Изобретение относится к изделиям, получаемым обработкой металлов давлением, и может быть использовано при производстве листовых гнутых профилей с замкнутыми гофрами жесткости.
Такие профили, получаемые формовкой на специальных станах, содержат обычно продольные, периодически повторяющиеся гофры различного поперечного сечения - трапециевидного, полукруглого, треугольного, которые расположены в один или несколько рядов по ширине профиля и разделены между собой плоскими межгофровыми участками. По этим участкам размещаются дополнительные детали конструкции, например вертикальные стойки боковой обшивы железнодорожных грузовых полувагонов.
Сортамент вышеуказанных профилей (называемых обычно профилями высокой жесткости - ПВЖ) приведен в технических условиях ТУ 14-101-789-99 "Профили стальные высокой жесткости с периодически повторяющимися гофрами".
Известен профиль высокой жесткости, содержащий периодически повторяющиеся замкнутые гофры, у которого полукруглые гофры имеют глубину не более 0,25 их ширины, а треугольные и трапециевидные гофры - глубину не более 0,49 горизонтальной проекции их наклонных боковых граней (см. а.с. СССР №1202662, кл. В21D 5/06 с приор. от 10.08.84). Однако такой ПВЖ имеет недостаточную жесткость в поперечном направлении и это вынуждает при его использовании в качестве боковой обшивы грузовых полувагонов применять 16 вертикальных стоек, что увеличивает металлоемкость вагона.
Наиболее близким аналогом к заявляемому объекту является гнутый профиль высокой жесткости, приведенный в книге М.Ф.Сафронова и др. "Профили высокой жесткости", Магнитогорск, Дом печати, 1996, с.77, ПВЖ №15-1300 (1350)×2×1725×39,6×3,6 мм.
Этот ПВЖ содержит продольные, периодически повторяющиеся гофры, расположенные в два ряда по ширине профиля и разделенные между собой плоскими межгофровыми участками заданных размеров, и характеризуется тем, что профиль содержит 14 гофров с трапециевидным поперечным сечением. Данный ПВЖ также обладает недостаточной поперечной жесткостью с вышеотмеченными отрицательными аспектами, что повышает металлоемкость изделий из него.
Технической задачей настоящего изобретения является снижение металлоемкости изделий с использованием ПВЖ.
Для решения данной задачи гнутый ПВЖ, содержащий продольные, периодически повторяющиеся гофры трапециевидного поперечного сечения, расположенные в два ряда по ширине профиля и разделенные между собой плоскими межгофровыми участками заданных размеров, дополнительно содержит замкнутые полукруглые поперечные гофры, каждый из которых проходит через середины двух продольных гофров и перпендикулярных к их осям, при этом высота всех гофров одинакова, а ширина поперечного гофра составляет 0,75...0,80 от ширины продольного гофра и профиль может содержать 14 продольных и 7 поперечных гофров или 10 продольных и 5 поперечных гофров.
Сущность заявляемого технического решения заключается в увеличении поперечной жесткости ПВЖ за счет расположения на нем поперечных гофров оптимальных размеров. Это позволяет либо уменьшить толщину ПВЖ (при наличии на нем 14 продольных гофров), либо сократить количество плоских межгофровых участков (при наличии 10 продольных гофров), что в обоих случаях снижает металлоемкость изделий (вагонов) из ПВЖ.
Вид предлагаемого ПВЖ (его части) в плане показано на чертеже.
Профиль длиной L, шириной В и толщиной S содержит продольные трапециевидные гофры 1, расположенные в два ряда по ширине профиля и симметрично его продольной оси XX. Каждый гофр имеет высоту hг, длину l и ширину bт. Расстояние между продольными осями гофров bг, а по длине профиля гофры разделены равными межгофровыми участками 2, длина которых определяется количеством гофров и величинами L и l.
Перпендикулярно продольным осям гофров 1 выполнены полукруглые гофры 3 с длиной lп, шириной bп и высотой hг. Гофры 3 перпендикулярны гофрам 1 (т.е. YY⊥XX) и пересекают каждые два из них по их середине, т.е. расстояние оси YY от концов 4 продольных гофров составляет 0,51.
Радиусы мест закруглений 5 трапециевидных гофров, а также у оснований полукруглых гофров равны r, а радиус полукруглого поперечного гофра равен R. Величина bп=(0,75...0,80)bт. ПВЖ может содержать 14 или 10 продольных гофров либо соответственно, 7 или 5 поперечных гофров.
При монтаже полувагонов ПВЖ устанавливается вертикально и на середине межгофровых участков 2, а также на концевых участках 6 профилей располагаются вертикальные стойки, к которым и крепятся сваркой профили.
Опытную проверку (испытание ПВЖ на продольные и поперечный изгиб) осуществляли в ОАО "Магнитогорский металлургический комбинат".
С этой целью ПВЖ, изготовленные из стали 10ХНДП одной плавки, имевшие одинаковые толщину (3,6 мм), высоту трапециевидных гофров hг=39,6 мм при их ширине bт=200 мм и длине l=1230 мм, были изготовлены в двух вариантах: с наличием поперечных полукруглых гофров и без них, причем общее количество продольных гофров на готовом ПВЖ также варьировалось 14 и 10. Гофрированные листы испытывались на продольные и поперечные изгибы сосредоточенной нагрузкой.
Предельная величина допустимой нагрузки при продольном изгибе была примерно одинаковой (при одинаковом количестве гофров) как для ПВЖ с поперечными дополнительными гофрами, так и без них. При поперечном изгибе предлагаемые профили выдерживали нагрузку в 2,1...2,4 раза большую, чем известные ПВЖ. При уменьшении ширины поперечного гофра до bп=(0,50...0,74)bт, в отдельных случаях наблюдалось трещинообразование у этих гофров при поперечном изгибе ПВЖ. Увеличение ширины поперечных гофров до bп=(0,81...1,00)bт уменьшало предельно-допустимую нагрузку при таком изгибе.
Расчеты показали, что момент сопротивления относительно оси ХХ (см. чертеж) у предлагаемых ПВЖ больше, чем у известных на 95,6%, что и объясняет полученные результаты опытов. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом, выбранным в качестве ближайшего аналога (см. выше).
Технико-экономические исследования, проведенные в ОАО "ММК", показали, что использование предлагаемых ПВЖ, например, в качестве боковой обшивы ж/д полувагонов позволит уменьшить расход металла на их изготовление не менее, чем на 1,5%. Это снизит общий вес вагона и повысит его грузоподъемность.
Пример конкретного выполнения
Гнутый листовой ПВЖ имеет вид, показанный на чертеже, и предназначен для верхней боковой обшивы грузового полувагона.
Параметры профиля:
L=12075 мм; B=1350 мм; S=3,6 мм; lп=1100 мм; l=1722 мм (10 продольных гофров и пять поперечных); bт=200 мм; bп=0,77·bт=0,77·200=154 мм; hг=39,6 мм; R=60 мм; l′=2415 мм, bг=600 мм, b=375 мм, r=26 мм.
Профиль выполнен из стали 10 ХНДП.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВОЙ ГНУТЫЙ ПРОФИЛЬ | 2004 |
|
RU2281178C1 |
| СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2006 |
|
RU2334579C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1998 |
|
RU2147956C1 |
| ГНУТЫЙ ПРОФИЛЬ | 1998 |
|
RU2147954C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2301717C1 |
| ГОФРИРОВАННЫЙ ГНУТЫЙ ПРОФИЛЬ | 2006 |
|
RU2342210C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2288799C1 |
| ГНУТЫЙ ЛИСТОВОЙ ПРОФИЛЬ | 1996 |
|
RU2116151C1 |
| ПРОФИЛЬ ВЫСОКОЙ ЖЕСТКОСТИ | 1995 |
|
RU2073574C1 |
Изобретение относится к области обработки металлов давлением, в частности к формовке листового металла для облицовки стен и потолков. Профиль содержит продольные, периодически повторяющиеся гофры трапециевидного поперечного сечения, расположенные в два ряда по ширине профиля, разделенные между собой плоскими межгофровыми участками заданных размеров и замкнутые полукруглые поперечные гофры. Каждый гофр проходит через середины двух продольных гофров и перпендикулярно к их осям. При этом высота всех гофров одинакова, а ширина поперечного гофра составляет 0,75...0,80 от ширины продольного гофра. В результате обеспечивается снижение металлоемкости изделий. 1 ил.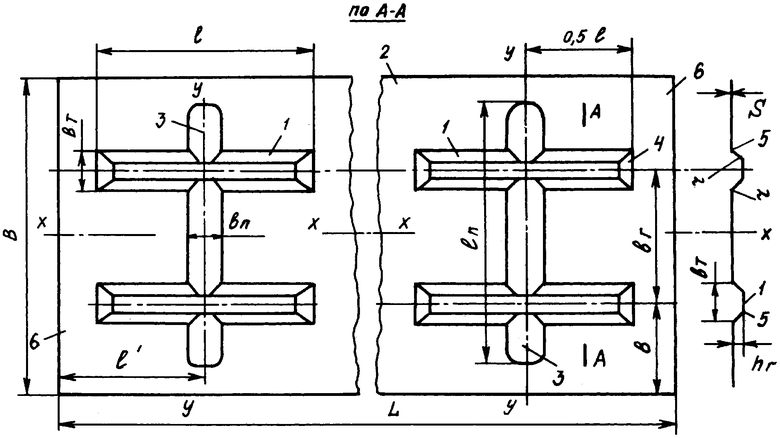
| САФРОНОВ М.Ф | |||
| Профили высокой жесткости | |||
| - Магнитогорск: Дом печати, 1966, с.77 | |||
| Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами | 1991 |
|
SU1804356A3 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1997 |
|
RU2113927C1 |
| Способ лечения ложного сустава костей | 1985 |
|
SU1263241A1 |

