Изобретение относится к станкостроению и предназначено для автоматического контроля линейных размеров и отклонений формы изделий (золотников, плунжеров, шестерен, шлицевых и гладких валиков, сверл, фрез, зенкеров, разверток, метчиков, калибров, концевых мер длины, протяжек и других изделий с минимальными допусками 2...4 мкм и любым числом выступов, начиная с одного, и с минимальной их шириной 0,05 мм) на операциях шлифования на кругло-, плоско-, бесцентрово-, резьбо-, шлице-, зубошлифовальных станках и других.
Известно устройство для активного контроля линейных размеров изделий с прерывистыми поверхностями (Высоцкий А.В., Карпович И.Б. и др. Приборы автоматического управления обработкой на металлорежущих станках. - М.: Машиностроение, 1995, с.74...79, рис.2.22). Устройство выполнено в виде двухплечего рычага с наконечником и установленного в корпусе измерительной головки с индуктивным преобразователем, заполненной демпфирующей жидкостью. Плечо рычага, расположенное в корпусе головки, выполняют в форме лопасти для увеличения демпфирующей способности. Измерительная головка соединена кабелем с отсчетным устройством (аналог).
По аналогичной примерно схеме известен еще целый ряд конструкторского исполнения устройств для активного контроля размеров изделий с прерывистыми поверхностями зарубежных и отечественных фирм.
Общий недостаток, который присущ аналогам, это значительная погрешность измерения, достигающая от 10 до 15 мкм для одноконтактной измерительной головки и возникающая при измерении формы обрабатываемой (вращающейся) детали вдоль ее оси, (когда наконечники измерительного устройства переходят, например, с прерывистой поверхности на гладкую, и наоборот, с малым числом выступов (один-два) незначительной протяженности. Практически такая же погрешность измерения (смещение настройки) у них возникает и при измерении одного и того же диаметрального размера (например, сверло с двумя выступами) у невращающейся детали (статические измерения, обороты детали равны нулю) и при вращении детали (динамические измерения, n=150...300 об/мин).
Указанные выше особенности при измерении размеров деталей обусловливают одно из требований, которое предъявляется к устройствам активного контроля в инструментальном и прецизионном производствах и погрешность измерения в этих условиях не должна превышать 0,12...0,3 от допуска на размер - как для универсальных средств при статических измерениях.
Известно также устройство для линейных измерений, содержащее узел отсчета и контактный индуктивный преобразователь, у которого измерительный стержень с наконечником и подвижным сердечником установлен на направляющей поступательного перемещения с герметизирующей мембраной, кроме того, его магнитопровод с катушками индуктивности и исполнительный механизм расположены в общем корпусе (см. а.с. №1328157, М.Кл. B23Q 15/00, Бюл. №29, 07.08.87) (прототип).
Недостатками данного устройства являются:
- отсутствие возможности создания автоматически изменяющейся противодействующей силы в преобразователе, постоянно несколько большей сил инерции подвижных элементов (суммарной массы) для исключения отрыва наконечника от поверхности контролируемой детали при изменении числа оборотов;
- незначительная несущая способность шариковой направляющей от радиальных нагрузок, наличие сил трения и зазора в штифте, ограничивающем от поворота измерительный стержень вокруг оси, что создает дополнительные инструментальные погрешности;
- измерительное усилие в преобразователе остается неизменным даже в конце обработки детали, когда оно должно быть минимальным, чтобы исключить появление следа на поверхности контролируемой детали и исключить возможное притупление режущей кромки инструмента. Фрикционное же измерительное усилие в преобразователе задается по величине таким, чтобы исключить отрыв наконечника от поверхности контролируемой детали с максимально допустимым диаметром при максимальных числах ее оборотов на станке.
Задачей изобретения является уменьшение погрешности измерения устройства для активного контроля линейных размеров изделий при выполнении статических и динамических измерений в условиях изменяющихся метрологических и технических характеристик изделий и режимов обработки и доведения ее до допустимой погрешности, которая предъявляется к универсальным средствам измерения ∑Δи≤(0,12...0,3)Т.
Решение указанной задачи достигается тем, что в известном устройстве для линейных измерений, содержащем узел отсчета и контактный индуктивный преобразователь, у которого измерительный стержень с наконечником и подвижным сердечником установлен на направляющей поступательного перемещения с герметизирующей мембраной, кроме того, его магнитопровод с катушками индуктивности и исполнительный механизм, расположенные в общем корпусе, согласно изобретению измерительный стержень преобразователя выполнен трехгранным с внутренним отверстием и установлен на роликовой беззазорной направляющей качения с сепаратором, которая заполнена вязкой жидкостью, а внутри отверстия измерительного стержня закреплена плоская пружина с накладкой из фрикционного материала, контактирующая с торцем винта, неподвижного в направлении продольной оси измерительного стержня и установленного в боковом резьбовом отверстии корпуса преобразователя, причем его торец выполнен сферическим.
На фиг.1 представлена принципиальная схема заявляемого устройства, а на фиг.2 дан поперечный разрез роликовой направляющей.
Устройство содержит узел отсчета 1 и контактный индуктивный преобразователь 2 с неподвижным магнитопроводом и катушками индуктивности 3 и подвижным сердечником 4, установленным на трехгранном измерительном стержне 5 с внутренним отверстием, который установлен с возможностью перемещения в беззазорной роликовой направляющей (ролики 6, сепаратор 7, неподвижные планки 8, жестко закрепленные в корпусе индуктивного преобразователя, например, эпоксидным клеем; винт 9 с планкой 10 для создания натяга в направляющей, заполненной вязкой жидкостью 11). В отверстии измерительного стержня 5 установлена плоская пружина 12 с накладкой 13 из фрикционного материала, контактирующая с торцем винта 14, неподвижного в направлении продольной оси измерительного стержня и установленного в боковом резьбовом отверстии корпуса преобразователя 2.
Выход измерительного стержня 5 из корпуса индуктивного преобразователя 2 герметизирован мембраной 15 и соединен с наконечником 16, контактирующим с деталью 17, обрабатываемой на шлифовальном станке 18. В корпусе индуктивного преобразователя 2 расположен исполнительный механизм 19, например электромагнитный, якорь которого соединен с измерительным стержнем через упругий элемент, например плоскую пружину.
Индуктивный преобразователь 2 и электромагнитный исполнительный механизм соединены кабелем 20 с узлом отсчета 1. Преобразователь герметизирован.
Устройство работает следующим образом:
Винт 14 выворачивают до момента исключения контакта его торца с накладкой 13. Винтом 9 создается натяг в роликовой направляющей качения, обеспечивающий легкость хода измерительного стержня 5. Затем винт 14 прижимают к накладке 13 и создают такой натяг пружине 12, чтобы сила трения при движении измерительного стержня 5 составляла в 1,5...2 раза больше силы тяжести измерительного стержня со всеми присоединенными к нему деталями при вертикальном расположении его оси. У опытного образца преобразователя суммарная сила тяжести измерительного стержня соответствовала 0,12 Н.
Фрикционный элемент (плоская пружина 12, накладка 13 и винт 14) обеспечивает точное запоминание размера контролируемой детали при выходе наконечника 16 на выступ детали в момент отсутствия сигнала на электромагните 19.
От узла отсчета 1 на электромагнит 19 поступают сигналы, обеспечивающие периодическое перемещение измерительного стержня в сторону обрабатываемой детали или отводят его вверх в нерабочее положение. Электронный блок узла отсчета фиксирует положение выступа детали и отключается в момент подачи сигнала на электромагнит, исключая выдачу ложных команд на отвод шлифовального круга при достижении детали заданного размера.
Зазор между сепаратором 7 и поверхностями направляющей качения в 20...50 мкм заполняется вязкой жидкостью для создания жидкостного трения Ньютона в преобразователе и автоматического образования такой составляющей полного измерительного усилия, которая исключает отрыв наконечника 16 от поверхности контролируемой детали при увеличении числа ее оборотов.
По разработанной схеме устройства для активного контроля линейных размеров изделий было изготовлено два преобразователя, которые были экспериментально исследованы на стенде на базе круглошлифовального станка на детали с одним и двумя выступами шириной по 2 мм с d=20 мм с блоком отсчета БВ6119-02 и осциллографом С1-70А.
Ноль на блоках регистрации устанавливали по выступу невращающейся детали. Затем увеличивали обороты детали до 500 об/мин и подавали на электромагнит различные по длительности сигналы.
Получены следующие результаты:
При оборотах детали от 0 до 500 об/мин смещение уровня настройки не обнаружено (цена деления узлов отсчета составляла 0,001 мм).
На основе полученных результатов экспериментальных исследований устройства для активного контроля линейных размеров изделий установлено, что поставленная задача в изобретении практически решена. Погрешность измерения устройства при выполнении статических и динамических измерений в условиях изменяющихся метрологических и технических характеристик изделий и режимов их обработки не превышает допустимой погрешности, предъявляемой к универсальным средствам измерения, то есть ∑Δи≤(0,12...0,3)Т. Изобретение устраняет и другие недостатки аналогов и прототипа, которые указаны выше.
Краткая характеристика преобразователя:
- ход измерительного стержня, мм 2;
- диаметр роликов, мм 1,59;
- наконечники цилиндрические линейные из металлокерамики (ВОК-60):
- измерительный стержень их ШХ15;
- сепаратор из АЖГ- 6-4.
Направляющую качения можно изготовлять и с роликами диаметром в 1,0 мм и меньше.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2010 |
|
RU2447984C2 |
| СПОСОБ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ В ПРОЦЕССЕ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2557381C2 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЯ, ВЫПОЛНЕННОГО С ВПАДИНАМИ И ВЫСТУПАМИ НА ПОВЕРХНОСТИ | 2015 |
|
RU2603516C1 |
| Устройство для линейных измерений | 1986 |
|
SU1328157A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| Способ активного контроля размеров изделия в процессе его шлифования | 2016 |
|
RU2648901C2 |
| Измерительное устройство дляАКТиВНОгО КОНТРОля | 1979 |
|
SU814661A1 |
| ВИБРОКОНТАКТНЫЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ | 1990 |
|
RU2016374C1 |
| Устройство для измерения размеров канавки детали | 1989 |
|
SU1747858A1 |

Изобретение относится к станкостроению и может быть использовано для автоматического контроля линейных размеров и отклонений формы деталей, режущего и контрольного инструментов с минимальными допусками 2...4 мкм и любым числом выступов с минимальной их шириной 0,05 мм на операциях шлифования. Устройство содержит узел отсчета и контактный индуктивный преобразователь, имеющий измерительный стержень, магнитопровод с катушками и испольнительный механизм. Измерительный стержень выполнен трехгранным с внутренним отверстием, с наконечником и подвижным сердечником и установлен на направляющей поступательного перемещения в виде роликовой беззазорной направляющей качения, заполненной вязкой жидкостью и имеющей герметизирующую мембрану. Магнитопровод с катушками индуктивности и исполнительный механизм расположены в общем корпусе. Внутри отверстия измерительного стержня закреплена плоская пружина с накладкой из фрикционного материала. Последняя контактирует с торцом винта, установленного неподвижно в боковом резьбовом отверстии корпуса преобразователя неподвижно в направлении продольной оси измерительного стержня. В результате уменьшаются погрешности измерения линейных размеров изделий при выполнении статических и динамических измерений с доведением их до допустимых значений. 1 з.п.ф-лы, 2 ил.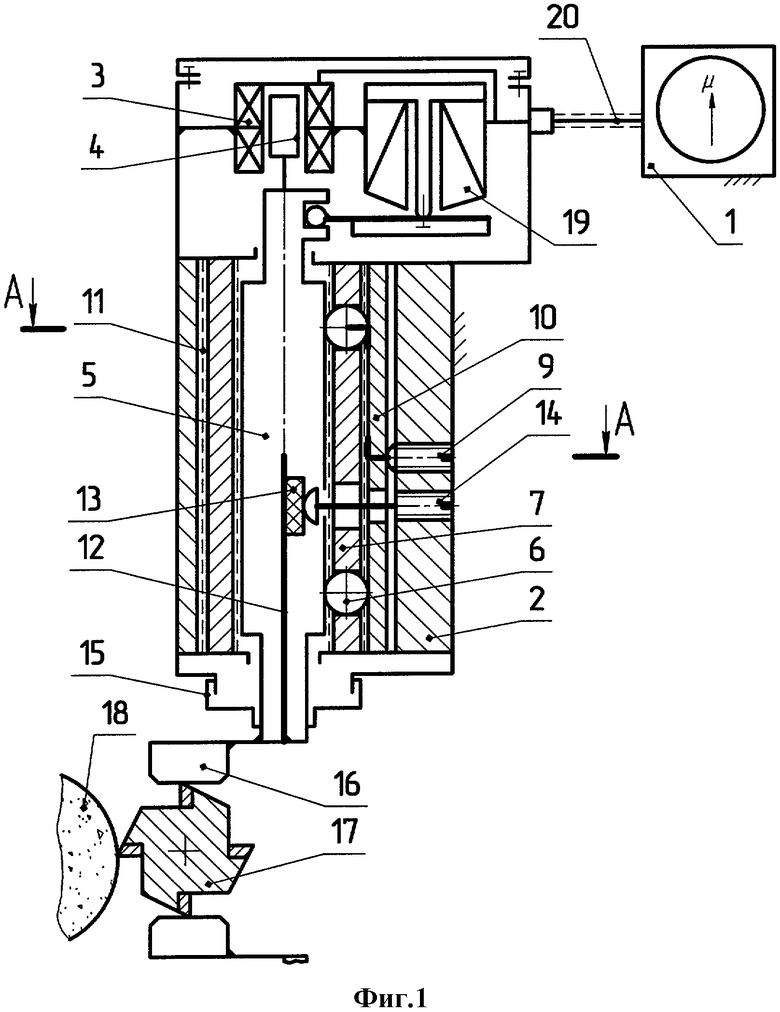
| Устройство для линейных измерений | 1986 |
|
SU1328157A1 |
| ИЗМЕРИТЕЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2140058C1 |
| ТРЕХКОНТАКТНОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ | 0 |
|
SU179950A1 |
| Судно ледового плавания | 1947 |
|
SU118728A1 |
| US 3793775 A, 26.02.1974. | |||

