно движущихся полотен соответствующим множеством контрольных меток, опознают каждую из контрольных меток и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, изменяют скорость одного полотна для регулирования расстояния между двумя контрольными метками в ответ на измеренное расстояние, совмещают вместе первое непрерывно движущееся полотно и второе непрерывно движущееся полотно, обнаруживают контрольную метку одного непрерывно движущегося полотна и соответствующий ей элемент другого непрерывно движущегося полотна, генерируют сигнал в ответ на это и регулируют скорость одного непрерывно движущегося полотна в ответ на генерированный сигнал в соответствии с предварительно программированными командами для контролируемого точного совмещения контрольной метки на одном непрерывно движущемся полотне с ее соответствующим элементом на другом непрерывно движущемся полотне.
Дополнительно можно соединить одно непрерывно движущееся полотно с третьим непрерывно движущимся полотном.
Элементы одного полотна могут быть расположены друг от друга на расстоянии меньше, чем повторяющаяся длина изделия в машине.
Кроме того, техническая задача решается за счет того, что в способе контролируемого совмещения множества элементов первого непрерывно движущегося полотна с множеством элементов на втором непрерывно движущемся полотне подают первое непрерывно движущееся полотно, содержащее множество элементов, подают второе непрерывно движущееся полотно, содержащее множество элементов, обозначают элементы одного из непрерывно движущихся полотен соответствующим множеством контрольных меток, опознают каждую из контрольных меток и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, изменяют натяжение одного полотна для регулирования расстояния между двумя контрольными метками в ответ на измеренное расстояние, совмещают вместе первое непрерывно движущееся полотно и второе непрерывно движущееся полотно, обнаруживают контрольную метку одного непрерывно движущегося полотна и соответствующий ей элемент другого непрерывно движущегося полотна, генерируют сигнал в ответ на это и регулируют скорость одного непрерывно движущегося полотна в ответ на генерированный сигнал в соответствии с предварительно программированными командами для контролируемого точного совмещения контрольной метки на одном непрерывно движущемся полотне с соответствующим ей элементом на другом непрерывно движущемся полотне.
При этом элементы одного полотна могут быть расположены друг от друга на расстоянии меньше, чем повторяющаяся длина изделия в машине.
Дополнительно можно соединить одно непрерывно движущееся полотно с третьим непрерывно движущимся полотном.
Техническая задача решается также за счет того, что в способе контролируемого совмещения множества элементов первого непрерывно движущегося полотна с множеством элементов на втором непрерывно движущемся полотне подают первое непрерывно движущееся полотно, содержащее множество элементов, подают второе непрерывно движущееся полотно, содержащее множество элементов, обозначают элементы одного из непрерывно движущихся полотен соответствующим множеством контрольных меток, опознают каждую из контрольных меток и генерируют сигнал в ответ на нее, по этим сигналам измеряют расстояние между двумя контрольными метками, регулируют расстояние между двумя контрольными метками в ответ на измеренное расстояние, соединяют третье непрерывно движущееся полотно с одним непрерывно движущимся полотном, совмещают вместе одно и третье непрерывно движущиеся полотна и другое непрерывно движущееся полотно, обнаруживают контрольную метку одного непрерывно движущегося полотна и соответствующий ей элемент непрерывно движущегося полотна, генерируют сигнал в ответ на это и регулируют скорость одного непрерывно движущегося полотна в ответ на генерированный сигнал в соответствии с предварительно программированными командами для контролируемого точного совмещения контрольной метки на одном непрерывно движущемся полотне с соответствующим ей элементом на другом непрерывно движущемся полотне.
Элементы одного полотна могут быть расположены друг от друга на расстоянии меньше, чем повторяющаяся длина изделия в машине.
При регулировании расстояния между двумя контрольными метками можно изменять скорость одного полотна.
При регулировании расстояния между двумя контрольными метками можно изменять натяжение одного полотна.
При регулировании расстояния между двумя контрольными метками можно растягивать одно полотно.
При регулировании расстояния между двумя контрольными метками можно ослабить одно полотно.
Техническая задача также решается за счет того, что в способе контролируемого совмещения множества элементов первого непрерывно движущегося полотна с множеством контрольных меток на втором непрерывно движущемся полотне подают первое непрерывно движущееся полотно, имеющее множество элементов на нем, подают второе непрерывно движущееся полотно, имеющее множество контрольных меток на нем, опознают расстояние между двумя последовательными контрольными метками, генерируют сигнал в ответ на опознанное расстояние, регулируют расстояние между последующими последовательными контрольными метками до выбранного расстояния, соединяют вместе первое и второе непрерывно движущиеся полотна, опознают положение каждой контрольной метки относительно связанного с ней элемента, генерируют сигнал, когда одна из контрольных меток окажется в неправильном месте относительно соответствующего ей элемента, обрабатывают сигнал в соответствии с предварительно программированными командами для генерирования задающего скорость сигнала и регулируют скорость второго непрерывно движущегося полотна в ответ на задающий скорость сигнал в соответствии с предварительно программированными командами.
Дополнительно можно соединить третье непрерывно движущееся полотно со вторым непрерывно движущимся полотном.
При регулировании скорости второго непрерывно движущегося полотна можно изменять его натяжение.
При этом регулирование скорости может быть мгновенным изменением скорости.
Вышеупомянутые и другие отличительные признаки настоящего изобретения и способ их воплощения станут более очевидными, а само изобретение - более понятным из следующего описания изобретения со ссылкой на сопровождающие чертежи, на которых:
фиг. 1 иллюстрирует вид спереди одного изделия с точно совмещенным рисунком на нем;
фиг. 2 иллюстрирует вид спереди другого изделия с точно совмещенным рисунком на нем;
фиг. 2А соответственно иллюстрирует изделие на фиг. 2 в частично разобранном, развернутом плоском состоянии;
фиг. 3 иллюстрирует непрерывно движущееся полотно, имеющее множество отдельных и отчетливых рисунков на нем;
фиг. 4 иллюстрирует непрерывно движущееся составное полотно, имеющее множество отдельных и отчетливых рисунков на нем;
фиг. 5 схематически иллюстрирует устройство и способ изготовления изделия с точно совмещенным рисунком на нем;
фиг. 6 иллюстрирует блок-схему потока данных, используемых в связи с устройством и способом на фиг. 5;
фиг. 7 иллюстрирует блок-схему привода типа синхронного вала на фиг. 6;
фиг. 8 графически иллюстрирует устройство для контроля размещения, используемое вместе с устройством и способом на фиг. 5.
Нижеследующее подробное описание будет сделано в связи с точным совмещением и контролем точного совмещения одного непрерывно движущегося полотна относительно второго непрерывно движущегося полотна при производстве абсорбирующих изделий одноразового использования, а конкретно - детских учебных трусов. Примеры других абсорбирующих изделий одноразового использования включают в себя, но не ограничиваются ими: подгузники, предметы женской гигиены, предметы для использования при недержании мочи и т.п. Настоящее изобретение распространяется также на другие изделия или средства, не относящиеся к абсорбирующим изделиям одноразового использования. Для целей этого описания термин "изделие" может относиться, но не ограничиваться ими, к любому изделию, средству, слоистому материалу, композиционному материалу и т. п. Термин "элемент" может относиться, но не ограничиваться ими, к предназначенным выбранным местам, как например, краям, углам, сторонам и т.п.; структурным элементам, как например, к эластичным лентам, абсорбирующим прокладкам, растягивающимся прокладкам или вставкам, слоям материала и т.п. или к рисунку. Термин "рисунок" может относиться, но не ограничиваться ими, к любому узору, изображению и т.п.
Детские специальные трусы одноразового использования могут иметь множество элементов, связанных с их внешним видом и/или назначением и точно совмещенных в выбранных пределах в направлении машины /НМ/ и/или в поперечном направлении /ПН/. Термин "направление машины" относится к главному направлению движения непрерывно движущихся полотен в производственном процессе, а термин "поперечное направление" относится к направлению, поперечному к направлению машины. Пример, описанный здесь, является примером точного совмещения рисунка в пределах предназначенного участка в изделии.
Таким образом, настоящее изобретение может обеспечить получение детских учебных трусов одноразового использования, имеющих один или большее число связанных с внешним видом или функциональных элементов, точно совмещенных с другими элементами. Примеры, относящиеся к элементам, связанным с внешним видом, включают в себя, но не ограничиваются ими, точно размещенные рисунки; четко обозначенные или подчеркнутые отверстия для ног и талии, с тем чтобы пользователю была более очевидна или видна форма изделия; четко обозначенные или подчеркнутые места изделия для имитации функциональных элементов, как например, эластичных лент для штанин, эластичных поясов, ложных "ширинок" для мальчиков, узких кружев с гофрированной кромкой для девочек; четко обозначенные места изделия для изменения видимости размера изделий; точно совмещенные указатели влажности, индикаторы температур и т.п. в изделии; точно совмещенные передний и задний ярлыки на изделии и точно совмещенные письменные инструкции в желаемом месте в изделии.
Примеры функциональных элементов включают в себя, но не ограничиваются ими, резинки для пояса, резинки для штанин, места для обеспечения возможности дыхания, места, отталкивающие жидкость, места, смачиваемые жидкостью, клеящие вещества или покрытия, закапсулированные краски, материалы, чувствительные к химическим веществам, материалы, чувствительные к окружающей среде, теплочувствительные материалы, влагочувствительные материалы, духи, дезодоранты, чернила, закрепители, места для хранения жидкости, текстурированные или тисненные места и т.п.
Учебные трусы, описываемые здесь в качестве примера, содержат абсорбирующую прокладку, расположенную между не проницаемой для жидкости наружной обкладкой и проницаемой для жидкости прокладкой. Кроме того, учебные трусы содержат эластичные боковые вставки, которые соединены с наружной обкладкой для придания ей эластичности. Не проницаемая для жидкости наружная обкладка может содержать два слоя материала, которые соединены вместе соответствующим образом и из которых внутренний слой может представлять собой не проницаемый для жидкости слой, а наружный слой может быть слоем нетканого материала, имеющего тканеобразную структуру. На внутреннем, не проницаемом для жидкости слое имеется рисунок, отпечатанный с точным расположением на нем. Точно расположенный рисунок обычно содержит в себе приятный на взгляд узор или изображение и контролируемым образом точно помещен в предназначенном месте на изделии. Одним точно расположенным рисунком является рисунок, находящийся в передней центральной части изделия. Рисунок предпочтительно выполнен круглым с размером около 76 мм. Он может быть размером около 25 мм до около 130 мм. Центр рисунка находится на расстоянии около 83 мм от переднего края отверстия для талии. Рисунок может содержать в себе ложные эластичные ленты для штанин, ложный эластичный пояс, ложную "ширинку" для мальчиков, ложные узкие кружева с гофрированными кромками для девочек и т.п.
Более подробное описание конструкции и оформления вышеописанных учебных трусов можно найти в патенте США N 4940464, выданным 10 июля 1990 г., содержание которого инкорпорировано здесь путем отсылки.
Здесь описываются определенный способ и устройство для точного совмещения множества отчетливых и отдельных элементов на первом непрерывно движущемся полотне материала с соответствующим множеством отчетливых и отдельных элементов на втором непрерывно движущемся полотне материала. На втором полотне материала имеются элементы, которые надлежащим образом представлены соответствующими контрольными метками, расположенными на нем с равномерным повторяющимся интервалом между двумя метками, который короче, чем повторяющаяся длина изделия в машине. Определяют расстояние между двумя контрольными метками и затем используют его значение для расчета желаемой скорости при существующих режимах работы. После этого контролируемым образом растягивают или ослабляют второе полотно материала так, чтобы расстояние между двумя последовательными контрольными метками было по существу равно выбранному расстоянию, которое в этом случае является повторяющейся длиной изделия в машине. Это называется "цепью повторения". Затем регулирующим образом точно совмещают второе полотно с первым полотном материала так, чтобы каждая контрольная метка выборочно точно совмещалась с соответствующим элементом; это называется "цепью размещения". Степень растягивания или ослабления можно контролируемым образом регулировать, изменяя скорость и/или натяжение второго полотна. Термин "контрольная метка" может относиться, но не ограничиваться ими, к резинкам для талии или штанин, валикам клея, углам или краям детали, транспортирующим средствам, например, конвейерным ремням, визуальным меткам, магнитным меткам, электрическим меткам, электромагнитным меткам, оптическим светящимся средствам, чувствительным к ультрафиолетовому излучению, и т.п. Термин "повторяющаяся длина изделия в машине" относится к выбранному расстоянию, которое в этом примере является измеренным расстоянием между последовательными, одинаковыми деталями в процессе изготовления, например, между последовательными поясами, абсорбирующими прокладками и т.п. Или другими словами, повторяющаяся длина изделия в машине является длиной одного изделия во время процесса изготовления. Таким образом, когда контрольная метка точно совмещается с элементом на первом полотне, то тогда элемент, представленный этой контрольной меткой, точно совмещается с элементом на первом полотне.
Что касается цепи повторения, то второе полотно имеет контрольные метки, по выбору предусмотренные на нем для согласования с соответствующим множеством отчетливых и отдельных элементов, например, рисунков. Первый датчик генерирует сигнал в ответ на каждую контрольную метку. В устройствах приводного механизма соответствующим образом измеряется интервал между каждым вновь генерированным сигналом и его ближайшим предшествующим сигналом, чтобы можно было выборочно контролировать частоту вращения приводного механизма для регулирования скорости и/или натяжения второго полотна с целью его контролируемого вытягивания или ослабления, так что интервал между последующим, вновь генерированным сигналом и ближайшим к нему предшествующим сигналом оказывается соответствующим одной повторяющейся длине изделия в машине. Таким образом, цепь повторения относится к повторяющемуся точному воспроизведению длины изделия между двумя последовательными контрольными метками посредством точного измерения имеющегося расстояния между ними и расчета сигнала о желаемой частоте вращения для главной системы регулирования привода.
Что касается цепи размещения, то желаемое точное совмещение контрольной метки с элементом осуществляется путем сравнения и регулирования соответствующей исходной величины относительно заданного значения регулируемой величины. "Исходная величина" обозначает измеренный интервал между контрольной меткой и постоянным базовым сигналом, генерируемым машиной. "Заданное значение регулируемой величины" обозначает выбранную величину, в пределах которой поддерживается исходная величина.
Ниже в качестве примера описываются определенный способ и устройство для использования предварительно отпечатанного, растягивающегося второго полотна материала с содержанием на нем множества отчетливых и отдельных рисунков, вытягивания этого второго полотна до выбранной длины путем изменения его скорости и/или натяжения и затем его наложения и точного совмещения с другим полотном, которое включает в себя предварительно собранные, предварительно нанесенные элементы, как например, абсорбирующие прокладки, что, таким образом, обеспечивает способ изготовления отдельных абсорбирующих изделий одноразового использования с рисунками, точно совмещенными на нем в предназначенных местах. Способ и устройство могут быть также использованы для нанесения во время изготовления других различных функциональных и связанных с внешним видом элементов, которые отпечатаны, соединены, размещены и т.п. на полотне в определенном месте так, чтобы быть по выбору точно совмещенными в готовом изделии.
Вторым полотном материала может быть непрерывная полиэтиленовая пленка, на которой предварительно напечатано множество отчетливых и отдельных рисунков. Напечатанные рисунки расположены таким образом, что они в конце концов будут находиться на одном и том же предназначенном месте в каждом конечном изделии. Термины "конечный" или "готовый" при использовании в отношении изделия означает, что изделие изготовлено должным образом для его предназначения.
Второе полотно является контролируемо растягивающимся или сокращающимся при изменении натяжения и/или скорости, чтобы обеспечивать возможность соответственного согласования расстояния между двумя последовательными контрольными метками с повторяющейся длиной изделия в машине и регулирования соответствующей исходной величины относительно заданного значения регулируемой величины. Это осуществляется для точного совмещения контрольных меток с ранее изготовленными и предварительно помещенными элементами, как например, абсорбирующими прокладками. Используемый термин "растягивающееся" относится к свойству материала или композиционного материала, которое позволяет ему восстанавливать по крайней мере часть своего первоначального размера или формы после снятия усилия, вызывающего деформацию. Растягивание второго полотна регулируют увеличением или уменьшением скорости и/или натяжения, используя приводной вал электродвигателя с электронным управлением. После того как второе полотно растянуто до желаемой или надлежащей длины, его при желании можно соединить с другим полотном, например, с нетканым, связанным в массе материалом для существенной стабилизации второго слоя, тем самым уменьшая или устраняя его способность к растягиванию. С помощью системы датчиков, используемых вместе с аппаратными и программными вычислительными средствами, проверяют точное совмещенное расположение, повторяющиеся рисунки и ошибку в заданном значении регулируемой величины. Данные, принимаемые от этих датчиков, используются для управления электродвигателем, который изменяет скорость и/или натяжение второго полотна, как это необходимо для желательного точного совмещения. Регулирование второго полотна осуществляют так, чтобы предварительно напечатанные рисунки были желательным образом точно совмещены с соответствующим множеством элементов. Эти отличительные признаки позволяют успешно контролировать полотно, движущееся с большой скоростью, чтобы точно совместить его с другим полотном. В частности, в течение производственного процесса получают точную информацию в реальном времени, а быстрые регулирования в ходе процесса обеспечивают желаемые конфигурацию и точное совмещение контрольных меток со связанными с ними элементами в готовом изделии.
Используемый термин "полотно" может обозначать, но не ограничиваться им, любой вид основы, как например, ткань, нетканый материал, пленки, слоистые материалы, композиционные материалы, эластомерные материалы и т.п. Полотно может быть проницаемым для жидкости и воздуха, проницаемым для воздуха, но не проницаемым для жидкостей, не проницаемым как для воздуха, так и для жидкости и т.п.
Каждый из отдельных и отчетливых рисунков на непрерывно движущемся полотне имеет контрольную метку, связанную с ним. Это означает, что каждая контрольная метка избирательно расположена относительно соответствующего рисунка, чтобы контрольная метка могла быть опознанной и соответствующим образом точно совмещенной в изделии, посредством чего обеспечивается надлежащее точное совмещение каждого рисунка в его изделии. Ранее приводились конкретные примеры контрольной метки, но в нижеследующем описании в качестве контрольной метки выбрано оптическое светящееся средство. Контрольная метка независимо от того, является ли она оптическим светящимся средством или другим средством, может быть выполнена с любым желаемым размером или формой. Контрольная метка может содержать по существу прямоугольный участок, имеющий размер в направлении машины около 19 мм и размер поперек машины около 37 мм. По выбору могут быть использованы другие размеры. Следует понять, что описанные здесь средства обнаружения и считывания должны быть соответствующим образом совместимы с типом связанной контрольной метки, подлежащей обнаружению и считыванию. Термин "связанной" относится к контрольной метке, либо непосредственно находящейся на элементе, который она представляет, например, рисунок, либо избирательно находящейся на расстоянии от него. Оптическое светящееся средство должно быть чувствительно к ультрафиолетовому излучению. Оптическое светящееся средство, например, способно поглощать ультрафиолетовое излучение и затем флюоресцировать с испусканием светового излучения, которое можно воспринимать соответствующим и совместимым детектором или датчиком. В общем понятно, что ультрафиолетовое излучение включает в себя электромагнитное излучение с длинами волн в диапазоне около 20 - 400 нанометров. К числу подходящих оптических светящихся средств относится, например, "UVITEX 0В" производства фирмы "Сайбе Гейги" и "LEUCOPURE EGM" производства фирмы "Сэндоз Кэмиклз Корпорейшн".
Если в качестве контрольной метки используют оптические светящиеся средства, чувствительные к ультрафиолетовому излучению, то подходящим детектором или датчиком является детектор ультрафиолетового излучения, например, детектор "SICK" модели LUT-2, коммерчески доступный от фирмы "СИК ОПТИК ЭЛЕКТРОНИК, Инк" с деловой конторой в Сент-Пол, шт. Миннесота, США.
Другие подходящие контрольные метки, а также датчики, компьютерные устройства, электродвигатели и т. п. описаны в патентах США NN 5235515, 5359525 и 4837715, содержание которых инкорпорировано здесь путем отсылки.
В вышеописанных способе и устройстве используется несколько видов приборов, и к числу характерных приборов относятся кодирующие устройства, счетчики сигналов и датчики. Кодирующее устройство генерирует последовательность импульсов, которая представляет собой выбранное число импульсов на один оборот вала кодирующего устройства и предназначена для последующего подсчета и контроля. Счетчик сигналов получает генерированную последовательность импульсов от кодирующего устройства и подсчитывает импульсы для последующего запроса. Датчик определяет наличие или отсутствие в ходе процесса и сигнализирует об этом.
Отсылаем теперь к фиг. 1, которая иллюстрирует детские учебные трусы одноразового использования 10, в общем, содержащие переднюю вставку 12, заднюю вставку 14. промежностную вставку 16, соединяющую переднюю и заднюю вставки 12, 14, и пару эластичных боковых вставок 18. Каждая эластичная боковая вставка 18 образована двумя отдельными эластичными частями (фиг. 2А), которые соответствующим образом соединены между собой, например, ультразвуковой склейкой, для образования бокового шва 20. После выполнения боковых швов 20 образуются отверстие 22 для талии и отверстия 24 для ног. Боковые швы 20 могут быть сделаны разрываемыми вручную для предоставления ухаживающему лицу возможности вручную разделять на части учебные трусы 10, так чтобы их можно было легко снимать с ребенка после стула. Эластичные боковые вставки 18 (фиг. 1) и боковые швы 20 могут быть выполнены любым подходящим способом. Один конкретный способ выполнения эластичных боковых вставок 18 описан в патентах США NN 5224405 и 5104116, которые оба инкорпорированы здесь путем отсылки. Боковые швы 20 могут быть сделаны способом, описанным в патенте США N 5046272, который инкорпорирован здесь путем отсылки.
Учебные трусы 10, кроме того, содержат переднюю поясную резинку 26, соответствующим образом соединенную с передней вставкой 12, заднюю поясную резинку 20, соответствующим образом соединенную с задней вставкой 14, резинки 30 для штанин, соответствующим образом соединенные с промежностной вставкой 16, и абсорбирующую прокладку 32 (фиг. 4), расположенную между не проницаемой для жидкости наружной обкладкой или задним покрытием 34 (фиг. 1) и проницаемой для жидкости подкладкой или верхним покрытием 36. Основная конструкция учебных трусов общеизвестна из уровня техники, и одна конкретная конструкция описана в патенте США N 4940464, выданном 10 июля 1990 г., содержание которого инкорпорировано здесь путем отсылки. В патенте США N 4940464 описываются также различные материалы, из которых могут быть изготовлены учебные трусы, и способы конструирования учебных трусов.
Как показано на фиг. 1, точно совмещенный рисунок 38 по выбору расположен на передней вставке 12, и на этой иллюстрации он представляет собой изображение ложных "ширинок", типичных для нижнего белья мальчиков, а также радуги, солнца, облаков и автомобилей. Точно совмещенным рисунком 38 может быть любой вид желаемого изображения, художественного узора, письменных указаний и т.п., желательных для размещения на изделии в выбранном месте. Конечно, размещаемый рисунок 38, содержащий ложную ширинку 23, был бы совершенно неприемлем с эстетической и/или функциональной точки зрения, если бы он был расположен в промежностной вставке 16 или в задней уставке 14.
Отсылаем к фиг. 2, где показаны другие учебные трусы 40, которые обычно могут быть использованы для девочек. В этой конструкции точно совмещенный рисунок 42 содержит ложные узкие кружева с гофрированной кромкой 29 на поясе, ложные узкие кружева с гофрированной кромкой 31 на штанинах, радугу, солнце, облака, тележку и шарик. И в этом случае можно использовать любое подходящее изображение для учебных трусов, предназначенных для использования девочками, так чтобы они были эстетически и/или функционально привлекательны для них и ухаживающего лица.
Рисунок 38 на фиг. 1 или рисунок 42 на фиг. 2 можно по желанию точно размещать контролируемым образом в зависимости от размера и формы рисунка и той части изделия, на которой необходимо точно разместить рисунок. На фиг. 1 рисунок 38 точно размещен контролируемым образом в пределах предназначенного участка 39, который при виде на фиг. 1 ограничен или определен передним краем 116 пояса, швами 21 вставок и линией 17 промежностной вставки. Швами 21 соответствующие эластичные боковые вставки 18 надлежащим образом соединяются с передней вставкой 12 и задней вставкой 14. Более конкретное описание конструкции и способа изготовления учебных трусов 10 этой конструкции опять содержится в вышеупомянутом патенте США 4940464. Для пояснения отметим здесь, что линией 17 промежностной вставки является просто линия или граница, образованная низом промежностной вставки 16, как это показано на фиг. 1. Таким образом, предназначенный участок 39 имеет четыре определенные границы, содержащие передний край 116 пояса, швы 21 вставок, линию 17 промежностной вставки и те части штанин 24, которые простираются между соответствующим швом 21 между вставками и линией 17 промежностной вставки. Необязательно, чтобы предназначенный участок 39 был полностью очерчен или ограничен замкнутой линией или замкнутой границей. Например, на фиг. 1 предназначенный участок 39 мог быть очерчен только передним краем 116 пояса и швами 21 вставок, достаточно определяющих предназначенный участок 39, в котором рисунок 38 может быть точно размещен контролируемым образом. В этом случае рисунок 38 может быть точно размещен контролируемым образом на выбранном расстоянии от переднего края 116 пояса и в центре между швами 21 вставок.
Другой пример гибкости в выборе предназначенного участка 39 показан на фиг. 2А, которая иллюстрирует учебные трусы 40 на фиг. 2 в частично разобранном, растянутом плоском состоянии. Это можно сделать, беря готовые учебные трусы 40 на фиг. 2, разрывая вручную швы 20, а затем распрямляя трусы 40 и достаточно растягивая их для устранения любых сборок и складок, вызванных какими-нибудь встроенными эластичными элементами. На фиг. 2А предназначенный участок очерчен или ограничен передним краем 116 пояса, швами 21 вставок, задним краем 118 пояса и парой краев 25 штанин, простирающихся между соответствующими швами 21 вставок. Таким образом, на фиг. 2А предназначенный участок 39 по существу является прямоугольным по форме, а рисунок 42 точно совмещен в пределах и по всей
площади поверхности предназначенного участка 39. Точно совмещенный рисунок 42 содержит несколько изобразительных элементов, например, ложные узкие кружева с гофрированной кромкой 31 на штанинах и ложные узкие кружева с гофрированной кромкой 29 на поясе. Как видно на фиг. 2А, края 25 штанин представляют собой прямые линии. Однако на фиг. 2 ложные узкие кружева с гофрированной кромкой 31 на штанинах придают учебным трусам 40 видимость кривизны или формы, что является одним из их уникальных особенностей.
Уникальной и полезной особенностью является то, что обеспечивается очень жесткий допуск на точное совмещение желаемого элемента, например, рисунков 38, 42 в пределах выбранного участка, как например, предназначенного участка 39. Как видно на фиг. 1, в пределах передней вставки 12 необходимо разместить ложную ширинку 23 рисунка 38. Было бы нежелательно иметь учебные трусы 10, изготовленные способом и/или устройством, которые не могли бы контролировать надлежащее точное размещение ложной ширинки 23, иначе ложная ширинка 23 могла бы оказаться на задней вставке 14 или на промежностной вставке 16. Настоящее изобретение обеспечивает хорошо контролируемое точное совмещение желаемого элемента, например, рисунка 38 или 42 в пределах желаемого предназначенного участка, как например, предназначенного участка 39 при допуске плюс или минус около 6 мм и при более особом допуске плюс или минус около 3 мм.
Отсылаем теперь к фиг. 5, где схематически показаны устройство и способ для частичной сборки множества учебных трусов. Средство подачи 44 непрерывно подает непрерывный, обернутый в ткань абсорбент 46 к средству разделения 48, которое разделяет непрерывный, обернутый в ткань абсорбент 46 на множество отчетливых и отдельных абсорбирующих прокладок 32. Средством подачи 44 может быть любой обычный механизм для подачи абсорбента 46. В общем, обычное средство подачи 44 будет включать в себя молотковую дробилку для образования ворсистого волокна и при желании для обеспечения камеры для перемешивания сверхабсорбента с ворсистым волокном и последующего осаждения материала из ворсистого волокна и сверхабсорбента на формующем барабане для получения абсорбента желаемого вида. Из формующего барабана формованный абсорбент затем осаждается на непрерывно движущийся тканевый материал, который после этого подают к загибающему устройству для загибания ткани вокруг абсорбента. Это обеспечивает получение непрерывного, обернутого в ткань абсорбента 46. Абсорбентом может быть любая желаемая смесь абсорбирующих материалов, как например, материалы из пуха и сверхабсорбента. Подходящие сверхабсорбирующие материалы коммерчески доступны от разных поставщиков, как например, "Доу Кэмикл Компани", "Хехст-Селаниз Корпорейшн" и "Эллайд Коллоидз, Инк". Сверхабсорбирующий материал обычно способен абсорбировать воду по меньшей мере приблизительно в 15 раз больше его веса, а желательно - свыше приблизительно 25 раз больше его веса. Предпочтительным пухом является пух с торговым обозначением GR 1654, коммерчески доступный от "Кимберли-Кларк Корпорейшн", шт. Висконсин, США и представляющий собой беленую сульфатную древесную целлюлозу с высокой абсорбирующей споосбностью, содержащую, главным образом, мягкие древесные волокна.
Конвейерное средство 50, которым может быть любое обычное конвейерное средство, хорошо известное из уровня техники, перемещает абсорбент 46 к средству разделения 48. Средство подачи 52 обеспечивает подачу первого непрерывно движущегося полотна материала 54, на котором может быть расположен любой желаемый элемент, как например, отдельные и отчетливые абсорбирующие прокладки 32, образованные средством разделения 48. Средством подачи 52 может быть любое стандартное размоточное устройство, которое, в общем, содержит пару валов, фестонное устройство и прижимной валик для обеспечения движения первого полотна 54 с желаемой скоростью и натяжением. Примером стандартного размоточного устройства является размоточный станок модели MB 820 производства фирмы "Мартин Отомэтик Корпорейшн", Рокфорд, шт. Иллинойс, США. Первое непрерывно движущееся полотно 54 может быть из любого желаемого материала, пригодного для данного собираемого изделия. В этом описании учебных трусов 10 (фиг. 1) первое непрерывно движущееся полотно 54 выполнено из проницаемого для жидкости материала, который в дальнейшем образует или становится проницаемым для жидкости верхним покрытием 36 (фиг. 1). Верхнее покрытие 36 может быть изготовлено из любых подходящих материалов, хорошо известных из уровня техники. Примеры подходящих материалов описаны в вышеупомянутых инкорпорированных патентах США.
После передвижения или доставки к средству разделения 48 непрерывный, обернутый в ткань абсорбент 46 разрезают на отдельные и отчетливые абсорбирующие прокладки с помощью ножевого валика 56 и опорного валика 58, составляющих средство разделения 48. На ножевом валике 56 может быть любое желаемое количество ножей, и в этом примере он имеет два ножа 60, диаметрально расположенных на нем для образования абсорбирующих прокладок 32. Ножевой валик 56 приводится в движение благодаря механическому соединению через зубчатую передачу с опорным валиком 58, который функционально приводится в движение от главного трансмиссионного вала 128 (фиг. 6) любым подходящим способом, известным из уровня техники. С опорным валиком 58 связано средство подачи постоянного опорного сигнала, как например, бесконтактный включатель 62 для генерирования опорного сигнала для каждой отрезанной абсорбирующей прокладки 32. Для описанных здесь целей средство разделения 48 во время процесса изготовления действует по существу с постоянной скоростью, так что каждый опорный сигнал, генерированный бесконтактным включателем 62, рассматривается как постоянный опорный сигнал машины для целей сравнения с другими сигналами, описанными ниже. Генерированный машиной постоянный опорный сигнал от бесконтактного включателя 62 передается к главной системе управления для дальнейшей обработки, описанной ниже.
Отчетливые и отдельные абсорбирующие прокладки 32, образованные средством разделения 48, помещают на первое непрерывно движущееся полотно 54, подаваемое средством подачи 52. Из уровня техники хорошо известны разделение и размещение отдельно отрезанных абсорбирующих прокладок на непрерывно движущемся полотне, и здесь может быть использован любой такой подходящий механизм.
Средство подачи 64, которое может быть стандартным размоточным устройством, сходным с применяемым средством подачи 52, обеспечивает подачу второго непрерывно движущегося полотна 66, которое в дальнейшем будет соединено с первым непрерывно движущимся полотном 54. Второе непрерывно движущееся полотно 66 может быть из любого материала, пригодного для готового изделия, и в этом конкретном описании оно выполнено из нероницаемой для жидкости пленки, которая в дальнейшем образует не проницаемую для жидкости обкладку 34 (фиг. 1). Одной желаемой подходящей пленкой, не проницаемой для жидкости, является 0,02-мм полиэтиленовая пленка, коммерчески доступная от фирмы "Эдисон Плэстикс Компани", Саутплейнфилд, шт. Нью-Джерси, США. Второе непрерывно движущееся полотно 66 движется к паре валиков, состоящей из приводного валика 68 и опорного валика 70, которые образуют между собой зазор 72. Приводной валик 68 может иметь привод от любого подходящего электродвигателя, как например, от тех, которые описаны в патентах США, инкорпорированных здесь путем отсылки. Подходящим электродвигателем является бесщеточный сервоэлектродвигатель переменного тока HR 2000, коммерчески доступный от фирмы "Релайэнс Электрик Компани", Кливленд, шт. Огайо, США. Желательно, чтобы материал, из которого изготавливают второе полотно 66, было растягивающимся, так чтобы его можно было растянуть, лишь для примера, на величину от около 5 мм до около 15 мм. В качестве материала или материалов для второго полотна 66 можно использовать другие материалы с большей или меньшей степенью растягивания.
Важно, чтобы электродвигатель 148 (фиг. 6) и его приводная система, которая управляет приводным валиком 68, были такими, чтобы они могли осуществлять два вида регулирования частоты вращения под управлением главной системой управления, как это будет подробнее описано ниже. Одно регулирование частоты вращения предназначено для увеличения существующей частоты вращения до более высокой частоты вращения или для уменьшения существующей частоты вращения до меньшей частоты вращения. Другим регулированием частоты вращения является мгновенное изменение частоты вращения, обеспечивающее инкрементное перемещение в фазе подвижения вперед, когда осуществляется мгновенное увеличение частоты вращения приводного валика 68 для предоставления измеренного увеличенного количества полотна материала, или инкрементное перемещение в фазе торможения, когда осуществляется мгновенное уменьшение частоты вращения приводного валика 68 для предоставления измеренного уменьшенного количества полотна материала. Термин "мгновенное увеличение частоты вращения" означает увеличить первую частоту вращения до более высокой второй частоты вращения в течение выбранного периода времени, а затем вынудить частоту вращения или предоставить ей возможность возвратиться к первоначальному значению, с тем чтобы на измеренную величину переставить положение полотна и связанных с ним рисунков вперед от зажима между валиками. Термин "мгновенное уменьшение частоты вращения" означает уменьшить первую частоту вращения до более низкой второй частоты вращения в течение выбранного периода времени, а затем вынудить частоту вращения или предоставить ей возможность возвратиться к первоначальному значению, с тем чтобы на измеренную величину переставить положение полотна и связанных с ним рисунков назад от зажима между валиками.
Как описывалось ранее, настоящее изобретение может быть использовано для точного совмещения двух непрерывно движущихся полотен, чтобы контрольную метку и/или элемент изделия на одном полотне точно совместить с контрольной меткой и/или элементом изделия на втором полотне. В этом конкретном описании элемент, как например, совмещаемый рисунок 38 (фиг. 1) на втором непрерывно движущемся полотне 66 (фиг. 5), приводится в точное совмещение с элементом, как например, абсорбирующей прокладкой 32 на первом непрерывно движущемся полотне 54. Благодаря точному совмещению совмещаемого рисунка 38 с абсорбирующей прокладкой 32 возможно достижение желаемого положения точно совмещенного рисунка 38 на вставке 12 (фиг. 1) учебных трусов 10.
Важным назначением точно совмешенного рисунка 38 на передней вставке 12 является то, чтобы он визуально информировал пользователя о правильной ориентации учебных трусов 10 для целей надевания, тем самым делая возможным надлежащее функционирование учебных трусов, т.е., абсорбировать выделения, среди выполнения ими других функций. Непрерывно движущееся полотно 66 имеет, например, предварительно напечатанное на нем множество отдельных и отличимых рисунков 38, и как понятно и в этом случае, рисунком 38 может быть любой желаемый узор или изображение, при этом рисунки 38 могут быть точно совмещены с отдельными и отличимыми абсорбирующими прокладками 32 на непрерывно движущемся полотне 54. С каждым рисунком 38 связана предварительно напечатанная контрольная метка 74, которой в этом случае является оптическое светящееся средство. Рисунки 38 и их соответствующие контрольные метки 74 могут быть сделаны на полотне 66 любым подходящим способом, известным из уровня техники.
Отсылаем к фиг. 3, которая иллюстрирует часть непрерывно движущегося полотна 66, имеющего множество рисунков 38 и контрольных меток 74, предварительно напечатанных или предварительно помещенных на нем. С каждым рисунком 38 объединен напечатанный пояс 76 с напечатанным переднем краем 78 и напечатанным задним краем 80. Подобным же образом каждая контрольная метка 74 имеет контрольный передний край 82 и контрольный задний край 84. Каждая контрольная метка 74 будет использоваться для правильного расположения связанного с ней рисунка 38 относительно абсорбирующей прокладки 32. Контрольные метки 74 расположены в стороне от рисунков 38, но они могли быть напечатаны непосредственно на рисунках 38, чтобы находиться в пределах изображения рисунков. Более того, контрольные метки 74 могут отсутствовать, а в качестве контрольной метки может быть использована часть рисунка 38. Например, обнаруживаемая метка и т.п. могла быть напечатана как часть пояса 76 и после этого использоваться для правильного совмещения рисунка 38. Однако для ясности и в производственных целях контрольные метки 74 выполняют на выбранном расстоянии от соответствующих рисунков 38.
В нижеследующем описании второе непрерывно движущееся полотно 66 будет в качестве примера описываться как присоединяемое или наслаиваемое на другое, третье полотно 92 материала (фиг. 5), для образования двухслойного слоистого материала 93, который в конце концов будет образовывать не проницаемую для жидкости наружную обкладку 34 (фиг. 1). Полиэтиленовая пленка, из которой изготовлено полотно 66, служит в качестве не проницаемой для жидкости преграды, в то время как третье полотно, объединенное с полотном 66, будет придавать наружной обкладке тканеобразную фактуру. Тканеобразный слой будет самым наружным слоем. Однако к третьему слою не предъявляется никаких требований, причем в некоторых конструкциях изделий может отсутствовать тканеобразный слой.
Полотно 66 приводится в движение или перемещается к охлаждающему валику 86 устройства для наслаивания и связанному с ним опорному валику 88, которые между собой образуют зазор 90 для наслаивания. Непрерывно движущееся полотно 92 подается любым подходящим образом и приводится в движение любым подходящим образом к охлаждающему валику 86 устройства для наслаивания. С помощью клеемазального устройства 94 на непрерывно движущееся полотно 92 наносят желаемый рисунок из подходящего клея. В этом конкретном варианте осуществления изобретения полотно 92 изготовлено из нетканого материала, как например, нетканого материала из проклеенных полипропиленовых волокон, имеющего основной вес около 20 г/м2. Клеемазальным устройством 94 может быть любое подходящее устройство, известное из уровня техники и способное создавать или наносить желаемый рисунок из клея. Используемым клеем может быть любой подходящий клей, который совместим с полотнами 66 и 92 для обеспечения их надлежащего наслаивания. Непрерывно движущееся полотно 92 может подаваться средством подачи (не показано), сходным со средством подачи 52 и 64.
Охлаждающий валик 86 устройства для наслаивания имеет привод от трансмиссионного вала 128 (фиг. 6) и способствует перемещению полотен во время работы. Охлаждающий валик 86 устройства для наслаивания служит также для охлаждения клея, нанесенного клеемазальным устройством 94 для технологических целей, что предотвращает вытекание клея через полотна 66 или 92.
После наслаивания полотен 66, 92 и их прохождения через зазор 90 устройства для наслаивания они непрерывно перемещаются к охлаждающему валику 96, имея клей, нанесенный на наружную поверхность полотна 66. Подобно охлаждающему валику 86 охлаждающий валик 96 имеет привод от трансмиссионного вала 128. Клей, нанесенный клеемазальным устройством 98, в конечном счете будет соединять полотна 66, 92 в первое непрерывно движущееся полотно 54. Таким образом, клеемазальное устройство 98 выбрано, чтобы наносить клей с соответствующим рисунком и в соответствующем количестве для обеспечения желательного соединения полотен 66, 92 и 54. Клеемазальным устройством 98 может быть любое устройство любого типа, пригодное для нанесения желаемого рисунка из клея, а наносимым им клеем может быть любой соответствующий клей, совместимый с соединяемыми материалами.
После охлаждающего валика 96 уложенные один на другой полотна 66, 92 затем накладывают на непрерывно движущееся полотно 54 и вместе пропускают через устройство для склеивания 100, содержащее приводной валик 102 с приводом от трансмиссионного вала 128 (фиг. 6) и обрезиненный холостой валик 104. Устройство для склеивания 100 сожмет вместе полотна, чтобы нанесенный клей соединял полотна 66, 92 с непрерывно движущимся полотном 54, тем самым образуя непрерывно движущийся слоистый материал 93, показанный на фиг. 4.
Продолжаем ссылаться на фиг. 5, где между приводным валиком 68 и охлаждающим валиком 86 устройства для наслаивания соответствующим образом помещено первое средство опознавания, как например, датчик 106 для обнаружения каждой контрольной метки 74 и генерирования сигнала в ответ на нее. Так как контрольные метки 74 являются оптическими светящимися средствами, чувствительными к ультрафиолетовому излучению, то подходящим датчиком является детектор "SICK" модели "LUT 2-6", коммерчески доступный от фирмы "СИК ОПТИК ЭЛЕКТРОНИК, Инк.", имеющий деловую контору в Сент-Пол, шт. Миннесота, США.
После устройства для склеивания 100 расположены второе и третье средства опознавания, как например, датчик 108 и фотоэлемент 110. Термин "после" относится к направлению слева направо, как это видно на фиг. 5, и также к направлению вдоль машины во время работы.
Кстати, хотя полотна 66 и 92 показаны движущимися в направлении вниз, главным направлением, в котором они движутся или в конечном счете будут двигаться, является направление слева направо, также называемое направлением технологического процесса. Датчик 108 может быть детектором ультрафиолетового излучения такого же самого типа, как и датчик 106. Фотоэлементом 110 предпочтительно является устройство на волоконно-оптическом лазере IR 253S со сканирующим блоком "Banner RSBF" и монтажной базой RPBT, коммерчески доступное от "Баннер Инжиниринг Корпорейшн", Миннеаполис, шт. Миннесота, США. Фотоэлемент 110 предназначен для оптического обнаружения элемента изделия, как например, абсорбирующей прокладки 32 и генерирования электрического сигнала в ответ на нее. В этом конкретном описании оба датчика 106 и 108 предназначены для обнаружения контрольной метки 74 и генерирования сигнала в ответ на нее, а фотоэлемент 110 - для обнаружения абсорбирующей прокладки 32 и генерирования сигнала в ответ на нее. При желании можно использовать фотоэлемент 110 для опознания других элементов, как например, поясных резинок, резинок на штанинах, скрепляющих тесемок, используемых в подгузниках, и т.п. Контрольная метка может быть также связана с каждой абсорбирующей прокладкой 32 таким же самым образом, каким сигнальная метка 74 связана с рисунком 38. В этом случае фотоэлемент 110 для обнаружения прокладки может быть заменен датчиком, сходным с датчиком 106, 108. Подобным же образом датчики 106, 108 могут быть заменены другими датчиками, сходными с фотоэлементом 110, с целью оптического обнаружения элемента изделия или другой структуры для генерирования соответствующего сигнала.
Отсылаем к фиг. 4 и 5, которые иллюстрируют непрерывно движущийся составной слоистый материал 93, состоящий из полотен 66, 92 и 54, после того как они были соединены вместе в устройстве для склеивания 100. Каждый напечатанный пояс 76 в конечном счете будет разрезан по соответствующей линии разреза 120 для образования отдельных изделий. На фиг. 4 после разделения по линиям разреза 120 образованы передний край 116 пояса и задний край 118 пояса для каждого собранного изделия. На фиг. 4 одной из важных особенностей является относительное смещение рисунка 38 по отношению к каждому изделию, которое будет в конечном счете образовано. Каждый рисунок 38 располагается на передней вставке 12 (фиг. 1) и в одинаковом месте относительно переднего края абсорбирующей прокладки 112 (фиг. 4). Конечно, и другие метки или элементы изделия могут быть точно совмещены с другими различными контрольными метками или элементами изделия. Например, ложное поясное узкое кружево с гофрированной кромкой 29 (фиг. 2) может быть точно совмещено относительно отверстия для талии или резинок на штанинах, как например, резинок на штанинах 30 (фиг. 1) или по желанию может быть точно совмещено относительно абсорбирующей прокладки, как например, абсорбирующей прокладки 32 (фиг. 4).
Отсылаем к фиг. 6, которая схематически иллюстрирует главную систему управления с механической стороной 122. Главная система управления содержит главную систему управления точным совмещением 124, которая принимает различные генерированные сигналы, обрабатывает их в соответствии с запрограммированными командами и генерирует выходные сигналы к главной системе управления приводом 126. Главная система управления приводом 126 принимает сигналы от главной системы управления точным совмещением 124 и в ответ на них оперативно регулирует приводной валик 68 (фиг. 5).
Механическая сторона 122 содержит трансмиссионный вал 128, который либо непосредственно приводит в движение выбранные механизмы, либо через систему зубчатых колес или другие соединительные устройства, как электрические, так и механические, не напрямую приводит в движение другие механизмы. Трансмиссионный вал 128 приводится в движение с постоянной частотой вращения с помощью любого подходящего средства, известного из уровня техники. Таким образом, те механизмы, которые имеют привод от трансмиссионного вала 128, приводятся в движение также с постоянной частотой вращения, которая может быть или не быть такой же самой частотой вращения, как и у трансмиссионного вала 128. В частности, устройство кодирования данных о зубчатой передаче приводного валика 130 и устройство кодирования данных о трансмиссионном вале 132 функционально соединены с трансмиссионным валом 128. К числу примеров кодирующих устройств относятся H25 D- SS-2500-ABZC-8830-LED-SM18 (которое может быть использовано в качестве кодирующего устройства 130), коммерчески доступное от "БЕЙ Мотор Систем Компани", Карисбад, Калифорния, и 63-Р-MEF-1000- T-0-00 (которое может быть кодирующим устройством 132), коммерчески доступное от "Динапар Корпорейшн". Гарни, шт. Иллинойс, США. Устройство кодирования данных о зубчатой передаче приводного валика 130 функционально соединено с трансмиссионным валом 128 для вращения с постоянной частотой вращения, так что четыре оборота кодирующего устройства 130 соответствуют определяемой машиной длине изделия, т.е. повторяющейся длине изделия в машине.
Главная система управления точным совмещением 124 содержит аппаратные и/или программные средства и со ссылкой на фиг. 6 может быть представлена как содержащая систему сбора исходных данных 134, регулятор передаточного отношения 136, устройство для определения относительного положения 138, устройство автоматического формирования заданного значения регулируемой величины 140, блок определения разности 142 и устройство управления размещением 144. Главная система управления точным совмещением 124 включает в себя компьютер, который может содержать, например, микропроцессор на базе VME, как например, SYS68K/CPU-40B/4-01, коммерчески доступный от фирмы "Форс Компьютере, Инк.", Кэмпбелл, шт. Калифорния, США.
Как показано на фиг. 5 и фиг. 6, система сбора исходных данных 134 принимает следующие шесть генерированных сигналов: 1) сигнал от устройства кодирования данных об электродвигателе 146, функционально соединенного с электродвигателем 148 приводного валика, 2) сигнал от датчика 106 (фиг. 5), 3) сигнал от бесконтактного включателя 62, 4) сигнал от устройства кодирования данных о трансмиссионном вале 132, 5) сигнал от датчика 108 и 6) сигнал от фотоэлемента 110. Система сбора исходных данных 134 принимает и подсчитывает импульсы, генерированные устройством кодирования данных об электродвигателе 146 и устройством кодирования данных о трансмиссионном вале 132, и принимает сигналы от датчиков 106, 108, бесконтактного включателя 62 и фотоэлемента 110. Базируясь на накопленном числе отсчетов одиночных импульсов от устройства кодирования 146 и накопленном числе отсчетов одиночных импульсов от устройства кодирования 132, система сбора исходных данных 134 выдает заранее программированные команды, которые являются специфическими для соответствующих принятых сигналов, и хранит результаты команд.
Система сбора исходных данных 134 осуществляет следующие функции в отношении регулятора передаточного отношения 136. Счетчик импульсов в системе сбора исходных данных 134 подсчитывает импульсы от устройства кодирования данных об электродвигателе 146 и принимает сигналы от датчика 106 в ответ на каждую контрольную метку 74 (фиг. 5). Система сбора исходных данных 134 затем измеряет подсчитанные импульсы, характеризующие расстояние между каждыми двумя последовательными контрольными метками 74, и выполняет рабочее усреднение этих измеренных одиночных импульсов. Термин "рабочее усреднение" относится к усреднению одинакового количества данных, например, для каждого вновь принятого ввода исходных данных, при этом самые последние, т.е. самые старые исходные данные исключаются из усредняющего расчета. Усреднение одиночных импульсов счета между двумя последовательными контрольными метками 74 дает среднюю измеренную величину, на основании которой регулятор передаточного отношения 136 выведет следующее значение передаточного отношения в противоположность тому, которое было бы определено этим устройством на основании измерения только по одной паре контрольных меток 74. Это усреднение "сглаживает" измеренные величины и необходимо ввиду изменчивости устройства и способа. Количество измерений для усреднения контролируется и устанавливается или определяется применением соответствующей команды, вводимой вручную любым подходящим способом, известным из уровня техники. В связи с выполнение рабочего усреднения измеренных одиночных импульсов система сбора исходных данных 134 осуществляет функцию фильтрования, которая предварительно программирована, для отфильтровывания аномалий в сигналах. В число примеров причин таких аномалий в сигналах входят загрязненный фотоэлемент, недостающее или дополнительное количество контрольных меток 74, перемещение или покачивание полотен, измерение одиночных импульсов вне предварительно программированного интервала для целей усреднения, известные неточные данные по причине регистрации и контроля и т.п.
Система сбора исходных данных 134 выполняет следующие функции в отношении устройства для определения относительного положения 138. Система сбора исходных данных 134 подсчитывает импульсы, принимаемые от устройства кодирования данных о трансмиссионном вале 132. и принимает сигналы, генерированные датчиком 106 и бесконтактным включателем 62. Система сбора исходных данных 134 затем определяет и записывает текущее накопленное число импульсов при принятии сигнала от датчика 106 и определяет и записывает текущее накопленное число импульсов при принятии сигнала от бесконтактного включателя 62.
Система сбора исходных данных 134 выполняет следующие функции в отношении устройства автоматического формирования заданного значения регулируемой величины 140. Система сбора исходных данных 134 подсчитывает импульсы, принимаемые от устройства кодирования данных о трансмиссионном вале 132, и принимает сигналы, генерируемые датчиком 108 и фотоэлементом 110. Она затем определяет и записывает текущее накопленное количество импульсов при принятии сигнала от датчика 108 и определяет и записывает текущее накопленное количество импульсов при принятии сигнала от фотоэлемента 110. После этого система сбора исходных данных 134 вычисляет разность между текущим накопленным количеством импульсов от одного сигнала датчика 108 и текущим накопленным количеством импульсов от связанного сигнала фотоэлемента 110; "связанный сигнал" относится к сигналу, генерированному фотоэлементом 110 (фиг. 5) с сигналом от датчика 108 для каждой повторяющейся длины изделия в машине. Посредством этих вычисленных разностей система ввода исходных данных 134 определяет рабочую среднюю величину и стандартное отклонение для этих разностей.
Различные вычисления и функции, выполняемые системой сбора исходных данных 134, используются другими частями главной системы управления точным совмещением 124 для выдачи команд к главной системе управления приводом 126 (фиг. 6). Главная система управления приводом 126, в общем, содержит логический/управляющий процессор 150, привод типа синхронного вала 152 и регулятор числа оборотов электродвигателя 154. Главная система управления приводом 126 включает в себя компьютер, который может содержать, например, распределенную систему управления "Релайэнс", изготавливаемую фирмой "Релайэнс Электрик Компани". Распределенная система управления включает в себя процессор "Релайэнс Электрик Отомэкс" и связанные с ним аппаратные средства. Привод типа синхронного вала 152 (фиг. 6-7) содержит 2-осную печатную плату, которая является частью распределенной системы управления и используется для управления положением электродвигателя 148.
В главной системе управления точным совмещением 124 регулятор передаточного отношения 136 запрашивает систему сбора исходных данных 134 на каждые 20 изделий, т. е. на каждые 20 повторяющихся длин изделия в машине, в отношении текущей рабочей средней величины измеренных одиночных импульсов, характеризующих расстояние между последовательными контрольными метками 74 (фиг. 5), которое является повторяющейся величиной. Количество длин изделия, определяющих запрос от регулятора передаточного отношения 136, является регулируемой величиной и может меняться оператором вручную. После определения повторяющейся величины регулятор передаточного отношения 136 выполняет расчет передаточного отношения в соответствии с предварительно программированными командами для определения новой величины передаточного отношения. Эта новая величина передаточного отношения затем передается в логический/управляющий процессор 150 главной системы управления приводом 126. Величину передаточного отношения вычисляют делением повторяющейся величины на число одиночных импульсов от устройства кодирования зубчатой передачи ведущего ролика 130 (фиг. 6), которые происходят при одной повторяющейся длине изделия в машине. Преимущество этого заключается в возможности контролируемым образом регулировать повторение контрольных знаков без сравнения с заданным значением и возможности быстро вносить поправки на расстройства в технологическом процессе и на изменения в полотне материала, которые могут изменять желаемое повторение контрольных меток.
Устройство для определения относительного положения 138 главной системы управления точным совмещением 124 запрашивает систему сбора входных данных 134 в отношении текущего накопленного количества импульсов от датчика 106 и текущего накопленного количества импульсов от бесконтактного включателя 62. Устройство для определения относительного положения 138 затем определяет разницу между двумя текущими накопленными количествами импульсов, для того чтобы рассчитать относительное положение контрольной метки 74 (фиг. 5) к связанному сигналу бесконтактного включателя при этом специфическом запросе для каждой повторяющейся длины изделия в машине. Устройство для определения относительного положения 138 затем формирует и передает величину относительного положения в блок определения разности 142.
Устройство автоматического формирования заданного значения регулируемой величины 140 запрашивает систему сбора исходных данных 134 в отношении каждой повторяющейся длины изделия в машине, относящейся к единственному изделию. Местонахождение каждого изделия или повторяющаяся длина изделия в машине определяется по устройству кодирования данных о трансмиссионном вале 132, при этом два оборота этого устройства кодирования 132 соответствуют одной длине изделия. В этом конкретном примере два оборота устройства кодирования данных о трансмиссионном вале 132 соответствуют 2.000 одиночных импульсов. Система сбора исходных данных 124 на каждый запрос от устройства автоматического формирования заданного значения регулируемой величины 140 отвечает текущей рабочей средней величиной и стандартным отклонением разницы, вычисленной между текущим накопленным количеством импульсов для одного сигнала датчика 108 и текущим накопленным количеством импульсов от связанного сигнала от фотоэлемента 110 для каждого изделия; текущая рабочая средняя величина этого вычисления является величиной фактического положения. Устройство автоматического формирования заданного значения регулируемой величины 140 затем сравнивает стандартное отклонение с предварительно установленными пределами, которые введены вручную, и если стандартное отклонение оказывается вне предварительно установленных пределов, то устройство автоматического формирования заданного значения регулируемой величины 140 будет отклонять эту вводимую величину и не будет определять новое заданное значение регулируемой величины, так как данные о стандартном отклонении считаются слишком изменчивыми, чтобы осуществлять точное регулирование заданного значения регулируемой величины. Если стандартное отклонение будет находиться в предварительно установленных пределах, то устройство автоматического формирования заданного значения регулируемой величины 140 тогда будет определять разницу между величиной фактического положения и введенным вручную заданным значением, которое является желаемой величиной фактического положения. Если устройство автоматического формирования заданного значения регулируемой величины 140 определит, что новая вычисленная разница находится в предписанном интервале, то не будет выполняться никакого дополнительного действия или вычисления. Однако, если разница окажется вне предписанного интервала, то устройство автоматического формирования заданного значения регулируемой величины 140 будет определять новое контрольное заданное значение регулируемой величины. Это новое контрольное заданное значение регулируемой величины выводится добавлением к текущему заданному значению регулируемой величины разности между заданным значением и величиной фактического положения.
Отсылаем теперь к фиг. 6, где снова для каждой повторяющейся длины изделия в машине блок определения разности 142 определяет разность между текущим контрольным заданным значением регулируемой величины от устройства автоматического формирования заданного значения регулируемой величины 140 и связанной величиной относительного положения от устройства для определения относительного положения 138, которая является ошибкой в размещении. Блок определения разности 142 передает в устройство управления размещением 144 эту ошибку в размещении согласно одиночным импульсам от устройства кодирования данных о трансмиссионном вале. Это устройство управления размещением 144 сравнивает ошибку в размещении с полем допуска 170 (фиг. 8), которое определяет допустимое отклонение в величине относительно положения относительно текущего контрольного заданного значения регулируемой величины. Поле допуска 170 сохраняется постоянным относительно контрольного заданного значения регулируемой величины, но контрольное заданное значение регулируемой величины, рассчитанное устройством автоматического формирования заданного значения регулируемой величины 140, может изменяться. В результате этого при регулировании положения контрольных меток с использованием зазора между валиками заданное значение для этого регулирования положения точно выводится из сигналов, генерируемых датчиком 108 и фотоэлементом 110.
Отсылаем к фиг. 8, которая иллюстрирует одно выведенное заданное значение регулируемой величины 168, имеющей предписанное поле допуска 170. В целях пояснения контрольное заданное значение регулируемой величины 168 имеет значение в 1000 единиц счета, а поле допуска 170 соответствует отклонению плюс или минус 12 единиц счета. Каждое из исходных значений 172, 174, 176, 180 и 182 соответствует одному значению относительно положения изделия, рассчитанному устройством для определения относительного положения 138. Форма волны 156 отображает сигналы, генерированные бесконтактным включателем 62, а форма волны 158 - сигналы, генерированные датчиком 106. Если величина ошибки в размещении сохранится в пределах поля допуска 170, то не выдается никакой команды на размещение. Однако, если величина ошибки в размещении будет вне пределов поля допуска 170, то тогда устройство управления размещением 144 будет выдавать команду на размещение. Команда на размещение прямо пропорциональна размеру разницы, выраженной величиной от блока определения разности 142, и предусматривает измеренное перемещение вперед или назад положения полотна 66. Выданная команда на размещение затем передается к логическому/управляющему процессору 150 главной системы управления приводом 126. Фиг. 8 иллюстрирует пример того, как устройство управления размещением 144 (фиг. 6) сравнивает каждое исходное значение 172-182 с текущим контрольным заданным значением для формирования ошибки размещения. Ошибка размещения для каждого исходного значения сравнивается с полем допуска 170 для определения того, должна ли выдаваться команда на размещение. В примере значение 176 является единственным исходным значением, когда ошибка размещения находится вне пределов поля допуска 170, что вызывает необходимость в выдаче команды на размещение, заставляя тем самым последующее исходное значение находиться в пределах поля допуска 170.
Логический/управляющий процессор 150 (фиг. 6 и 7) производит поиск и принимает новые команды от главной системы управления точным совмещением 124. В частности, процессор 150 производит поиск и принимает команды на передаточное отношение от регулятора передаточного отношения 136 и команды на размещение от устройства управлением размещения 144. Для каждой команды на изменение величины передаточного отношения процессор 150 передает команду в соответствии с предварительно программированными командами в привод типа синхронного вала 152 для изменения величины, используемой в блоке регулирования передаточного отношения 208 (фиг. 7). Для каждой команды на размещение, принятой от устройства управлением размещением 144, процессор 150 передает в привод типа синхронного вала 152 команду на размещение в соответствии с предварительно программированными командами.
Отсылаем к фиг. 7 и 8, на которых привод типа синхронного вала 152 схематически показан как содержащий блок регулирования передаточного отношения 208, блок определения разности 210, регулятор частоты вращения 212 и блок регулирования инкрементного перемещения 214. Блок регулирования передаточного отношения 208 получает значение передаточного отношения от логического/управляющего процессора 150 (фиг. 6) и принимает последовательность импульсов от устройства кодирования данных о зубчатой передаче приводного валика 130. Блок регулирования передаточного отношения 208 изменяет масштаб последовательности импульсов от устройства кодирования данных о зубчатой передаче 130 и принимает значение передаточного отношения для генерирования опорного сигнала к блоку определения разности 210. Блок определения разности 210 принимает опорный сигнал от блока регулирования передаточного отношения 208, а также сигнал обратной связи от устройства кодирования данных об электродвигателе 146, который передает данные о текущей частоте вращения электродвигателя 148. Блок определения разности 210 определяет разность между сигналами и генерирует задающий сигнал к регулятору числа оборотов электродвигателя 154. Таким образом, привод типа синхронного вала 152 точно увязывает частоту вращения приводного электродвигателя 148 приводного валика с частотой вращения трансмиссионного вала 128 посредством электронно изменяемого передаточного отношения. Это эффективно синхронизирует частоту вращения электродвигателя 148 приводного валика с трансмиссионным валом 128 и допускает частые изменения в передаточном отношении и, следовательно, в частоте вращения электродвигателя 148.
Отсылаем к фиг. 6-7, на которых привод типа синхронного вала 152 принимает также значение размещения от логического/управляющего процессора 150, и это значение размещения принимается блоком регулирования инкрементного перемещения 214. Блок регулирования инкрементного перемещения 214 осуществляет "одноразовое" перемещение для соответствующего изменения опорного сигнала на измеренное количество одиночных импульсов от устройства кодирования данных от электродвигателя приводного валика, тем самым рассчитывая точное одноразовое увеличение или уменьшение количества слоя материала, подаваемого электродвигателем 148 приводного валика. Это можно сделать, увязывая количество импульсов устройства 146 для кодирования данных об электродвигателе с фактическим количеством слоя материала, подаваемого в зазор 72 (фиг. 5). В ответ на команду размещения генерируется сигнал инкрементного перемещения, временно добавляемый к блоку определения разности 210, который увеличивает или уменьшает значение опорного сигнала, принимаемого от блока регулирования передаточного отношения 208, тем самым приводя к мгновенному изменению в задающем сигнале на частоту вращения, направляемом в регулятор частоты вращения 212. Регулятор числа оборотов электродвигателя 154 принимает задающий сигнал на частоту вращения от привода типа синхронного вала 152 (фиг. 6) и в ответ на него изменяет число оборотов электродвигателя 148, которое характеризуется последовательностью импульсов от устройства кодирования данных об электродвигателе.
Как описано выше, можно осуществлять желаемое точное совмещение рисунка 38 (фиг. 1) или рисунка 42 (фиг. 2) в соответствующих учебных трусах. С помощью выборочного регулирования расстояния между последовательными контрольными метками 74 (фиг. 5) можно желательным образом совместить каждую метку 74 с соответствующим элементом, как например, абсорбирующей прокладкой 32. Регулирование расстояния между контрольными метками 74 до выбранного расстояния, как например, до повторяющейся длины изделия в машине, позволяет приспосабливаться или вносить поправки на изменения или другие виды аномалий, которые могут присутствовать в оборудовании или технологическом процессе. Регулируя скорость и/или натяжение второго непрерывно движущегося полотна 66, можно надлежащим образом точно совместить его с первым непрерывнодвижущимся полотном 54, тем самым обеспечивая правильное совмещение желаемого элемента, как например, рисунка 38, с другим элементом, как например, передней вставкой 12 (фиг. 1).
Хотя это изобретение описано как имеющее предпочтительный вариант его осуществления, понятно, что в нем могут быть сделаны дополнительные модификации. Следовательно, имеется в виду, что изобретение охватывает его любые изменения, эквиваленты, применения или приспособления, придерживающиеся его общей изобретательской идеи и включающие в себя такие отступления от данного описания, которые происходят или могут происходить в известной или обычной практике в области, к которой относится это изобретение, и находятся в пределах прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2316300C2 |
| СПОСОБ ПЕЧАТИ НА ПОДЛОЖКЕ | 1995 |
|
RU2136507C1 |
| ТОНКОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 1997 |
|
RU2201190C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ УЛУЧШЕННУЮ СУХОСТЬ ПОЯСНОГО УЧАСТКА, И СПОСОБ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2201189C2 |
| ОТДЕЛЬНО ЗАВЕРНУТОЕ ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ПРОИЗВОДСТВА | 1998 |
|
RU2204975C2 |
| АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ, ИМЕЮЩИЕ ПОНИЖЕННУЮ ВЛАЖНОСТЬ ВНЕШНЕЙ ОБОЛОЧКИ | 1997 |
|
RU2184516C2 |
| СКРЕПЛЯЮЩИЙ ЯЗЫЧОК | 1995 |
|
RU2142265C1 |
| ПРОНИЦАЕМЫЕ ПЛЕНКИ И ПЛЕНОЧНО-НЕТКАНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1994 |
|
RU2140855C1 |
| УСИЛЕННЫЙ АДГЕЗИЕЙ ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2160801C2 |
| БЕССЕРДЕЧНИКОВЫЙ РУЛОН И СПОСОБ ЕГО ОБРАБОТКИ | 1996 |
|
RU2152752C2 |
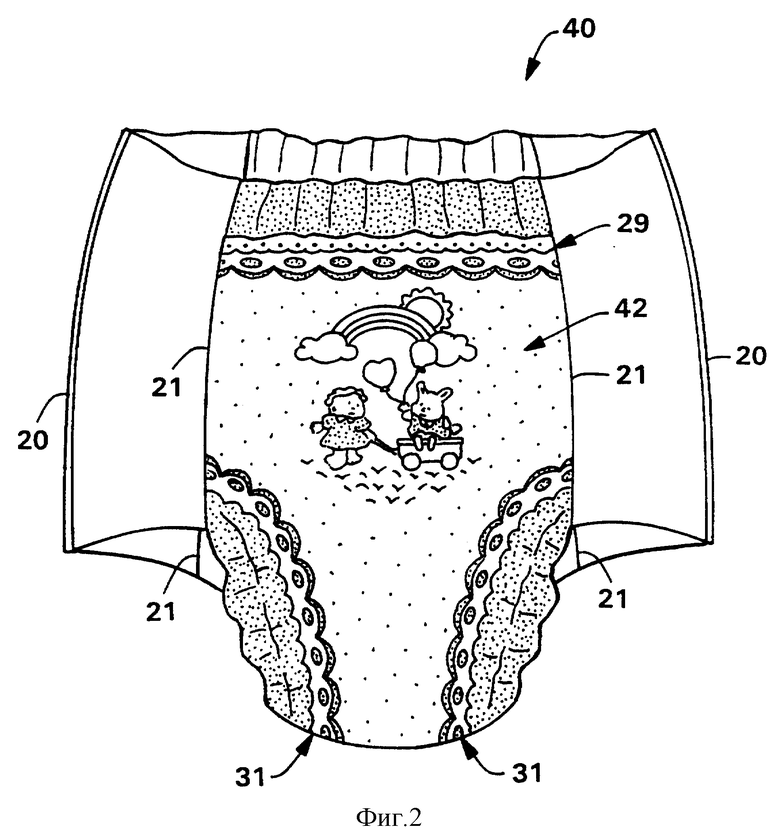
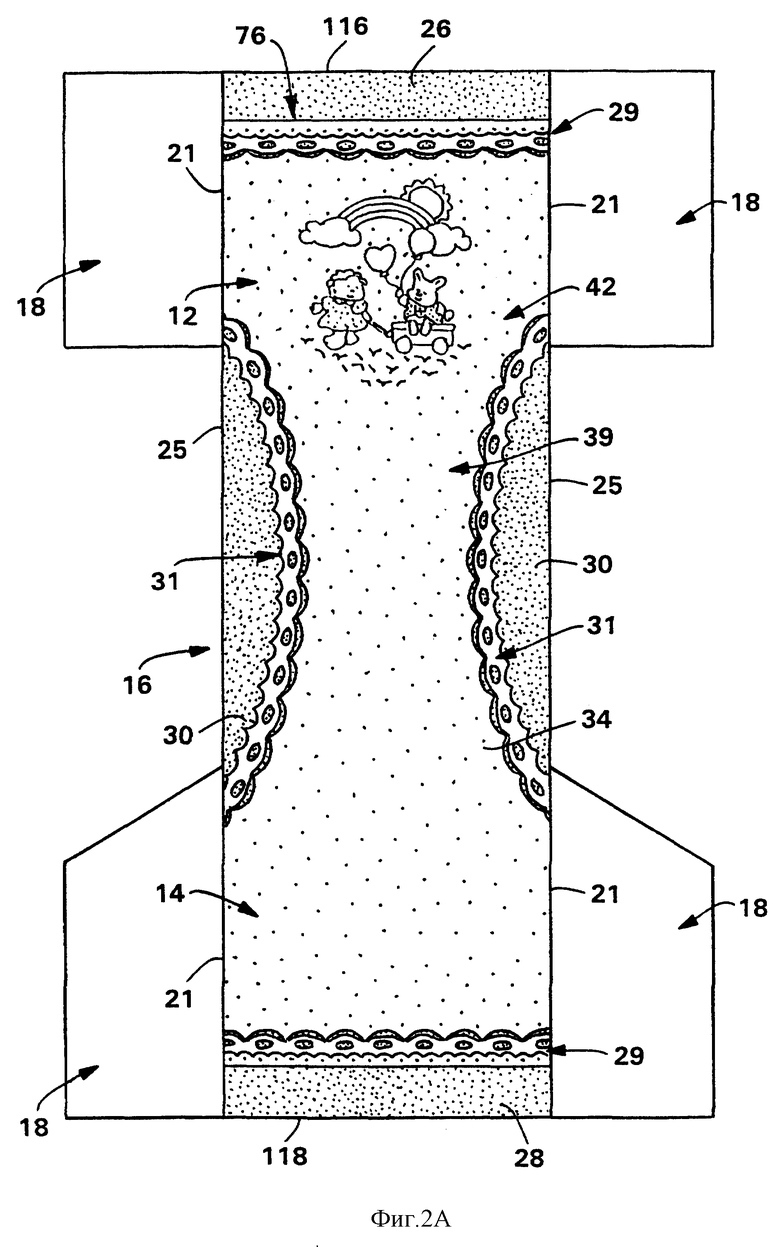
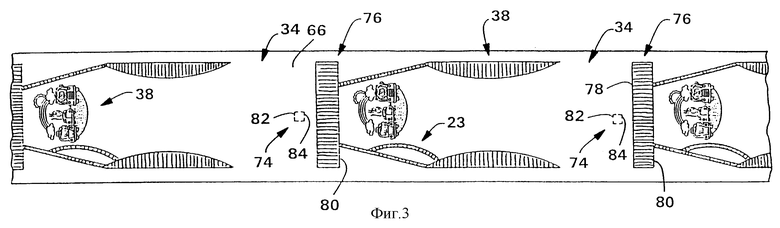
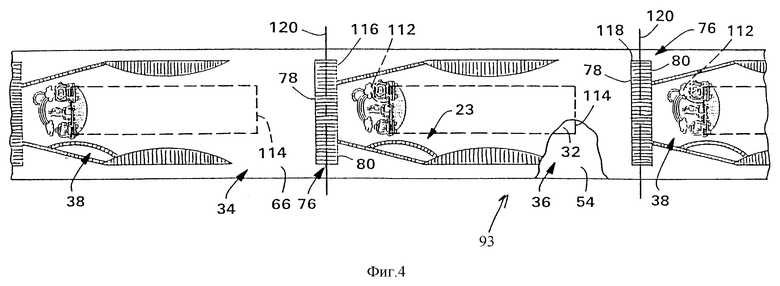
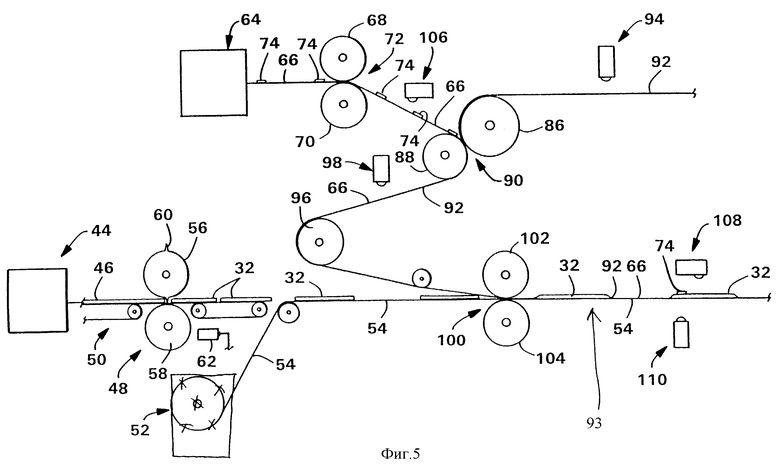
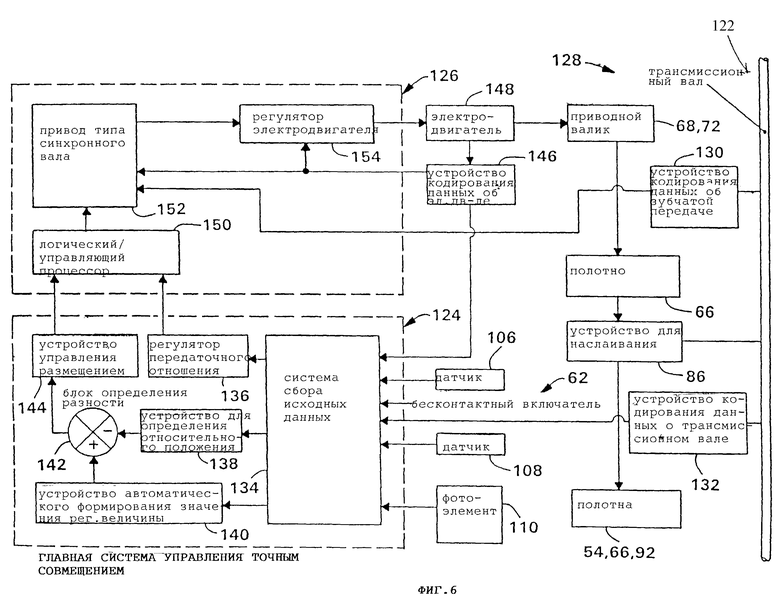
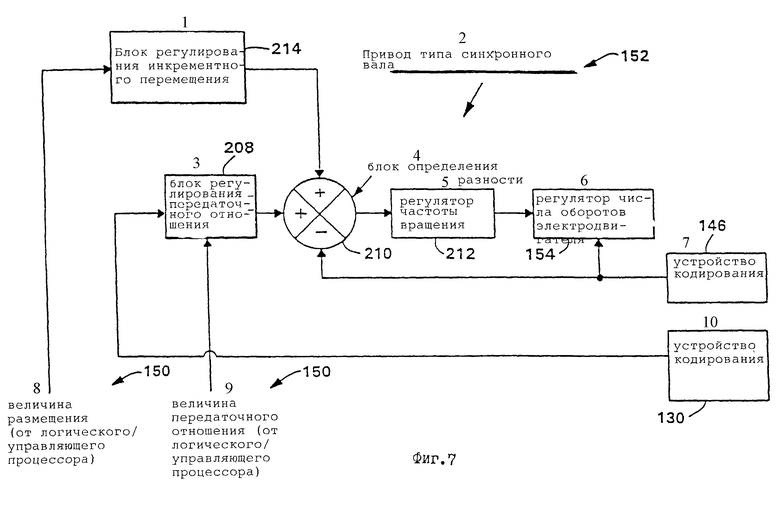
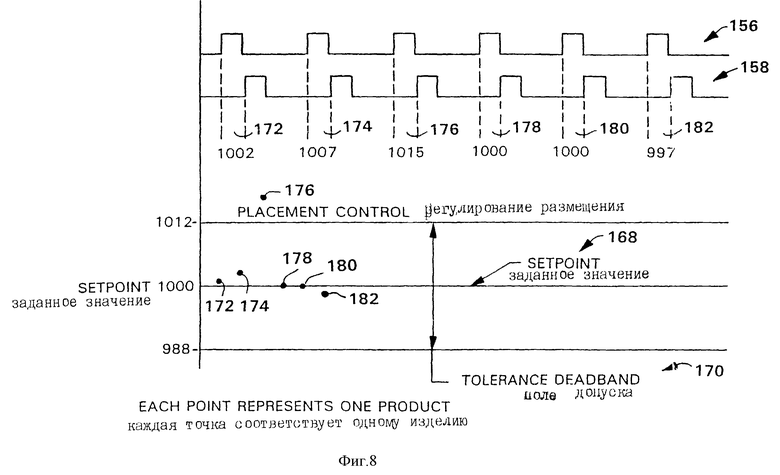
Изобретения относятся к способу получения изделий с точно совмещенным рисунком, в частности, к способу контролируемого совмещения множеств элементов первого и второго непрерывно движущихся полотен и к способу контролируемого совмещения множеств контрольных меток первого и второго непрерывно движущихся полотен. Сущность изобретений заключается в том, что одно из полотен материала имеет множество контрольных меток, обозначающих множество отдельных и отчетливых элементов, а другое из непрерывно движущихся полотен имеет на себе соответствующее множество других элементов. Согласно данной группе изобретений регулируют расстояние между контрольными метками до выбранного расстояния и контролируемым образом точно совмещают каждую контрольную метку с соответствующим элементом второго непрерывно движущегося полотна. При этом в описании данных изобретений описывается изделие, в котором рисунок контролируемым образом точно совмещен с предназначенным для него местом. Техническим результатом данной группы изобретений является обеспечение надлежащего средства для точного совмещения двух непрерывно движущихся полотен, в частности, когда одно из полотен имеет предварительно напечатанный или предварительно расположенный элемент, подлежащий точному совмещению с предварительно напечатанным или предварительно расположенным элементом на другом полотне во время изготовления множества изделий, имеющих желаемое точное совмещение элементов. 6 с. и 21 з.п. ф-лы, 8 ил.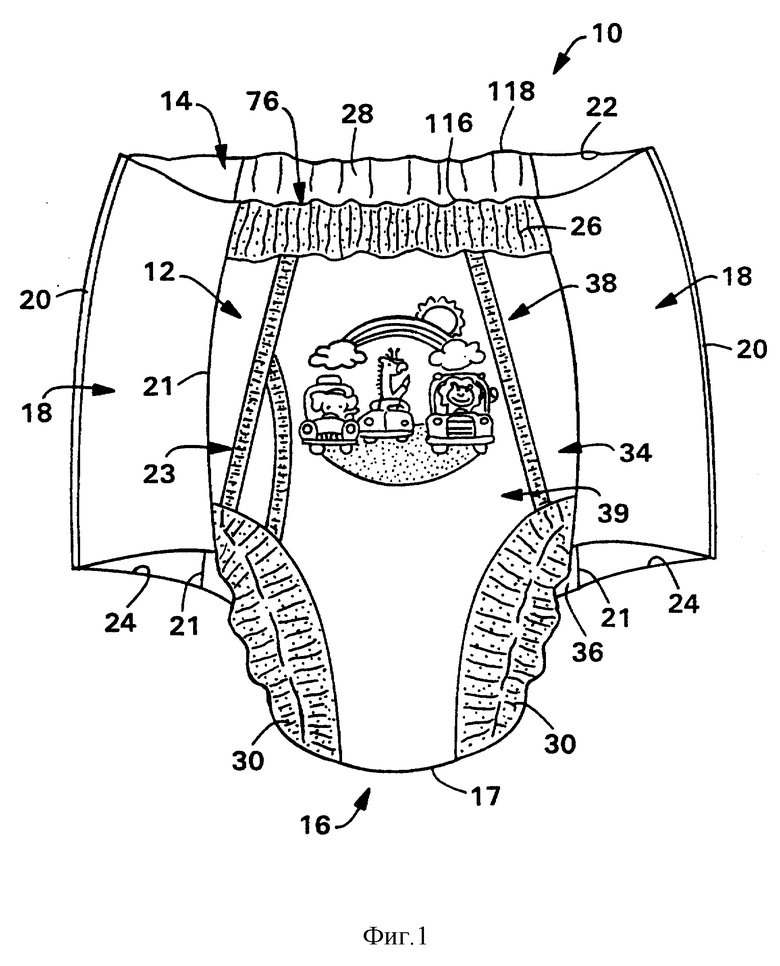
| Шланговое соединение | 0 |
|
SU88A1 |
| US 4549917 A, 29.10.1985 | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| US 4837715 A, 06.06.1989 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ БУМАЖНОЙ ЛЕНТЫ | 1991 |
|
RU2021192C1 |

