Изобретение относится к машино-, станко- и приборостроению и предназначено для автоматического контроля размеров, шероховатости поверхности и температуры изделий, в первую очередь, с прерывистой поверхностью (золотников, плунжеров, шестерен, шлицевых и гладких валиков, сверл, фрез, зенкеров, разверток, метчиков, калибров, концевых мер длины, протяжек и др.) на операциях шлифования на кругло-, плоско- и других типах шлифовальных станков.
Современные контактные приборы активного контроля (ПАК) в процессе обработки изделия с прерывистой поверхностью должны включать для наконечника: датчик перемещений и управляемый фрикционный привод.
Датчики перемещений наконечника ранее массово создавали на основе индуктивных преобразователей с точностью на уровне 1-5 мкм, а теперь все чаще используют более точные оптические и в т.ч. растровые датчики.
Управляемые фрикционные приводы должны обеспечивать двунаправленное управляемое активное движение наконечника и возможность фрикционного проскальзывания в виде обратного, пассивного движения при ударном его выталкивании выступами перемещаемой детали.
Исследованиями показано, что для гарантированного механического контакта изделия и наконечника скорость движения последнего vн должна быть на (10…15)% больше скорости съема vс припуска с изделия, т.e. vн=(1,10…1,15)⋅vс (Леун В.И. «Повышение эффективности технологии изготовления и точности измерения линейных размеров прецизионных деталей приборов, машин и изделий инструментального производства средствами автоматического контроля». Докт. диссерт. С-Петербург, 1994). При проектировании ПАК учитывают значения vс для разных этапов обработки: для чернового шлифования - vчерн=200…500 мкм/с; для чистового шлифования - vчист=10…50 мкм/с; для выхаживания vвых=0,5…2,0 мкм/с.
Таким образом, для управляемых фрикционных приводов в ПАК, создаваемых, как правило, на основе гидро-, пьезо- и электроприводов необходимо управлять скоростью движения наконечника vн в широких пределах с соотношением скоростей для этапов чернового шлифования и выхаживания - vчерн/vвых=1000. А с учетом потребности быстрого приближении к детали со скоростью не менее ~5 мм/с перед началом измерений это соотношение будет еще выше.
Одноконтактные ПАК более наглядны, поэтому для лучшей демонстрации предлагаемого будет представлен именно этот вариант.
Известен способ активного контроля линейных размеров изделий с прерывистыми поверхностями (способ-аналог), реализованный на основе устройства для линейных измерений (АС СССР №1328157, МПК B23Q 15/00, опубл. в бюл. №4, 10.02.2008), используют подвижный измерительный стержень с закрепленным на нем наконечником, фиксируют измерительный стержень от его поворотов вокруг своей оси, используют управляемый регулятор скорости на основе пьезопривода, связанного через фрикционную связь с измерительным стержнем, посредством этого пьезопривода управляют направлением и скоростью линейного движения наконечника, задают скорость движения наконечника в направлении по нормали к вращающейся (или перемещающейся) поверхности изделия, состоящей из выступов и впадин, обеспечивают механический контакт между изделием и наконечником, с помощью неподвижного магнитопровода с катушками индуктивности и подвижного сердечника, установленного на измерительном стержне, преобразуют текущую координату наконечника в электрический сигнал, по значению которого судят о линейном размере изделия, индицируют линейный размер изделия.
Недостатками данных способа-аналога являются:
1) ограничение точности измерений
- наводок и помех от высокочастотного высоковольтного сигнала управления пьезопривода,
- из-за температурных погрешностей наконечника и изделия,
- из-за зависимости от ширины впадин между выступами глубины западания наконечника в них при постоянной скорости его движений для изделий с нерегулярной прерывистой поверхностью,
2) ограничение функциональных возможностей из-за невозможности:
- измерения шероховатости Ra и угла наклона α поверхностей выступов,
- проведения бесконтактных измерений,
- синхронизации измерений от перемещения выступов изделия,
- управления параметрами фрикционного проскальзывания наконечника.
3) сложная схема как управляемого регулятора скорости при его сборке, настойке и юстировке, так и схемы управления высоковольтного (напряжение сигнала управления ~1000-2000 В) пьезопривода.
Известен способ активного контроля линейных размеров изделий (способ-аналог), реализованный на основе устройства для активного контроля линейных размеров изделий (патент RU 2316420, МПК В24В 49/00, 10.02.2008), который заключается в том, что используют трехгранный подвижный измерительный стержень со сквозным отверстием с закрепленным на нем подвижным сердечником, а на его торце наконечником, за счет использования трех граней измерительного стержня фиксируют от его поворотов вокруг своей оси, используют управляемый регулятор скорости на основе электромагнитного исполнительного механизма, связанного через фрикционную связь с измерительным стержнем, посредством электромагнитного исполнительного механизма управляют направлением и скоростью линейного движения наконечника, задают скорость движения наконечника в направлении по нормали к перемещающейся поверхности изделия, состоящей из выступов и впадин, обеспечивают механический контакт между изделием и наконечником, с помощью подвижного сердечника и магнитопровода с катушками преобразуют текущую координату наконечника в электрический сигнал, по значению которого судят о линейном размере изделия, индицируют линейный размер изделия.
Недостатками данного способа-аналога являются:
1) ограничение точности измерений
- из-за температурных погрешностей наконечника и изделия,
- из-за зависимости от ширины впадин между выступами глубины западания наконечника в них при постоянной скорости его движений для изделий с нерегулярной прерывистой поверхностью,
2) ограничение функциональных возможностей из-за невозможности:
- измерения шероховатости Ra и угла наклона α поверхностей выступов,
- проведения бесконтактных измерений,
- синхронизации измерений от перемещения выступов изделия,
- управления параметрами фрикционного проскальзывания наконечника.
Наиболее близким по количеству общих признаков и по технической сущности предлагаемому изобретению является способ активного контроля линейных размеров в процессе обработки изделия, выполненного с впадинами и выступами на поверхности (способ-прототип, патент RU 2557381, МПК В24В 49/00, G01B 7/12, 10.06.2015), включающий использование связанного фрикционно с приводом и зафиксированного от поворотов подвижного измерительного стержня со сквозным отверстием и наконечником, закрепленным на его торце своей тыльной стороной, линейное перемещение наконечника с заданной скоростью в направлении к поверхности изделия до возникновения механического контакта между изделием и лицевой поверхностью наконечника с образованием рабочей зоны, формирование электрического сигнала, характеризующего текущую координату наконечника, и использование этого сигнала для расчета линейного размера изделия с индикацией его значения, используют наконечник из оптически прозрачного материала с защитным покрытием, нанесенным на его внешней лицевой поверхности с образованием отверстия, соответствующего зоне контакта наконечника с изделием, посредством лазерного излучения создают входной световой поток, который направляют через сквозное отверстие измерительного стержня и освещают им под заданным углом падения внутреннюю сторону лицевой поверхности наконечника, при этом в зоне контакта наконечника с изделием формируют отраженный световой поток и тепловой поток, интенсивность которого связана с температурой наконечника, направляют упомянутые потоки через упомянутое отверстие измерительного стержня для измерения их параметров, отделяют отраженный световой поток от теплового, преобразуют измеряемый параметр отраженного светового потока в электрический сигнал для расчета текущей координаты наконечника, измеряют интенсивность теплового потока и формируют второй электрический сигнал, связанный с текущей температурой наконечника, с учетом которого корректируют значение линейного размера обрабатываемого изделия.
В этом способе-прототипе также входной световой поток радиально смещают от оси измерительного стержня, на внутренней стороне боковой поверхности наконечника выделяют две противоположные рабочие площадки с заданными углами наклона и используют их в качестве первой и второй зон отражения, освещают входным световым потоком первую зону отражения, передают входной световой поток внутри наконечника ко второй зоне отражения для создания отраженного светового потока.
Кроме того, в этом способе-прототипе число зон отражения устанавливают больше двух и включают в это число зон рабочую зону отражения.
Помимо этого, в данном способе-прототипе входной световой поток радиально смещают от продольной оси измерительного стержня, перед тыльной поверхностью наконечника устанавливают оптическую систему, с помощью которой отклоняют распространяющийся входной световой поток для освещения рабочей зоны отражения в наконечнике и формируют отраженный световой поток, отклоняющийся оптической системой.
Также в этом способе-прототипе задают значение угла падения входного светового потока на рабочую зону отражения в наконечнике.
В этом способе-прототипе также в качестве измеряемого параметра отраженного светового потока используют фазовый набег.
Недостатками этого способа-прототипа являются следующие:
1) ограничение точности измерений
- из-за температурной погрешности изделия,
- из-за зависимости от ширины впадин между выступами глубины западания наконечника в них при постоянной скорости его движений для изделий с нерегулярной прерывистой поверхностью,
2) ограничение функциональных возможностей из-за невозможности:
- измерения шероховатости Ra и угла наклона α поверхностей выступов,
- проведения бесконтактных измерений,
- синхронизации измерений от перемещения выступов изделия,
- управления параметрами фрикционного проскальзывания наконечника.
Техническими задачами предлагаемого изобретения являются повышение точности измерений и расширение функциональных возможностей.
Указанная задача обеспечиваются тем, что способ активного контроля размеров, шероховатости поверхности и температуры в процессе обработки изделия, выполненного с впадинами и выступами на поверхности, включающий использование связанного фрикционно с приводом и зафиксированного от поворотов подвижного измерительного стержня со сквозным отверстием и наконечником, закрепленным на его торце своей тыльной стороной, линейное перемещение наконечника в направлении к поверхности изделия, формирование электрического сигнала, характеризующего текущую координату наконечника, и использование этого сигнала для расчета линейного размера изделия с индикацией его значения, использование наконечника из оптически прозрачного материала с защитным покрытием, нанесенным на его внешней лицевой поверхности с образованием отверстия, соответствующего зоне контакта наконечника с изделием, создание посредством лазерного излучения входного светового потока с его направлением через сквозное отверстие измерительного стержня, освещением им внутренней стороны лицевой поверхности наконечника, отражением от нее с появлением в зоне контакта наконечника с изделием отраженного светового потока, формированием наконечником теплового потока, интенсивность которого связана с его температурой, использование отраженного светового потока для создания выходного электрического сигнала, измерение интенсивности теплового потока и формирование второго выходного электрического сигнала, связанного с текущей температурой наконечника, корректировкой с учетом этого значения размера изделия, обеспечивают между изделием и лицевой поверхностью наконечника с образованием рабочей зоны механический контакт или зазор для осуществления соответственно контактных или бесконтактных измерений, освещение внутренней стороны лицевой поверхности наконечника осуществляют фокусированным входным световым потоком с расположением его фокуса вне наконечника, при этом наконечником принимают второй тепловой поток, формируемый изделием,
интенсивность которого связана с температурой изделия, и направляют этот поток вместе с первым тепловым потоком, причем выделяют часть отраженного светового потока и формируют на его основе первый отраженный световой поток, который вместе с двумя тепловыми потоками направляют вдоль оси сквозного отверстия измерительного стержня для измерения, при этом выбирается фиксированное значение погружения наконечника во впадины между выступами и осуществляют синхронизацию этих погружений наконечника по движению впадин и выступов изделия, причем отделяют два тепловых потока от первого отраженного светового потока, измеряют его с синхронизацией по движению впадин и выступов изделия, а в результате этого судят о текущей координате наконечника во время механического контакта между изделием и наконечником, при этом с тыльной стороны наконечника размещают оптические элементы, которыми выделяют из отраженного светового потока, по меньшей мере, две разные боковые части, преимущественно, в вертикальной плоскости, в виде второго и третьего отраженных световых потоков, направляя их через сквозное отверстие измерительного стержня, радиально смещенными, по разные стороны от его оси, преобразуя в третий и четвертый выходные электрические сигналы с измерением этих сигналов и соответственно интенсивности второго и третьего отраженных световых потоков с синхронизацией по движению впадин и выступов изделия, по уровням которых судят об индикатрисе отражения и ее наклоне и соответственно о шероховатости Ra и угле наклона α поверхности выступов, при этом посредством вышеупомянутого лазерного излучения создают второй входной световой поток, который направляют через сквозное отверстие измерительного стержня радиально смещенным с одной стороны от его оси, преимущественно, в горизонтальной плоскости, и освещают им внутреннюю сторону лицевой и/или боковой поверхностей наконечника и формируют на них, по меньшей мере, одну зону отражения с полным внутренним отражением и созданием четвертого отраженного светового потока, который
направляют через сквозное отверстае измерительного стержня, преимущественно, также в горизонтальной плоскости, фазовый сдвиг которого преобразуют в пятый выходной электрический сигнал, по изменениям которого судят о перемещении наконечника, при этом для двух тепловых потоков осуществляют фотоэлектрическое преобразование с разделением друг от друга для измерений их интенсивностей, измеряют интенсивность второго теплового потока, и формируют шестой выходной электрический сигнал, по которому судят о температуре изделия, с учетом чего корректируют значение размеров изделия, причем управляют с помощью привода скоростью перемещения наконечника и меняя посадку и характер резьбового соединения измерительного стержня, осуществляют синхронизацию изменений параметров последней по движению впадин и выступов изделия, при этом отводят наконечник от изделия с измерением его перемещений и располагают вблизи фокуса первого входного светового потока.
Другим отличием изобретения является то, что привод создают на основе механически соединенных электродвигателя, редуктора с возможностью изменения передаточного отношения электрическим сигналом, фрикционно-винтового механизма, связывающего вал редуктора с измерительным стержнем и преобразующего вращение первого в линейное перемещение второго, при этом фрикционно-винтовой механизм реализуют на основе винтовой передачи с резьбовым соединением, причем задают параметры и их значения резьбового соединения, а в качестве измеряемого параметра первого отраженного светового потока используют интенсивность и фазовый сдвиг.
Еще одним отличием изобретения является то, что для изменения посадки в резьбовом соединении винтовой передачи фрикционно-винтового механизма используют, по меньшей мере, один подвижный элемент с
возможностью изменения его толщины и/или формы от изменений электрического сигнала.
Предлагаемый способ поясняется рисунками.
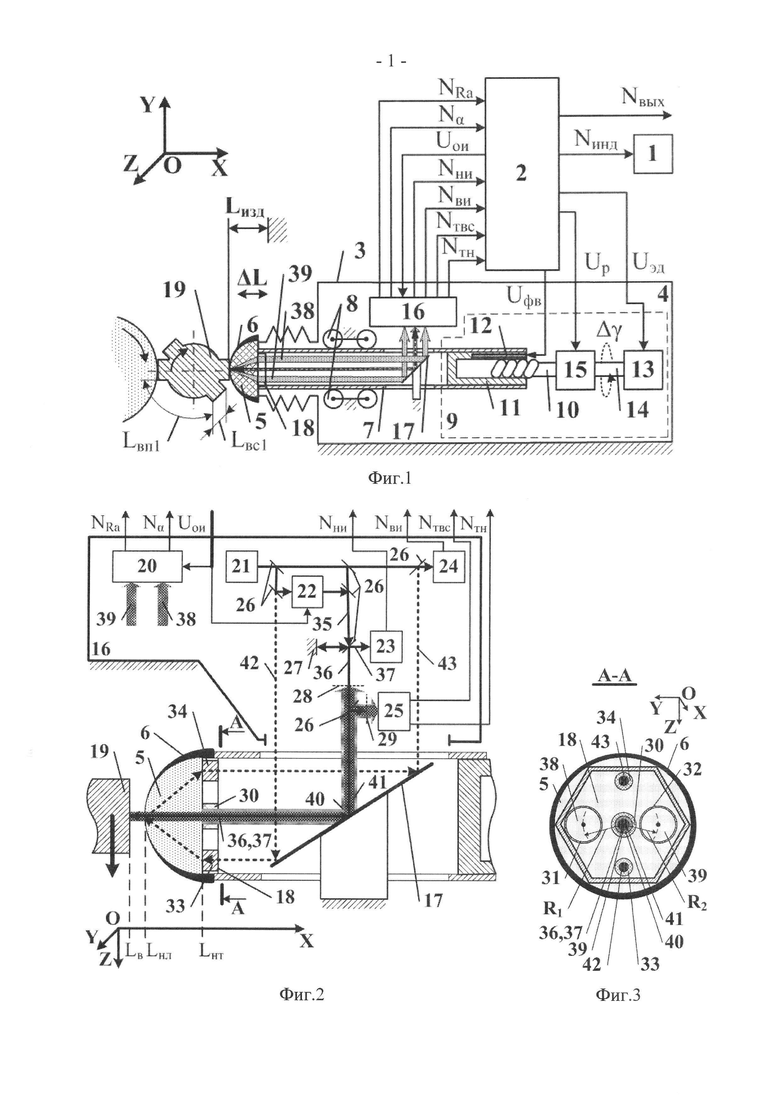
Фиг. 1 представляет устройство, реализующее предлагаемый способ.
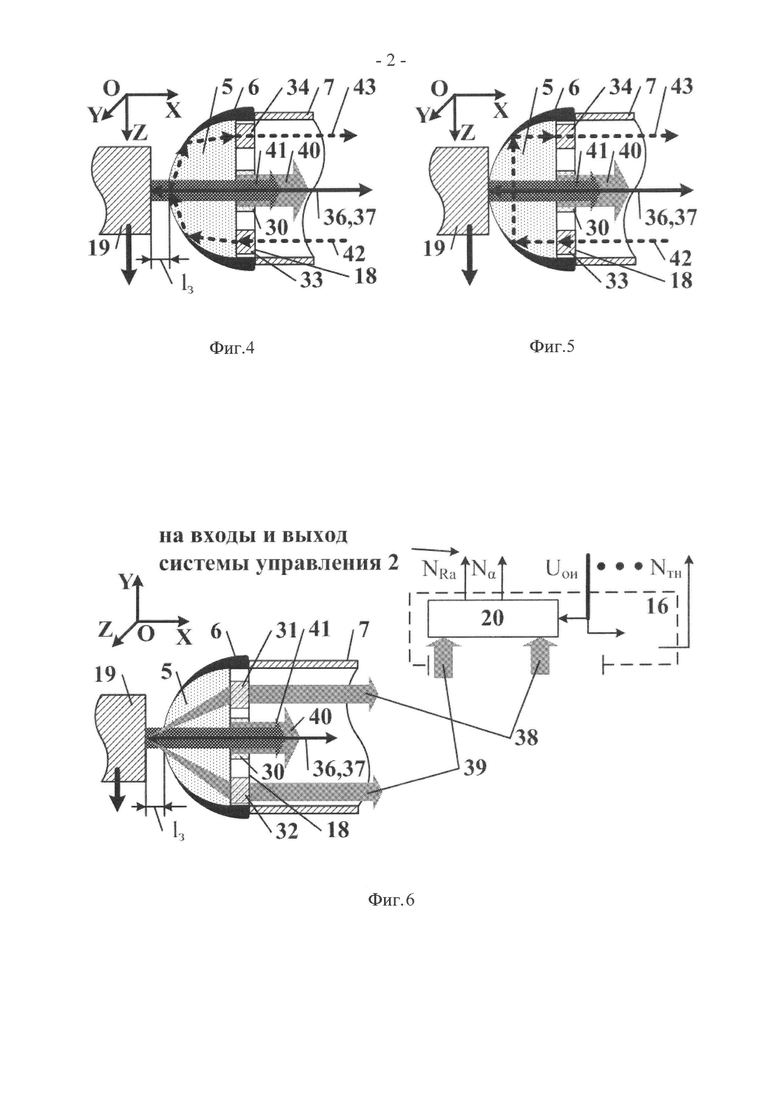
На фиг. 2 изображена оптическая схема устройства при бесконтактных измерениях, где Lв, Lнл и Lнт - координаты поверхности выступа, лицевой и тыльной поверхностей наконечника.
Фиг. 3 показывает с тыльной стороны наконечника оптическую систему и прохождение через него оптических (световых) и тепловых потоков.
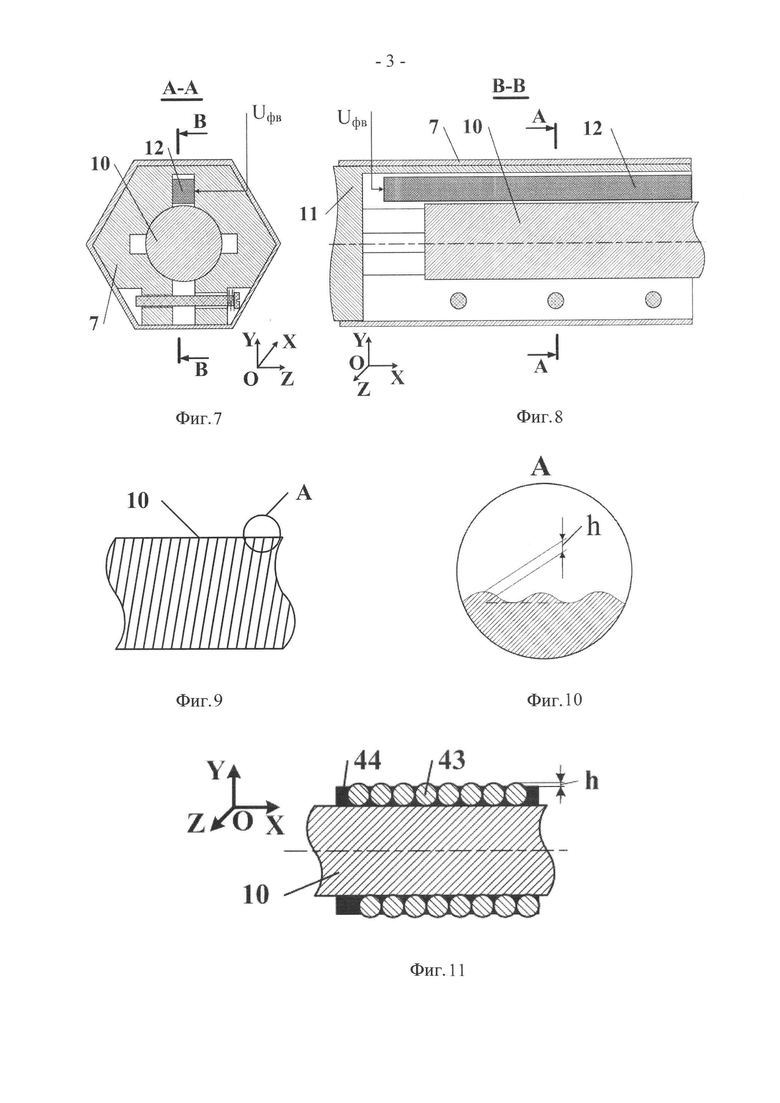
На фиг. 4 и 5 изображены схемы прохождения оптических потоков с освещением (фиг. 4) и без освещения (фиг. 5) рабочей зоны.
Фиг. 6 демонстрирует ход оптических и тепловых потоков в процессе бесконтактных измерений.
На фиг. 7 и 8 изображен фрикционно-винтовой механизм в поперечном А-А (фиг. 7) и продольном В-В (фиг. 8) разрезах с подвижным элементом на основе пьезопластины.
На фиг. 9-11 показаны варианты винта: при создании резьбы вибронакатыванием (фиг. 9, 10) или путем намотки на стержень проволоки с заливкой ее компаундом (фиг. 11).
На фиг. 1 изображены индикатор 1, система управления 2, измерительный преобразователь 3, состоящий из корпуса 4, наконечника 5 с защитным покрытием 6, закрепленного на подвижном измерительном стержне 7 с возможностью линейных перемещений ΔL с помощью направляющей 8, привода 9, включающий фрикционно-винтовой механизм, созданный на основе винта 10, фрикционного элемента 11, подвижного элемента 12, электродвигателя 13 с ротором 14, механически связанным со валом редуктора 15; оптический измеритель 16, неподвижное зеркало 17, оптическая система 18, изделие 19 с прерывистой поверхностью, шлифовальный круг (не обозначен).
Оптический измеритель 16 (фиг. 2) имеет электрические вход и шесть выходов, окно для приемопередачи оптических, тепловых потоков и состоит из измерителя параметров поверхности 20, лазера 21, модулятора разности хода 22, низкогерентного 23 и высококогерентного 24 измерителей, пирометра 25, семи светоделителей 26, зеркала 27 и двух оптических фильтров 28 и 29.
Наконечник 5 выполнен из высокопрочного оптически прозрачного материала: алмаз, рубин, сапфир, карбид кремния или представителей корундовых кристаллов и условно имеет лицевую (спереди), боковую (сбоку) и тыльную (сзади) поверхности. Его лицевая и боковая поверхности могут иметь криволинейную выпуклую форму, близкую по форме к плоской в области, непосредственно прилегающей к зоне контакта с изделием 19 - рабочей зоне с ∅≤1-3 мм. Наконечник 5 используется одновременно в качестве отражателя оптического потока, распространяющегося внутри устройства, и окна для приемопередачи внешних оптических и тепловых потоков и может быть плоско-выпуклой собирающей линзой, а его тыльная поверхность с креплением к измерительному стержню 7 может быть плоской и иметь отражающее напыление.
Защитное покрытие 6 имеет отверстие по месту и размеру зоны контакта наконечника 5 с изделием 19 и защищает большую часть его внешней поверхности от механических воздействий, налипания стружки, результатов металлообработки, остатков смазочно-охлаждающей жидкости (СОЖ) и создает условия полного внутреннего отражения для оптических потоков.
Измерительный стержень 7 может быть выполнен в виде шестигранной трубки, встроенной в направляющую 8 поступательного перемещения, преимущественно качения, предотвращающей его повороты вокруг своей оси. С одной стороны он прикреплен к наконечнику 5 при герметизации эластичной гофрированной трубкой, а с другой стороны в него введен фрикционный элемент 11.
Привод 9 включает фрикционно-винтовой механизм, состоящий из соединения винтового стержня 10 (условно - «винт») с фрикционным элементом 11. Винтовой стержень 10 выполнен в виде цилиндра с наружной резьбой, скругленной на вершинах подобной круглой резьбе или резьбе Эдисона, с малой высотой выступов h, преимущественно, не более 100 мкм. На него надет фрикционный элемент 11 (условно - «гайка»), подобный втулке или чашке, прикрепленный к измерительному стержню 7, внутренняя поверхность которого может быть также резьбу, сопряженную с винтом 10. В паре винт 10-фрикционный элемент 11 последний может быть изготовлен из менее твердого материала, образуя пары в т.ч. материалы с малым трением, например, нержавеющая сталь - фторопласта и другие подобные.
Вдоль фрикционного элемента 11 встроен электрически управляемый подвижный элемент 12, например, на основе пьезопластин (фиг. 1, 8), электрический вход с сигналом Uфв, подключенный ко второму выходу системы управления 2. Изменение сигнала Uфв меняет толщину или форму подвижного элемента 12, усиливая или ослабляя обжимание винта 10 фрикционным элементом 11 и меняя посадку, характер резьбового соединения от зазора до натяга (фиг. 7, 8).
Соединение винта 10 и фрикционного элемента 11 создает винтовую передачу «винт-гайка» с преобразованием углового поворота Δγ первого в линейное перемещение ΔL второго и с возможностью его фрикционного проскальзывания при воздействии на наконечник 5.
В одном из вариантов реализации предлагаемого способа сквозное отверстие создано также в фрикционном элементе 11, винте 10, редукторе 15 и роторе 14 электродвигателя 13 с возможностью распространения оптических и тепловых потоков внутри них насквозь и размещения оптического измерителя 16 за последним.
В другом варианте резьбовые поверхности винта 10 и фрикционного элемента 11 могут быть соответственно внутренней и наружной, образуя соединение «гайка-винт».
Электродвигатель 13 может быть шаговым и используется для двусторонних поворотов Δγ своего ротора 14 по сигналу Uэд.
Редуктор 15 передает вращение ротора 14 на винт 10 с возможностью изменения передаточного отношения kp по сигналу Up.
Оптический измеритель 16 применяется для измерения положения поверхности выступов изделия 19 и наконечника 5, температуры выступов изделия 19 и наконечника 5, перемещений последнего, шероховатости поверхностей Ra выступов и их угла наклона α, вокруг оси OZ. Он имеет электрических шесть выходов с сигналами NRa, Nα Nни, Nви, Nтвс, Nти и один вход с сигналом Uои для синхронизации измерений.
Зеркало 17 прикреплено к корпусу 4 и установлено внутри измерительного стержня 7, через прорезь в котором оптически связывает оптический измеритель 16 и наконечник 5.
Оптическая система 18 (фиг. 3) включает пять оптических элементов: центральный и две пары боковых, размещенных, как вариант, вместе на одной подложке подобно линзе Френеля и прикреплена к тыльной поверхности наконечника 5.
Первый оптический элемент 30 является центральным и собирающей линзой, фокусируя оптические и тепловые потоки в т.ч. вместе с наконечником 5 с фокусом на расстоянии 0,5-1,5 мм вне его.
Первая пара, т.е. второй 31 и третий 32 боковые оптические элементы расположены на расстояниях R1 и R2 по разные стороны от центра оптической системы 18, используются для углового отклонения и фокусирования двух отраженных оптических потоков, следующих, преимущественно, в плоскости XOY, применяемых для измерения шероховатости и угла наклона поверхностей выступов. Фокус этих оптических элементов совмещен с фокусом первого оптического элемента 30.
Вторая пара, т.е. четвертый 33 и пятый 34 боковые оптические элементы расположены симметрично относительно центра оптической системы 18 и применяются подобно оптическим клиньям для углового отклонения оптических потоков, применяемым для измерения перемещения ΔL наконечника 5, следующих, преимущественно, в плоскости XOZ.
В данном способе используются низкогерентный 23 и высококогерентный 24 измерители, являющиеся основой соответствующих интерферометров. Они работают на разных принципах действия и обладают разным набором достоинств и недостатков, не дублируя друг друга, повышая универсальность, информативность, надежность и точность контактных и бесконтактных измерений.
Низкогерентный измеритель 23 вместе с оптической схемой, описанной далее, представляет собой т.н. низкогерентный интерферометр или интерферометр «белого света», работающий, как правило, в импульсном режиме по сигналу синхронизации Uои. С его помощью измеряют положение поверхностей изделий в условиях ограничения когерентности оптических потоков: отраженных от шероховатых поверхностей и/или при прохождении их через СОЖ (или ее паровоздушной смеси) в бесконтактных измерениях.
Высококогерентный измеритель 24 вместе с оптической схемой образует интерферометр Майкельсона, применен для измерения в выбранной системе координат перемещений наконечника 5, являющегося отражателем.
Пирометр 25 измеряет температуры Твс выступов изделия 19 и Тн наконечника 5 по интенсивности тепловых потоков, излучаемых ими и формирует выходные сигналы Nтвс, Nтн, следующие на пятый и шестой входы системы управления 2 для корректировки результатов измерений.
Оптические фильтры 28 и 29 используются для спектрального разделения пространственно совмещенных оптических и тепловых потоков, следующих от наконечника 5. Первый настроен на длину волны λo лазера 21, которая, обычно, бывает из ряда наиболее часто используемых 0,63 мкм, 1,06 мкм, 10,6 мкм, а второй - на длину волны λт тепловых потоков в стандартном для пирометров инфракрасном (ИК) спектральном диапазоне ~3-15 мкм.
Система управления 2 имеет по шесть электрических входов и выходов. Все ее входы соединены с шестью соответствующими выходами с сигналами NRa, Nα Nни, Nви, Nтвс, Nтн оптического измерителя 16, а ее выходы используются следующим образом: первый с сигналом Uои подключен ко входу оптического измерителя 16, второй с сигналом Uфв подключен ко входу подвижного элемента 12 в приводе 9, выходы с сигналами: третий Up, четвертый Uэд и пятый Nинд - подключены соответственно к редуктору 15, электродвигателю 13 и индикатору 1, а шестой выход Nвых используется для выдачи сводной информации.
В статике при формировании сигналов данный способ, реализованный на круглошлифовальном станке, осуществляют следующим образом.
В начальный момент времени сигналы Uфв, Uмп и Uэд, поступающие со второго, третьего и четвертого выходов системы управления 2 на входы привода 9 и, соответственно, редуктора 15 и электродвигателя 13 не меняются, а измерительный стержень 7 и наконечник 5 неподвижны.
Положения поверхностей выступов изделия 19 и наконечника 5 измеряются с помощью низкогерентного интерферометра следующим образом.
Для удобства описания принимается, что термин оптический поток используется для случаев входа/выхода их из цельных, законченных блоков, узлов и т.д., а при их делении, в основном, используется термин - часть, доля и т.п. При контакте лицевая поверхность наконечника 5 совмещена с поверхностью выступа изделия 19 без зазора.
Нумерация светоделителей 26 следующая (фиг. 2):
- первый, второй и седьмой светоделители расположены последовательно по прямой, вдоль оптического потока, сформированного лазером 21 и следующего на вход высококогерентного измерителя 24,
- четвертый светоделитель расположен напротив оптического входа модулятора разности хода 22,
- третий (напротив выхода модулятора разности хода 22), пятый (напротив входа низкокогерентного измерителя 23) и шестой (напротив входа пирометра 25) светоделители расположены вдоль части оптического потока, изменившего свое направление после второго светоделителя.
Итак, в оптическом измерителе 16 (изображен на фиг. 2) лазер 21 излучает когерентный оптический поток длиной волны λо, который поступает на входы низкогерентного и высококогерентного интерферометров. Состав и принцип действия последнего рассмотрены далее при описании измерений перемещений ΔL наконечника 5. Низкогерентный интерферометр включает в себя низкогерентный измеритель 23 и два разбалансированных друг относительно друга интерферометра: опорный и измерительный (не обозначены).
В опорном интерферометре делением оптического потока от лазера 21 первым светоделителем 26 на две части формируются опорное и сканирующее плечи (фиг. 2) со следующими маршрутами:
- первый светоделитель 26 → второй светоделитель 26 → третий светоделитель 26 = опорное плечо,
- первый светоделитель 26 → четвертый светоделитель 26 → модулятор разности хода 22 → третий светоделитель 26 = сканирующее плечо.
Длина опорного плеча неизменна, а длина сканирующего плеча сигналом Uои с первого выхода системы управления 2 может быть изменена модулятором разности хода 22. В качестве таких модуляторов могут использоваться специальные волоконные фазовые модуляторы с частотой модуляции fмод, как минимум, до 300 кГц, например, с циклом измерений до ≈3 мкс и разностью хода до ~6000 рад, что для λo≈1,5 мкм составляет около 1,5 мм (Коваленко В.Г. Цельноволоконные резонансные фазовые модуляторы для высокоточных интерферометрических датчиков: Автореф. дис. на соиск. учен. степ, к.ф.-м.н.: Спец. 01.04.03 Ин-т радиотехники и электроники. - М.: 2005., Губин В.П., Коваленко В.Г., Сазонов А.И., Старостин Н.И. Пьезоволоконный фазовый модулятор света с пониженным уровнем поляризационной модуляции / Письма в ЖТФ, 2002, том 28, вып. 7, с. 78-83.).
Итак, на третьем светоделителе 26 опорного интерферометра формируется оптический поток 35, состоящий из двух частей от опорного и сканирующего плечей с модулируемой разностью хода Δlои между ними. Этот поток далее следует в измерительный интерферометр к пятому светоделителю 26, первое стабильное плечо которого является опорным (и может включать световод) и образовано прохождением света между неподвижным зеркалом 27 и пятым светоделителем 26. Второе - переменное плечо, являющееся измерительным, включает путь света от пятого светоделителя 26 к наконечнику 5 и изделию 19 с последовательным прохождением, оптического фильтра 28, шестого светоделителя 26 и после отражения от зеркала 17 и прохождения вдоль оси сквозного отверстия измерительного стержня 7, оптический элемент 30 и далее через наконечник 5. Так на выходе измерительного интерферометра, т.е. после пятого светоделителя 26 формируется первый входной оптический поток 36, состоящий из нескольких частей, следующий в направлении наконечника 5.
Оптическим элементом 30 входной оптический поток 36 фокусируется с расположением фокуса в виде перетяжки оптического потока диаметром не более 50-500 мкм на расстоянии не более 0,5-1,5 мм за пределами лицевой поверхности наконечника 5.
Отражающими поверхностями при прохождении выступов изделия 19 мимо наконечника 5 для этого потока выступают:
- для контактных измерений - тыльная и лицевая поверхности наконечника 5, последняя из которых совмещена с поверхностью выступа изделия 19 (фиг. 1, 5),
- для бесконтактных измерений - тыльная и лицевая поверхности наконечника 5, а также поверхность выступов изделия 19 (фиг. 2, 4, 6).
При контактных измерениях лицевая поверхности наконечника 5 совмещена с поверхностью выступа изделия 19 (фиг. 1, 5) и сходящийся первый входной оптический поток 36 освещает шероховатую поверхность выступа и, отразившись, следует обратно отраженным оптическим потоком с определенной индикатрисой отражения. Она имеет пространственное распределение интенсивности в пределах телесного угла, которое зависит, в первую очередь, от шероховатости Ra и угла наклона а поверхности этого выступа.
Первая, вторая и третья части этого отраженного оптического потока выделяются первым 30, вторым 31 и третьим 32 оптическими элементами (фиг. 6) и формируют соответственно первый 37, второй 38 и третий 39 отраженные оптические потоки, направляемые на зеркало 17. При этом в первый отраженный оптический поток 37 после прохождения наконечника 5 добавляется часть первого входного оптического потока 36, отраженная от его тыльной поверхности.
При бесконтактных измерениях, когда между лицевой поверхностью наконечника 5 и поверхностью выступа изделия 19 имеется зазор lз, то первый отраженный оптический поток 37 после наконечника 5 будет состоять из трех частей, отраженных от тыльной и лицевой поверхностей наконечника 5 и поверхности выступа изделия 19 (фиг. 2, 4, 6).
Итак, первый отраженный оптический поток 37 следует обратно и последовательно проходит в обратном порядке вышеуказанные оптические элементы: оптический элемент 30 → зеркало 17 → шестой светоделитель 26 → оптический фильтр 28. В итоге, освещая пятый светоделитель 26 и пространственно совмещаясь вместе с частью оптического потока, отраженного от зеркала 27 попадает на вход низкогерентного измерителя 23. В итоге в измерительном интерферометре формируется разность хода между опорным и измерительным плечами - Δlии.
Второй 38 и третий 39 отраженные оптические потоки применяются для измерения шероховатости Ra и угла наклона α поверхностей выступов и их участие в процессе измерений описано далее в соответствующих разделах.
Алгоритм работы низкогерентного измерителя 23 основан на сканирующих модуляциях длины хода опорного интерферометра Δlои модулятором разности хода 22 за счет модуляции сигнала Uои и фиксации его значения соответствующих разным частям первого отраженного оптического потока 37 по максимумам интенсивности (контраста), формируемых интерференционных сигналов для нулевой разности хода Δlои-Δlии≈0 и интерференционным измерениям по фазовому сдвигу в небольшом диапазоне вблизи этого условия. Таким образом, на примере бесконтактных измерений в пределах цикла модуляции Uои может быть определено положение нескольких поверхностей, формирующих части первого отраженного оптического потока 37: координаты выступа Lв (с определением размера изделия Lизд), лицевой Lнл и тыльной Lнт поверхностей наконечника 5 (фиг. 2). Можно также определить зазор lз между наконечником 5 и выступом изделия (при бесконтактных измерениях), значение отрыва наконечника 5 от выступа изделия (при контактных измерениях), толщину и износ наконечника 5. При этом на третьем входе оптического измерителя 16 формируется цифровой сигнал Nни, являющийся первым выходным электрическим сигналом, содержащим информацию об измеренных параметрах, поступающий на третий вход системы управления 2.
Подобные схемные решения уже апробированы для работы в т.ч. с диффузно отражающими поверхностями (АС СССР 1758421, МПК G01B 11/24, 30.08.1992), а также в волоконно-оптическом исполнении (Галкин С.Л., Игнатьев А.В., Бабаджан А.И. Волоконно-оптический датчик линейных перемещений. Приборы и системы управления. 1992, №2, с. 24, R. Claus White-light scanning fiber Michelson interferometer for absolute position-distance measurement. Optics Letters, 1995, v. 20, №7, pp. 785-787, патент RU 2147728, МПК G01B 11/06, G01B 9/02, 20.04.2000, Иванов B.B. Развитие методов низкокогерентной волоконно-оптической интерферометрии: Автореф. дис. на соиск. учен. степ, к.ф.-м.н.: Спец. 01.04.01 Институте физики микроструктур РАН, Нижний Новгород - 2005.) и позволяют достичь точности измерений на уровне, как минимум, ≈λo/4-λo/2, что для λo≈1,5 мкм составить ≈0,4-0,8 мкм.
Конструкция низкогерентного интерферометра может быть незначительно изменена для улучшения режима работы и получаемых характеристик. Так, для повышения доли света, отраженного от тыльной поверхности наконечника 5, на нее может быть нанесено отражающее покрытие или подобрано сочетание оптических параметров: материал наконечника 5 с нужными прозрачностью, коэффициентом преломления для используемой длины волны лазера λo Также в одно из плеч измерительного интерферометра, например, между пятым светоделителем 26 и зеркалом 27 может быть введен световод, уменьшающий длину когерентности оптических потоков и увеличивающий длину этого плеча.
Измерения шероховатости поверхностей Ra выступов изделия 19 является дополнительной функциональной возможностью данного способа. Так, например, шероховатость Ra для передних и задних поверхностей главных режущих кромок и фасок фрез может находиться в диапазоне 0,3-3 мкм. Для сверл и зенкеров параметр Ra шероховатости поверхности может быть не выше, чем 5-10 мкм, а для различных конструкций разверток 0,1-5 мкм (Справочник технолога-машиностроителя. Под ред. Дальского A.M., Суслова А.Г., Косиловой А.Г., Мещерякова Р.К. В 2-х томах. 5-е издание, Машиностроение, 2001).
Как и описано выше, второй 31 и третий 32 оптические элементы, расположенные на разных расстояниях R1 и R2 от центра оптической системы 18 (фиг. 1, 3, 6), выделяют два разных локальных угловых сектора отраженного оптического потока, следующего от поверхности выступа изделия 19. Далее этими оптическими элементами осуществляется угловое отклонение и фокусирование двух выделенных секторов света с формированием двух коллимированных (или близких к ним) второго 38 и третьего 39 отраженных оптических потоков следующих, преимущественно, в плоскости XOY, через сквозное отверстие измерительного стержня 7 к зеркалу 17 и далее на вход оптического измерителя 16. Далее направляясь его оптическими деталями (на фиг. 2 не показаны) эти два отраженных оптических потока поступают на вход измерителя параметров поверхности 20, в котором осуществляется измерение шероховатости Ra.
К настоящему времени известно много технических решений для измерения шероховатости поверхности Ra на основе измерения параметров индикатрисы отражения, в т.ч. в выделенных из отраженного оптического потока разных частей в пределах выделенных локальных угловых секторах. В подобных измерениях могут регистрироваться такие параметры, как распределение интенсивности оптического потока по пространственным частотам (в диапазоне определенных углов отклонения и соответственно по сечению каждого из потоков), соотношения по кратным пространственным частотам и другие параметры. Некоторые технические решения основаны на использовании:
- пространственно-временной развертки (Загребельный В.Е. Построение лазерных систем для контроля шероховатости поверхности на основе импульсной акустооптической пространственно-временной развертки: Автореферат дис. к.т.н. 05.11.16, МГТУ «СТАНКИН», Москва, 1993, патент RU 2217696, МПК G01B 11/30, 27.11.2003);
- координатно-измерительных фотоприемников на основе ПЗС-матриц (патент RU 2424492, МПК G01B 11/30, 20.07.2011).
Ввиду циклических перемещений изделия 19 измерение шероховатости Ra проводится по синхронизирующему сигналу Uои при прохождению выступов мимо наконечника 5. В результате измерения параметров пространственной структуры второго 38 и третьего 39 отраженных оптических потоков измеряется шероховатость Ra поверхности выступа и измеренное значение цифровым кодом NRa, являющийся третьим выходным электрическим сигналом, который передается с первого выхода оптического измерителя 16 на первый вход системы управления 2.
Оценим быстродействие двух этих двух вариантов измерения шероховатости поверхности Ra выступов.
При одновременной пространственно-временной развертке с шириной каждого из потоков ≈10 мм длительность цикла измерения с использованием двух твердотельных акустооптических ячеек со светозвукопроводом из стекла со скоростью звука ≈3000 м/с займет не более 3,3 мкс (Балакший В.И, Парыгин В.Н, Чирков Л.И Физические основы акустооптики. - Радио и связь Москва, 1985. - С. 280.).
Для изделия 19 диаметром ∅=10 мм с частотой вращения n=600 об/мин это время будет эквивалентно смещению его поверхности на ≈1 мкм.
Быстродействие второй группы способов на основе ПЗС-матриц существенно выше, т.к. время экспозиции для современных высокоскоростных видеокамер например, таких серий как Optronis CamRecord (Германия, https://www.cameraiq.ru/catalog/series/358-CamRecord-skorostnaia-videokamera) и NAC Memrecam GX (Япония, https://www.cameraiq.ru/catalog/group/1?ref44=1) может быть ≤0,5-1 мкс, что эквивалентно смещению поверхности изделия ≈0,16-0,3 мкм.
Как видно, значение динамической погрешности, возникающей от смещения поверхности изделия за время измерения обоих вариантов достаточно мало и им можно пренебречь. И эти оценки показывают применимость подобных методов для измерение шероховатости Ra.
Для измерения угла наклона α поверхностей выступов изделия 19 используется то, что, как правило, индикатриса отражения является симметричной (Топорец А.С. Оптика шероховатой поверхности. - Л.: Машиностроение, 1988. - 191 с.) и изменение угла наклона отражающей поверхности для двух и более каналов измерения, расположенных в плоскости поворота, меняет соотношение интенсивностей между ними.
В данном случае так определение соотношения интенсивностей для второго 38 и третьего 39 отраженных потоков позволяет, например, на основе уже имеющихся калиброванных заранее зависимостей для каждого значения шероховатости Ra найти текущее значение угла наклона вокруг оси OZ освещаемого участка поверхности выступа изделия 19. Использование подобного подхода для четного числа каналов было ранее подтверждено (патент RU 2223462, МПК G01B 11/02, G01B 11/30, 10.02.2004).
В результате измерений угла наклона α на втором выходе оптического измерителя 16 формируется выходной сигнал Nα, являющийся четвертым выходным электрическим сигналом, поступающим на второй вход системы управления 2. Такое измерение может быть проведено по синхронизирующему сигналу Uои с первого выхода системы управления 2, в т.ч. с реализацией стробоскопического режима измерений.
Несмотря на индивидуальный микрорельеф и топографию поверхностей выступов после каждого такта обработки шлифовальным кругом, изменениями значений их шероховатости Ra и угла наклона α за несколько циклов перемещения изделия можно пренебречь, что позволяет применить стробоскопический режим измерения этих параметров.
Перемещения наконечника 5 измеряют следующим образом.
Ранее уже было описано лазер 21 излучает когерентный оптический поток длиной волны λo (фиг. 2), который делится первым светоделителем 26 на две части. Первая из них, не меняя направления и последовательно проходя через второй и седьмой светоделители 26, поступает на вход высококогерентного измерителя 24 и становится опорным оптическим потоком. Вторая часть потока, отклонившаяся первым светоделителем 26, далее, не меняя направления, проходит через четвертый светоделитель 26, выходя через окно оптического измерителя 16, становится вторым входным оптическим потоком 42 (выделен пунктиром) и следует к зеркалу 17. Далее он проходит радиально смещенным через сквозное отверстие измерительного стержня 7 по маршруту: четвертый оптический элемент 33 → наконечник 5, после отражения от которого становится четвертым отраженным оптическим потоком 43 (выделен пунктиром) и далее следует по пути: пятый оптический элемент 34 → зеркало 17 → окно оптического измерителя 16 → седьмой светоделитель 26 → вход высококогерентного измерителя 24. На входе последнего четвертый отраженный 43 и опорный оптические потоки пространственно совмещаются и интерферируют друг с другом.
Для второго входного 42 и четвертого отраженного 43 оптических потоков наконечник 5 является отражателем, а угол падения на внутренние грани его лицевой и боковой поверхностей подобран из условия полного внутреннего отражения для всех возможных внешних сред, среди которых могут быть металлическое изделие (n≈1,5 для железа), воздух (n≈1) и СОЖ (n≈1,56). Зоны на его внутренней стороне лицевой или боковой поверхностей, освещаемые светом и его отражающие будут называться зонами отражения, а одна из них, соответствующая области внешнего механического контакта с изделием 19 - рабочей зоной.
Второй входной 42 и четвертый отраженный 43 оптические потоки внутри наконечника 5 могут следовать так:
1) с освещением рабочей зоны, например, следующими маршрутами
- четвертый оптический элемент 33 → рабочая зона → пятый оптический элемент 34 (фиг. 2),
- четвертый оптический элемент 33 → первая зона отражения → рабочая зона → вторая зона отражения → пятый оптический элемент 34 (фиг. 4);
2) без освещения рабочей зоны, например, следующими маршрутами
- четвертый оптический элемент 33 → первая зона отражения → вторая зона отражения → пятый оптический элемент 34 (фиг. 5).
В соответствии с расположением четвертого 33 и пятого 34 оптических элементов второй входной 42 и четвертый отраженный 43 оптические потоки следуют в плоскости XOZ и образуют измерительный канал интерферометра перемещений Майкельсона. Измерения набега фаз Δϕ между ними от перемещений ΔL наконечника 5 с последующим фотоэлектрическим и фазоцифровым преобразованием позволит с учетом двойного хода потоков сформировать на выходе высококогерентного измерителя 24 выходной код Nви, определяемый по формуле Nви=2k⋅ΔL/λo, где k - коэффициент пропорциональности. Код Nви, являющийся пятым выходным электрическим сигналом подается с четвертого выхода оптического измерителя 16 на третий вход системы управления 2, и позволяет рассчитать также скорость vн=ΔL/Δt=NLн⋅λo/2k⋅Δt и ускорение aн=ΔL/Δt2=NLн⋅λo/2k⋅Δt2 наконечника 5.
Измерения скорости vн и ускорений ан наконечника 5 позволяет отслеживать динамику его движений в процессе контактных измерений. Это особенно важно в моменты его резких возвратных движений при выходе с впадины на выступ и позволит определить динамические усилия при известных массах наконечника 5 и измерительного стержня 7 и сопротивлении, создаваемым в фрикционно-винтовом механизме. Полученные данные используются для подбора оптимального сочетания режимов работы устройства в динамике с максимальной точностью измерений, с исключением отрыва наконечника 5 при выходе с впадины на выступ и других целей.
Измерения температуры основаны на том, что оптически прозрачный наконечник 5 сам является источником теплового потока 40 и пропускает через себя внешний второй тепловой поток 41 от изделия 19. Интенсивности тепловых потоков 40 и 41 связаны с температурами наконечника 5 и обрабатываемых выступов изделия 19. При этом первая является инерционной, медленно меняющейся, а вторая - переменной, с максимумом сигнала на выступе и минимумом на впадине и модулирована частотой вращения выступов изделия 19, их прохождением мимо наконечника 5.
Эти два разночастотных потока, пространственно совместившись, фокусируясь и направляясь первым оптическим элементом 30 проходят последовательно через сквозное отверстие в измерительном стержне 7 и, отражаясь зеркалом 17 в окно оптического измерителя 16, направляются шестым светоделителем 26 через оптический фильтр 29 на оптический вход пирометра 25. Посредством фотоэлектрического преобразования эти разночастотные тепловые потоки 40 и 41 преобразуются в электрические сигналы и далее разделяются друг от друга фильтрацией и измеряются отдельно. В результате измерений на выходах пирометра 25 и соответственно на пятом и шестом выходах оптического измерителя 16 формируются сигналы Nтвс и Nтн, связанные с температурами выступов изделия 19 и наконечника 5, передаваемые на пятый и шестой входы системы управления 2. Для устройства сигнал Nтн является пятым выходным электрическим сигналом.
В определенных случаях у пирометра 25 может быть создан электрический вход с подачей на него сигнала по шине Uои от системы управления 2, синхронизированного с прохождением выступов изделия 19. Тогда частотное разделение двух разночастотных сигналов может быть произведено за счет синхронного детектирования.
В динамике предлагаемый способ осуществляют, преимущественно, контактными измерениями на стадиях черного и чистового шлифования и бесконтактными - на стадии выхаживания.
Контактные измерения начинают с регулировок после приближения к изделию 19 наконечника 5 и появления между ними механического контакта с небольшими поступательно-возвратными движениями:
- поступательными из-за управляемых перемещений, западаний во впадину между выступами,
- возвратными из-за обратных выталкивающих движений ударного характера от столкновений с выступами и фрикционным проскальзыванием измерительного стержня 7 в фрикционно-винтовом механизме.
Для поступательных движений наконечника 5 на вход редуктора 15 подают сигнал Up, задающее нужное передаточное отношение kp, и сигналом Uэд, поступающим на электродвигатель 13, поворачивают его ротор 14 на угол Δγ, который приводит к повороту на угол Δγ'=Δγ/kp выходного вала редуктора 15, соединенного с винтом 10, который в свою очередь соединяясь с фрикционным элементом 11 передачей типа «винт-гайка» перемещает измерительный стержень 7 и наконечник 5.
Все перемещения наконечника 5 и положения поверхности выступов изделия 19 регистрируются низкокогерентным 23 и/или высококогерентным 24 измерителями. При этом с помощью первого измеряются также значения отрыва наконечника 5 от поверхности выступа при выходе на него со впадины. Полученные результаты измерений сигналами Nни и Nви передаются на третий и четвертый вход системы управления 2.
Реализация контактных измерений предполагает синхронизацию работы привода 9 и оптического измерителя 16 по движению впадин и выступов изделия, например, по синхронизирующему сигналу, связанному с текущим положением детали в процессе ее обработки.
Это возможно при наличии предварительной информации об изделии и текущей информации о положении части станка, фиксирующего изделие, шпинделя (для круглошлифовальных станков) с помощью датчика обратной связи (Высокоскоростные мотор-шпиндели приводов главного движения металлорежущих станков / Бушуев В.В., Молодцов В.В.: Вестник МГТУ Станкин, 2011, №3 - с. 24-26), в качестве которых возможно использование в станках абсолютные угловые фотоэлектрические датчики положения (абсолютные энкодеры) ЛИР-ДА119, ЛИР-ДА219, ЛИР-ДА136, ЛИР-ДА158, ЛИР-ДА190 (http://www.skbis.ru/index.php?p=3&c=5) производства ОАО "СКБ ИС" (Санкт-Петербург) или других производителей.
Также могут применяться и другие специальные алгоритмы определения текущего положения изделия в процессе обработки. Одним из вариантов может быть основан на использовании существующих всегда естественных ненулевых отклонений размеров изделия и использовании автокорреляционной функции результатов его измерения. Так за счет начальных измерений происходит измерение профиля изделия 19 по амплитуде и по времени по внешнему контуру «выступ-впадина» подобно ощупыванию, в которых наконечник 5 подобен щупу профилометра, а полученные результаты измерения - профилограмме. Далее определяется длительность цикла перемещения изделия 19, например, за счет определения времени задержки, через которую эти измеренные значения повторяются. Эта процедура основана на наличии предварительной информации обрабатываемого изделия. Подобное определение с помощью автокорреляционной функции может быть осуществлено программно (software) или аппаратно (hardware) подобно использованию уже апробированных устройств (АС СССР 478316 МПК G06F 15/36, 25.07.1975).
На основе этого появляется возможность определить моменты времени начала и конца выступов, временных интервалов и фаз им соответствующих, позволяя измерить ширину выступов Lвс1, Lвс2…Lвсn и впадин Lвп1, Lвп2…Lвпn (фиг. 1), общую центровку изделия 19 и системой управления 2 на первым выходе формируется сигнал Uои синхронизации измерений.
Итак, затем осуществляются регулировки устройства. Выбирается фиксированное значение западания наконечника 5 во впадины изделия 19 и посадка винта 10 с измерением низкокогерентным и высококогерентным интерферометрами параметров движения (перемещение ΔL, скорость vн и ускорение ан) определением динамических усилий, фиксацией появления зазора lз между наконечником 5 и поверхностью выступа при выходе со впадины на выступ.
Также сигналом Uфв на входе подвижного элемента 12 задается посадка винта 10. Для обеспечения перемещений ΔL наконечника 5 в передаче «винт-гайка» и фрикционного проскальзывания возможны как постоянная посадка с Uфв=const, так и переменная для Uфв=var, с синхронизацией по движению впадин и выступов изделия с двумя возможными состояниями: зазор/натяг, что для винта 10 соответствует зажат/свободен.
Подобные регулировки могут быть проделаны в серии циклов вращения изделия 19 с их общей длительностью не более 3-20 с. И по их завершения начинается активный контроль с синхронизацией от движений выступов изделия 19 перемещений наконечника 5. При этом он входит во впадину на определенную глубину к определенному моменту времени перед набегающим выступом, выходя на выступ без отрыва от его поверхности с минимумом динамических усилий.
Все перемещения ΔL наконечника 5 измеряются высококогерентным интерферометром в следящем режиме, а по синхронизирующему сигналу Uои проводятся импульсные измерения низкокогерентного интерферометра и измеряются температуры наконечника 5 и выступа, шероховатость его поверхности и угол ее наклона. С пятого выхода системы управления 2 текущее значение размера изделия Lизд и другие параметры выводятся на индикатор 1, а на шестом выходе формируются результаты измерений сигналом Nвых.
Такие контактные измерения проводятся и на этапе чистового шлифования с переходом к бесконтактным измерениям на этапе выхаживания, на котором по достижении нужного размера изделия обработка и активный контроль заканчиваются.
Оценим дискретность измерений вдоль поверхности изделия 19 ΔLд. Для сверла диаметром 10 мм с длиной окружности Lсв=31,4 мм и частоте вращения n=600 об/мин детали длительность одного оборота составит tоб=100 мс и для цикла измерений длительностью tц=3 мкс, определяемых, в основном, быстродействием модулятора разности хода 22, линейная дискретность измерений ΔLд определится формулой ΔLд=Lсвtц/tоб и для указанных данных будет на уровне 1 мкм.
Стробоскопический режим измерений
Для уменьшения значения ΔLд, например, при контроле ответственных участков выступов, таких как режущая кромка инструмента, с радиусом закругления ≈2-4 мкм (http://www.stroitelstvo-new.ru/drevesina/zatochka/lezvie.shtml), а также повышения точности измерений за счет многократных измерений с их последующим усреднением предложен стробоскопический режим измерений. Он заключается в измерениях низкокогерентным интерферометром 23, синхронизированных с прохождением выступов движущегося изделия 19 мимо наконечника 5 в каждом цикле движения для серии смежных, соседних циклов.
При этом в момент времени, соответствующему контакту наконечника 5 с выступом, определенным заранее или по сигналу датчика положения шпинделя станка, поступающего в систему управления 2 (не показан), на ее первом выходе формируется импульсный сигнал Uои, поступающий на электрический вход модулятора разности хода 22. При появлении изменений этого сигнала на электрическом входе модулятор разности хода 22 циклом изменяет длину хода Δlои сканирующего плеча и соответственно осуществляя изменения разности хода Δlои между двумя частями оптического потока 35 и соответственно первого входного оптического потока 36 на выходе низкокогерентного интерферометра. В процессе этого длина плечей опорного и измерительного интерферометров становится равной Δlои≈Δlии, что, в итоге, фиксируется низкогерентным измерителем 23 с определением положения при измерении сигнала Uои.
Число измерений для стробоскопического режима измерений можно оценить так. При погрешности измерений 1 мкм, скорости съема металла для этапа выхаживания 0,5 мкм/с при частоте вращения n=600 об/мин общее число оборотов и соответственно число стробоскопических измерений в серии будет не более 20.
Формированием серии сигналов Uои периодом tц равным периоду tоб вращения изделия 19: tц=tоб осуществляет серию измерений положения поверхности выступа на локальном освещаемом участке его поверхности.
Проведение серии измерений в интервале, когда изменения размера изделия 19 от обработки меньше погрешности позволяет усреднить результаты измерений, уменьшить случайную составляющую и повысить точность измерений.
При увеличении периода tц на малую долю Δt от цикла к циклу tц=tоб+Δt положение этого локального освещаемого участка тоже будет смещаться, тем самым, осуществляя сканирование поверхности выступа за определенное время. При условии tоб>>Δt подобные измерения повышают дискретность измерений вдоль поверхности изделия 19 ΔLд без повышения частоты модуляции модулятора разности хода 22. Например, для прежних данных с tоб=100 мс и tц=3 мкс формирование сигнала Uои в режиме стробоскопических измерений с Δt=1 мкс в следующей временной последовательности: 0, 100,001 мс, 200,002 мс, 300,003 мс позволит уменьшить для серии измерений ΔLд в 3 раза, т.е. 0,33 мкм.
Как видно, изменением времени формирования (фазы) синхросигнала Uои, управляющего работой модулятора разности хода 22, от цикла к циклу (оборота к обороту) можно управлять параметрами перемещений области контроля на поверхности выступа: значением шага (дискреты), а также направлением и скоростью перемещения.
Бесконтактные измерения, как указано выше, могут осуществляться преимущественно на заключительной стадии обработки, выхаживании с приближением наконечника 5 к вращающемуся изделию 19 до возникновения между ними зазора lз в диапазоне 0,5-1,5 мм (фиг. 2). Он определяется разностью положения выступов Lв и лицевой поверхности наконечника 5, измеренными, соответственно, низкокогерентным и высококогерентным интерферометрами. Постоянство его значения в указанном диапазоне поддерживается, формируемым на четвертом выходе системы управления 2, компенсирующим сигналом управления Uэд, подаваемым на электродвигатель 13.
Как и при контактных измерениях, описанных выше, по сигналу синхронизации измерений Uои с первого выхода системы управления 2 при прохождении выступа мимо наконечника 5 измеряются положения Lв его поверхности, шероховатости Ra, и угла наклона α, температуры выступов и наконечника 5. Все измеренные данные передаются с выходов оптического измерителя 16 на соответствующие входы системы управления 2.
При бесконтактных измерениях также может быть реализован стробоскопический режим измерения, описанный ранее.
Сущность предлагаемого способа заключается в следующем.
1. Для повышения точности измерений и расширения функциональных возможностей за счет использования прочного оптически прозрачного наконечника для активного контроля предлагается реализовать бесконтактные измерения положения поверхности выступов, ее угла наклона, шероховатости и температуры.
При контактных измерениях появляется возможность зафиксировать и измерить значения отрыва наконечника 5 от выступа в процессе выхода со впадины изделия с целью его последующего исключения.
Повышение точности контактных измерений и обеспечение равных динамических нагрузок для изделий с нерегулярной прерывистой поверхностью обеспечивается за счет формирования фиксированного значение западания наконечника 5 во впадину между выступами, например, не более 5-50 мкм, в зависимости в т.ч. от особенностей изделия, этапа обработки и других параметров.
2. Также предлагается синхронизировать измерения в т.ч. с реализацией стробоскопического режима измерений. В его основе лежит синхронизация для серии циклов перемещений изделия серии импульсных измерений параметров вдоль поверхности изделия: положения поверхности выступа, ее шероховатости и угла наклона. Так можно перейти к режиму измерения от цикла к циклу любого локального участка каждого выступа с управлением значения шага, направлением и скорости его перемещения. Это позволит измерять параметры выступов с очень малым шагом, повышая разрешающую способность ΔLд дискретность измерений вдоль поверхности изделия и снижая требования по быстродействию элементов устройства.
При нулевом подобном шаге возможно проведение серии измерений для нескольких циклов выбранного участка на выступе с последующим усреднением их результатов.
3. Для расширения функциональных возможностей привода 9 предлагается использовать в нем электрически управляемые:
- редуктор 15 с возможностью изменения по сигналу Up передаточного отношения kp вращений ротора 14 электродвигателя 13 к винту 10,
- фрикционно-винтовой механизм с винтовой передачей типа «винт-гайка» с преобразованием в перемещения ΔL фрикционного элемента 11, прикрепленного к измерительному стержню 7, от угловых поворотов Δγ винта 10 с возможностью изменения посадки последнего. Эти изменения посадки винта 10 в фрикционном элементе 11 осуществляются изменениями обжатия первого по сигналу Uфв за счет управления изменениями толщины и/или формы подвижного элемента 12, встроенного во второй, с возможностью создания постоянного значения или с переменного, синхронизированного по движениям выступов и впадин изделия 19.
Оценка реализуемости и достигнутого технического уровня.
Реализуемость механической части устройства, включающей наконечник, закрепленный на измерительном стержне 7, ограниченный в угловых поворотах, линейные перемещения ΔL которого осуществляются с помощью направляющей и соединенного с редуктором 15 и электродвигателем 13 с ротором была подтверждена ранее макетным исполнении (патент RU 2447984, МПК В24В 49/00, G01B 7/12, 20.04.2007). Проверка работоспособности проводилась на круглошлифовальном станке мод. ЗА110 со скоростью вращения изделия 150-600 об/мин, диапазон перемещения измерительного стержня 7 был ≈100 мм, а изделием служил зенкер двухперый с твердосплавными режущими зубьями с шириной выступа 0,05 мм. Общая масса измерительного стержня 7 с другими элементами была в пределах 30-35 грамм.
В качестве подвижного элемента 12 может использоваться пьезоэлемент двухслойный, биморфный, изгибного типа производства ф. ОАО «НИИ «Элпа» (Россия, http://www.elpapiezo.ru/index.shtml), с частотой работы не менее 5-7 кГц, достаточной для описанных выше режимов работы.
В настоящее время технологии создания регулярного микрорельефа на поверхностях изделий уже достаточно развиты и их можно использовать для создания винта 10 (Шнейдер Ю.Г. Эксплуатационные свойства деталей с регулярным микрорельефом.- 2-3 изд. Перераб. и доп. - Л., Машиностроение, Ленигр. отд-ние, 1982. - 248 с., ил.).
В связи с вышеизложенным, практическая реализуемость предлагаемого изобретения не должна вызывать сомнений.
Данное изобретение может быть практически реализовано несколько по-другому, чем конкретно описано, без отступления от сущности изобретения и в объеме заявленной формулы.
Как видно из всего описания предложенное изобретение повышает точность измерений и расширяет функциональных возможностей и соответственно успешно решает поставленные технические задачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУЙНЫЙ СПОСОБ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2015 |
|
RU2612349C1 |
| СПОСОБ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ В ПРОЦЕССЕ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2557381C2 |
| СПОСОБ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЯ, ВЫПОЛНЕННОГО С ВПАДИНАМИ И ВЫСТУПАМИ НА ПОВЕРХНОСТИ | 2015 |
|
RU2603516C1 |
| СПОСОБ ОПТИЧЕСКОГО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ИЗДЕЛИЙ | 2000 |
|
RU2235972C2 |
| СПОСОБ КОНТРОЛЯ ОПТИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ С ОБЪЕКТОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2188389C2 |
| ИНТЕРФЕРОМЕТРИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2005 |
|
RU2307318C1 |
| ИЗМЕРИТЕЛЬ ШЕРОХОВАТОСТИ | 2008 |
|
RU2375677C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СКОРОСТИ КАПИЛЛЯРНОГО КРОВОТОКА | 2002 |
|
RU2231286C1 |
| Способ определения параметров шероховатости слабошероховатой поверхности и устройство для его осуществления | 1987 |
|
SU1456779A1 |
| ЛАЗЕРНЫЙ ГИРОСКОП С КОМПЕНСАЦИЕЙ СОСТАВЛЯЮЩЕЙ, ВНОСИМОЙ ВИБРОПОДСТАВКОЙ | 2015 |
|
RU2613043C1 |
Изобретение относится к приборостроению и предназначено для автоматического контроля размеров, шероховатости поверхности и температуры изделий. Технический результат – повышение точности измерений. Наконечник выполнен из оптически прозрачного высокопрочного материала и позволяет реализовать контактные и бесконтактные измерения. В контактных измерениях задаются фиксированные значения перемещений наконечника во впадины между выступами и осуществляются измерения размеров изделия, шероховатости и угла наклона поверхностей выступов, температуры выступов и наконечника, синхронизируя по движению впадин и выступов изделия. В бесконтактных измерениях осуществляются аналогичные измерения при наличии зазора между наконечником и изделием. В привод устройства введены электрически управляемые фрикционно-винтовой механизм и редуктор. В первом используется винтовая передача со специальной резьбой для поступательных активных перемещений наконечника и возвратных пассивных с возможностью его фрикционного проскальзывания. Электрическим сигналом управляется посадка винта в винтовой передаче, определяющая параметры фрикционного проскальзывания измерительного стержня. Редуктор позволяет управлять электрическим сигналом изменением скорости движения наконечника для обеспечения большого диапазона его скоростей при приближении к изделию и разных этапах обработки его обработки. 1 з.п. ф-лы, 11 ил.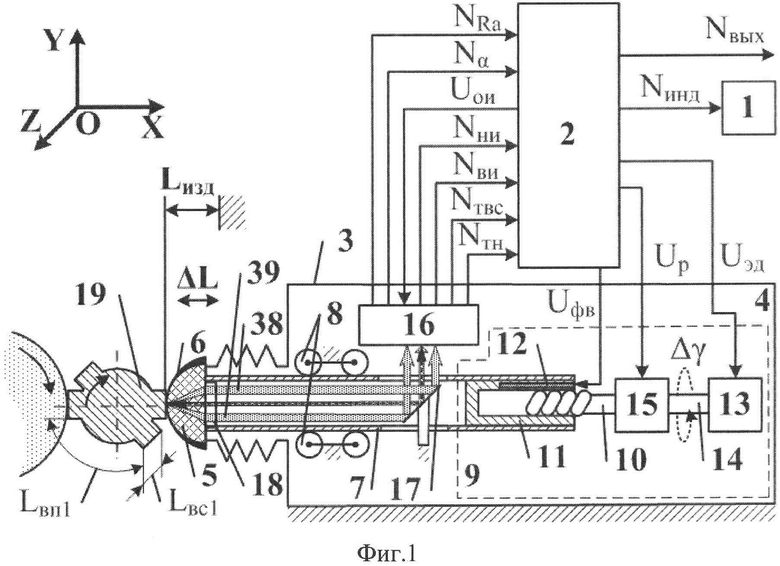
1. Способ активного контроля в процессе шлифования размеров изделия, выполненного с впадинами и выступами на поверхности, включающий использование связанного фрикционно с приводом и зафиксированного от поворотов подвижного измерительного стержня со сквозным отверстием и закрепленным на его торце наконечником из оптически прозрачного материала с защитным покрытием, нанесенным на его внешней лицевой поверхности с образованием отверстия, равного по площади и форме зоне контакта наконечника с изделием, линейное перемещение наконечника в направлении к поверхности изделия, формирование электрического сигнала, характеризующего текущую координату наконечника, и использование этого сигнала для расчета линейного размера изделия с индикацией его значения, создание посредством лазерного излучения входного светового потока с его направлением через сквозное отверстие измерительного стержня, освещением им внутренней стороны лицевой поверхности наконечника, отражением от нее с появлением в зоне контакта наконечника с изделием отраженного светового потока, формированием наконечником теплового потока, интенсивность которого связана с его температурой, использование отраженного светового потока для создания выходного электрического сигнала, измерение интенсивности теплового потока и формирование второго выходного электрического сигнала, связанного с текущей температурой наконечника, корректировку с учетом этого значения размера изделия, отличающийся тем, что с тыльной стороны наконечника размещают пять оптических элементов, осуществляют освещение внутренней стороны лицевой поверхности наконечника фокусированным с помощью первого оптического элемента входным световым потоком с расположением фокуса этого светового потока вне наконечника, при этом наконечником принимают формируемый изделием второй тепловой поток, интенсивность которого связана с температурой изделия, и направляют этот поток вместе с первым тепловым потоком, причем выделяют часть отраженного светового потока и формируют на его основе первый отраженный световой поток, который вместе с двумя тепловыми потоками с помощью вышеупомянутого первого оптического элемента направляют вдоль оси сквозного отверстия измерительного стержня для измерения, при этом выбирают фиксированное значение погружения наконечника во впадины между выступами и осуществляют синхронизацию этих погружений наконечника по движению впадин и выступов изделия, причем отделяют первый отраженный световой поток от двух тепловых потока, измеряют этот первый отраженный световой поток с синхронизацией по движению впадин и выступов изделия, при этом вторым и третьим оптическими элементами выделяют из отраженного светового потока две разные боковые части, преимущественно, в вертикальной плоскости, в виде второго и третьего отраженных световых потоков, направляют их через сквозное отверстие измерительного стержня, радиально смещенными по разные стороны от его оси, преобразуют в третий и четвертый выходные электрические сигналы с измерением этих сигналов и соответственно интенсивности второго и третьего отраженных световых потоков с синхронизацией по движению впадин и выступов изделия, по уровням которых судят об индикатрисе отражения и ее наклоне и соответственно о шероховатости и угле наклона поверхности выступов, при этом посредством вышеупомянутого лазерного излучения создают второй входной световой поток, который направляют через сквозное отверстие измерительного стержня радиально смещенным с одной стороны от его оси, преимущественно, в горизонтальной плоскости, и с помощью четвертого оптического элемента освещают им внутреннюю сторону лицевой и/или боковой поверхностей наконечника и формируют на них по меньшей мере одну зону отражения с полным внутренним отражением и созданием с помощью пятого оптического элемента четвертого отраженного светового потока, следующего через сквозное отверстие измерительного стержня, преимущественно, также в горизонтальной плоскости, фазовый сдвиг которого преобразуют в пятый выходной электрический сигнал, по изменениям которого судят о перемещении наконечника, при этом для двух тепловых потоков осуществляют фотоэлектрическое преобразование с разделением друг от друга для измерений их интенсивностей, измеряют интенсивность второго теплового потока, и формируют шестой выходной электрический сигнал, по которому судят о температуре изделия, с учетом чего корректируют значение размеров изделия, при этом при перемещении измерительного стержня управляют его скоростью, меняют силу трения между связанными фрикционно приводом и измерительным стержнем и осуществляют синхронизацию изменений этой посадки по движению впадин и выступов изделия.
2. Способ по п. 1, отличающийся тем, что в качестве привода используют механически соединенные электродвигатель, редуктор, выполненный с возможностью изменения передаточного отношения электрическим сигналом, и фрикционно-винтовой механизм, связывающий вал редуктора с измерительным стержнем и преобразующий вращение первого в линейное перемещение второго, при этом фрикционно-винтовой механизм реализуют на основе винтовой передачи с резьбовым соединением с заданными параметрами и значениями резьбового соединения , а в качестве измеряемого параметра первого отраженного светового потока используют интенсивность и фазовый сдвиг.
| СПОСОБ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ В ПРОЦЕССЕ ОБРАБОТКИ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2557381C2 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2006 |
|
RU2316420C2 |
| Устройство для линейных измерений | 1986 |
|
SU1328157A1 |
| US 3793775 A, 26.02.1974 | |||
| US 4473951 A, 02.02.1984. | |||

