ОБЛАСТЬ ТЕХНИКИ
[0001] Изобретение относится к устройствам для изготовления стекловолокна. В частности, относится к фильерному питателю, обеспечивающему эффективное усиление фильерных пластин, с конфигурацией, обеспечивающей уменьшение количества дорогих сплавов, используемых для его изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] Стекловолокно может быть изготовлено посредством плавления стекольной композиции в устройстве для плавления и его вытягивания через фильерную пластину фильерного питателя. Фильерный питатель обычно имеет форму прямоугольной коробки, имеющей две пары противоположных сторон и концевых стенок, образующих ее периметр, и отверстие сверху с сообщением по текучей среде с устройством для плавления. Дно содержит фильерную пластину, которая представлена пластиной, содержащей множество отверстий, или насадков, через которые обеспечена возможность вытекания расплавленного стекла для образования волокон, которые вытягивают для достижения желаемого диаметра. Для обеспечения оптимального управления вязкостью расплава стекла следует точно управлять температурой фильерной пластины. Температура фильерной пластины зависит от композиции расплава стекла, но обычно составляет более 1000°C. В связи с экстремальными условиями эксплуатации различные компоненты фильерного питателя изготовлены из платины или платиновых сплавов, обычно из родиево-платиновых сплавов.
[0003] Существенная нагрузка, прикладываемая к фильерной пластине, образована, во-первых, весом расплава стекла, расположенного на ней, а, во-вторых, усилием вытягивания, воздействующим на волокна снизу. При температурах, превышающих 1000°C, фильерные пластины закономерно подвержены деформации и провисанию. Для увеличения выработки используют большие фильерные пластины с большим количеством насадков, в результате чего увеличивается проблема деформации и провисания. Для этого помимо использования поперечных накладок, расположенных по длине фильерной пластины, часто образуют продольное центральное ребро жесткости по центру дна для придания фильерной пластине жесткости в продольном направлении; эта конфигурация соответствует наличию двух параллельных фильерных пластин, отделенных продольным профилем в одном фильерном питателе. Обычно два участка фильерной пластины и центральный профиль изготовлены из одной пластины с соответствующим изгибом. Однако центральный профиль может быть прикреплен к центру верхней поверхности одной фильерной пластины или к продольным краям двух отдельных фильерных пластин посредством сварки. Примеры фильерных питателей, содержащих центральное ребро жесткости, разделяющее дно фильерного питателя на две фильерные пластины, раскрыты в WO 2000/001630, WO 2009/128749, WO 9958460 или ЕР 0931026.
[0004] При износе фильерного питателя он должен быть удален и заменен на новый. Старый фильерный питатель может быть демонтирован, очищен, а из благородного металла, полученного из него, может быть изготовлен новый фильерный питатель. Такая операция требует больших затрат и высококвалифицированных специалистов. Следовательно, срок эксплуатации фильерного питателя очень важен с точки зрения экономики. С другой стороны, даже не смотря на повторное использование, стоимость благородных металлов, используемых для изготовления нового фильерного питателя, высока, и количество таких материалов, используемых в изготовлении, должно быть сведено к минимуму.
[0005] Изобретением предложена новая конструкция фильерных питателей, обеспечивающая эффективное усиление фильерных пластин и высокую однородность расплавленного стекла, а также уменьшение количества дорогих сплавов, используемых для ее изготовления. Далее описаны эти и другие преимущества изобретения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0006] Изобретение определено в прилагаемых независимых пунктах формулы изобретения. Предпочтительные варианты реализации определены в зависимых пунктах формулы изобретения. В частности, изобретение относится к модулю фильерной пластины для использования в фильерном питателе для изготовления стекловолокна, указанный модуль фильерной пластины содержит боковые стенки, окружающие по меньшей мере участок периметра фильерной пластины, образующий дно модуля, указанная фильерная пластина образует выпуклый многоугольник, отличающийся тем, что указанная многоугольная фильерная пластина содержит по меньшей мере пять краев (N>5), предпочтительно по меньшей мере шесть краев (N>6), более предпочтительно содержит шесть краев (N=6). В геометрии, "выпуклый многоугольник" определен, как многоугольник, любая прямая, проведенная через который (не являющаяся касательной к краю или углу) пересекает его границы дважды. Эквивалентно величины всех внутренних углов выпуклого многоугольника составляют меньше 180°. Величины всех углов многоугольной фильерной пластины предпочтительно составляют по меньшей мере 90° и меньше чем 180°, предпочтительно величины всех углов составляют от 100° до 160°. Предпочтительно многоугольник является вписанным, при этом согласно геометрии к вписанным многоугольникам относят многоугольники, все углы которых лежат на одной окружности. Многоугольник, образованный фильерной пластиной, необязательно прямоугольный, однако N краев многоугольной фильерной пластины предпочтительно имеют длину Li, значение которой составляет около ± 20% среднего значения длины краев многоугольника, Lmean=Σ Li / N, причем i=от 1 до N.
[0007] Модуль фильерной пластины в соответствии с настоящей заявкой предпочтительно содержит крышку, расположенную на вершинах боковых стенок модуля. По меньшей мере одна, но не все боковые стенки модуля предпочтительно содержат сито, решетку или сеть, для обеспечения сообщения по текучей среде внутренней части модуля с источником расплава стекла. Многоугольная фильерная пластина предпочтительно содержит по меньшей мере пару, состоящую из двух параллельных краев, по меньшей мере один край из указанной пары параллельных краев предпочтительно не содержит боковой стенки по меньшей мере на участке указанного края. Это обеспечивает расположение двух или более таких модулей фильерной пластины по одной прямой линии для образования непрерывного внутреннего объема, определенного боковыми стенками каждого модуля.
[0008] Изобретение также относится к фильерному питателю, содержащему по меньшей мере один модуль фильерной пластины, как описано ранее. Предпочтительно фильерный питатель содержит первый и второй модули фильерных пластин, содержащие общий край, указанный край не содержит боковой стенки по меньшей мере на его участке. В соответствии с предыдущим описанием, если указанный общий край параллелен противоположному краю первой и второй фильерных пластин, несколько таких модулей фильерных пластин могут быть выровнены вдоль прямой линии. В предпочтительном варианте реализации первый и второй узлы фильерных пластин отделены посредством ребра жесткости. В таком варианте реализации каждый модуль фильерной пластины может также содержать крышку, расположенную на вершинах его боковых стенок, при этом ребром жесткости образовано дно распределительного манифольда, обеспечивая сообщение по текучей среде внутренней части каждого модуля с источником расплавленного стекла, расположенным ранее в технологической цепочке, через сито, решетку или сеть, при этом дно образовано крышками каждого модуля.
[0009] При расположении по одной линии по меньшей мере двух модулей фильерных пластин, имеющих общий край, с образованием первого узла фильерных пластин, проходящего в продольном направлении, и при расположении по одной линии по меньшей мере двух других модулей фильерных пластин, имеющих общий край, с образованием второго узла фильерных пластин, проходящего в продольном направлении, первый и второй узлы фильерных пластин могут быть расположены рядом друг с другом и отделены друг от друга посредством указанного манифольда, проходящего параллельно относительно линии выравнивания указанных двух узлов по меньшей мере двух модулей фильерных пластин. Манифольд образует два отдельных канала сообщения по текучей среде, направленных к первому и второму узлам фильерных пластин. Следовательно, манифольд может находиться в сообщении по текучей среде с источником расплавленного стекла, расположенным ранее в технологической цепочке, через сито; решетку или сеть, а также находиться в сообщении по текучей среде с расположенными далее в технологической цепочке каждым из первого и второго узлов фильерных пластин через решетку, сито или сеть, которая выполнена заодно с боковыми стенками каждого модуля, примыкающего к указанному манифольду. Ребро жесткости, образующее дно манифольда, предпочтительно определяет верхний край, обращенный внутрь манифольда, указанный край расположен в пределах плоскости, параллельной относительно указанного продольного направления и перпендикулярной плоскости, образованной фильерными пластинами, и образует непрямую линию, предпочтительно образует по меньшей мере одну форму буквы "V". Участок конструкции ребра жесткости, образующий дно манифольда, обычно изготовлен из металла, а его нижняя поверхность предпочтительно опирается на каркас, изготовленный из жаростойкого материала, указанный каркас из жаростойкого материала предпочтительно содержит дополнительные внешние металлические опоры жесткости.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Для более полного понимания сущности изобретения делается ссылка на нижеследующее подробное описание в сочетании с сопровождающими чертежами, на которых:
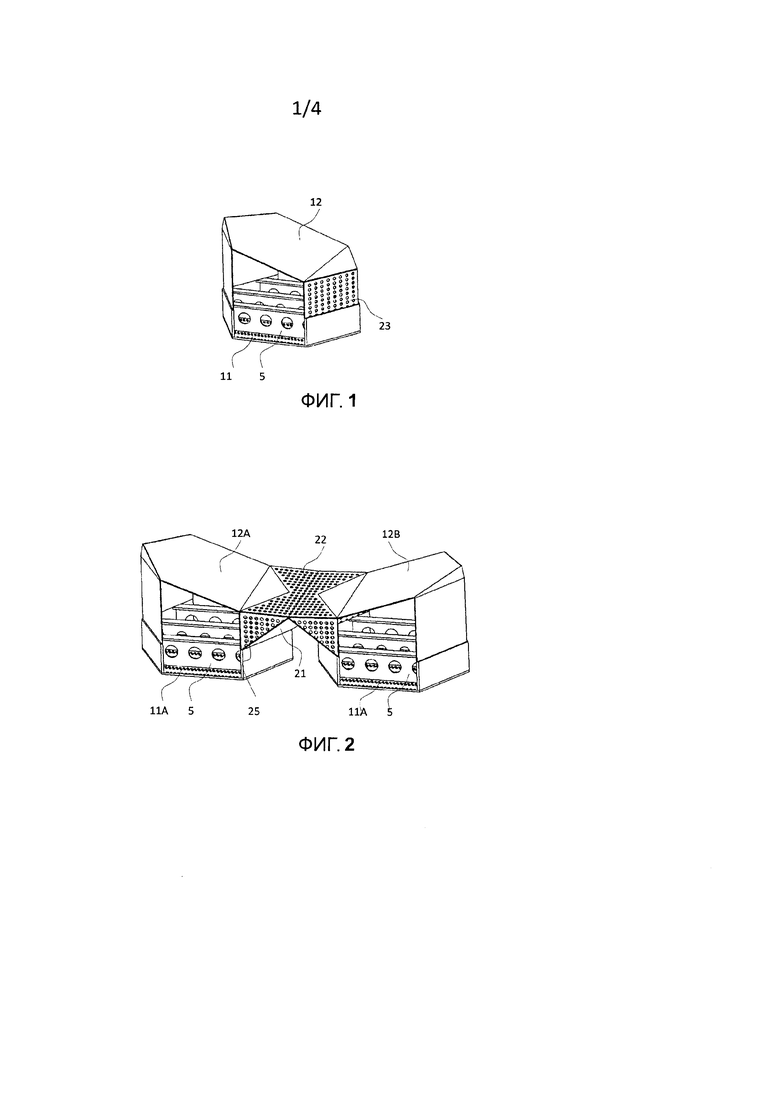
На фиг. 1 изображен шестиугольный модуль фильерной пластины в соответствии с изобретением.
На фиг. 2 изображены два противоположных шестиугольных модуля фильерных пластин, отделенных посредством ребра жесткости, образующих дно манифольда.
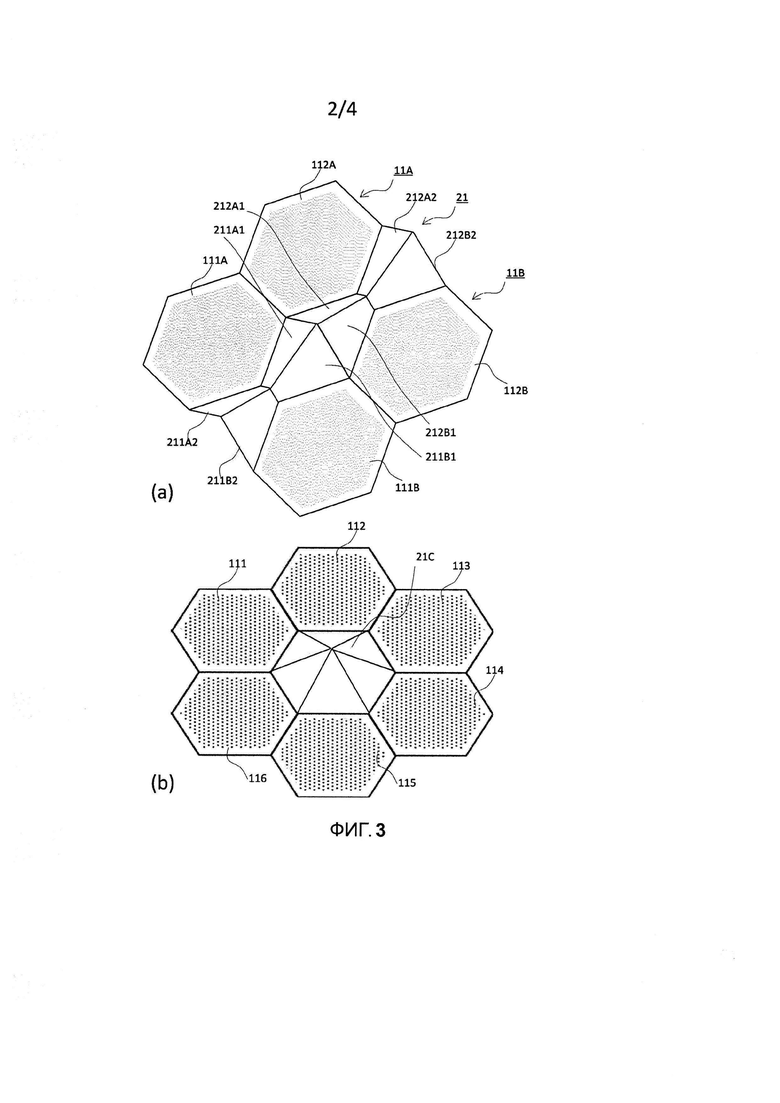
На фиг. 3 изображены варианты реализации конструкций модулей фильерных пластин, образующих дно (донья) фильерного питателя в соответствии с изобретением.
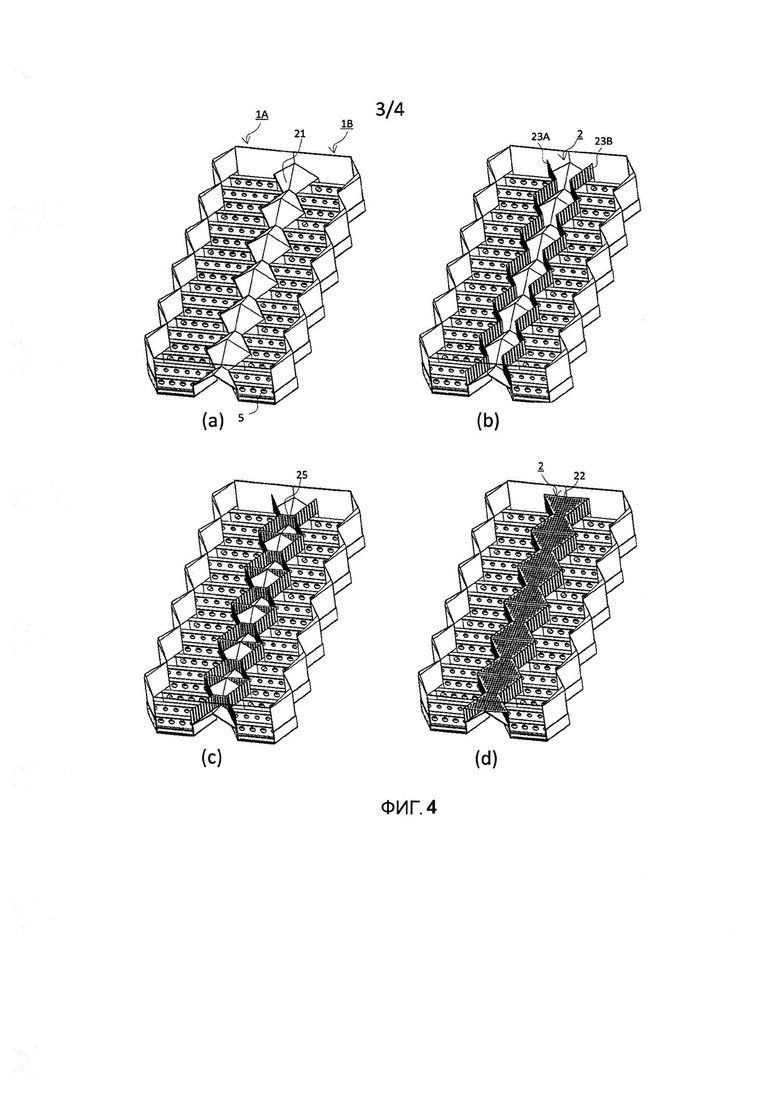
На фиг. 4 изображен фильерный питатель в соответствии с изобретением, содержащий несколько шестиугольных модулей фильерных пластин, как показано на фиг. 2, расположенных рядом друг с другом в два ряда, отделенных посредством конструкции ребра жесткости, и дополнительные сита, расположенные последовательно и образующие манифольд.
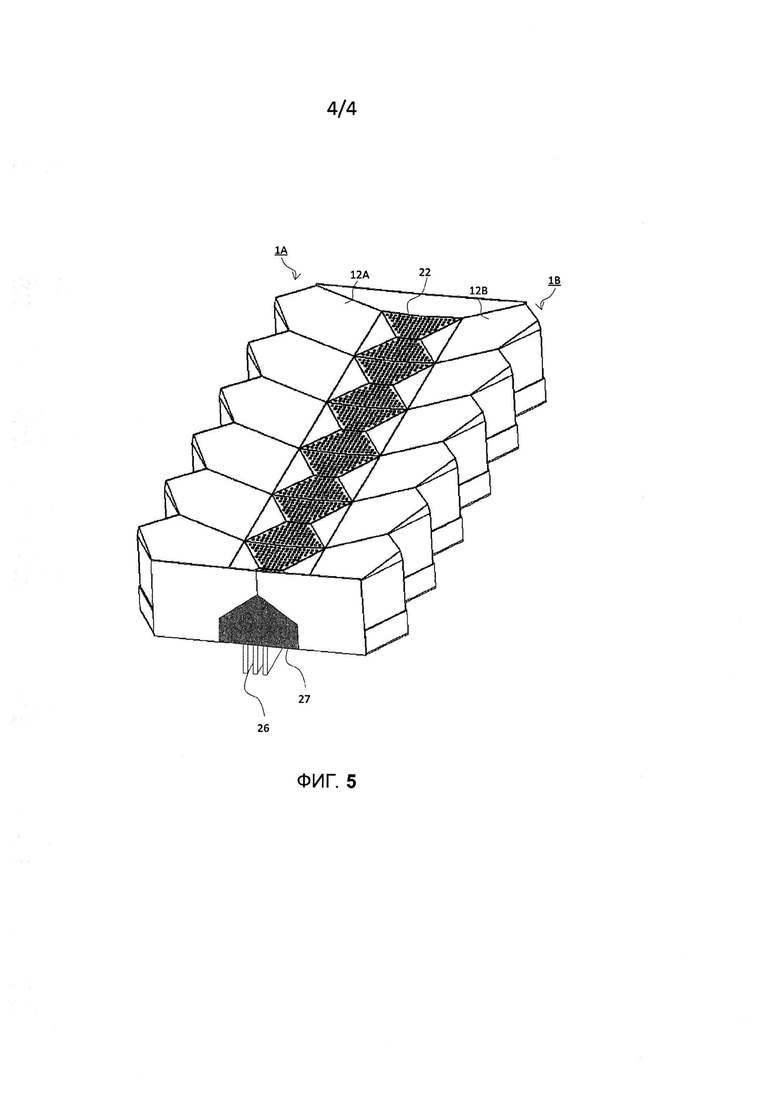
На фиг. 5 изображен вид собранного фильерного питателя по фиг. 4.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0011] Как изображено на фиг.1, модуль фильерной пластины в соответствии с изобретением содержит боковые стенки, окружающие только участок периметра фильерной пластины (11), образующий дно модуля, указанная фильерная пластина образует выпуклый многоугольник, отличающийся тем, что указанная многоугольная фильерная пластина содержит по меньшей мере пять краев (N>5), предпочтительно по меньшей мере шесть краев (N>6), более предпочтительно содержит четное количество краев, обычно содержит шесть краев (N=6), как показано на фиг. 1. Все углы выпуклого многоугольника по определению меньше 180°. Все углы предпочтительно больше 90°. Предпочтительно величины углов составляют от 100° до 160°. Задача заключается в максимальном приближении геометрии фильерной пластины к кругу, вследствие того, что круг характеризуется наибольшим сопротивлением к деформации, так как круг характеризуется наиболее коротким расстоянием от любой точки края к геометрическому центру. Поэтому многоугольник предпочтительно представлен вписанным многоугольником, т.е. многоугольником, все углы которого лежат на одной окружности. Шестиугольные фильерные пластины преимущественны, так как их геометрия обеспечивает плотное расположение по одной линии нескольких таких фильерных пластин рядом друг с другом и в противоположной конфигурации, отделенных посредством ребра (21) жесткости (см. также фиг. 3). Фильерная пластина предпочтительно содержит по меньшей мере пару, состоящую из двух параллельных краев, по меньшей мере один край из указанной пары параллельных краев предпочтительно не содержит боковой стенки по меньшей мере на участке указанного края. Таким образом, несколько модулей фильерных пластин могут быть расположены по одной прямой линии для образования узла (1А, 1В) фильерных пластин. На фиг. 4(a) показаны два таких узла (1А, 1В) фильерных пластин, соединенных друг с другом посредством ребра (21) жесткости.
[0012] Модуль фильерной пластины в соответствии с изобретением предпочтительно содержит крышку (12), расположенную на вершинах боковых стенок модуля. По меньшей мере одна, но не все боковые стенки модуля, могут содержать сито, решетку или сеть (23). Вариант реализации, изображенный на фиг.1, содержит шестиугольную фильерную пластину, содержащую по меньшей мере два параллельных края, окруженных четырьмя боковыми стенками, примыкающими по парам, при этом каждая пара примыкающих стенок отделена посредством указанных по меньшей мере двух параллельных краев. Верхний участок одной пары примыкающих боковых стенок содержит сито (23), выполненное с возможностью прохождения потока расплава стекла через него. Для дополнительного укрепления фильерной пластины от деформации, накладки (5) могут быть присоединены к верхней поверхности (обращенной внутрь модуля) фильерной пластины (11). Она также содержит крышку (12), применение которой будет описано далее. Так как два края не содержат боковой стенки, модуль, изображенный на фиг. 1, подходит для образования узла (1А, 1В) фильерных пластин, как изображено на фиг. 4(a), не завершающего расположение по одной линии. Фильерные пластины, образующие концы узла фильерных пластин, должны содержать один край, не содержащий боковой стенки. Если фильерный питатель содержит один модуль фильерной пластины в соответствии с изобретением, все края фильерной пластины должны быть окружены боковыми стенками. В большинстве случаев требуется большое количество насадков для обеспечения высокой выработки, и фильерный питатель редко содержит только один модуль фильерной пластины. В большинстве случаев фильерный питатель в соответствии с изобретением содержит несколько таких модулей фильерных пластин, как изображено на фиг. 4 и 5.
[0013] Фиг. 2 изображает сборочную единицу предпочтительного варианта реализации фильерного питателя в соответствии с изобретением. Она содержит два модуля фильерных пластин, как изображено на фиг. 1, присоединенных друг к другу посредством манифольда (2), дно которого образует ребро (21) жесткости. На фиг. 2 показано, что крышки (12А, 12В) каждого модуля образуют наклон, проходящий вниз по направлению к впускному отверстию центрального манифольда (2), который предпочтительно содержит сито (22), способствующее смешиванию и однородности композиции и температуры расплава стекла посредством прерывания его потока. Крышки (12А, 12В), выполненные под наклоном, способствуют направлению потока к манифольду и обеспечивают отсутствие застойных углов, в которых застаивается расплав стекла. Изнутри манифольда (2) расплав стекла может достигать любого модуля через сито (23), не показанное на фиг. 2, но изображенное на фиг. 1. Очевидно, что отверстия манифольда, образованные между двумя модулями фильерных пластин, ребро (21) жесткости и верхнее сито (22) могут также содержать сито (25) для обеспечения большей однородности расплава стекла посредством дальнейшего прерывания его потока. Фиг.4(c) изображает расположение сит (25) в узле из нескольких таких сборочных единиц, расположенных по двум параллельным продольным линиям.
[0014] Фиг. 3(a) изображает способ присоединения двух пар модулей, изображенных на фиг. 2, рядом друг с другом (боковые стенки не показаны для упрощения). Первый и второй узлы (1А, 1В) фильерных пластин образованы посредством такого соединения модулей, каждый из которых содержит по меньшей мере две фильерные пластины (111А, 112А) и (111В, 112В), имеющие один общий край. Указанный край предпочтительно расположен параллельно относительно другого края каждой фильерной пластины, имеющей указанный общий край, таким образом, чтобы обеспечивать возможность расположения нескольких модулей фильерных пластин с образованием прямой линии, как изображено на фиг. 4(a). Ребро жесткости может иметь разные геометрии, что частично обусловлено многоугольной формой фильерных пластин. Например, как показано на фиг. 3, конструкция ребра жесткости может иметь неровный верхний край и содержать плоские пластины (211А1 и 2, 212А1 и 2) и (211В1 и 2, 212В1 и 2), проходящие от каждого края шестиугольных фильерных пластин, обращенного к манифольду. Так как два примыкающих края, сходящиеся в вершине первой шестиугольной фильерной пластины (111А), обращены к манифольду (2), две непараллельные пластины (211А1, 211А2) присоединены к указанный первой фильерной пластине и образуют выпуклый край, проходящий от указанной вершины к краю ребра жесткости, и, таким образом, образуют V-образный край. Соответствующая вторая фильерная пластина (111В), содержащаяся во втором узле (1В) фильерных пластин, также содержит пару пластин (211В1, 211В2), проходящих от двух примыкающих краев фильерной пластины (111В), обращенных к манифольду и, таким образом, образующих V-образный край, через который соединены пары пластин первой и второй фильерных пластин (111А, 111В). Дно предпочтительного фильерного питателя в соответствии с изобретением образовано соединенными рядом друг с другом в ряд несколькими такими парами первых и вторых фильерных пластин (112А, 112В). Это многоугольное ребро жесткости не только усиливает дно фильеры от деформации, но также способствует дополнительному разделению потока расплава стекла до достижения им двух узлов (1А, 1В) фильерных пластин через сита (23А, 23В) (см. фиг. 4(b)).
[0015] Фиг. 3(b) изображает альтернативную конфигурацию шести шестиугольных модулей (111-116) фильерных пластин вокруг центрального шестиугольного манифольда, дно которого образует щиток (21С) жесткости, с образованием конструкции наподобие улья. Объем фильерного питателя может быть увеличен посредством добавления второго щитка жесткости, например, имеющего общие примыкающие свободные концы фильерных пластин (113) и (114), а также посредством расположения четырех дополнительных модулей фильерных пластин вокруг указанного второго щитка жесткости, и т.д. Центральный щиток жесткости предпочтительно поднят по направлению внутрь манифольда с образованием, например, шестиугольной пирамиды, для направления и распределения потока расплава стекла к каждой фильерной пластине (111-116).
[0016] На фиг. 4 изображены разные варианты реализации фильерных питателей в соответствии с изобретением. Каждая последующая фигура из фиг.4 (а)-(d) содержит дополнительные характерные особенности по сравнению с предыдущими. Как изображено на фиг. 4(a), два узла (1А, 1В) фильерных пластин образованы посредством расположения по одной линии в продольном направлении нескольких модулей фильерных пластин, соединенных по парам посредством общего края, параллельного относительно других краев, общих для двух фильерных пластин, с образованием прямой линии. Два узла (1А, 1В) фильерных пластин соединены посредством ребра (21) жесткости в соответствии с описанием по фиг. 3(a). Посредством добавления крышки (12А, 12В) сверху узла, содержащей отверстие или сито (22) для обеспечения сообщения по текучей среде внутренней части фильерного питателя с источником расплава стекла, образован функционирующий фильерный питатель.
[0017] Фиг. 4(b) изображает способ образования манифольда (2) посредством добавления боковых сит (23А, 23В) на боковых стенках каждого модуля фильерной пластины, примыкающих к ребру (21) жесткости, с образованием таким образом боковых каналов сообщения манифольда (2), направленных к каждому из первого и второго узлов (1А, 1В) фильерных пластин. Поперечные сита (25) могут быть добавлены в поперечном направлении относительно боковых сит (23А, 23В), как показано на фиг. 4(c), для дополнительного разделения потока расплава стекла, а также для придания конструкции дополнительной жесткости. Неровный край ребра жесткости направляет поток расплава стекла в продольном направлении. Фиг. 4(d) изображает завершение манифольда (2), содержащего дно, образованное ребром (21) жесткости, боковую стенку, выполненную с возможностью прохождения расплава стекла через нее, образованную ситами (23А, 23В), и сверху закрытую верхним ситом (22). Фиг. 5 изображает фильерный питатель, содержащий крышки (12А, 12В), выполненные под наклоном, закрывающие модули фильерных пластин сверху с образованием первого и второго узла фильерных пластин для направления потока расплава стекла к верхним ситам (22) и через них, вниз в манифольд (2). Как показано на фиг.5, нижняя поверхность ребра жесткости может также быть усилена посредством каркаса (27) из жаростойкого материала, расположенного в пространстве, определенном между первым и вторым узлами (1А, 1В) фильерных пластин, и ребром (21) жесткости. Указанный жаростойкий каркас может быть дополнительно усилен посредством внешних металлических опор (26) жесткости.
[0018] С помощью метода конечных элементов было обнаружено, что фильерный питатель в соответствии с изобретением обеспечивает сохранение существенного количества благородного металла по сравнению с фильерным питателем известной конструкции такого же объема, содержащим две прямоугольные фильерные пластины, отделенные посредством ребра. В таблице 1 приведено сравнение характеристик известного фильерного питателя, содержащего 6000 насадков, и предпочтительного варианта реализации, изображенного на фиг. 4 и 5, содержащего 12 шестиугольных модулей фильерных пластин, каждый из которых содержит 529 насадков, расположенных в двух узлах (1А, 1В) фильерных пластин по 6 модулей фильерных пластин, расположенных с обеих сторон центрального манифольда (2), дно которого образует ребро жесткости.
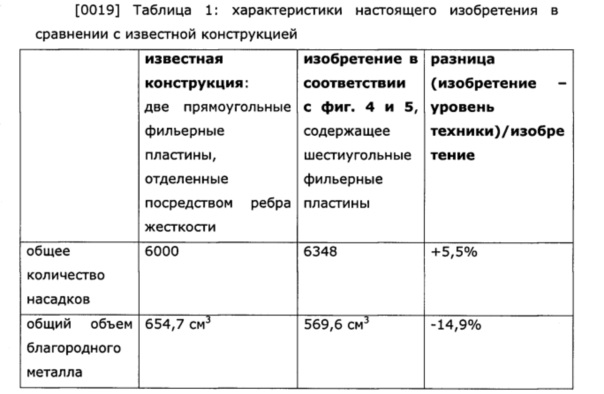

[0020] Благодаря оригинальной конструкции модуля фильерной пластины изобретения, содержащего многоугольную фильерную пластину (11), содержащую по меньшей мере 5 краев, предпочтительно 6 краев или более, и предпочтительно образующую вписанный многоугольник, может быть создан фильерный питатель с сопротивлением к деформации, превышающим достигаемый в уровне техники. Вписанный многоугольник по существу обеспечивает большее сопротивление к деформации по мере того, насколько его геометрия приближена к геометрии круга, т.е. по мере увеличения количества N краев до бесконечности. С другой стороны, по мере увеличения количества краев усложняется расположение по одной линии нескольких таких фильерных пластин для обеспечения плотного расположения насадков. В связи с этим было обнаружено, что шестиугольные фильерные пластины являются хорошим компромиссом между высоким сопротивлением деформации и высокой плотностью расположения насадков. Фильерный питатель, содержащий центральный манифольд, отделяющий два узла (1А, 1В) фильерных пластин, каждый из которых содержит несколько модулей фильерных пластин, расположенных по одной продольной оси, как показано на фиг. 4 и 5, обеспечивает возможность изготовления узлов фильерных питателей с высоким количеством насадков с использованием меньшего количества благородного металла, и с обеспечением сопротивления к деформации, превышающего достигаемый в уровне техники. Однако может быть представлена и альтернативная конфигурация модулей фильерных пластин для образования дна фильерного питателя, такая как изображенная на фиг. 3(b), в которой 6 шестиугольных модулей (111-116) фильерных пластин расположены вокруг центрального щитка (21С) жесткости, выполненного с возможностью образования дна манифольда (2). Несколько таких конструкций могут быть расположены по одной линии рядом друг с другом для увеличения объема фильерного питателя посредством увеличения количества насадков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ, СОДЕРЖАЩИЙ РАСПРЕДЕЛИТЕЛЬНЫЙ МАНИФОЛЬД | 2013 |
|
RU2624087C2 |
| УСИЛЕННЫЙ КЛЕММНЫЙ ВЫСТУП ДЛЯ ФИЛЬЕРЫ | 2013 |
|
RU2625406C9 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ | 2006 |
|
RU2315723C1 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ СТЕКЛА ОДНОСТАДИЙНЫМ МЕТОДОМ | 1992 |
|
RU2031867C1 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ | 2008 |
|
RU2385298C1 |
| ПЛАСТИНЧАТЫЙ МОДУЛЬ И БЛОК ДЕКАНТАЦИИ С ПЛАСТИНАМИ, В ЧАСТНОСТИ, РАЗМЕЩЕННЫМИ ВЕРТИКАЛЬНО | 2004 |
|
RU2346722C2 |
| ГРУНТОВЫЙ МОДУЛЬ (ВАРИАНТЫ) | 2017 |
|
RU2678471C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОЛОКНА ИЗ РАСПЛАВА ГОРНЫХ ПОРОД | 2008 |
|
RU2373160C1 |
| ГРУНТОВЫЙ МОДУЛЬ (ВАРИАНТЫ) | 2015 |
|
RU2600426C1 |
| ЛАМЕЛЬ ДЛЯ ОСВЕТЛИТЕЛЯ И ЛАМЕЛЬНЫЙ МОДУЛЬ ДЛЯ ОСВЕТЛИТЕЛЯ | 2019 |
|
RU2782810C2 |
Изобретение относится к устройствам для изготовления стекловолокна, в частности к фильерному питателю. Технический результат заключается в обеспечении большего сопротивления к деформации. Модуль фильерной пластины для использования в фильерном питателе для изготовления стекловолокна содержит боковые стенки, окружающие по меньшей мере участок периметра фильерной пластины (11), образующий дно модуля, причем фильерная пластина образует выпуклый многоугольник, причем указанная многоугольная фильерная пластина содержит по меньшей мере пять краев (N≥5), предпочтительно по меньшей мере шесть краев (N≥6), более предпочтительно содержит шесть краев (N=6). 2 н. и 12 з.п. ф-лы, 9 ил., 1 табл.
1. Модуль фильерной пластины для использования в фильерном питателе для изготовления стекловолокна, содержащий боковые стенки, окружающие по меньшей мере участок периметра фильерной пластины (11), образующий дно модуля, причем фильерная пластина образует выпуклый многоугольник,
отличающийся тем, что
указанная многоугольная фильерная пластина содержит по меньшей мере пять краев (N≥5), предпочтительно по меньшей мере шесть краев (N≥6), более предпочтительно содержит шесть краев (N=6).
2. Модуль фильерной пластины по п. 1, в котором величины всех углов многоугольной фильерной пластины (11) составляют по меньшей мере 90° и меньше чем 180°, предпочтительно величины всех углов составляют от 100° до 160°, и в котором многоугольник предпочтительно вписан в окружность.
3. Модуль фильерной пластины по п. 1, дополнительно содержащий крышку (12), расположенную на вершинах боковых стенок модуля.
4. Модуль фильерной пластины по п. 1, в котором по меньшей мере одна, но не все боковые стенки содержат боковое сито, решетку или сеть (23).
5. Модуль фильерной пластины по п. 1, в котором фильерная пластина содержит по меньшей мере пару, состоящую из двух параллельных краев, причем по меньшей мере один край из пары параллельных краев предпочтительно не содержит боковой стенки по меньшей мере на участке указанного края.
6. Фильерный питатель, содержащий по меньшей мере один модуль фильерной пластины в соответствии с п. 1.
7. Фильерный питатель по п. 6, в котором по меньшей мере два модуля фильерных пластин имеют общий край, который не содержит боковой стенки по меньшей мере на его участке.
8. Фильерный питатель по п. 6, в котором по меньшей мере два модуля фильерных пластин отделены посредством ребра (21) жесткости.
9. Фильерный питатель по п. 8, в котором каждый модуль фильерной пластины содержит крышку (12), расположенную на вершинах его боковых стенок, и в котором ребром (21) жесткости образовано дно распределительного манифольда (2), обеспечивая сообщение по текучей среде внутренней части каждого модуля с источником (3) расплавленного стекла, расположенным ранее в технологической цепочке, через сита, решетки или сети (22, 23), при этом дно образовано крышками (12) каждого модуля.
10. Фильерный питатель по п. 9, содержащий первый и второй узлы (1А, 1В) фильерных пластин, проходящие в продольном направлении, расположенные рядом друг с другом, каждый из которых окружен боковыми стенками и концевыми стенками, при этом первый и второй узлы фильерных пластин отделены друг от друга посредством манифольда (2), проходящего в указанном продольном направлении и образующего два отдельных канала сообщения по текучей среде, направленных к первому и второму узлам (1А, 1В) фильерных пластин,
при этом каждый узел (1А, 1В) фильерных пластин содержит по меньшей мере два модуля фильерных пластин, каждый из которых предпочтительно содержит шестиугольную фильерную пластину (111А, В, 112А, В), и
все модули фильерных пластин указанного узла фильерных пластин соединены по парам в продольном направлении посредством края, общего для каждой пары фильерных пластин,
причем указанный общий край расположен параллельно относительно противоположного края каждой фильерной пластины.
11. Фильерный питатель по п. 10, в котором манифольд (2) сообщается по текучей среде с источником расплавленного стекла, расположенным ранее в технологической цепочке, через сита, решетки или сетки (22), а также сообщается по текучей среде с расположенными далее в технологической цепочке каждым из первого и второго узлов (1А, 1В) фильерных пластин через боковые решетки, сита или сети (23А, 23В), которые выполнены заодно с боковыми стенками каждого модуля, примыкающего к указанному манифольду.
12. Фильерный питатель по п. 10, в котором ребро (21) жесткости, образующее дно манифольда (2), определяет верхний край, обращенный внутрь манифольда,
причем указанный край расположен в пределах плоскости, параллельной относительно указанного продольного направления и перпендикулярной плоскости, образованной фильерными пластинами, и образует непрямую линию, предпочтительно образует по меньшей мере одну форму буквы "V".
13. Фильерный питатель по любому из пп. 8-12, в котором участок конструкции (21) ребра жесткости, образующий дно манифольда (2), изготовлен из металла, а его нижняя часть опирается на каркас (27), изготовленный из жаростойкого материала,
причем каркас из жаростойкого материала предпочтительно также содержит внешние металлические опоры (26) жесткости.
14. Фильерный питатель по п. 6 или 7, содержащий шесть шестиугольных модулей фильерных пластин, имеющих общий край и расположенных рядом друг с другом по парам вокруг центрального шестиугольного щитка (21С) с образованием конструкции наподобие улья,
причем центральный щиток (21С) предпочтительно образует дно шестиугольного центрального манифольда (2) для распределения расплава стекла.
| Устройство для временного выправления рек | 1923 |
|
SU1630A1 |
| Тягомер | 1934 |
|
SU41725A1 |
| FR 2922884 A1, 01.05.2009 | |||
| WO 9958460 A1, 18.11.1999. | |||

