Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу термоформования изделия с участком уменьшенного поперечного сечения и донной частью.
Уровень техники
Участок уменьшенного поперечного сечения изделия, подвергаемого термоформованию, имеет меньший диаметр, чем донная часть. Например, речь может идти о контейнере в форме бутылки, горлышко которой образует участок уменьшенного поперечного сечения. Речь также может идти о контейнере с боковой стенкой, имеющем, по существу, форму усеченного конуса, причем стенки контейнера сходятся по мере приближения к отверстию, или же о контейнере, форма которого может быть получена из сферы, разрезанной плоскостью, параллельной плоскости экватора сферы, причем экватор сферы расположен между образованным таким образом отверстием и дном контейнера.
При термоформовании изделий, не содержащих участков уменьшенного поперечного сечения, выемка из формы производится весьма просто, путем удаления формы от отверстия изделия движением переноса, параллельного перемещению поршня термоформования. Однако при термоформовании изделий с участками уменьшенного поперечного сечения задача выемки из формы усложняется и становится необходимо использование формы, состоящей из нескольких частей.
Так, в патентном документе FR 2795360 предлагается использование формы, содержащей две части с уменьшенным поперечным сечением и одну донную часть. При выемке изделия из формы две части с уменьшенным поперечным сечением сначала отводятся одна от другой, а изделие, изготовленное термоформованием, удерживается на донной части формы, снабженной всасывающими каналами. Затем эта донная часть может быть перемещена для вывода изделия из зоны, в которой находятся части формы с уменьшенным поперечным сечением, с целью обеспечения доступа к изделию захватных средств, позволяющих транспортировать изделие к выходу устройства.
Это известное устройство относительно сложно, так как оно использует удержание изделия на дне формы при помощи всасывания. Необходимо обеспечить высокую эффективность всасывания, чтобы гарантировать правильное удержание изделия при перемещении донной части формы.
В частности, во избежание опасности опрокидывания изделия относительно донной части необходимо, чтобы она захватывала донную часть изделия до достаточной высоты. При достаточном удалении донной части формы с установленным на ней изделием от частей формы с уменьшенным поперечным сечением необходимо прекратить всасывание и осуществить отделение изделия от указанной донной части. Для этого необходимо обеспечить перемещение изделия относительно донной части в направлении, параллельном направлению перемещения поршня термоформования, с целью отделения дна изделия от донной части формы, а затем - боковое перемещение изделия с целью его удаления от установки термоформования.
Таким образом, кинематика перемещения различных частей оказывается относительно сложной, причем, с учетом вертикального направления перемещения поршня термоформования, операция выемки из формы требует сначала горизонтального перемещения частей формы с уменьшенным поперечным сечением для их удаления от участка изделия с уменьшенным поперечным сечением, затем первого вертикального перемещения донной части формы на расстояние, достаточное для удаления бортика изделия от частей формы с уменьшенным поперечным сечением, и второго вертикального перемещения этой же донной части или вертикального перемещения изделия относительно донной части на расстояние, достаточное для выемки донной части изделия из донной части формы, и, наконец, горизонтального переноса изделия. К этому добавляется то обстоятельство, что, как правило, вся форма, включая части с уменьшенным поперечным сечением, должна иметь возможность небольшого перемещения в вертикальном направлении для осуществления зажима термопластичного материала между формой и сердечником.
В патентном документе FR 1427784 описано другое устройство, в котором для выемки из формы изделия с участком уменьшенного поперечного сечения сначала отводятся одна от другой части формы с уменьшенным поперечным сечением, а затем изделие извлекается из донной части формы при помощи извлекающего поршня, головка которого образует в ходе термоформования дно формы. В процессе этого выталкивания изделие просто поддерживается головкой поршня и не закреплено относительно нее, поэтому существует опасность опрокидывания или падения изделия, что приводит к производственным потерям или, по меньшей мере, снижению темпов производства. Кроме того, осуществление устройства по документу FR 1427784 возможно, только если форма и сердечник формы образуют, соответственно, нижний и верхний рабочие элементы устройства термоформования. Другими словами, термоформование изделия обязательно должно осуществляться движением вниз.
В патентном документе FR 2256818 описано еще одно устройство, в котором после термоформования изделия, изготавливаемого из термопластичной ленты, передняя часть формы, закрывающая ее с передней относительно направления движения ленты стороны, отводится таким образом, что лента может продвинуться на один шаг, извлекая изделие, изготовленное термоформованием, из формы через отверстие, образованное в результате отвода передней части формы. Это устройство может использоваться только для изготовления изделий термоформованием из непрерывной ленты термопластичного материала.
В патентном документе FR 2795360 описан способ, в котором после разведения частей формы с уменьшенным поперечным сечением изделие, изготовленное термоформованием, удерживается относительно донной части формы под действием всасывания, и эту донную часть перемещают вместе с находящимся в ней изделием. Такое удержание относительно ненадежно и связано с опасностью падения или опрокидывания изделия в ходе перемещения донной части формы. Кроме того, это перемещение должно сопровождаться операцией по выемке изделия из донной части.
В патентном документе FR 1427784 раскрыт способ, в котором после разведения частей формы с уменьшенным поперечным сечением изделие извлекают при помощи извлекающего поршня. Как указано выше, это извлечение также может привести к падению или опрокидыванию изделия. Кроме того, такое изделие может быть изготовлено только термоформованием вниз.
В патентном документе FR 2256818 описан способ, в котором после открывания передней части формы продвигают вперед термопластичную ленту, несущую изделие, изготовленное термоформованием, для его выемки из формы. Этот способ, очевидно, может быть использован только для изделий, изготавливаемых термоформованием непрерывной ленты.
Раскрытие изобретения
Задача изобретения заключается в предложении устройства для термоформования изделий с участком уменьшенного поперечного сечения и донной частью, совершенствующего вышеописанные известные решения.
Устройство содержит форму термоформования, включающую в себя, по меньшей мере, две части с уменьшенным поперечным сечением, определяющие открытый край формы, и донную часть; сердечник термоформования с концом, взаимодействующим с указанным краем формы для прижима к нему изделия из термопластичного материала и ограничивающим вместе с указанными частями формы полость термоформования, а также поршень термоформования, перемещающийся между активным положением термоформования, в котором он входит в указанную полость, и неактивным положением, в котором он находится за пределами полости. Две части формы с уменьшенным поперечным сечением выполнены с возможностью отведения друг от друга для обеспечения выемки изделия из формы.
В соответствии с изобретением решение данной задачи достигается за счет того, что устройство дополнительно содержит удерживающие средства для удержания изделия относительно сердечника, причем для выемки из формы изготовленного термоформованием изделия части формы с уменьшенным поперечным сечением и удерживающие средства выполнены с возможностью приведения в действие в такой последовательности, при которой указанные части формы с уменьшенным поперечным сечением отводятся друг от друга, удерживающие средства находятся в активном положении и удерживают изделие относительно сердечника, и, по меньшей мере, одна донная часть формы удаляется от сердечника при нахождении удерживающих средств в активном положении.
В предпочтительном варианте устройство дополнительно содержит захватные средства для захвата изделия после его выемки из формы, причем захватные средства и удерживающие средства могут перемещаться таким образом, что захватные средства захватывают изделие при его удержании удерживающими средствами на конце сердечника, после чего удерживающие средства прекращают удерживать изделие, а захватные средства перемещаются для выноса изделия за пределы устройства термоформования.
На первом этапе последовательности, когда части формы с уменьшенным поперечным сечением отводятся друг от друга, изготовленное термоформованием изделие продолжает удерживаться между сердечником и донной частью формы. Отвод частей формы с уменьшенным поперечным сечением открывает доступ к части стенки изделия, например бортику или выступающему участку, имеющемуся в этом изделии, в результате чего изделие может удерживаться относительно сердечника удерживающими средствами. В таком положении изделие может быть полностью вынуто из формы путем смещения донной части формы относительно сердечника. Затем оно может быть захвачено захватными средствами для выноса из устройства термоформования и оставлено ими, например, в следующей станции, например станции наполнения установки, содержащей предлагаемое устройство.
Кинематика перемещения различных частей формы в процессе термоформования предельно проста и может быть выполнена крайне быстро. Отсутствует необходимость в перемещении изделия относительно сердечника в ходе его выемки из формы; при этом изделие может надежно удерживаться относительно этого сердечника без опасности опрокидывания, имевшейся в устройствах по документам FR 2795360 и FR 1427784. В частности, для выемки изделия из формы могут перемещаться только части формы без необходимости перемещения изделия, изготовленного термоформованием.
Изобретение в равной степени относится как к устройству, в котором форма образует нижний рабочий элемент термоформования, так и к устройству, в котором форма образует верхний рабочий элемент. Кроме того, изобретение относится к термоформованию изделий из отдельных термопластичных заготовок (одна заготовка на изделие), например, таблеток термопластичного материала.
В оптимальном варианте части формы с уменьшенным поперечным сечением неподвижны относительно донной части формы.
Различные части формы соединены между собой таким образом, что части с уменьшенным поперечным сечением могут быть отведены друг от друга без смещения донной части формы, а окончательное перемещение этой донной части для удаления изделия, удерживаемого на конце сердечника, обеспечивает полную выемку из формы, поскольку донная часть увлекает с собой и части с уменьшенным поперечным сечением. Это также облегчает операцию закрывания формы перед термоформованием нового изделия, т.к. для этого две части формы с уменьшенным поперечным сечением могут быть сдвинуты одна с другой с образованием замкнутого внутреннего контура, заготовка из термопластичного материала может быть помещена на конец сердечника или на край формы, а затем зажата между сердечником и формой при помощи вертикального перемещения всей формы по направлению к сердечнику.
В оптимальном варианте форма и сердечник могут быть смещены относительно друг друга таким образом, чтобы их соответствующие края были выведены из соприкосновения перед отведением друг от друга двух частей формы с уменьшенным поперечным сечением.
Такое смещение может быть осуществлено на малое расстояние, например, порядка нескольких десятков миллиметров или 1-2 миллиметров. Оно позволяет осуществить разведение двух частей формы с уменьшенным поперечным сечением без их трения о конец сердечника.
В оптимальном варианте удерживающие средства содержат удерживающие элементы, которые могут перемещаться между активным положением, в котором они удерживают изделие относительно сердечника, и неактивным положением.
Удерживающие средства могут содержать захваты, прикрепленные к рычагам, которые шарнирно связаны с сердечником.
В соответствии с одним из вариантов осуществления для выемки изделия из формы указанные части формы и удерживающие средства могут перемещаться в последовательности, при которой отводятся друг от друга части формы с уменьшенным поперечным сечением, удерживающие средства перемещаются из неактивного положения в активное положение, в котором они удерживают изделие относительно сердечника, и форма удаляется от сердечника. Дополнительно удерживающие средства могут содержать захваты, перемещающиеся в плоскости соединения частей формы с уменьшенным поперечным сечением.
В этом случае удерживающие средства неактивны во время термоформования и переходят в активное положение только после термоформования, например, перемещаясь в плоскости соединения частей формы с уменьшенным поперечным сечением, причем эта плоскость соединения в этот момент открыта.
В соответствии с другим вариантом осуществления удерживающие средства могут находиться в неактивном положении и активном положении, в котором они образуют часть стенки полости термоформования и удерживают изделие относительно сердечника, причем указанные удерживающие средства могут находиться в активном положении во время термоформования изделия и во время отведения частей формы с уменьшенным поперечным сечением друг от друга.
В этом случае удерживающие средства участвуют в придании формы стенкам изделия и, находясь в активном положении, надежно удерживают изделие благодаря комплементарной форме.
В одном из вариантов удерживающие элементы могут содержать краевые участки, образующие в активном положении на конце сердечника замкнутый контур для зажима таблетки из термопластичного материала, помещенной на конец сердечника, с целью дальнейшего изготовления изделия термоформованием. Удерживающие элементы могут упруго поддерживаться относительно сердечника между раздельным положением, в котором форма удалена от сердечника, а указанные элементы находятся над концом сердечника на заданном расстоянии разделения, и сомкнутым положением, в котором указанное расстояние разделения уменьшено до меньшего расстояния или до нуля. Краевые участки удерживающих элементов могут содержать, по меньшей мере, один элемент рельефа крепления к термопластичному материалу.
Изобретение также относится к способу термоформования изделия с участком уменьшенного поперечного сечения и донной частью, в котором используют форму термоформования, включающую в себя, по меньшей мере, две части с уменьшенным поперечным сечением, определяющие открытый край, и одну донную часть, прижимают заготовку из термопластичного материала концом сердечника к указанному краю формы и ограничивают полость термоформования указанными частями формы, приводят поршень термоформования в активное положение термоформования, в котором он входит в полость формы, из неактивного положения, в котором поршень находится за пределами указанной полости, а для выемки изделия из формы отводят друг от друга указанные части формы с уменьшенным поперечным сечением.
Задача изобретения заключается в предложении способа, совершенствующего вышеописанные известные способы.
В соответствии с изобретением решение поставленной задачи достигается за счет того, что для выемки из формы изделия, изготовленного термоформованием, отводят друг от друга части формы с уменьшенным поперечным сечением и удаляют, по меньшей мере, одну донную часть формы от сердечника, удерживая изделие относительно сердечника.
В оптимальном варианте во время удержания изделия относительно сердечника удаляют от сердечника части формы с уменьшенным поперечным сечением и донную часть формы.
В следующем оптимальном варианте перед отведением друг от друга частей формы с уменьшенным поперечным сечением форму и сердечник смещают относительно друг друга таким образом, чтобы вывести из соприкосновения их соответствующие края.
По одному из вариантов после выемки из формы изделие захватывают при помощи захватных средств, прекращают удерживать изделие относительно сердечника и перемещают захватные средства, несущие изделие.
В еще одном оптимальном варианте для удержания изделия относительно сердечника удерживающие элементы перемещают из неактивного положения в активное положение. В этом положении удерживающие элементы удерживают изделие относительно сердечника. В соответствии с одним из вариантов осуществления перемещение осуществляют после отвода друг от друга частей формы с уменьшенным поперечным сечением.
Для удержания изделия относительно сердечника удерживающие элементы перемещают между отведенными друг от друга частями формы с уменьшенным поперечным сечением.
В соответствии с другим вариантом осуществления это перемещение осуществляют перед термоформованием изделия, причем указанные удерживающие элементы перемещают в неактивное положение только после отвода частей формы с уменьшенным поперечным сечением друг от друга.
В этом случае в оптимальном варианте производят термоформование изделия из таблетки термопластичного материала, причем перед термоформованием указанного изделия формуют контур указанной таблетки при помощи удерживающих элементов.
Таблетка попадает в устройство термоформования после нагревания и транспортировки, которые могут изменить ее форму. Формовка исправляет внешний контур таблетки перед этапом термоформования. В оптимальном варианте она осуществляется при перемещении удерживающих элементов из неактивного положения в активное положение и сопровождается штамповкой краев таблетки.
Краткое описание чертежей
Изобретение станет понятно, а его достоинства более очевидны из нижеследующего подробного описания одного из вариантов осуществления изобретения, приведенного для примера и не вносящего каких-либо ограничений. Описание содержит ссылки на прилагаемые чертежи, на которых:
- фиг.1, 3 и 5 изображают в вертикальном разрезе устройство по первому варианту осуществления изобретения в трех последовательных состояниях после термоформования изделия в форме;
- фиг.2, 4 и 6 изображают разрезы, соответственно, по линии II-II фиг.1, по линии IV-IV фиг.3 и по линии VI-VI фиг.5;
- фиг.7 представляет вид спереди системы, использующей два устройства по первому варианту осуществления изобретения;
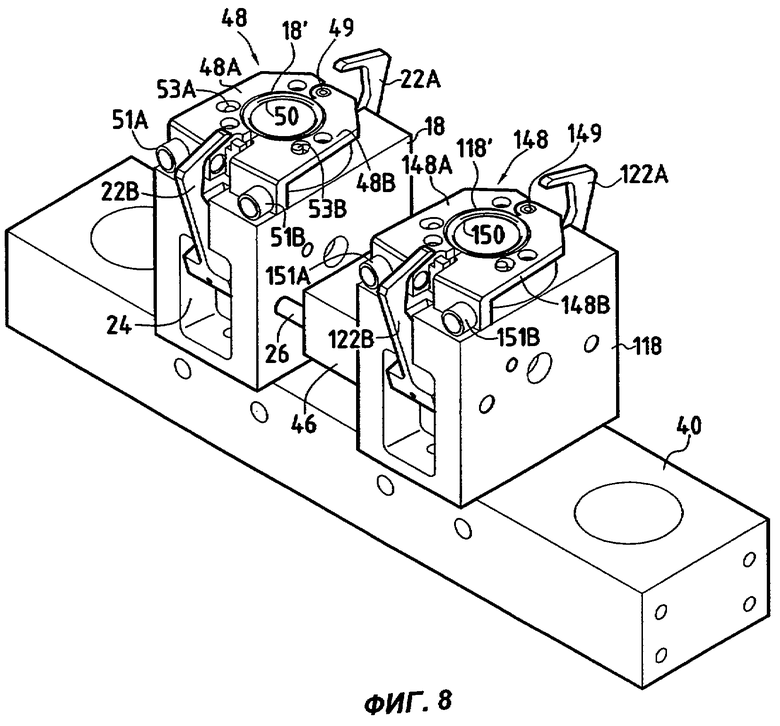
- фиг.8 изображает в перспективе нижнюю часть этой системы, содержащую два сердечника термоформования;
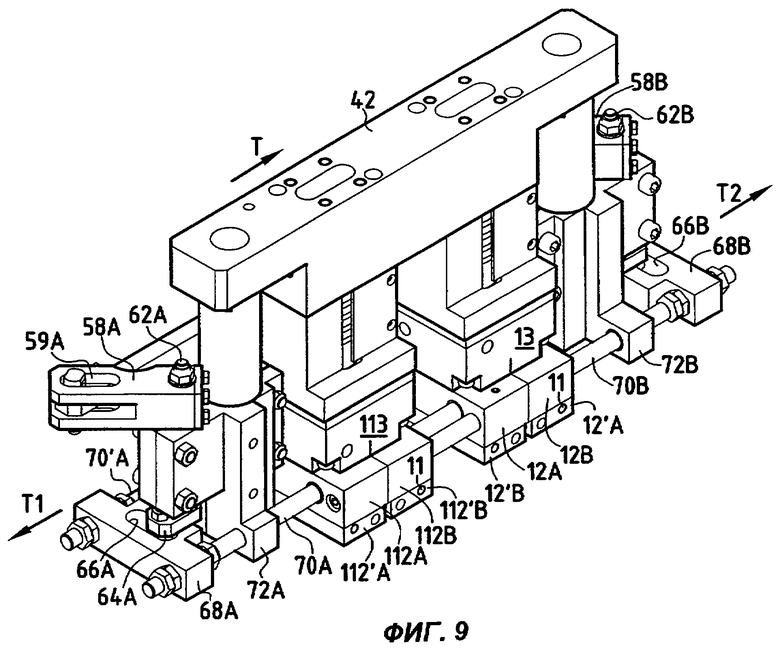
- фиг.9 изображает в перспективе верхнюю часть этой системы, содержащую две формы термоформования;
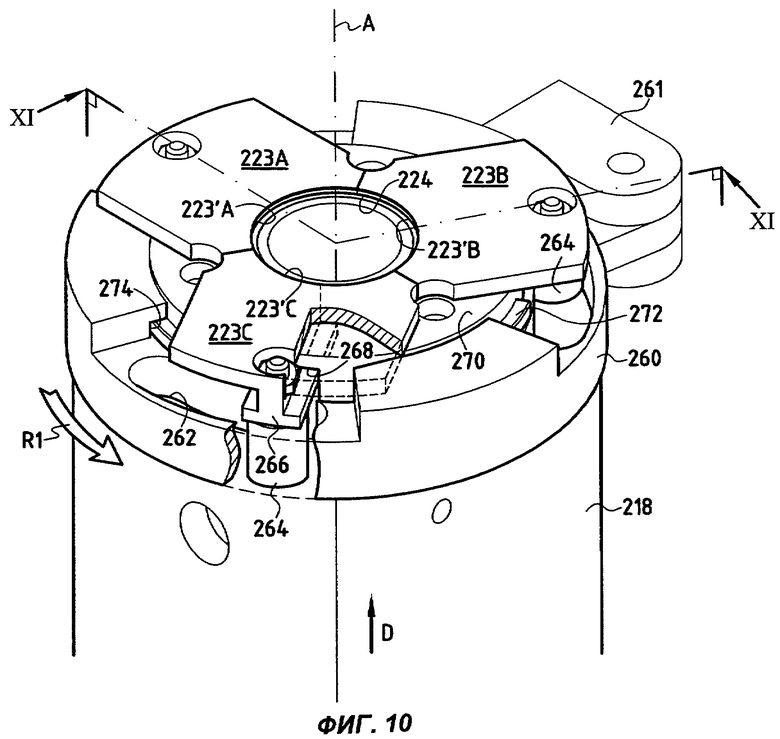
- фиг.10 изображает в перспективе часть нижней части устройства по второму варианту осуществления изобретения;
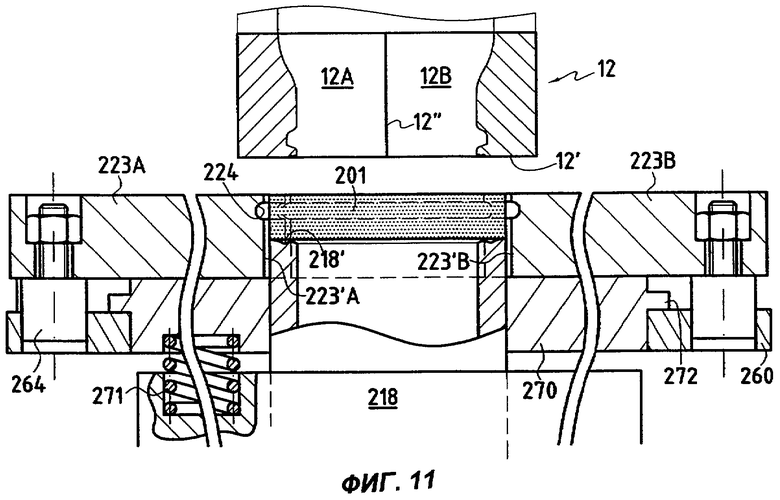
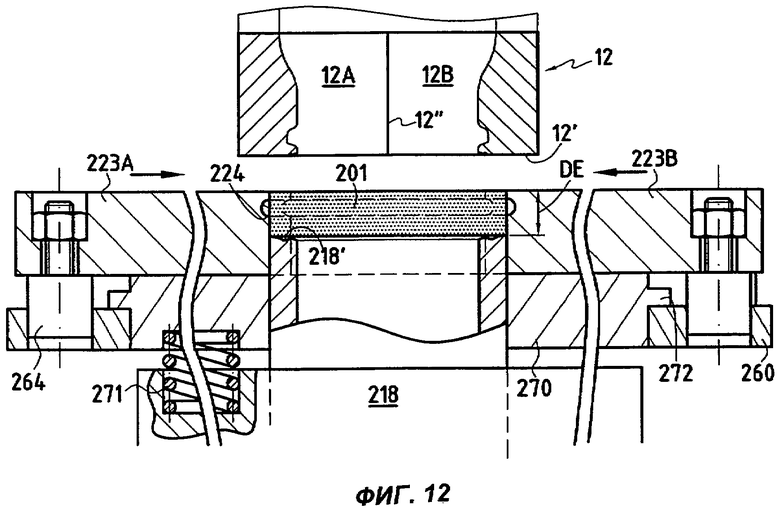
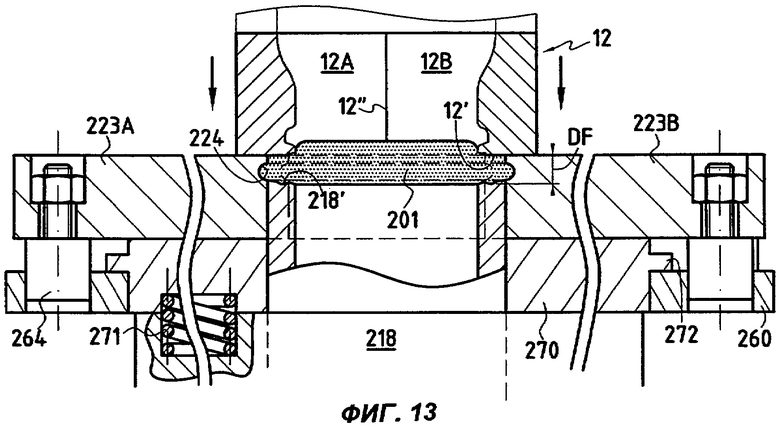
- фиг.11 - 13 схематично изображают в вертикальном разрезе часть устройства по второму варианту осуществления изобретения на трех последовательных этапах, предваряющих термоформование изделия в форме.
Осуществление изобретения
Устройство, представленное на чертежах, предназначено для термоформования изделия, имеющего в представленном примере форму небольшого контейнера 10 в виде бутылки. Изделие содержит бортик 10А, участок горлышка 10В с уменьшенным поперечным сечением и донную часть 10С. Как видно из чертежа, это изделие может дополнительно содержать кольцевой выступ, образующий ободок 10D, расположенный между бортиком 10А и горлышком 10В. Этот ободок может, например, взаимодействовать с запечатывающим кольцом пробки контейнера.
Устройство содержит форму 12 термоформования, содержащую две части 12А и 12В с уменьшенным поперечным сечением, свободные края которых определяют открытый край 12′ формы. Форма также содержит донную часть 13, которая образована в представленном примере несколькими частями, в число которых входит часть 13А, внутренний край которой имеет цилиндрическую форму, собственно донная часть 13В, оболочечная часть 13С, расположенная вокруг донной части 13В и образующая с ней единое целое, и кольцо 13D, при помощи которого соединены части 13С и 13А.
В данном случае донная часть 13В охлаждается вследствие циркуляции жидкости в содержащихся в ней каналах 14 охлаждения.
В общем случае, независимо от количества частей, из которых состоит форма, в форме имеются, по меньшей мере, две части с уменьшенным поперечным сечением и одна донная часть.
Устройство также содержит сердечник 18 формы с концом 18′, взаимодействующим с краем 12′ для зажима между ними заготовки из термопластичного материала, и поршень 20 термоформования, перемещающийся между активным положением термоформования (не показано), в котором он входит в полость 16, и показанным неактивным положением термоформования, в котором он находится за пределами этой полости.
Различные части формы совместно с сердечником 18 ограничивают полость 18 термоформования.
В представленном примере изделие изготавливается термоформованием вверх, т.е. сердечник и форма образуют, соответственно, нижний рабочий элемент термоформования и верхний рабочий элемент термоформования. Обратная конфигурация может быть предусмотрена для термоформования контейнера 10 вниз.
Кроме того, устройство содержит два шарнирных рычага 22А и 22В сердечника.
Устройство содержит удерживающие средства, которые включают захваты, перемещающиеся в плоскости соединения частей сердечника формы. В представленном примере эти захваты 23А и 23В образованы концами шарнирных рычагов 22А и 22В, соответственно. Из фиг.8 понятно, что стенка сердечника 18 содержит выемки 24, обеспечивающие возможность установки этих рычагов, поворачивающихся вокруг осей 26. Эти оси расположены перпендикулярно направлению D перемещения поршня термоформования.
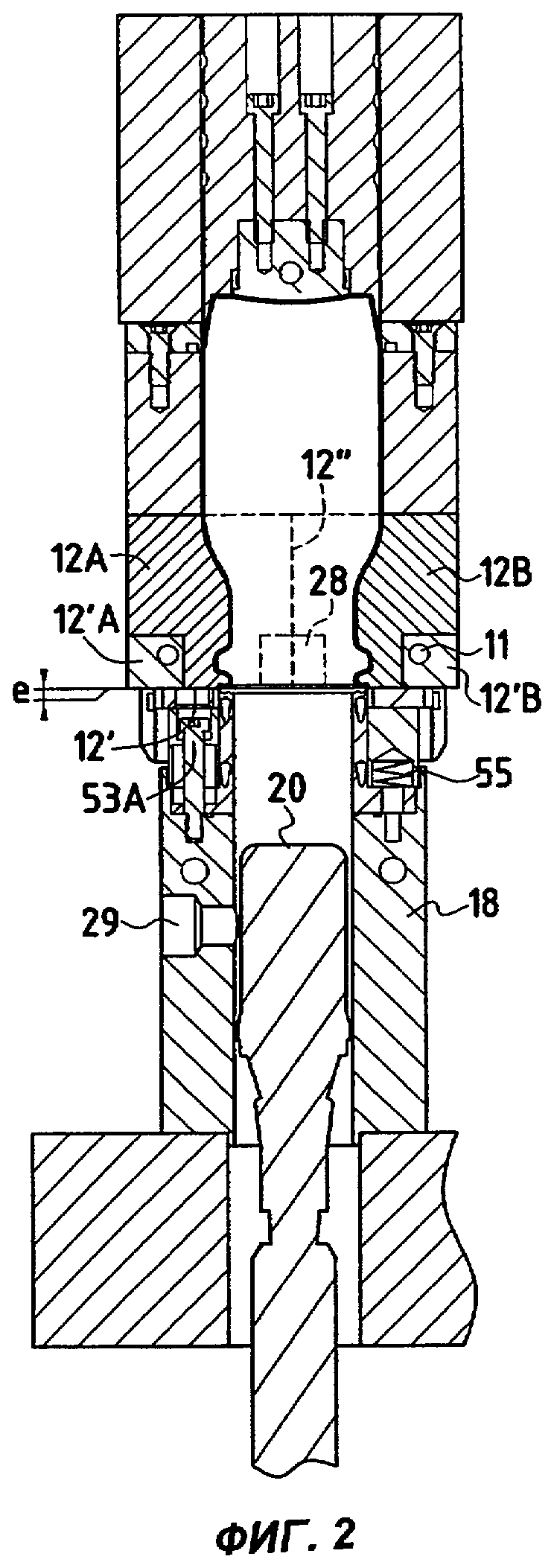
На фиг.1 и 8 удерживающие средства, образованные захватами 23А и 23В, находятся в неактивном положении, в котором они отведены от открытого края 12′ сердечника формы. При этом захваты 23А и 23В частично введены в углубления 28 (фиг.1), предусмотренные в каждой из двух частей 12А и 12В с уменьшенным поперечным сечением вблизи открытого края 12′ формы.
Как видно, например, из фиг.2 и 9, на частях 12А и 12В с уменьшенным поперечным сечением установлены, соответственно, пластины 12′А и 12′В охлаждения, снабженные отверстиями 11, через которые может циркулировать охлаждающее вещество, например воздух. Вышеупомянутые углубления 28 предусмотрены именно между этими пластинами охлаждения.
На фиг.2 пунктирной линией представлены плоскость 12′′ соединения частей 12А и 12В формы с уменьшенным поперечным сечением, а также углубление 28, в котором находится захват 23А.
На фиг.1 и 2 форма закрыта, т.е. части 12А и 12В с уменьшенным поперечным сечением сомкнуты одна с другой в плоскости соединения, а их внутренняя поверхность ограничивает совместно с внутренней поверхностью донной части формы и концом 18′ сердечника формы вышеупомянутую полость 16. В таком положении заготовка из термопластичного материала, например таблетка, может быть зажата между соответствующими краями формы и концом сердечника, а затем деформирована поршнем термоформования и введена в полость 16. Заготовка прижимается к стенкам этой полости вследствие нагнетания воздуха через отверстие 29, расположенное в сердечнике 18.
Разумеется, таблетка из термопластичного материала перед помещением между формой и сердечником должна пройти этап нагревания в нагревательной камере и этап перемещения из станции нагревания в устройство термоформования. Для помещения нагретой таблетки между формой и сердечником могут быть предусмотрены любые средства нагревания и транспортировки. В частности, могут быть использованы средства, описанные в патентных документах FR 2766123 и FR 0111031.
На фиг.1 и 2 контейнер 10 только что прошел этап термоформования, а поршень 20 только что был переведен в нижнее положение и находится внутри сердечника формы. Таким образом, задача заключается в выемке контейнера 10 из формы.
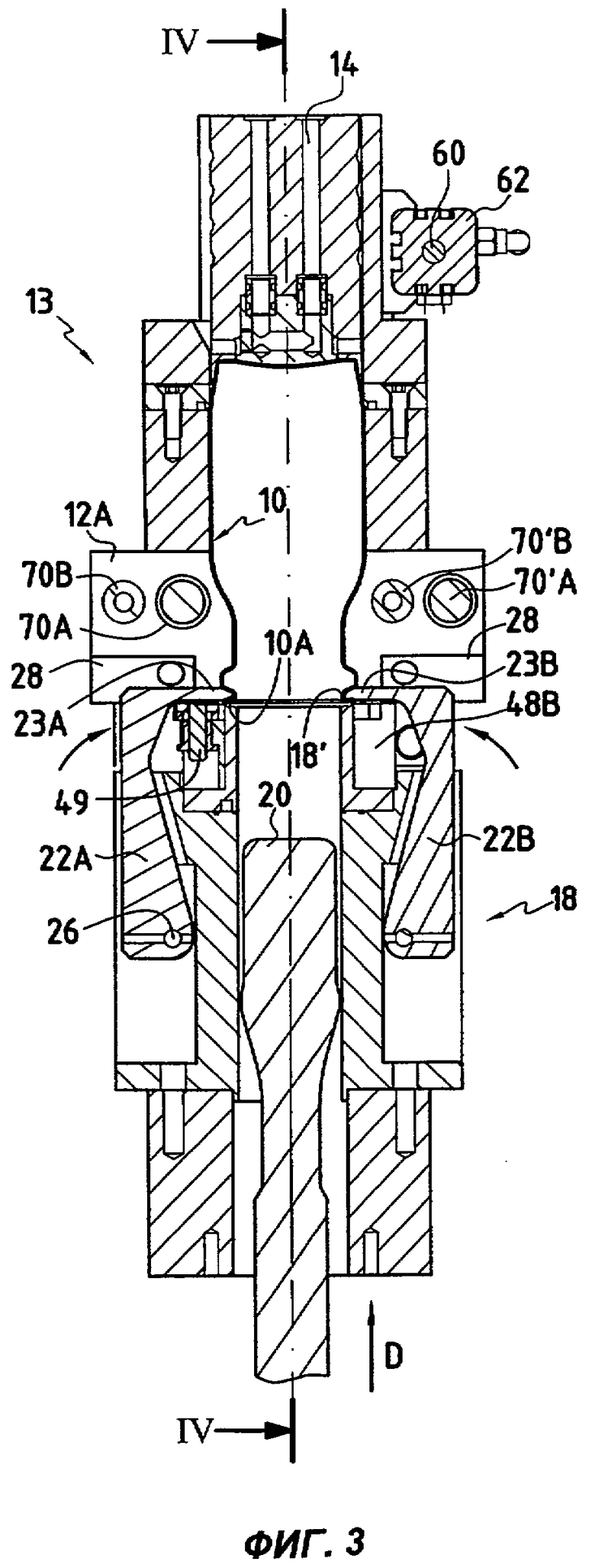
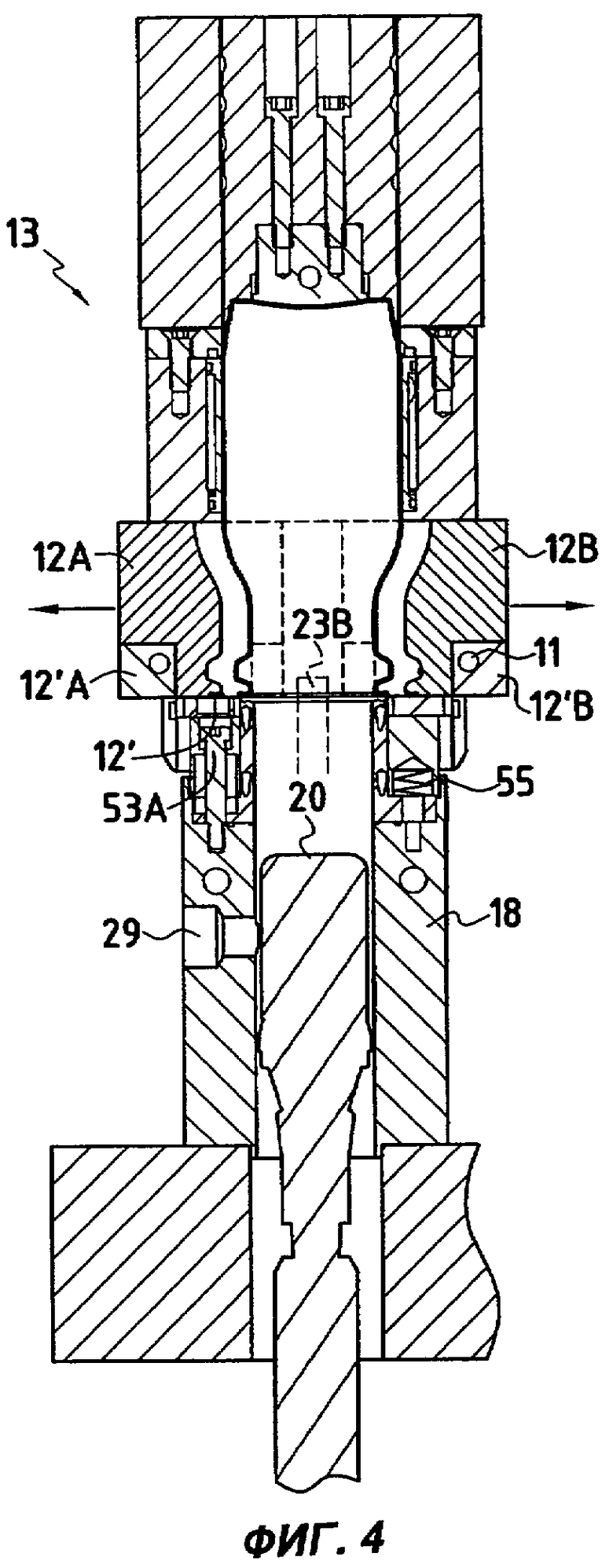
Такая выемка производится путем осуществления последовательности относительных перемещений различных частей формы, этапы которой представлены, с одной стороны, на фиг.3 и 4 и, с другой стороны, на фиг.5 и 6.
Из фиг.4 видно, что две части 12А и 12В с уменьшенным поперечным сечением отведены одна от другой. Благодаря этому удерживающие средства приведены в действие и, как видно из фиг.3, рычаги 22А и 22В повернулись вокруг своих соответствующих осей 26 так, что их концы, образующие захваты 23А и 23В, находятся над концом 18′ сердечника. Таким образом, удерживающие средства приводятся в действие путем их перемещения в промежуток, образующийся между частями 12А и 12В с уменьшенным поперечным сечением благодаря их расхождению в стороны. В этом положении захваты 23А и 23В удерживают бортик 10А контейнера 10 прижатым к концу 18′ сердечника. На этом этапе взаимного расхождения частей 12А и 12В с уменьшенным поперечным сечением и перемещения удерживающих средств в виде захватов 23А и 23В контейнер 10 по-прежнему удерживается в правильном положении, поскольку донная часть 10С не перемещается сколько-нибудь заметным образом. Следовательно, не существует опасности опрокидывания или падения контейнера 10. После достаточного расхождения частей 12А и 12В рычаги могут быть использованы для удержания бортика контейнера на конце сердечника формы.
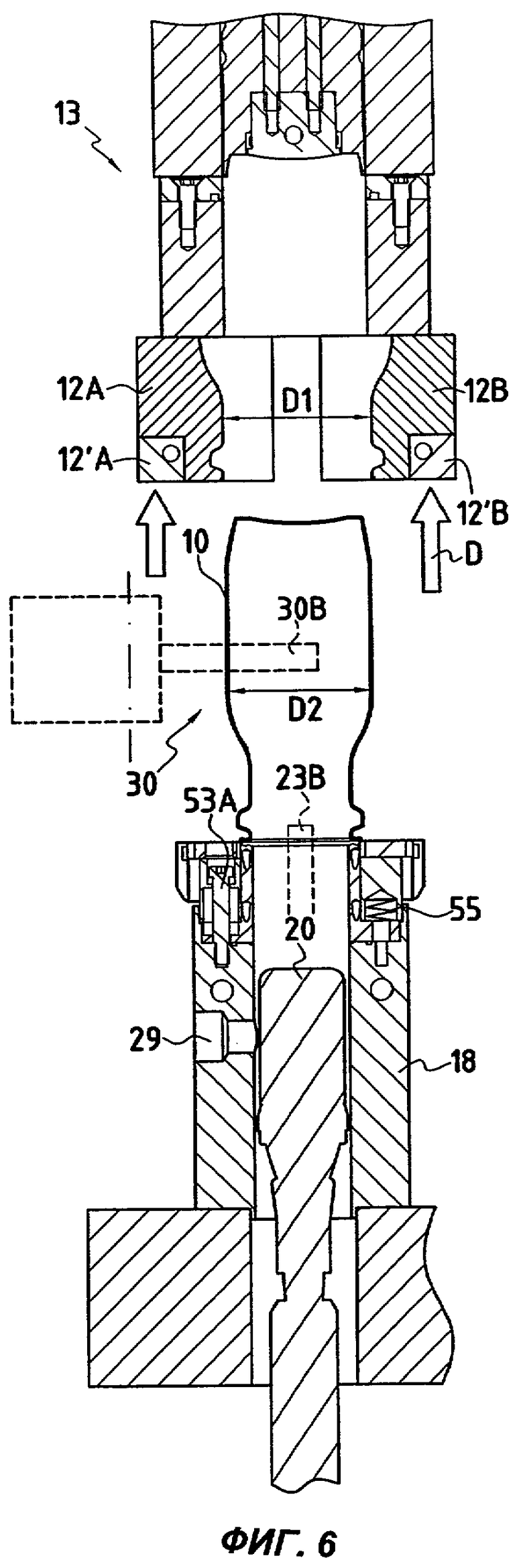
После этого можно перейти к следующему этапу последовательности, представленному на фиг.5 и 6. Этот этап заключается в перемещении, по меньшей мере, донной части 13 формы для выемки из формы контейнера 10, причем захваты 23А и 23В продолжают удерживать контейнер 10, прижимая бортик 10А контейнера к концу 18′ сердечника.
В данном случае удерживающие средства взаимодействуют именно с бортиком 10А контейнера 10. При наличии такого бортика он представляет собой выступающую часть, которая легко может удерживаться захватами. Тем не менее, они также могут захватывать контейнер за ободок 10D.
Эта система также может быть использована с изделиями, не имеющими бортика или заметной выступающей части, например, путем увеличения площади поверхности соприкосновения концов удерживающих захватов со стенками изделия, причем этим концам может быть придана вогнутая форма, соответствующая форме изделия. Также может быть предусмотрен вариант, в котором захваты в активном положении упруго деформируют стенки изделия для лучшего его удержания.
В соответствии с первым вариантом осуществления изобретения на этом этапе выемки из формы только донная часть 13 перемещается в направлении D перемещения поршня термоформования, удаляясь от сердечника формы, а части с уменьшенным поперечным сечением лишь отводятся на достаточное расстояние в направлении, перпендикулярном направлению D, чтобы контейнер мог затем быть захвачен средствами захвата, например зажимом 30, и удален от устройства термоформования путем переноса средствами захвата.
В соответствии с оптимальным вариантом, представленном на чертежах, части 12А и 12В формы с уменьшенным поперечным сечением перемещаются одновременно с донной частью 13.
В этом случае на первом этапе две части 12А и 12В с уменьшенным поперечным сечением просто отводятся одна от другой так, чтобы расстояние между ними было, по меньшей мере, равно минимальному диаметру D1, по меньшей мере, равному максимальному внешнему диаметру D2 контейнера 10, также определенному размерами полости 16. В этих условиях для осуществления выемки из формы достаточно сместить всю форму в направлении D на расстояние, достаточное для того, чтобы открытый край 12′ формы был отделен от конца 18′ сердечника расстоянием, превышающим полную высоту Н контейнера, как показано на фиг.5 и 6. В этом положении, поскольку контейнер 10 продолжает удерживаться прижатым к концу сердечника формы захватами 23А и 23В, достаточно обеспечить его захват средствами захвата, например, захватами 30А и 30В зажима 30, например, типа, представленного схематически в патентном документе FR 2766123, и только после этого перевести удерживающие захваты в неактивное положение, в котором они отведены от конца сердечника, чтобы переместить средства захвата, удерживающие контейнер 10 для его удаления из устройства термоформования и перемещения, например, в станцию наполнения установки термоформования и наполнения.
Таким образом, перемещение удерживающих средства в виде захватов 30А и 30В и захватов 23А, 23В осуществляется таким образом, чтобы захваты 30А, 30В захватывали контейнер 10 в то время, как захваты 23А, 23В удерживают его прижатым к концу 18′ сердечника 18 формы, после чего захваты 23А, 23В перестают удерживать контейнер, а захваты 30А, 30В перемещаются для переноса контейнера за пределы устройства термоформования:
В оптимальном варианте форма 12 и сердечник 18 могут перемещаться относительно друг друга так, чтобы их соответствующий край 12′ и конец 18′ выводились из соприкосновения до отвода двух частей 12А и 12В с уменьшенным поперечным сечением. Этот вариант не представлен на чертежах, однако из фиг.2 видно, что достаточно относительного перемещения формы и сердечника в направлении D таким образом, чтобы их соответствующие края разошлись на малое расстояние е, например, порядка нескольких десятков миллиметра, без выемки из формы перед осуществлением относительного смещения частей формы с уменьшенным поперечным сечением, представленного на фиг.3 и 4.
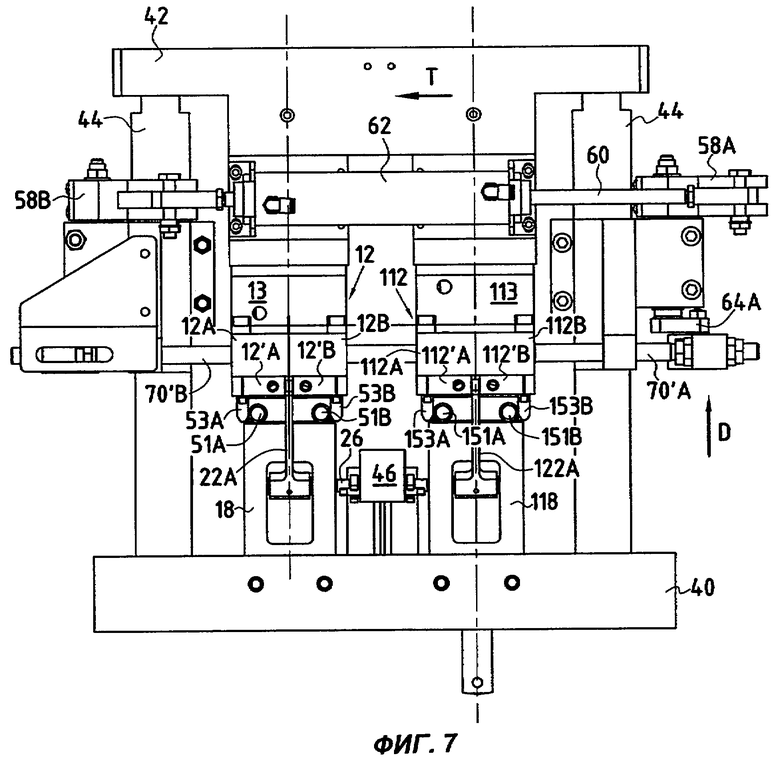
На фиг.7 изображена система термоформования, использующая два устройства вышеописанного типа, однако очевидно, что в такой системе может использоваться другое количество таких устройств (одно или более двух). В устройстве, представленном на фиг.7 слева, используются цифровые обозначения, использованные на фиг.1-6, а в устройстве, представленном справа, - те же обозначения, увеличенные на 100.
Два сердечника 18 и 118 установлены на одной и той же нижней несущей плите 40, а две формы 12 и 112 установлены на одной и той же верхней несущей плите 42. Следует напомнить, что расположение форм и сердечников может быть и обратным, т.е. формы могут быть расположены под сердечниками.
Плиты 40 и 42 движутся одна относительно другой и направляются направляющими колоннами 44. При помощи непоказанных приводов плиты могут быть отведены одна от другой так, чтобы вызвать относительное смещение форм и сердечников в направлении D. Из фиг.7 и 8 видно, что ось 26 поворота рычагов 22А и 122А проходит в промежутке, предусмотренном между двумя блоками сердечников 18 и 118, а также, что привод 46 воздействует на эту ось, вызывая одновременный поворот рычагов 22А и 122А. Этот привод 46 также взаимодействует с осью 26, которая соединяет рычаги 22В и 122В двух блоков сердечников так, чтобы также обеспечить их одновременный поворот. Таким образом, воздействие привода 46 одновременно переводит удерживающие средства двух сердечников в их соответствующие активные положения или в соответствующие неактивные положения.
На фиг.8 удерживающие средства представлены в неактивном положении. Из этого чертежа также видно, что на каждом из концов 18" и 118′ сердечников 18 и 118 установлены формовочные зажимы, соответственно, 48 и 148, каждый из которых содержит два захвата, соответственно, 48А, 48В и 148А, 148В. Когда форма отделена от сердечника, захваты зажимов отведены один от другого так, чтобы на конце сердечника имелось достаточно большое отверстие. Таким образом, таблетка из термопластичного материала, даже если по окончании ее нагревания в камере нагревания она была слегка деформирована, может быть размещена на краю сердечника путем ее помещения на штамповочный бортик 50 и 150, соответственно, образованный на конце 18′ и 118′ сердечника, соответственно, внутрь отверстия, предусмотренного между захватами формовочного зажима. Эти захваты могут поворачиваться один относительно другого вокруг оси 49, 149, параллельной направлению D перемещения поршня термоформования. Эта ось 49 также представлена на фиг.1, 3 и 5.
Концы каждого из захватов 48А и 48В, противоположные оси 49, снабжены роликами, соответственно, 51А и 51В. Аналогичным образом, концы каждого из захватов 148А и 148В снабжены роликами 151А и 151В, соответственно. При этом на краю формы 12 расположены стержни 53А и 53В (см. фиг.7), которые при сближении формы 12 и сердечника 18 для зажима между ними таблетки из термопластичного материала упираются своими наклонными краями в ролики 53А и 53В и закрывают зажим 48, сдвигая его захваты один с другим. Аналогичным образом, на краю формы 112 расположены аналогичные стержни 153А и 153В, которые взаимодействуют с роликами 151А и 151В.
Как описано в патентном документе FR 0111031, края формы и сердечника могут образовывать средства штамповки краев таблетки из термопластичного материала.
Раскрытие захватов зажима 48 может быть ограничено стержнями 53А и 53В, образованными выступами, входящими в проемы, предусмотренные в захватах. Кроме того, эти захваты постоянно возвращаются в разведенное положение непоказанными средствами упругого возвращения. Зажим 48 может быть установлен на пружинах 55 (см. фиг.2, 4 и 6), которые постоянно возвращают его в верхнее положение, изображенное на фиг.8, в котором таблетка помещается по толщине в захватах 48А и 48В, которые выступают за штамповочный бортик 50 и могут быть сжаты при прижимании формы к сердечнику так, чтобы верхняя поверхность зажима, по существу, оказалась в плоскости верхнего конца 18' сердечника, как показано на фиг.1-6.
Теперь опишем более подробно со ссылками на фиг.7-9 верхнюю часть системы термоформования, которая содержит формы двух устройств термоформования. Как видно из чертежей, система содержит два шатуна, соответственно, 58А и 58В, соединенные тягой 60, два конца которой соединены с вытянутыми отверстиями, такими как отверстие 59А, предусмотренными в каждом из двух шатунов. Эта тяга 60 перемещается приводом 62, также представленным на фиг.1, 3 и 5. На конце каждого шатуна, противоположном отверстию, с которым соединена тяга 60, имеется вертикальная ось, соответственно, 62А и 62В, приводимая во вращение в результате перемещения шатуна, что вызывает вращение эксцентрика 64А, фиг.7 и 9. Этот эксцентрик содержит выступ, входящий в проем, соответственно, 66А и 66 В, предусмотренный в пластине, соответственно, 68А и 68В. К пластине 68А прикреплены два горизонтальных стержня 70А и 70′А смещения, и к пластине 68В также прикреплены два горизонтальных стержня 70В и 70′В смещения. Стержни 70А и 70′А проходят через части 12А, 12В и 112А формы с уменьшенным поперечным сечением, причем части 12А и 112А с уменьшенным поперечным сечением перемещаются вместе со стержнями 70А и 70′А, а относительно части 12В эти стержни скользят свободно. Аналогичным образом, стержни 70 В и 70′В проходят через части 112В, 112А и 12В формы с уменьшенным поперечным сечением, причем части 112В и 12В с уменьшенным поперечным сечением перемещаются вместе со стержнями 70В и 70′В, а относительно части 112А эти стержни скользят свободно.
На фиг.7 и 9 представлена конфигурация, в которой, с одной стороны, части 12А и 12В и, с другой стороны, части 112А и 112В прижаты друг к другу. При приведении в действие привода 62 тяга 60 может быть смещена в направлении Т, показанном на фиг.7 и 9, что приводит к повороту эксцентриков, перемещаемых осями 62А и 62В в проемы 66А и 66В, и смещению пластин 68А и 68В. Поскольку эксцентрики расположены противоположно в соответствующих проемах 66А и 66В, это смещение вызывает удаление пластин 68А и 68В друг от друга, соответственно, в направлении Т1 и в направлении Т2, которое в данном случае совпадает с направлением Т. Вследствие этого части 12А и 12В удаляются одна от другой, и части 112А и 112В также удаляются одна от другой. Стержни 70А, 70В, 70′А, 70′В поддерживаются несущими элементами, соответственно, 72А и 72В, которые, в свою очередь, поддерживаются верхней несущей плитой 42. Таким образом, части форм с уменьшенным поперечным сечением перемещаются в вертикальном направлении вместе с донными частями 13 и 113 этих форм.
Опишем теперь второй вариант осуществления изобретения со ссылками на фиг.10-13.
На фиг.10 изображена верхняя часть сердечника 218 формы, на которой установлены удерживающие элементы 223А, 223В и 223С. Эти удерживающие элементы содержат краевые участки, соответственно, 223′А, 223′В и 223′С, которые образуют в активном положении удерживающих элементов, представленных на фиг.10, на конце сердечника замкнутый контур. Как видно из фиг.11-13, таблетка 201 из термопластичного материала, расположенная на конце 218′ сердечника 218, может быть зажата в этом замкнутом контуре для изготовления изделия, например, контейнера 10, представленного на предыдущих чертежах. Удерживающие элементы образованы пластинками или захватами, которые могут перемещаться в радиальном направлении относительно оси А сердечника 218, параллельной направлению D перемещения поршня термоформования. Для этого кулачковое кольцо 260, расположенное на краю сердечника 218, может быть приведено во вращение приводом (показана только головка 261 привода). Это кольцо содержит проемы 262, образующие кулачки, в которых расположены ролики 264, каждый из которых прикреплен к удерживающему элементу 223А, 223В или 223С. Проемы 262 имеют эксцентрические участки, с которыми взаимодействуют ролики, причем подразумевается, что вращение кольца 260 в направлении R1 вызывает удаление краев удерживающих элементов от оси А, что приводит эти элементы в неактивное положение, а вращение кольца в противоположном направлении, напротив, вызывает приближение краев удерживающих элементов к оси А, что приводит эти элементы в активное положение, изображенное на фиг.10.
Между этими двумя положениями удерживающие элементы перемещаются в радиальном направлении, причем их движение контролируется направляющими элементами, каждый из которых образован, например, прямолинейным выступом 266, имеющим, например, поперечное сечение в форме перевернутой буквы Т, скользящим в канавке 268, имеющей комплементарное поперечное сечение и образованной в центральной пластине 270, над которой расположены удерживающие элементы. Эта пластина имеет общую форму кольца, окружающего часть верхнего конца сердечника формы, внутри которой перемещается поршень термоформования.
Пластина 270 также позволяет направлять вращение кольца 260. Для этого на внешнем крае этой пластины имеется кольцевой выступ 272 или несколько отрезков кольцевого выступа, а на внутреннем крае кольца 260, взаимодействующем с указанным внешним краем, имеется кольцевая канавка 274, расположенная вокруг выступа 272.
Как схематично показано на фиг.11-13, пластина 270 и кольцо 260, установленное на этой пластине, так же как и удерживающие элементы 223А, 223В и 223С, поддерживаются относительно корпуса сердечника формы пружинами 271. Действительно, удерживающие элементы таким образом упруго поддерживаются относительно сердечника между раздельным положением, изображенным на фиг.11 и 12, в котором форма удалена от сердечника, а указанные удерживающие элементы находятся над концом сердечника на заданном расстоянии DE разделения, и сомкнутым положением, представленном на фиг.13, в котором это расстояние разделения уменьшено до нуля или меньшего расстояния.
В данном случае в сомкнутом положении, представленном на фиг.13, это расстояние разделения уменьшено до расстояния DF, меньшего, чем расстояние DE, но не равного нулю.
Действительно, краевые участки 223′А, 223′В и 223′С содержат, по меньшей мере, один элемент рельефа крепления к термопластичному материалу, причем в сомкнутом положении, изображенном на фиг.13, этот элемент рельефа находится в области удерживающих элементов, которая продолжает оставаться за верхним концом 218′ сердечника формы. Этот элемент рельефа может быть вогнутым или выпуклым. В данном случае элемент рельефа имеет вид кольцевого паза 224, образованного несколькими участками паза, каждый из которых предусмотрен на краевом участке удерживающего элемента. Поскольку при нахождении удерживающих элементов в активном положении эти краевые участки образуют замкнутый контур, эти участки паза вместе образуют непрерывный паз 224.
Вместо непрерывного паза на краях удерживающих элементов может быть предусмотрено несколько вогнутых участков, образующих несколько вогнутых элементов рельефа крепления. Разумеется, также можно предусмотреть несколько выступов или участков выступов, расположенных так, чтобы при нахождении удерживающих элементов в активном положении был образован непрерывный кольцевой выступ.
Поскольку исходно удерживающие элементы находятся в неактивном положении, изображенном на фиг.11, в котором каждый из них сдвинут относительно активного положения, изображенного на фиг.10, от оси, они совместно ограничивают отверстие, диаметр которого больше диаметра верхнего конца сердечника формы.
Затем, как показано стрелками на фиг.12, удерживающие элементы переводят в активное положение так, что их соответствующие краевые участки взаимодействуют с краем таблетки 201. Замкнутый контур, определенный краевыми участками удерживающих элементов в активном положении, соответствует контуру части контейнера, изготавливаемого термоформованием, и, если таблетка была слегка деформирована, этот этап перемещения удерживающих элементов в активное положение позволяет сформовать периметр таблетки, придав ей требуемую форму.
Поскольку на этой стадии форма по-прежнему остается отделенной от сердечника или, по меньшей мере, не оказывает на него давления, удерживающие элементы по-прежнему находятся в раздельном положении. Как видно из фиг.13, после этого форма может быть перемещена в направлении сердечника для зажима таблетки 201 между соответствующими краями сердечника и формы. При этом форма оказывает давление на удерживающие элементы, в результате чего они переходят в сомкнутое положение, изображенное на фиг.13. Разумеется, это перемещение также воздействует на кольцо 260 и пластину 270.
Поскольку материал таблетки 201 нагрет, он может быть пластически деформирован и стремится заполнить паз 224. Это явление также позволяет осуществить штамповку края таблетки, который придаст свою форму краевому участку изделия, изготовленного методом термоформования. В этом положении затем осуществляется термоформование по классической технологии путем перемещения поршня термоформования внутри полости формы.
По завершении операции термоформования необходимо осуществить выемку из формы изделия, изготовленного методом термоформования. Для этого, как указано выше, в соответствии с изобретением отводят одну от другой части 12А и 12В формы с уменьшенным поперечным сечением, не смещая донную часть формы. В этом положении изделие, изготовленное методом термоформования, удерживается благодаря наличию выступа термопластичного материала, образованного внутри паза 224. Это обстоятельство исключает преждевременное выдергивание или опрокидывание изделия относительно сердечника формы.
В оптимальном варианте перед осуществлением относительного смещения частей формы с уменьшенным поперечным сечением форму слегка поднимают так, чтобы по существу прекратить давление, оказываемое формой на сердечник. Благодаря наличию вышеописанных пружин 271 удерживающие элементы, а также кольцо 260 и пластина 270, при этом слегка поднимаются относительно корпуса сердечника. Контейнер, изготовленный методом термоформования, слегка отделяется от конца 218′, но по-прежнему хорошо удерживается внутри замкнутого контура, образованного краевыми участками удерживающих элементов.
Как указано выше, в качестве элементов рельефа крепления для улучшения удержания изделия, изготовленного методом термоформования, удерживающими средствами можно предусмотреть один или несколько выступов, образованных на краевых участках удерживающих элементов. В этом случае при приведении удерживающих элементов в активное положение, изображенное на фиг.12, эти выступы стремятся внедриться в края таблетки из термопластичного материала. Затем при перемещении формы к сердечнику и переходе в положение, изображенное на фиг.13, эти выпуклые элементы рельефа смещаются относительно таблетки, которая, кроме того, заполняет пространство, ограниченное соответствующими друг другу краями формы и сердечника.
В соответствии со вторым вариантом осуществления изобретения удерживающие элементы занимают активное положение в процессе термоформования, причем из фиг.13 видно, что они образуют при этом часть стенки полости термоформования. Точнее, участок этой полости, расположенный между соответствующими друг другу краями формы и сердечника, ограничен частью краевых участков удерживающих элементов, которые выходят за конец 218′ сердечника более чем на расстояние DF.
По этому второму варианту осуществления форма может быть идентична той, что описана со ссылками на предыдущие чертежи, в частности со ссылками на фиг.9.
В первом варианте осуществления удерживающие захваты 23А и 23В можно заменить на соответствующую конфигурацию краевых участков формовочных зажимов 48 и 148, которые выполняли бы те же функции, что и удерживающие элементы 223А, 223В и 223С по второму варианту осуществления. При этом, однако, следовало бы изменить способ действия захватов этих зажимов, используя, например, привод, который мог бы смыкать и размыкать их независимо от перемещений формы, таким образом, что эти захваты оставались бы сомкнутыми при взаимном удалении частей формы с уменьшенным поперечным сечением, чтобы продолжать удерживать изделие в ходе этого перемещения.
Во втором варианте осуществления элементы рельефа крепления оставляют отпечатки на стенках изделия, изготавливаемого методом термоформования. Эти отпечатки могут образовываться на бортике или под ним.
Элементы рельефа крепления могут также участвовать в формировании отдельных частей изделия, например части ободка, предназначенной для крепления запечатывающего кольца пробки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПРИВОДА ТРАНСПОРТНОГО СРЕДСТВА | 2011 |
|
RU2544429C2 |
| МОДУЛЬ МНОГОУГОЛЬНОЙ ФИЛЬЕРНОЙ ПЛАСТИНЫ И ФИЛЬЕРНЫЙ ПИТАТЕЛЬ, СОДЕРЖАЩИЙ ТАКИЕ МОДУЛИ | 2013 |
|
RU2630003C2 |
| УГЛОВАЯ АРМАТУРА С ИЗМЕНЯЕМЫМ УГЛОМ ДЛЯ МОНТАЖНОГО ЛОТКА | 1999 |
|
RU2222081C2 |
| ПРИВОДНОЕ УСТРОЙСТВО И ТРАНСПОРТНОЕ СРЕДСТВО, НА КОТОРОМ ОНО ИСПОЛЬЗУЕТСЯ | 2010 |
|
RU2502001C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО С ЗАЖИМНЫМ КОЛЬЦОМ И УСТАНОВОЧНОЙ ДЕТАЛЬЮ | 2008 |
|
RU2477209C2 |
| Устройство ввода катетера, включающее установленные сверху элементы выдвижения | 2016 |
|
RU2715308C2 |
| СИСТЕМА ДЛЯ ЗАМЕРА ЖИДКОСТИ И ОБОРУДОВАНИЕ ДЛЯ ТОПЛИВНОГО БАКА | 2015 |
|
RU2688812C1 |
| СПОСОБ ТЕРМОФОРМОВАНИЯ ПЛАСТИКОВЫХ ТОПЛИВНЫХ БАКОВ ИЗ СДВОЕННЫХ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2324593C2 |
| Способ изготовления оптического соединителя, оптический соединитель и устройство вставки оптического волокна | 2015 |
|
RU2659191C2 |
| ЗАХВАТЫВАЮЩЕЕ УСТРОЙСТВО ДЛЯ БОРТОВОГО КОЛЬЦА | 2012 |
|
RU2585000C1 |
Данная группа изобретений относится к способу для термоформования изделия с участком уменьшенного поперечного сечения и устройства для осуществления способа. Способ для термоформования изделия с участком уменьшенного поперечного сечения использует форму термоформования с двумя частями и донной частью. При этом прижимают заготовку из термопластичного материала концом сердечника к краю формы и ограничивают полость термоформования частями формы. Приводят поршень термоформования в активное положение термоформования, в котором он входит в полость формы, из неактивного положения, в котором поршень находится за пределами полости. Для обеспечения выемки изделия из формы части формы с уменьшенным поперечным сечением отводят друг от друга. Устройство для термоформования изделия с участком уменьшенного поперечного сечения содержит форму термоформования, включающую в себя по меньшей мере две части с уменьшенным поперечным сечением, определяющие открытый край, и одну донную часть; сердечник и подвижный поршень термоформования. Устройство содержит также удерживающие средства для удержания бортика изделия относительно сердечника. Для выемки изделия из формы части формы и удерживающие средства выполнены с возможностью приведения в действие в последовательности, при которой две части с уменьшенным поперечным сечением отводятся друг от друга. Удерживающие средства находятся в активном положении и удерживают изделие относительно сердечника. При этом по меньшей мере одна донная часть формы удаляется от сердечника при нахождении удерживающих средств в активном положении. Технический результат, который достигается при использовании данных способа и устройства заключается в том, что упрощаются конструкция и использование данного устройства. 2 н. и 19 з.п. ф-лы, 13 ил.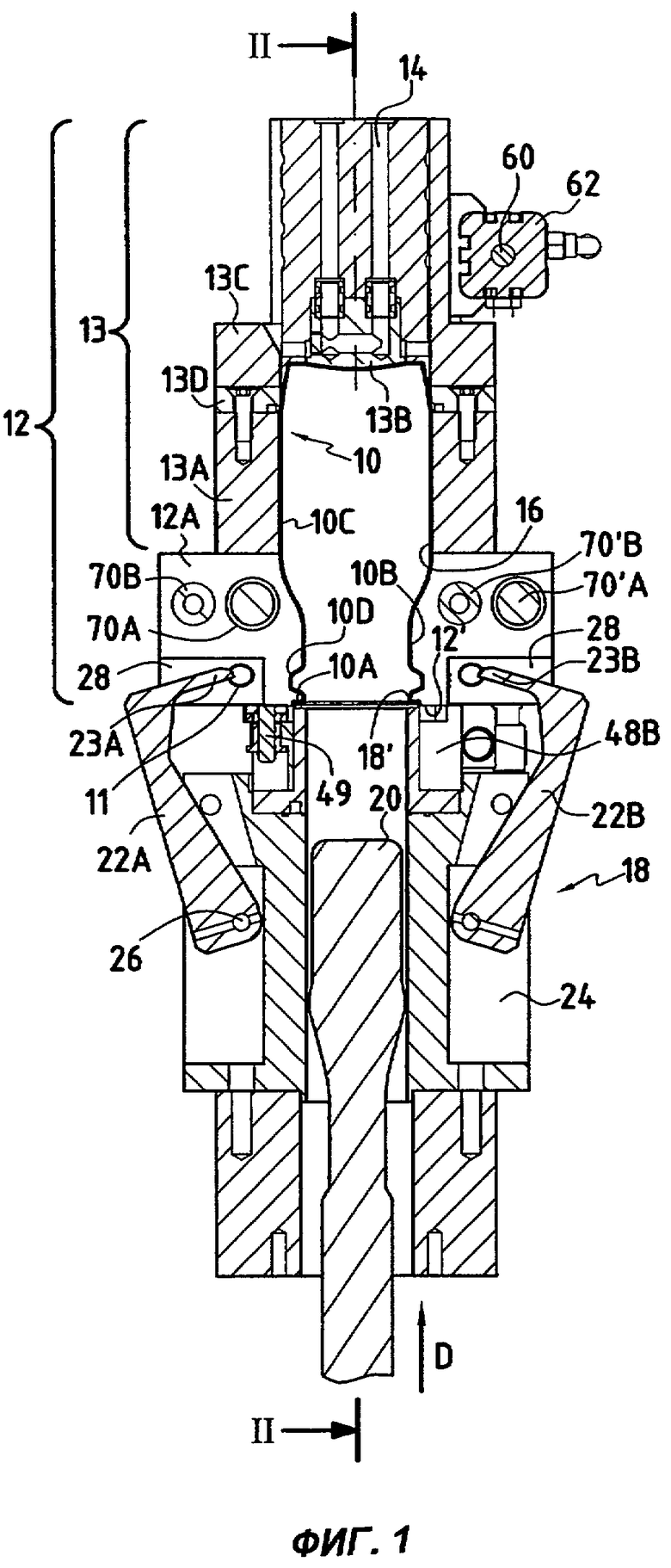
| ЕР 1063077 А1, 27.12.2000 | |||
| FR 1554475 А, 17.01.1969 | |||
| Способ управления газотурбинным двигателем электронно-гидромеханической системой | 2022 |
|
RU2795360C1 |
| FR 1427784 А, 11.02.1966 | |||
| ВЕТРОЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА С УСКОРЕНИЕМ ПОТОКА | 2000 |
|
RU2256818C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРОВ ИЗ ПЛЕНКИ ТЕРМОПЛАСТИЧНОГО СИНТЕТИЧЕСКОГО МАТЕРИАЛА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОНТЕЙНЕР | 1995 |
|
RU2159701C2 |

