Предлагаемое изобретение относится к области ракетостроения и может быть использовано для корпусов двигателей реактивных снарядов залпового огня.
Во время работы двигателя его внутренняя камера защищена от прогрева тепловым покрытием. Одним из вариантов теплозащитного покрытия (ТЗП) внутренних камер двигателей является покрытие на основе асбесто-фенольно-каучуковой композиции (АФК), изготавливаемой по ТУ 6-19-625-84. Однако сложность внутренней поверхности не позволяет обеспечить приклеивание АФК однородно по всей поверхности. Качество приклейки ТЗП оценивается ультразвуковым контролем. В случае несоответствия требованиям по качеству приклейки корпуса с непроклеем возвращаются на восстановление, что вызывает необходимость в создании способа удаления некачественного покрытия с внутренней поверхности корпусов. Кроме того, в процессе длительного хранения, как показывает практика эксплуатации корпусов, под теплозащитным покрытием развиваются очаги коррозии, которые приводят к отслоению ТЗП от корпуса и разрушению двигателя в процессе работы. Поэтому в настоящее время корпуса двигателей по истечении гарантийного срока хранения проходят повторный ультразвуковой контроль на наличие отслоения ТЗП. Корпуса, несоответствующие конструкторской документации, должны проходить процесс восстановления теплозащитного покрытия путем удаления старого и нанесения нового. В результате возникла необходимость создания технологии удаления пришедшего в негодность теплозащитного покрытия, что позволяет сохранить наиболее дорогостоящие и трудоемкие в изготовлении корпуса двигателей реактивных снарядов.
Известен технологический процесс удаления теплозащитного покрытия (см. «Технологический процесс» №40-83-83 от 31.12.83 г., учетный №07-153-89, ФГУП ГНПП «Сплав», г.Тула) методом механического деформирования (разрушения) покрытия с помощью вдавливаемого дискового инструмента в виде резьбовой поверхности, осуществляемый на токарно-винторезном станке при скорости вращения шпинделя 400 об/мин, продольной подаче суппорта 0,8...1,2 м/об и с усилием, создаваемым суппортом при поперечной подаче, 2-4 оборота винта.
Однако при больших удлинениях корпуса изделия эта операция трудоемка в осуществлении, не обеспечивает хорошего удаления клеевого слоя (наблюдаются его остатки), не исключает возможности нанесения дефектов на внутреннюю поверхность трубы (что недопустимо), и, кроме этого, при осуществлении данной технологии происходит быстрый износ инструмента.
Таким образом, задачей данного технического решения являлось разрушение ТЗП путем его деформирования дисковым инструментом и механическое удаление ТЗП при выведении приспособления из корпуса.
Общими признаками известного технического решения с предлагаемым авторами способом удаления теплозащитного покрытия из корпуса ракетного двигателя являются механическое удаление ТЗП после разрушения его деформированием специальным дисковым инструментом (приспособлением).
Наиболее близким по технической сути и достигаемому результату является способ удаления теплозащитного покрытия АФК (см. «Технологический процесс» №002-13, Орский механический завод, инв. №13036 от 27.09 74 г. учетный №07-152-89, предприятие ФГУП ГНПП «Сплав», г.Тула), во время которого механическое удаление производится с помощью шабера после предварительного обжига T3П методом нагрева в конвейерной электропечи, принятый авторами за прототип.
Такой способ позволяет осуществить нагрев до температуры выше температуры отпуска с жестким контролем температуры корпуса в печи, состояния вытяжной вентиляции и газовой среды по содержанию фенола и формальдегида в рабочей зоне и в производственном помещении.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа удаления теплозащитного покрытия, принятого за прототип, относится то, что производится обжиг всей толщины покрытия, в результате чего происходит выделение большого количества вредных фенолосодержащих газов в течение продолжительного времени, так как низкотемпературные печи для выравнивания температуры по зонам печи и термосадка снабжены вентиляторами, в печи создается избыточное давление вредных газов, печь не герметична, удаление газов из рабочей зоны с помощью вентиляции крайне сложная задача, а большой объем выбрасываемых газов приводит к загрязнению окружающей среды.
Таким образом, задача прототипа состояла в том, что механическое удаление ТЗП осуществлялось после термического воздействия на него.
Общими признаками с предлагаемым авторами способом удаления теплозащитного покрытия является наличие термического и механического воздействия на ТЗП.
В отличие от прототипа, в предлагаемом авторами способе удаления теплозащитного покрытия предварительно производят деструкцию клеевого слоя путем нагрева металлической стенки корпуса со скоростью 40...60°С/сек токами высокой частоты до температуры отпуска после закалки, нагрев осуществляют в локальной кольцевой зоне шириной 30...40 мм при вращении корпуса вокруг своей оси с угловой скоростью 20...40 об/мин и перемещении одновиткового двухкамерного водоохлаждаемого индуктора вдоль оси корпуса со скоростью в зависимости от толщины стенки корпуса, причем воду в индуктор подают при нагреве через замкнутую камеру, а при охлаждении - дополнительно через спрейерную камеру, при этом индуктор повторно перемещают вдоль оси корпуса без включения нагрева, а теплозащитное покрытие затем удаляют механическим воздействием.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, и на которые распространяется испрашиваемый объем правовой защиты во всех случаях достаточны.
Задачей предлагаемого изобретения является создание способа термического воздействия на теплозащитное покрытие, находящееся внутри корпуса, который обеспечивал бы высокоскоростной нагрев с минимальным выделением вредных газов, удалением их из зоны выделения, а также повышение производительности процесса удаления ТЗП.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе удаления теплозащитного покрытия корпуса ракетного двигателя на основе асбесто-фенольно-каучуковой композиции с клеевым слоем, включающем термическое и механическое воздействие, особенность заключается в том, что предварительно производят деструкцию клеевого слоя путем нагрева металлической стенки корпуса со скоростью 40...60°С/сек токами высокой частоты до температуры отпуска после закалки, нагрев осуществляют в локальной кольцевой зоне шириной 30...40 мм при вращении корпуса вокруг своей оси с угловой скоростью 20...40 об/мин и перемещении одновиткового двухкамерного водоохлаждаемого индуктора вдоль оси корпуса со скоростью в зависимости от толщины стенки корпуса, причем воду в индуктор подают при нагреве через замкнутую камеру, а при охлаждении - дополнительно через спрейерную камеру, при этом индуктор повторно перемещают вдоль оси корпуса без включения нагрева, а теплозащитное покрытие затем удаляют механическим воздействием.
Новая совокупность существенных признаков, а также наличие взаимосвязей между ними позволяет, в частности, за счет:
- деструкции клеевого слоя путем нагрева металлической стенки корпуса со скоростью 40...60°С/сек токами высокой частоты создать интенсивное выделение газов и при избыточном давлении их в зазоре покрытие-металл отслоить АФК от стенки в виде легкосъемной «рубашки»;
- нагрева корпуса до температуры отпуска после закалки сохранить неизменность свойств в высокопрочной стали;
- нагрева в локальной кольцевой зоне шириной 30...40 мм при вращении корпуса вокруг своей оси с угловой скоростью 20...40 об/мин и перемещении одновиткового двухкамерного водоохлаждаемого индуктора вдоль оси корпуса со скоростью, зависящей от толщины стенки корпуса, обеспечить равномерность распределения температур в зазоре покрытие-металл и непрерывно-последовательное отделение покрытия от корпуса при сохранении его геометрических параметров;
- раздельного охлаждения двухкамерного индуктора путем подачи воды в индуктор при нагреве через замкнутую камеру, а при охлаждении - дополнительно через спрейерную камеру, и повторном перемещении индуктора вдоль оси корпуса без включения нагрева, и затем удаления теплозащитного покрытия механическим воздействием, обеспечить, работоспособность нагревательного устройства при высоких тепловых нагрузках и ускоренное охлаждение корпуса после нагрева для достижения высокой производительности установки. По сравнению с прототипом, время термического воздействия перед удалением АФК сокращается более чем в 15 раз.
Сущность изобретения заключается в том, что в способе удаления теплозащитного покрытия корпуса ракетного двигателя на основе асбесто-фенольно-каучуковой композиции с клеевым слоем, включающем термическое и механическое воздействие, в отличие от прототипа, согласно изобретению предварительно производят деструкцию клеевого слоя путем нагрева металлической стенки корпуса со скоростью 40...60°С/сек токами высокой частоты до температуры отпуска после закалки, нагрев осуществляют в локальной кольцевой зоне шириной 30...40 мм при вращении корпуса вокруг своей оси с угловой скоростью 20...40 об/мин и перемещении одновиткового двухкамерного водоохлаждаемого индуктора вдоль оси корпуса со скоростью в зависимости от толщины стенки корпуса, причем воду в индуктор подают при нагреве через замкнутую камеру, а при охлаждении - дополнительно через спрейерную камеру, при этом индуктор повторно перемещают вдоль оси корпуса без включения нагрева, а теплозащитное покрытие затем удаляют механическим воздействием.
Сущность предлагаемого изобретения поясняется чертежом, где представлена схема термического воздействия на теплозащитное покрытие токами высокой частоты.
Предлагаемый способ удаления теплозащитного покрытия корпуса ракетного двигателя на основе асбесто-фенольно-каучуковой композиции с клеевым слоем включает деструкцию клеевого слоя 2, расположенного между корпусом 1 и теплозащитным покрытием 3, посредством нагрева токами высокой частоты, создаваемыми одновитковым двухкамерным водоохлаждаемым индуктором 4, который состоит из верхней замкнутой камеры 5 (предназначенной для охлаждения индуктора 4 потоком воды) и нижней камеры 6 со спрейерными отверстиями 7 для охлаждения корпуса 1 ракетного двигателя после его нагрева токами высокой частоты. Подача воды в верхнюю камеру 5 осуществляется постоянно, а в нижнюю спрейерную 6 - только в период охлаждения корпуса 1 ракетного двигателя при повторном перемещении индуктора 4, вдоль его оси при отключенном нагреве.
Удаление теплозащитного покрытия корпуса ракетного двигателя осуществляют следующим образом.
После нагрева индуктором 4 производят его перемещение вдоль поверхности корпуса 1, одновременно корпус 1 вращают вокруг своей оси с угловой скоростью 20...40 об/мин, при этом происходит деструкция клеевого слоя 2 и отслоение теплозащитного покрытия 3 в локальной кольцевой зоне шириной 30...40 мм. Вращение корпуса 1 осуществляется для выравнивания температуры в кольцевой зоне (исключается влияние величины зазора между индуктором 4 и корпусом 1). Скорость перемещения индуктора 4 вдоль оси корпуса 1 зависит от толщины стенки корпуса 1 и мощности, выделяемой в зоне индуктора 4 при нагреве корпуса 1. Воду в индуктор 4 подают при нагреве через замкнутую камеру 5 индуктора 4, а при охлаждении - дополнительно через спрейерные отверстия 7 в спрейерную камеру 6, при этом индуктор 4 повторно перемещают вдоль оси корпуса 1 без включения нагрева. В результате деструкции клеевого слоя 2 и термического воздействия происходит отслоение внутреннего теплозащитного покрытия 3, которое затем механически извлекают в виде легко удаляемой «рубашки».
В соответствии с изобретением создан способ удаления теплозащитного покрытия корпуса ракетного двигателя на основе асбесто-фенольно-каучуковой композиции с клеевым слоем, который обеспечивает высокоскоростной нагрев с выделением вредных газов в минимальном количестве, отвечающем современным экологическим требованиям, с последующим выведением их из зоны выделения при высокой производительности процесса удаления ТЗП.
В настоящее время разработан полный комплект конструкторской и технологической документации, проведены испытания, намечено серийное производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕМОНТОПРИГОДНЫЙ КОРПУС РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА И СПОСОБ ЕГО РЕМОНТА | 2005 |
|
RU2289717C1 |
| СПОСОБ КРЕПЛЕНИЯ ЗАРЯДА СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К КОРПУСУ РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2338916C1 |
| БРОНЕЧЕХОЛ ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2336259C2 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2195569C1 |
| ОПРАВКА ДЛЯ НАНЕСЕНИЯ ЭЛАСТИЧНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ КОРПУСА | 2013 |
|
RU2518774C1 |
| СПОСОБ ПОДГОТОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ ДЛЯ СКРЕПЛЕНИЯ С НИМ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2005 |
|
RU2313684C2 |
| Способ нанесения теплозащитного покрытия на наружную поверхность сварного силового корпуса | 2022 |
|
RU2801212C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2003 |
|
RU2225524C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 2018 |
|
RU2711892C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 1995 |
|
RU2105181C1 |
Изобретение относится к области ракетостроения и может быть использовано для корпусов двигателей реактивных снарядов залпового огня. Способ удаления теплозащитного покрытия корпуса ракетного двигателя включает термическое и механическое воздействие, деструкцию клеевого слоя путем нагрева металлической стенки корпуса со скоростью 40...60°С/сек токами высокой частоты до температуры отпуска после закалки. Нагрев осуществляют в локальной кольцевой зоне шириной 30...40 мм при вращении корпуса вокруг своей оси с угловой скоростью 20...40 об/мин и перемещении одновиткового двухкамерного водоохлаждаемого индуктора вдоль оси корпуса со скоростью, зависящей от толщины стенки корпуса. Воду в индуктор подают при нагреве через замкнутую камеру, а при охлаждении - дополнительно через спрейерную камеру. Индуктор при охлаждении повторно перемещают вдоль оси корпуса без включения нагрева. Изобретение обеспечивает удаление теплозащитного покрытия корпуса ракетного двигателя на основе асбесто-фенольно-каучуковой композиции с клеевым слоем с минимальным выделением вредных газов, удалением их из зоны выделения, а также повышение производительности процесса удаления ТЗП. 1 ил.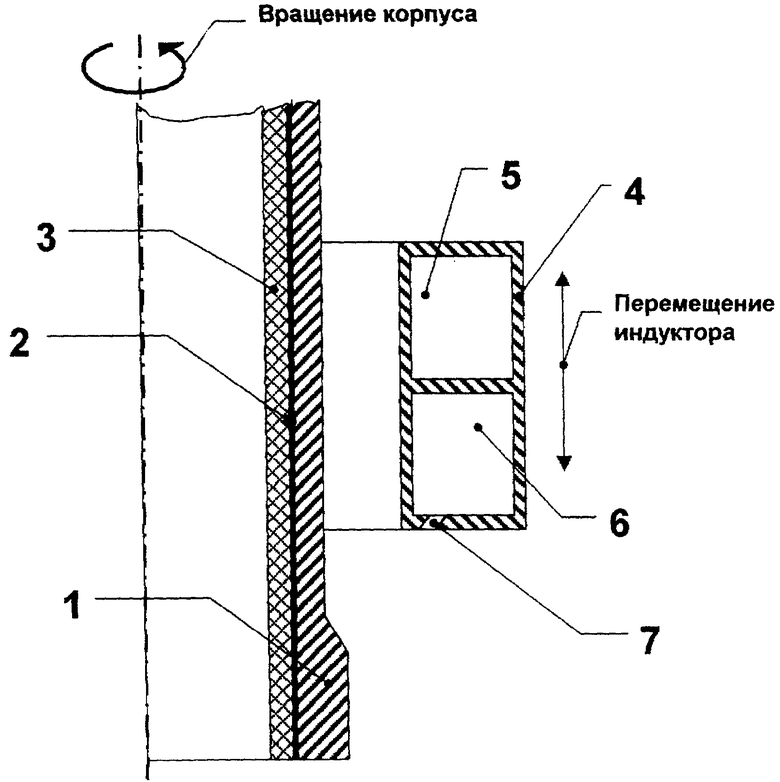
Способ удаления теплозащитного покрытия корпуса ракетного двигателя на основе асбесто-фенольно-каучуковой композиции с клеевым слоем, включающий термическое и механическое воздействие, отличающийся тем, что предварительно производят деструкцию клеевого слоя путем нагрева металлической стенки корпуса со скоростью 40...60°С/сек токами высокой частоты до температуры отпуска после закалки, нагрев осуществляют в локальной кольцевой зоне шириной 30...40 мм при вращении корпуса вокруг своей оси с угловой скоростью 20...40 об/мин и перемещении одновиткового двухкамерного водоохлаждаемого индуктора вдоль оси корпуса со скоростью в зависимости от толщины стенки корпуса, причем воду в индуктор подают при нагреве через замкнутую камеру, а при охлаждении дополнительно через спрейерную камеру, при этом индуктор повторно перемещают вдоль оси корпуса без включения нагрева, а теплозащитное покрытие затем удаляют механическим воздействием.
| СПОСОБ ДЕМОНТАЖА ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2002 |
|
RU2237564C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ УДАЛЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2215068C2 |
| DE 3420750 A1, 03.01.1985 | |||
| US 4858298 A, 22.08.1989. | |||

