Изобретение относится к машино-, станко- и приборостроению и предназначено для автоматического контроля линейных размеров цилиндрической и конической формы изделий (золотников, плунжеров, шестерен, шлицевых и гладких валиков, сверл, фрез, зенкеров, разверток, метчиков, калибров, концевых мер длины, протяжек и других деталей с минимальными допусками 2…4 мкм и любым числом выступов, начиная с одного, и с минимальной их шириной 0,05 мм) на операциях шлифования на кругло-, плоско-, бесцентрово-, резьбо-, шлице-, зубошлифовальных станках и других в индивидуальном и мелкосерийном производствах.
Особенность активного контроля линейных размеров изделий на металлообрабатывающих станках заключается в особо тяжелых условиях измерений, обусловленных потоком непрозрачной смазочно-охлаждающей жидкости, ее испарениями, потоками стружки и горячих искр. В связи с этим использование бесконтактных, в т.ч. и оптических, средств измерений размеров допустимо в основном лишь для послеоперационного контроля (после прекращения обработки), а для активного контроля практически не представляется возможным. Поэтому современные приборы активного контроля (ПАК) линейных размеров изделий по-прежнему являются контактными, как правило, одно- или двухконтактными. Среди требований, предъявляемых к ПАК, особо востребовано совместное использование управляемых регуляторов скорости движения измерительного наконечника для обеспечения постоянного контакта с обрабатываемой деталью и прецизионными средствами измерения текущей координаты наконечника.
Современные управляемые регуляторы скорости в ПАК создаются на основе гидро-, пьезо- и электроприводов и позволяют управлять скоростью
перемещения наконечника в широких пределах, как минимум, в диапазоне от 5 мкм/с до 0,5 мм/с.
Измерение текущей координаты наконечника ранее чаще всего осуществлялось посредством индуктивных преобразователей (как правило, на основе неподвижного магнитопровода с катушками индуктивности и подвижного сердечника) с точностью на уровне 1-5 мкм, а в настоящее время все чаще более точными растровыми датчиками.
Одноконтактные ПАК обладают большей наглядностью, поэтому в дальнейшем описании для лучшей демонстрации предлагаемых способа и устройств будут представлены именно они.
Известен способ активного контроля линейных размеров изделий с прерывистыми поверхностями (способ-аналог), реализованный на основе устройства для линейных измерений [Авторское свидетельство СССР №1328157, МПК B23Q 15/00. Устройство для линейных измерений / Леун В.И., Долганев Ю.Г., Леун Е.В., опубл. в Бюлл.№4, 10.02.2008], в котором используют подвижный измерительный стержень с закрепленным на нем наконечником, фиксируют измерительный стержень от его поворотов вокруг своей оси, используют управляемый регулятор скорости на основе пьезопривода, связанного через фрикционную связь с измерительным стержнем, посредством этого пьезопривода управляют направлением и скоростью линейного движения наконечника, задают скорость движения наконечника в направлении по нормали к вращающейся (или перемещающейся) поверхности изделия, состоящей из выступов и впадин, обеспечивают механический контакт между изделием и наконечником, с помощью неподвижного магнитопровода с катушками индуктивности и подвижного сердечника, установленного на измерительном стержне, преобразуют текущую координату наконечника в электрический сигнал, по значению которого судят о линейном размере изделия, индицируют линейный размер изделия.
Устройство (устройство-аналог), реализующее этот способ, содержит узел отсчета и контактный индуктивный преобразователь, включающий установленный на направляющих поступательного перемещения с герметизирующей мембраной корпус, в котором расположены измерительный стержень с наконечником, неподвижный магнитопровод с катушками индуктивности и подвижный сердечник, установленный на измерительном стержне, индуктивный преобразователь снабжен управляемым пьезоприводом, выполненным в виде набора пьезокерамических шайб, сжатых винтом через упругую прокладку и соосно установленную втулку, в отверстие которой входит цанга, закрепленная жестко на измерительном стержне, причем пьезокерамические шайбы соединены с введенным в устройство источником пилообразного напряжения.
Недостатками данных способа- и устройства- аналогов являются: - сложная схема как самого устройства при его сборке, настойке и юстировке, так и схемы управления высоковольтного (напряжение сигнала управления - 1000-2000 В) пьезопривода, малый диапазон перемещения измерительного стержня с наконечником,
ограничения точности измерений, обусловленные большой погрешностью, свойственной неподвижному магнитопроводу с катушками индуктивности и подвижному сердечнику, а также вызванной влиянием наводок и помех от высокочастотного высоковольтного сигнала управления пьезопривода, формируемого для управления движением измерительного стержня с наконечником, на выходной измерительный сигнал магнитопровода.
Известен способ активного контроля линейных размеров изделий (способ-аналог), реализованный на основе устройства для активного контроля линейных размеров изделий [Патент РФ №2316420, МПК B24B 49/00. Устройство для активного контроля линейных размеров изделий/ Леун В.И., Николаева Е.В., Тигнибидин А.В., опубл. в Бюлл.№4, 10.02.2008], который заключается в том, что используют трехгранный подвижный измерительный стержень со сквозным отверстием с закрепленным на нем подвижным сердечником, а на его торце наконечником, за счет использования трех граней измерительного стержня фиксируют от его поворотов вокруг своей оси, используют управляемый регулятор скорости на основе электромагнитного исполнительного механизма, связанного через фрикционную связь с измерительным стержнем, посредством электромагнитного исполнительного механизма управляют направлением и скоростью линейного движения наконечника, задают скорость движения наконечника в направлении по нормали к перемещающейся поверхности изделия, состоящей из выступов и впадин, обеспечивают механический контакт между изделием и наконечником, с помощью подвижного сердечника и магнитопровода с катушками преобразуют текущую координату наконечника в электрический сигнал, по значению которого судят о линейном размере изделия, индицируют линейный размер изделия.
Устройство для активного контроля линейных размеров изделий с прерывистыми поверхностями (устройство-аналог), реализующее этот способ, содержит узел отсчета и контактный индуктивный преобразователь, имеющий измерительный стержень, магнитопровод с катушками и исполнительный механизм. Измерительный стержень выполнен трехгранным с внутренним отверстием, с наконечником и подвижным сердечником и установлен на направляющей поступательного перемещения в виде роликовой беззазорной направляющей качения, заполненной вязкой жидкостью и имеющей герметизирующую мембрану, магнитопровод с катушками индуктивности и исполнительный механизм расположены в общем корпусе. Внутри отверстия измерительного стержня закреплена плоская пружина с накладкой из фрикционного материала.
Недостатками данных способа- и устройства- аналогов являются:
- небольшой (в пределах±0,3 мм) диапазон измерения при использовании его для определения размера изделия по методу непосредственной оценки;
- наличие механизма для точной (±0,5 мкм) перенастройки преобразователя на другой размер изделия, усложняющего конструкцию прибора активного контроля;
- значительное (3…5 минут) время переналадки устройства на другой размер изделия;
- невозможность контроля конических поверхностей изделий (конических хвостовиков стержневого инструмента, шлицевых протяжек и др.) при значительной (1….3 мм и более) разнице их диаметров;
- увеличение измерительного усилия в устройстве за счет уменьшения зазора между якорем и полюсом электромагнитного исполнительного механизма в процессе обработки изделия и измерения его размера.
Известен способ активного контроля линейных размеров изделий (способ-прототип), реализованный на основе устройства для активного контроля линейных размеров изделий [Патент РФ №2447984 МПК B24B 49/00, G01B 7/12. Устройство для активного контроля линейных размеров изделий/Леун В.И., Леун А.В., Ковальчук А.С., опубл. в Бюлл.№11, 20.04.2007], который заключается в том, что используют подвижный измерительный стержень со сквозным отверстием с закрепленным на его торце наконечником, фиксируют измерительный стержень от его поворотов вокруг своей оси, используют наконечник с лицевой, боковой и тыльной поверхностями, к последней из которых крепят измерительный стержень, используют привод, связанный через фрикционную связь с измерительным стержнем, посредством первого управляют направлением и скоростью линейного движения наконечника, задают скорость движения наконечника в направлении к перемещающейся поверхности изделия, состоящей из выступов и впадин, обеспечивают механический контакт между изделием и лицевой поверхностью наконечника и образуют по площади механического контакта на лицевой поверхности наконечника рабочую зону, формируют электрический сигнал, связанный с текущей координатой наконечника, используют этот сигнал для расчета линейного размера изделия, индицируют значение линейного размера изделия.
Наиболее близким по количеству общих признаков и по технической сущности к предлагаемому изобретению является устройство для активного контроля линейных размеров изделий (устройство-прототип), содержащее узел отсчета, с электрическими входом и выходом, контактный преобразователь, имеющий измерительный стержень с наконечником, имеющим лицевую, боковую и тыльную поверхности, установленным на направляющей поступательного перемещения в виде беззазорной направляющей качения, фрикционный и герметизирующий элементы и исполнительный механизм, расположенные в общем корпусе, при этом исполнительный механизм связан с выходом узла отсчета, измерительный стержень контактного преобразователя выполнен с внутренним сквозным отверстием, установлен на направляющей поступательного перемещения с закрытыми подшипниками качения, заполненными вязкой смазкой, и фрикционно соединен с исполнительным механизмом, преобразователь с электрическим выходом, измеряющий текущую координату наконечника, подключенный ко входу узла отсчета.
Недостатками этих способа- и устройства- прототипов являются низкая точность измерений по следующим причинам:
- текущая координата точки контакта наконечника с изделием не совпадает с фактической измеряемой координатой средства измерений, что приводит к появлению дополнительных передаточных элементов и, как следствие, появлению дополнительных механических составляющих погрешности от люфтов, смещений, гистерезисов, износа наконечника и др.,
- наличие температурных составляющих погрешности от теплового расширения измерительного стержня, наконечника и отсутствие возможности ее измерения и внесения корректив в результаты измерений.
Технической задачей, решаемой предлагаемыми способом и устройствами, является повышение точности контроля линейных размеров изделий.
Согласно изобретению указанная задача обеспечивается тем, что способ активного контроля линейных размеров в процессе обработки изделия, выполненного с впадинами и выступами на поверхности, включающий использование связанного фрикционно с приводом и зафиксированного от поворотов подвижного измерительного стержня со сквозным отверстием и наконечником, закрепленным на его торце своей тыльной стороной, линейное перемещение наконечника с заданной скоростью в направлении к поверхности изделия до возникновения механического контакта между изделием и лицевой поверхностью наконечника с образованием рабочей зоны, формирование электрического сигнала, характеризующего текущую координату наконечника, и использование этого сигнала для расчета линейного размера изделия с индикацией его значения, использует наконечник из оптически прозрачного материала с защитным покрытием, нанесенным на его внешней лицевой поверхности с образованием отверстия, соответствующего зоне контакта наконечника с изделием, посредством лазерного излучения создают входной световой поток, который направляют через сквозное отверстие измерительного стержня, и освещают им под заданным углом падения внутреннюю сторону лицевой поверхности наконечника, при этом в зоне контакта наконечника с изделием формируют отраженный световой поток и тепловой поток, интенсивность которого связана с температурой наконечника, направляют упомянутые потоки через упомянутое отверстие измерительного стержня для измерения их параметров, отделяют отраженный световой поток от теплового, преобразуют измеряемый параметр отраженного светового потока в электрический сигнал для расчета текущей координаты наконечника, измеряют интенсивность теплового потока и формируют второй электрический сигнал, связанный с текущей температурой наконечника, с учетом которого корректируют значение линейного размера обрабатываемого изделия.
Отличием способа является то, что входной световой поток радиально смещают от оси измерительного стержня, на внутренней стороне боковой поверхности наконечника выделяют две противоположные рабочие площадки с заданными углами наклона и используют их в качестве первой и второй зон отражения, освещают входным световым потоком первую зону отражения, передают входной световой поток внутри наконечника ко второй зоне отражения для создания отраженного светового потока.
Другим отличием является то, что число зон отражения устанавливают больше двух и включают в это число зон рабочую зону отражения.
Еще одним отличием является то, что входной световой поток радиально смещают от продольной оси измерительного стержня, перед тыльной поверхностью наконечника устанавливают оптическую систему, с помощью которой отклоняют распространяющийся входной световой поток для освещения рабочей зоны отражения в наконечнике и формируют отраженный световой поток, отклоняющийся оптической системой.
Кроме того, отличием является то, что задают значение угла падения входного светового потока на рабочую зону отражения в наконечнике.
Отличием способа также является то, что в качестве измеряемого параметра отраженного светового потока используют фазовый набег.
Также согласно изобретению указанная задача обеспечивается тем, что устройство для активного контроля линейных размеров в процессе обработки изделия, выполненного с впадинами и выступами на поверхности, содержащее узел отсчета, контактный преобразователь, включающий измерительный стержень с наконечником, имеющим лицевую, боковую и тыльную поверхности, фрикционный и герметизирующий элементы и исполнительный механизм, расположенные совместно с измерительным стержнем в общем корпусе, при этом исполнительный механизм связан с выходом узла отсчета, измерительный стержень контактного преобразователя выполнен со сквозным отверстием и установлен на направляющей поступательного перемещения с закрытыми подшипниками качения, заполненными вязкой смазкой, и фрикционно соединен с исполнительным механизмом, оно снабжено двумя оптическими фильтрами, светоделителем, первым преобразователем, реализованным на основе оптической измерительной системы, и вторым преобразователем, реализованном на основе пирометра, при этом наконечник выполнен из оптически прозрачного материала с защитным покрытием на его внешней стороне лицевой поверхности, нанесенным с образованием отверстия, при этом наконечник выполнен с возможностью отражения светового потока и оптически связан через сквозное отверстие измерительного стержня с первым преобразователем, причем между первым преобразователем и сквозным отверстием измерительного стержня последовательно установлены оптически связанные первый оптический фильтр и светоделитель с двумя оптическими выходами, второй выход которого через второй оптический фильтр оптически связан со вторым преобразователем, причем первый и второй преобразователи своими электрическими выходами соединены со входами узла отсчета.
Отличием устройства является то, что первый преобразователь выполнен со вторым электрическим выходом, а узел отсчета - с третьим электрическим входом, к которому подключен второй электрический выход первого преобразователя.
Другим отличием устройства является то, что оно снабжено оптической схемой, установленной между светоделителем и наконечником.
Еще одним отличием устройства является то, что в качестве оптической схемы использована фокусирующая линзовая система.
Кроме того, отличием устройства является то, что оптическая схема состоит из двух призм, расположенных перед и после наконечника.
Также отличием устройства является то, что оптическая схема состоит из двух пар последовательно расположенных по ходу входного и отраженного световых потоков дифракционной решетки и диафрагмы.
Помимо этого, отличием устройства является то, что оптическая схема содержит волоконно-оптический разветвитель, состоящий из подводящего, отводящего и общего плечей, выполненных на основе оптических волокон.
Полученное новое качество от данной совокупности признаков ранее не было известно и достигается только в данном изобретении.
Работа способа поясняется рисунками с изображением устройств, реализующих предлагаемый способ.
Фиг.1а,б представляет устройство (фиг.1а) активного контроля (в дальнейшем по тексту - устройство) №1, с фронтальным (или под малыми углами относительно оси измерительного стержня 2.1) освещением внутренней стороны лицевой поверхности наконечника 2.5 (фиг.1б).
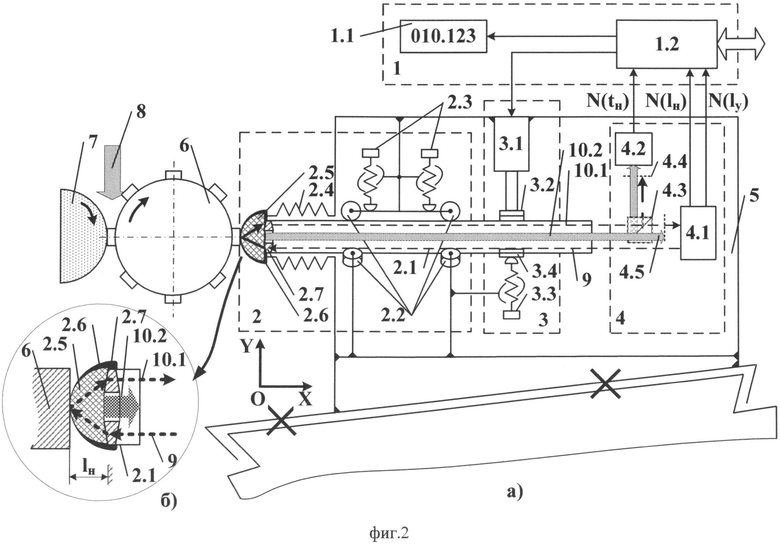
На фиг.2а,б изображено устройство №2 (фиг.2а) с боковым освещением света внутренней стороны лицевой поверхности наконечника 2.5 за счет использования оптической системы 2.7 (фиг.2б).
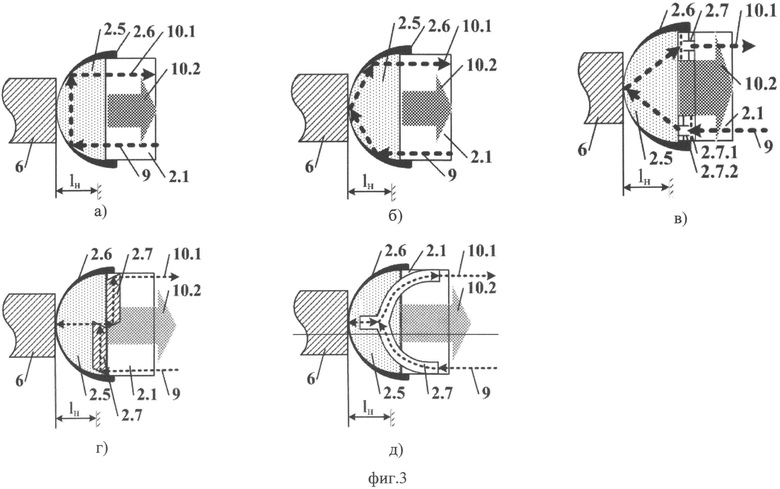
На фиг.3 изображены варианты наконечников 2.5 для разных вариантов устройств:
фиг.3а - при использовании двух рабочих площадок с заданными углами наклона на внутренней стороне боковых поверхностей наконечника 2.5 без освещения рабочей зоны,
фиг.3б - при использовании двух рабочих площадок с заданными углами наклона на внутренней стороне боковых поверхностей наконечника 2.5 с освещением рабочей зоны,
На фиг.3в - с отклонением входного 9 и отраженного 10.1 потоков оптической системой 2.7 на основе дифракционной решетки и диафрагмы,
фиг.3г - с отклонением входного 9 и отраженного 10.1 потоков оптической системой 2.7 на основе оптических призм,
На фиг.3д - с направлением входного 9 и отраженного 10.1 потоков оптической системой 2.7 на основе волоконно-оптического разветвителя.
Предлагаемый способ реализуется на основе двух групп устройств. В первой группе входной поток 9 следует по оси измерительного стержня 2.1 (вдоль нее или под малыми углами к ней), как показано на фиг.1. При этом формируется единственная точка освещения внутренней стороны лицевой поверхности наконечника 2.5.
У второй группы этот оптический поток радиально смещен от оси к стенке измерительного стержня 2.1 (фиг.2).
Устройство №1 (фиг.1а,б) включает следующие блоки: узел отсчета 1, состоящий из индикатора 1.1 и процессора 1.2, контактный преобразователь 2, состоящий из измерительного стержня 2.1, подшипников качения 2.2, регулировочных винтов 2.3, эластичной гофрированной трубки 2.4, наконечника 2.5 с защитным покрытием 2.6, привод 3, состоящий из исполнительного механизма 3.1, фрикционной муфты 3.2, регулировочного винта 3.3 и фрикционного элемента 3.4, оптическую схему 4 с двумя выходами, состоящую из первого преобразователя 4.1 с одним выходом, второго преобразователя 4.2 с одним выходом, светоделителя 4.3, оптических фильтров 4.4 и 4.5, корпус 5.
В устройство №2 (фиг.2а,б), в отличие от устройства №1, дополнительно введена оптическая система 2.7, расположенная внутри измерительного стержня 2.1 перед наконечником 2.5 (по ходу входного оптического потока 9), которая может быть реализована на основе кольцеобразной призмы (оптическое кольцо с призмой по сечению). Кроме того, у первого преобразователя 4.1 создан еще один выход.
Измерительный стержень 2.1 выполнен со сквозным внутренним отверстием и установлен на беззазорной направляющей качения поступательного перемещения, образованной закрытыми подшипниками качения 2.2, заполненными вязкой смазкой. Для выбора зазора и создания натяга (3…5 мкм) предусмотрены два регулировочных винта 2.3. Выход измерительного стержня 2.1 прикреплен к наконечнику 2.5 и герметизирован эластичной гофрированной трубкой 2.4. Наружная поверхность измерительного стержня 2.1, как и в прототипе, может быть выполнена, например, в форме шестигранника или представлять собой трубку с прикрепленной различными способами (наклеенной, припаянной или приваренной) сверху пластиной. Такая форма измерительного стержня 2.1 фиксирует его от поворота вокруг его оси при минимальной массе и высокой поперечной жесткости.
В устройстве имеется исполнительный механизм 3.1 в форме электропривода, соединенного через фрикционную муфту 3.2. Весь привод 3 (например, на основе шагового или вентильного двигателя) работает по сигналу с выхода узла отчета 1, которым управляют направлением и скоростью линейного движения измерительного стержня 2.1 и наконечника 2.5. Создание нужного натяга осуществляется через регулировочный винт 3.3 и фрикционный элемент 3.4. Последний фиксирует положение измерительного стержня 2.1 в момент отсутствия управляющего сигнала на исполнительный механизм 3.1. Все эти элементы крепятся в корпусе 5, устанавливаемом вблизи места обработки.
Узел отсчета 1 имеет два выхода и два входа. Вход индикатора 1.1 соединен с первым выходом процессора 1.2, второй выход которого является первым выходом узла отсчета 1 и подключен ко входу исполнительного механизма 3.1. Третий выход узла отсчета 1 является выходом для связи с системой ЧГТУ и/или системой управления станка. Два входа узла отсчета 1, являющиеся входами процессора 1.2, соединены с выходами оптической схемы 4, т.е. с выходами первого 4.1 и второго 4.2 преобразователя.
Наконечник 2.5 выполнен из высокопрочного оптически прозрачного материала, такого как, например, алмаз, рубин, сапфир, карбид кремния или представителей корундовых кристаллов, и условно имеет лицевую (спереди), боковую (сбоку) и тыльную (сзади) поверхности.
Лицевая и боковая поверхности наконечника 2.5 в общем могут иметь криволинейную выпуклую форму, плоскую и ровную в области, непосредственно прилегающей к зоне контакта (рабочей зоне, диаметром обычно не более 1-3 мм), и в процессе активного контроля контактирует с изделием 6. Его тыльная поверхность, как правило, делается плоской и крепится к измерительному стержню 2.1.
Защитное покрытие 2.6 имеет отверстие и защищает большую часть внешней поверхности наконечника 2.5 от механических воздействий, налипания стружки, результатов металлообработки, остатков СОЖ, перераспределяет внешнюю нагрузку более равномерно по его поверхности.
Для некоторых технических решений, оно также может использоваться для создания условий отражения (в т.ч. и полного внутреннего отражения) входного 9 и отраженного 10.1 потоков при их движении по телу оптически прозрачного наконечника 2.5.
Отверстие защитного покрытия 2.6 соответствует рабочей зоне, зоне контакта наконечника 2.5 с изделием 6 для обеспечения прямого механического контакта.
Устройство №1 (фиг.1а) на круглошлифовальном станке работает следующим образом. В процессе обработки вращающееся изделие 6 с прерывистой поверхностью доводится до нужного размера путем съема лишнего металла (припуска) шлифовальным кругом 7 при обильном поливе смазочно-охлаждающей жидкостью (СОЖ) 8. Для обеспечения контакта с поверхностью изделия 6 в процессе работы посредством привода 3 перемещают измерительный стержень 2.1 с наконечником 2.5 к изделию 6. Экспериментально показано, что скорость движения наконечника 2.5 должна быть на (10…15)% больше скорости съема припуска с изделия 6: Vн=(1,10…1,15)·Vс, где Vн - скорость движения наконечника 2.5; Vс - скорость съема припуска для разных этапов обработки: для чернового шлифования Uчерн=200…500 мкм/с; для чистового шлифования - Uчист=10…50 мкм/с; для выхаживания Uвых=0,5…2,0 мкм/с (Леун В.И. «Повышение эффективности технологии изготовления и точности измерения линейных размеров прецизионных деталей приборов, машин и изделий инструментального производства средствами автоматического контроля». Докт. диссерт. С-Петербург, 1994).
Фрикционная муфта 3.2 настраивается таким образом, чтобы обеспечить как перемещение измерительного стержня 2.1, так и осуществить ее проскальзывание при встречном воздействии, например, при выходе наконечника 2.5 со впадины на выступ изделия 6. Подшипники качения 2.2 заполняются вязкой смазкой для создания дополнительной гидравлической силы трения и исключения отрыва наконечника 2.5 от выступов изделия с прерывистой поверхностью 6.
Первым преобразователем 4.1 направляется входной поток 9, представляющий из себя поток лазерного когерентного излучения, вдоль оси (или под малыми углами относительно нее) сквозного отверстия измерительного стержня 2.1 на наконечник 2.5. Этот поток проходит через тело наконечника 2.5 и освещает его внутреннюю сторону лицевой поверхности в области рабочей зоны (т.е. места касания с изделием 6) фронтально или под малым углом падения. Отразившись от внутренней стороны лицевой поверхности в рабочей зоне, часть входного потока 9 следует в обратном направлении и формирует отраженный поток 10.1 (фиг.1б).
Помимо этого наконечник 2.5 излучает инфракрасный (ИК) тепловой поток (излучение) 10.2, интенсивность которого пропорциональна его температуре. Поэтому от наконечника 2.5 в направлении оптической схемы 4 через сквозное отверстие измерительного стержня 2.1 следует два потока: отраженный поток 10.1 и тепловой поток 10.2.
В ней светоделителем 4.3, оптическими фильтрами 4.4 и 4.5 эти два потока 10.1 и 10.2 разделяются и направляются соответственно на первый преобразователь 4.1 и во второй преобразователь 4.2.
Оптические фильтры 4.4 и 4.5 используются для спектрального разделения двух пространственно совмещенных оптических потоков 10.1 и 10.2, следующих от наконечника 2.5. Оптический фильтр 4.4 настроен на длину волны λт теплового потока 10.2 в стандартном спектральном диапазоне ~3-15 мкм, который обычно используется пирометрами для измерения температуры. Оптический фильтр 4.5 может быть настроен на длину волны λо первого преобразователя 4.1, которая, как правило, бывает из ряда наиболее часто используемых 0,63 мкм, 1,06 мкм, 10,6 мкм.
Второй преобразователь 4.2 по сути представляет собой один из вариантов широкоизвестных конструкций пирометров, измеряющих интенсивность теплового потока 10.2. Он формирует выходной сигнал N(tн), который следует на первый вход узла отсчета 1 и содержит информацию о температуре tн наконечника 2.5, которая используется для корректировки результатов измерения текущей координаты lн.
В качестве первого преобразователя 4.1, измеряющего текущую координату lн наконечника 2.5, могут быть использованы лазерные интерферометры перемещений с измерением фазового набега световых волн Δφ [Коронкевич В.П., Соболев B.C., Дубнищев Ю.Н. Лазерная интерферометрия. Наука, Сибирское отделение, Новосибирск, 1983] или лазерные интерференционные устройства на основе эффекта внешней оптической обратной связи в полупроводниковом инжекционном лазере Δf [Патент РФ №2393427 МПК G01C 3/08. Лазерный измеритель дальности и перемещений/ Соболев B.C., Щербаченко A.M., Харин A.M., Опубл. 27.06.2010, Бюл.№18].
Выходной сигнал N(lн) с выхода первого преобразователя 4.1 следует на второй вход узла отсчета 1 и несет информацию о текущей координате lн наконечника 2.5. Процессор 1.2, принимающий сигналы о текущей координате lн и температуре tн, вводит температурную коррекцию при расчете размера изделия 6, передает информационный сигнал о скорректированных результатах измерений для демонстрации индикатором 1.1 и через второй выход узла отсчета 1 на систему ЧПУ и/или систему управления станка.
По достижении нужного линейного размера изделия 6 формируется информационный сигнал на индикатор 1.1, на останов процесса обработки и привод 3 для отвода измерительного стержня 2.1 и наконечника 2.5 от детали - процесс обработки и измерения закончен.
Существенное достоинство устройства №1, как всей первой группы устройств, заключается в практически полном исключении износа наконечника 2.5 из результатов измерений. Это обусловлено тем, что в устройстве №1 направления оптических потоков 9 и 10.1 совпадают с направлением износа наконечника 2.5 и за счет использования оптически прозрачного материала происходит измерение текущей координаты lн его рабочей зоны, касающейся поверхности изделия 6, без появления дополнительных передаточных звеньев.
Общий процесс измерения состоит из нескольких операций:
1) приближение наконечника 2.5 к вращаемому (перемещаемому) обрабатываемому изделию 6 от изначально выбранной опорной координаты (перед процессом контроля),
2) контактирование наконечника 2.5 с выступами изделия 6: внешняя среда - металлическая поверхность выступа изделия 6 (в процессе контроля),
3) нахождение наконечника 2.5 над впадиной между выступами изделия 6: отсутствие контакта с поверхностью изделия 6, внешняя среда - воздух или СОЖ (в процессе контроля).
Во время второго периода, когда есть контакт наконечника 2.5 с выступами изделия 6 (рабочая зона контактирует с металлом изделия 6), внешней средой является металлическая поверхность выступа изделия 6, а это значит, что для входного потока 9 создаются условия почти зеркального отражения.
Во время первого и третьего периода наконечник 2.5 контактирует с внешней средой и худшим вариантом для этого является воздух (nв≈1,0), когда создаются условия для слабого отражения потока 10.1 от границы наконечник 2.5-воздух. С этого для обеспечения устойчивой работы первого преобразователя 4.1 подбирается нужное сочетание параметров этого блока и наконечника 2.5, например, таких как мощность излучателя, длина волны света λо, оптические параметры материала наконечника 2.5 (например, коэффициенты отражения и поглощения, диапазон длин волн окна прозрачности и др.), чувствительность первого преобразователя 4.1, угол падения света на внутреннюю сторону лицевой поверхности наконечника 2.5 и т.п.
Подобное сочетание вполне достижимо, например, при использовании первого преобразователя 4.1 на основе лазерного интерференционного устройства на основе эффекта внешней оптической обратной связи в полупроводниковом инжекционном лазере [Патент РФ №2102705 МПК G01B 21/00. Устройство для измерения перемещений на основе полупроводникового инжекционного лазера с внешней оптической обратной связью/ Котова С.П., Чернышов А.К., Якуткин В.В., опубл. 20.01.1998]. Это устройство применяется для измерения перемещений объектов именно с разными типами поверхности: слабоотражающей, зеркальной или диффузной. Использование подобных устройств позволит сделать непрерывным весь цикл измерения независимо от того, касается ли наконечник 2.5 поверхности изделия 6 или нет.
Увеличение угла падения света на внутреннюю сторону лицевой поверхности наконечника 2.5 приводит к возрастанию интенсивности отраженного оптического потока 10.1, но также и к появлению нескомпенсированной погрешности lизн от износа наконечника 2.5. В связи с этим возможны различные варианты выбора компромисса между этими параметрами исходя из всех требований, предъявляемых ко всему устройству №1.
Возможен вариант, когда исходя из требований к точности прибора задают максимальную оценку lизн на уровне, например, lизн≈Δlобщ/3 (чтобы ей вообще пренебречь при условии геометрического сложения с другими независимыми составляющими погрешности), где Δlобщ - общая погрешность измерений устройства. Далее из значения lизн рассчитывается максимальный угол падения света на внутреннюю сторону лицевой поверхности наконечника 2.5.
Отличия второй группы устройств, реализующих предлагаемый способ, от первой заключается в радиальном смещении входного оптического потока 9 и соответственно отраженного оптического потока 10.1 от оси к стенке измерительного стержня 2.1.
В данном описании вторая группа представлена описанием устройства №2 (фиг.2а), хотя ее можно реализовать несколькими устройствами, в первую очередь, за счет использования разных конструкций оптических систем 2.7. Некоторые варианты последней изображены на фиг.3. В частности на фиг.3в представлена оптическая система на основе дифракционной решетки 2.7.1 и диафрагмы 2.7.2. Наиболее просто использовать фокусирующую линзовую систему (не показана).
Конструктивно отличия устройства №2 (фиг.2а) заключаются во введении оптической системы 2.7 (например, в виде кольцеобразной призмы - фиг.2б), расположенной внутри измерительного стержня 2.1 перед наконечником 2.5 (по ходу входного оптического потока 9), которая может быть реализована на основе кольцеобразной призмы (оптическое кольцо с призмой по сечению).
Также в первый преобразователь 4.1 добавлена схема (полностью не показана на фиг.2), измеряющая ортогональные смещения ly отраженного потока 10.1, возникающие из-за износа наконечника 2.5. В связи с этим у первого преобразователя 4.1 создан еще один выход, формирующий сигнал N(ly), следующий на созданный третий вход узла отчета 1 и соответственно третий вход процессора 1.2. На основе этого сигнала в процессоре 1.2 происходит дополнительный расчет величины износа наконечника 2.5 и соответствующая корректировка при расчете размера изделия 6.
В виду близости конструкций устройств №1 и №2 они работают подобно. Отличия заключаются в том, что за счет радиально смещенного оптического потока 9 внутри наконечника 2.5 формируется траектория движения с угловым освещением рабочей зоны наконечника 2.5. При этом в зависимости от подбора оптических параметров может происходить как частичное отражение оптического потока 9 (часть света уходит во вне), так и полное внутреннее отражение. В последнем случае внутренняя сторона лицевой поверхности наконечника 2.5 является полностью отражающей.
Для данного технического решения компенсация износа наконечника 2.5 осуществляется за счет измерения N(ly). Это можно произвести за счет использования устройств для контроля смещений лазерных потоков ортогональных (или под углом) к направлению их распространения. Как вариант могут использоваться т.н. триангуляционные устройства, измеряющие пространственное положение отраженного оптического потока Δly [Лысенко О. Триангуляционные датчики расстояния. «Электронные компоненты» №11, 2005, с.1-5, http://www.sick-automation.ru/images/File/pdf/rasstoyanie.pdf].
Для второй группы можно создать и другие устройства, в первую очередь, за счет использования других конструкций наконечников. Некоторые варианты конструкций наконечников для этих устройств изображены на фиг.3.
Особенность наконечника 2.5 на фиг.3а заключается в создании условий для, как минимум, двухкратного изменения распространения хода входного 9 и отраженного 10.1 потоков за счет отражений. При этом на внутренней стороне боковой поверхности наконечника выделяют две противоположные рабочие площадки с заданными углами наклона и используют их в качестве первой и второй зон отражения.
Число таких зон отражения можно увеличить таким образом, чтобы включить в это число зон рабочую зону отражения (фиг.3б). Другими словами, подобрать такое сочетание конструктивных и оптических параметров наконечника 2.5, чтобы среди зон отражений одна из точек соответствовала рабочей зоне отражений, месту контакта его с изделием 6.
Зоны отражений могут быть и не совсем плоскими, но их отклонение от плоскостности не должно давать искривление волнового фронта, нарушающее устойчивую работу первого преобразователя 4.1 и увеличение погрешности измерений более допустимого. Иначе эффект от использования предлагаемых способа и устройства обесценится.
Также возможно применение в качестве оптической схемы 2.7 дифракционной решетки 2.7.1 и диафрагмы 2.7.2 (на фиг.3в). Для углового отклонения входного потока 9 и освещения рабочей зоны наконечника 2.5 используется свойство дифракции света на дифракционной решетке 2.7.1 с последующим выделением нужного порядка дифракции диафрагмой 2.7.2. Отраженный поток 10.1 повторно аналогично дифрагирует, выделяется из набора дифракционных порядков и направляется в оптическую схему 4.
При использовании +1 дифракционного порядка угол дифракции определяется как φm=argcin(λ0/lдр), lдр - шаг дифракционной решетки, φm - угол дифракции m-го порядка, λ0 - длина волны входного потока 9. Для длины волны λ0=0,63 мкм наконечника из алмаза с углом полного внутреннего отражения ≈24° шаг дифракционной составит ≈1,6 мкм. Такой шаг дифракционной решетки легко реализуем в современных условиях и, например, соответствует шагу между соседними треками на современных компакт-дисках.
На фиг.3д и 3е представлены наконечники для работы с радиально смещенными входным 9 и отраженным 10.1 потоками и фронтальным (или под малыми углами падения) освещением рабочей зоны. Первый вариант реализован на основе призм, в т.ч. и с полупрозрачной светоделительной гранью, которые могут представлять единый элемент. Второй вариант реализован на основе волоконно-оптического разветвителя (преобразователя), например, с подводящим (приемным), отводящим (выходным) и общим плечами, состоящего из одномодовых оптических волокон и средств ввода-вывода входного 9 и отраженного 10.1 потоков (не показаны). Современные достижения в области изготовления оптических и волоконно-оптических элементов позволяют без значительных затруднений реализовать оба варианта.
Сущность предлагаемого способа и работы устройств заключается в следующем.
Для обеспечения функционирования данного изобретения предлагается следующее.
1. В связи с использованием полого оптически прозрачного измерительного стержня 2.1 в данном изобретении предлагается ввести контроль температуры по уровню инфракрасного диапазона спектра потока, излучаемого естественным путем от наконечника 2.5 подобно пирометрам. Такой контроль температуры наконечника 2.5 tн позволяет вводить температурную компенсацию в результат измерения и повысить точность линейных размеров изделия.
2. Повышение точности измерений предлагаемых способа и устройств также достигается за счет определения координаты lн лицевой поверхности наконечника 2.5 напрямую, без применения дополнительных передаточных звеньев. Это достигается при изготовлении наконечника 2.5 из материалов, обладающих как оптической прозрачностью, так и высокой прочностью. В списке таких материалов находятся алмаз, сапфир, карбид кремния, корундовые и другие кристаллы.
Использование оптически прозрачного наконечника 2.5 и измерение текущей координаты lн внешней грани наконечника 2.5 разными устройствами (с фронтальным и боковым освещением, с частичным или полным внутренним отражением) позволяет исключить, минимизировать и/или скорректировать влияние износа на результат измерений размеров изделия 6.
Таким образом, в данном изобретении реализован внешне полностью закрытый оптический канал, исключающий попадание потока непрозрачной СОЖ, ее испарения от нагреваемых шлифовального круга и изделия, стружки и поток искр в схему измерений. Повышается точность измерений размеров изделия за счет исключения большинства передаточных звеньев и, как следствие, исключения их сложных температурных линейных деформаций путем бесконтактного измерения текущей координаты наконечника lн. Также влияние износа наконечника 2.5 может быть полностью исключено, минимизировано и/или учтено путем внесения корректив при расчетах размеров изделия 6.
Кроме этого, появляется новая функциональная возможность измерения температуры наконечника tн и введения коррекции в результат измерений.
Ожидаемая точность измерений по перемещениям для разных устройств, реализующих предлагаемый способ: от 0,01 до 0,5 мкм, температуры - от 0,5°C до 2°C.
Реализуемость предлагаемого изобретения подтверждается реализуемостью отдельных его блоков. Узел отсчета 1 может быть выполнен подобно электронным блокам управления, использовавшимся ранее для автоматического контроля [Соболев М.П., Этингоф М.И. «Автоматический контроль на металлорежущих станках», с.90], с добавлением современного мощного процессора 1.2.
Реализуемость механической части устройства была подтверждена макетным исполнением, упомянутым еще в прототипе [Патент РФ №2447984 МПК B24B 49/00, G01B 7/12. Устройство для активного контроля линейных размеров изделий/Леун В.И., Леун А.В., Ковальчук А.С., опубл. в Бюлл.№11, 20.04.2007]. Диапазон перемещения измерительного стержня был до 100 мм и более. Проверка работоспособности проводилась на круглошлифовальном станке мод. ЗА110. Изделие - зенкер двухперый с твердосплавными режущими зубьями, ширина выступа 0,05 мм, число оборотов изделия изменяли от n=150…до 500 об/мин. Масса измерительного стержня 3 с присоединенными массами других элементов находилась в пределах 30…35 грамм.
Оптические высокоточные измерения температуры посредством ИК пирометров и перемещений (положения) изделий лазерными интерферометрами и/или дальномерами являются к настоящему времени высоко технологически проработанными направлениями.
В связи с вышеизложенным, практическая реализуемость различных вариантов предлагаемого изобретения не должна вызывать сомнений.
Изобретение относится к машино-, станко- и приборостроению и предназначено для автоматического контроля линейных размеров цилиндрической и конической формы изделий (золотников, плунжеров, шестерен, шлицевых и гладких валиков, сверл, фрез, зенкеров, разверток, метчиков, калибров, концевых мер длины, протяжек и других деталей с минимальными допусками 2…4 мкм и любым числом выступов, начиная с одного, и с минимальной их шириной 0,05 мм) на операциях шлифования на кругло-, плоско-, бесцентрово-, резьбо-, шлице-, зубошлифовальных станках и других в индивидуальном и мелкосерийном производствах. Сущность предлагаемого технического решения заключается в использовании механически прочного и оптически прозрачного наконечника совместно с трубчатым полым измерительным стержнем. Это позволяет создать оптически замкнутый измерительный канал и использовать высокоточные оптические методы контроля измерения положения поверхности контролируемого изделия на металлообрабатывающих станках в особо тяжелых условиях измерений, обусловленных потоком непрозрачной смазочно-охлаждающей жидкости, ее испарениями, потоками стружки и горячих искр. Измерения размеров контролируемых изделий осуществляются по текущей координате лицевой поверхности наконечника, контактирующей непосредственно с поверхностью контролируемого изделия. Это позволяет исключить многие механические передаточные звенья, которые традиционно используются в подобных устройствах. В некоторых устройствах, реализующих предлагаемый способ измерений, минимизируется или даже исключается влияние износа наконечника на точность измерений. Также имеется возможность измерять интенсивность теплового излучения и, определяя температуру наконечника, вносить коррекцию на температурную составляющую погрешности. 2 н. и 11 з.п. ф-лы, 3 ил.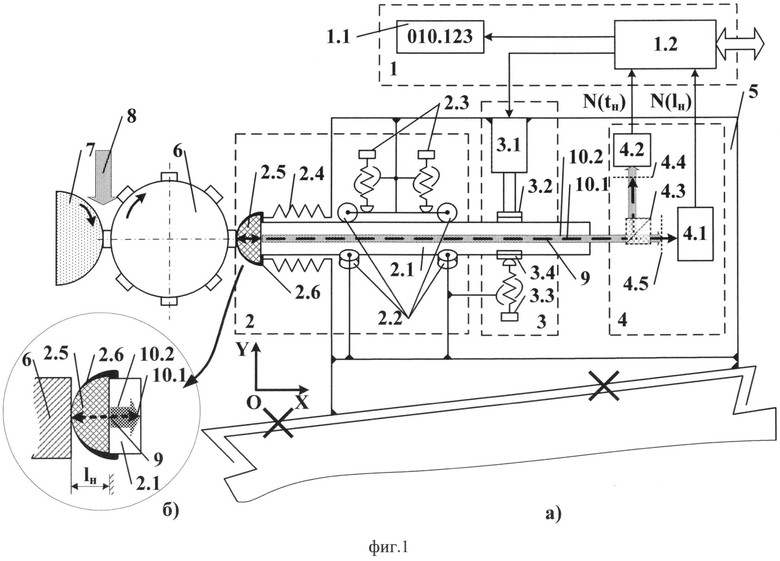
1. Способ активного контроля линейных размеров в процессе обработки изделия, выполненного с впадинами и выступами на поверхности, включающий использование связанного фрикционно с приводом и зафиксированного от поворотов подвижного измерительного стержня со сквозным отверстием и наконечником, закрепленным на его торце своей тыльной стороной, линейное перемещение наконечника с заданной скоростью в направлении к поверхности изделия до возникновения механического контакта между изделием и лицевой поверхностью наконечника с образованием рабочей зоны, формирование электрического сигнала, характеризующего текущую координату наконечника, и использование этого сигнала для расчета линейного размера изделия с индикацией его значения, отличающийся тем, что используют наконечник из оптически прозрачного материала с защитным покрытием, нанесенным на его внешней лицевой поверхности с образованием отверстия, соответствующего зоне контакта наконечника с изделием, посредством лазерного излучения создают входной световой поток, который направляют через сквозное отверстие измерительного стержня и освещают им под заданным углом падения внутреннюю сторону лицевой поверхности наконечника, при этом в зоне контакта наконечника с изделием формируют отраженный световой поток и тепловой поток, интенсивность которого связана с температурой наконечника, направляют упомянутые потоки через упомянутое отверстие измерительного стержня для измерения их параметров, отделяют отраженный световой поток от теплового, преобразуют измеряемый параметр отраженного светового потока в электрический сигнал для расчета текущей координаты наконечника, измеряют интенсивность теплового потока и формируют второй электрический сигнал, связанный с текущей температурой наконечника, с учетом которого корректируют значение линейного размера обрабатываемого изделия.
2. Способ по п. 1, отличающийся тем, что входной световой поток радиально смещают от оси измерительного стержня, на внутренней стороне боковой поверхности наконечника выделяют две противоположные рабочие площадки с заданными углами наклона и используют их в качестве первой и второй зон отражения, освещают входным световым потоком первую зону отражения, передают входной световой поток внутри наконечника ко второй зоне отражения для создания отраженного светового потока.
3. Способ по п. 2, отличающийся тем, что число зон отражения устанавливают больше двух и включают в это число зон рабочую зону отражения.
4. Способ по п. 1, отличающийся тем, что входной световой поток радиально смещают от продольной оси измерительного стержня, перед тыльной поверхностью наконечника устанавливают оптическую систему, с помощью которой отклоняют распространяющийся входной световой поток для освещения рабочей зоны отражения в наконечнике и формируют отраженный световой поток, отклоняющийся оптической системой.
5. Способ по любому из пп. 1-4, отличающийся тем, что задают значение угла падения входного светового потока на рабочую зону отражения в наконечнике.
6. Способ по любому из пп. 1-4, отличающийся тем, что в качестве измеряемого параметра отраженного светового потока используют фазовый набег.
7. Устройство для активного контроля линейных размеров в процессе обработки изделия, выполненного с впадинами и выступами на поверхности, содержащее узел отсчета, контактный преобразователь, включающий измерительный стержень с наконечником, имеющим лицевую, боковую и тыльную поверхности, фрикционный и герметизирующий элементы и исполнительный механизм, расположенные совместно с измерительным стержнем в общем корпусе, при этом исполнительный механизм связан с выходом узла отсчета, измерительный стержень контактного преобразователя выполнен со сквозным отверстием и установлен на направляющей поступательного перемещения с закрытыми подшипниками качения, заполненными вязкой смазкой, и фрикционно соединен с исполнительным механизмом, отличающееся тем, что оно снабжено двумя оптическими фильтрами, светоделителем, первым преобразователем, реализованным на основе оптической измерительной системы, и вторым преобразователем, реализованном на основе пирометра, при этом наконечник выполнен из оптически прозрачного материала с защитным покрытием на его внешней стороне лицевой поверхности, нанесенным с образованием отверстия, при этом наконечник выполнен с возможностью отражения светового потока и оптически связан через сквозное отверстие измерительного стержня с первым преобразователем, причем между первым преобразователем и сквозным отверстием измерительного стержня последовательно установлены оптически связанные первый оптический фильтр и светоделитель с двумя оптическими выходами, второй выход которого через второй оптический фильтр оптически связан со вторым преобразователем, причем первый и второй преобразователи своими электрическими выходами соединены со входами узла отсчета.
8. Устройство по п. 7, отличающееся тем, что первый преобразователь выполнен со вторым электрическим выходом, а узел отсчета - с третьим электрическим входом, к которому подключен второй электрический выход первого преобразователя.
9. Устройство по п. 7, отличающееся тем, что оно снабжено оптической схемой, установленной между светоделителем и наконечником.
10. Устройство по п. 9, отличающееся тем, что в качестве оптической схемы использована фокусирующая линзовая система.
11. Устройство по п. 9, отличающееся тем, что оптическая схема состоит из двух призм, расположенных перед и после наконечника.
12. Устройство по п. 9, отличающееся тем, что оптическая схема состоит из двух пар последовательно расположенных по ходу входного и отраженного световых потоков дифракционной решетки и диафрагмы.
13. Устройство по п. 9, отличающееся тем, что оптическая схема содержит волоконно-оптический разветвитель, состоящий из подводящего, отводящего и общего плечей, выполненных на основе оптических волокон.
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2010 |
|
RU2447984C2 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2006 |
|
RU2316420C2 |
| Устройство для линейных измерений | 1986 |
|
SU1328157A1 |
| US 3793775 A, 26.02.1974 | |||
| US 4473951 A, 02.02.1984 | |||

