Изобретение относится к способу изготовления прямоточного парогенератора, который содержит образованную из герметично сваренных друг с другом парогенераторных труб ограждающую стенку, которую предварительно изготавливают в цехе в виде модулей, которые сваривают друг с другом при окончательном монтаже. Оно относится также к изготовленному таким способом прямоточному парогенератору.
В прямоточном парогенераторе нагрев множества парогенераторных труб, которые образуют вместе герметичную ограждающую стенку камеры сгорания, приводит к полному испарению текучей среды в парогенераторных трубах за один проход. Текучую среду - обычно воду - подводят после ее испарения к пароперегревательным трубам, включенным после парогенераторных труб, и там перегревают. Парогенераторные трубы прямоточного парогенератора при этом могут быть расположены вертикально или спирально и таким образом наклонно.
Прямоточный парогенератор в противоположность парогенератору с естественной циркуляцией не подлежит никакому ограничению давления так, что он может быть рассчитан на давления свежего пара значительно большие, чем критическое давление воды (Ркритическое=221 бар), где не имеется различия фаз воды и пара и тем самым не возможно разделение фаз. Высокое давление свежего пара способствует высокому термическому коэффициенту полезного действия и тем самым низким СО2-выбросам электростанции, работающей на ископаемом топливе.
Ограждающие стенки больших камер сгорания, - например, для прямоточных парогенераторов с расчетной мощностью выше, чем 100 МВтэл - по причинам транспортировки не могут изготавливаться целиком в цехе. Более того, в этих случаях необходим окончательный монтаж собственно на месте применения, при котором предусмотренные для образования ограждающей стенки камеры сгорания частичные детали или также модули сваривают друг с другом непосредственно на месте. При этом для облегчения изготовления может быть предусмотрен модульный способ производства, при котором ограждающую стенку камеры сгорания изготавливают предварительно в виде модулей, которые должны свариваться друг с другом при окончательном монтаже. Подобный способ производства приводит, однако, к значительным ограничениям относительно выбора применяемых материалов, так как именно при обращении, с термически и механически сравнительно сильно нагруженными материалами при сварке может обязательно требоваться последующая термообработка.
Последующая термообработка сварных швов требует значительных затрат и поэтому может производиться обычно только в цехе, а не непосредственно на месте при окончательном монтаже. Поэтому до сих пор при изготовлении ограждающих стенок для больших камер сгорания прямоточных парогенераторов используют только материалы, для которых не требуется последующей термообработки сварных швов.
Конечно для повышения коэффициента полезного действия и тем самым для снижения СО2-выбросов электростанции, работающей на ископаемом топливе, является желательным, рассчитывать прямоточные парогенераторы на особенно высокие давления и температуры свежего пара. Для изготовления таких прямоточных парогенераторов требуются материалы, которые выдерживают нагрузки за счет высоких плотностей теплового потока при высоких температурах пара и тем самым высоких температурах материалов. Однако эти материалы как раз и требуют последующую термообработку сварных швов.
Возможной альтернативой для таких материалов были бы материалы на основе никеля, которые, несмотря на их высокую предельно допустимую тепловую нагрузку, не нуждаются в последующей термообработке сварных швов, применение которых, однако, привело бы к значительному усложнению и удорожанию изготовления.
В основе изобретения лежит поэтому задача - указать способ, пригодный для изготовления эксплуатируемого при высоких давлениях пара прямоточного парогенератора вышеназванного вида, который не является чрезмерно дорогим или технически сложным. Кроме того, должен быть указан прямоточный парогенератор, который является подходящим для изготовления с помощью подобного способа.
Относительно способа эта задача решается согласно изобретению за счет того, что множество предусмотренных для образования парогенераторных труб, изготовленных из материала первой категории материалов трубных сегментов объединяют во множество модулей, причем каждый модуль на множестве предусмотренных для объединения со следующим модулем мест соединения снабжают соответственно переходной деталью, изготовленной из материала второй категории материалов.
Изобретение исходит при этом из рассуждения, что технические затраты и расходы при изготовлении прямоточного парогенератора можно поддерживать небольшими за счет того, что прямоточный парогенератор рассчитан на последовательную обработку обычных материалов вместо дорогих и трудных для обработки материалов на основе никеля. При этом подлежащий изготовлению прямоточный парогенератор должен бы рассчитываться подходящим для нагрузок за счет высоких давлений и температур свежего пара. Это учитывается в данном случае за счет того, что парогенераторные трубы, образующие ограждающую стенку, изготовлены в их существенных составных частях из выбранного подходящим для этого материала.
Чтобы поддержать малыми расходы на изготовление, прямоточный парогенератор при этом должен бы быть предварительно изготовлен в возможно высокой степени в цехе так, чтобы, в частности, возможно необходимая последующая термообработка сварных швов могла быть произведена при сравнительно простых условиях и при обращении к множеству имеющихся в распоряжении ресурсов. Предварительно изготовленные модули тем самым могут быть образованы из трубных сегментов из материала, подходящего для высоких давлений и температур свежего пара.
Чтобы позволить выполнение окончательного монтажа модулей, предварительно изготовленных подходящими относительно этих критериев, при последовательном избежании необходимости последующей термообработки, модули должны бы быть снабжены соответствующими переходными деталями, которые допускают сваривание при окончательном монтаже без последующей термообработки сварных швов. Для этого переходные детали в противоположность трубным сегментам изготовлены из материала с соответственно другими свойствами.
Предпочтительные формы выполнения изобретения являются предметом зависимых пунктов формулы изобретения.
Выбор материала для трубных сегментов, с одной стороны, и переходных деталей или изготовленных из них переходных узлов, с другой стороны, производят предпочтительно нацеленно относительно критерия, является ли необходимой последующая термообработка сварных швов. Особенно подходящим критерием для оценки, требует ли материал последующей термообработки сварных швов, является так называемая твердость по Виккерсу (ДИН 50 133).
Поэтому части стенки камеры сгорания прямоточного парогенератора, сильно нагруженные высокими плотностями теплового потока, изготовляют целесообразно из материала первой категории материалов, твердость по Виккерсу которых выше, чем твердость по Виккерсу менее сильно нагруженных частей стенок камеры сгорания. Последние изготавливают целесообразно из материала второй категории материалов, причем твердости по Виккерсу HV10 материалов второй категории материалов предпочтительно ниже, чем приблизительно от 350 до 400.
Соседние, включенные параллельно для протекания текучей среды, парогенераторные трубы предпочтительно соединяют друг с другом через плавники, в частности, чтобы обеспечить высокий удельный ввод тепла в парогенераторные трубы. Эти плавники предпочтительно изготавливают из материала второй категории материалов. Дело в том, что, как оказалось, плавники как компоненты прямоточного парогенератора, через которые не течет среда, из-за отсутствия внутреннего давления не подвержены слишком высоким нагрузкам так, что соответствующие требования к материалам являются сравнительно низкими. Эти сравнительно низкие требования к материалам являются выполненными также материалами второй категории материалов. Через подобные плавники при вертикальной системе труб прямоточного парогенератора является без каких-либо проблем возможным также объединение отдельных модулей в горизонтальном направлении при окончательном монтаже. Для этого предпочтительно к модулям на предусмотренных для соединения с другими модулями местах соответственно уже в цехе приваривают плавники половинной ширины, через которые происходит соединение при окончательном монтаже.
Соединение отдельных модулей в вертикальном направлении происходит целесообразно через переходные узлы, состоящие из некоторого количества переходных деталей и, при необходимости, из дополнительных переходных колен. При этом, например, к трубному сегменту из материала первой категории материалов в цеху приваривают переходную деталь из материала второй категории материалов, и сварной шов подвергают последующей термообработке. При окончательном монтаже два изготовленных таким образом трубных сегмента соединяют, например, непосредственно или через соединительное колено, которое также изготовлено из материала второй категории материалов. Введенные при окончательном монтаже сварные швы не должны подвергаться последующей термообработке, поскольку примененный материал этого не требует.
Относительно прямоточного парогенератора названная задача решается за счет того, что, по крайней мере, некоторые из парогенераторных труб образованы из множества включенных друг за другом на стороне текучей среды трубных сегментов и что следующие друг за другом в направлении текучей среды трубные сегменты парогенераторной трубы соединены друг с другом соответственно через переходной узел, изготовленный из материала второй категории материалов.
При этом переходной узел состоит предпочтительно из некоторого множества переходных деталей и, при необходимости, соединительного колена и расположен таким образом, что выполненный для соединения переходной детали с другой деталью сварной шов лежит вне поверхности стенки, натянутой трубными сегментами.
Соседние парогенераторные трубы целесообразно герметично соединены друг с другом через плавники, причем плавники также изготовлены из материала второй категории материалов.
Достигнутые изобретением преимущества состоят, в частности, в том, что за счет применения различных материалов в ограждающей стенке камеры сгорания, а именно для трубных сегментов, с одной стороны, и для переходных деталей и образованных из них переходных узлов, с другой стороны, со свойствами, которые согласованы с соответствующей тепловой нагрузкой парогенераторных труб, способ изготовления для прямоточного парогенератора для высоких давлений пара может поддерживаться особенно простым. Применение и комбинация различных материалов позволяет это, в частности, за счет того, что парогенераторные трубы предварительно изготавливают в цеху из материала первой категории материалов, сваривают в модули, подвергают последующей термообработке и на предусмотренных для соединения с другими модулями при монтаже местах снабжают переходными деталями из материала второй категории материалов, который не требует никакой последующей термообработки. За счет подходящего расположения этих переходных деталей вне области, подверженной воздействию высоких плотностей теплового потока, избегают перегрузки материала. Возникшие при монтаже за счет сваривания друг с другом отдельных модулей сварные швы не требуют никакой последующей термообработки, так как при окончательном монтаже нужно сваривать только материалы второй категории материалов.
Пример выполнения изобретения поясняется более подробно с помощью чертежей показывают:
Фиг.1 - схематически прямоточный парогенератор с вертикально расположенными испарительными трубами,
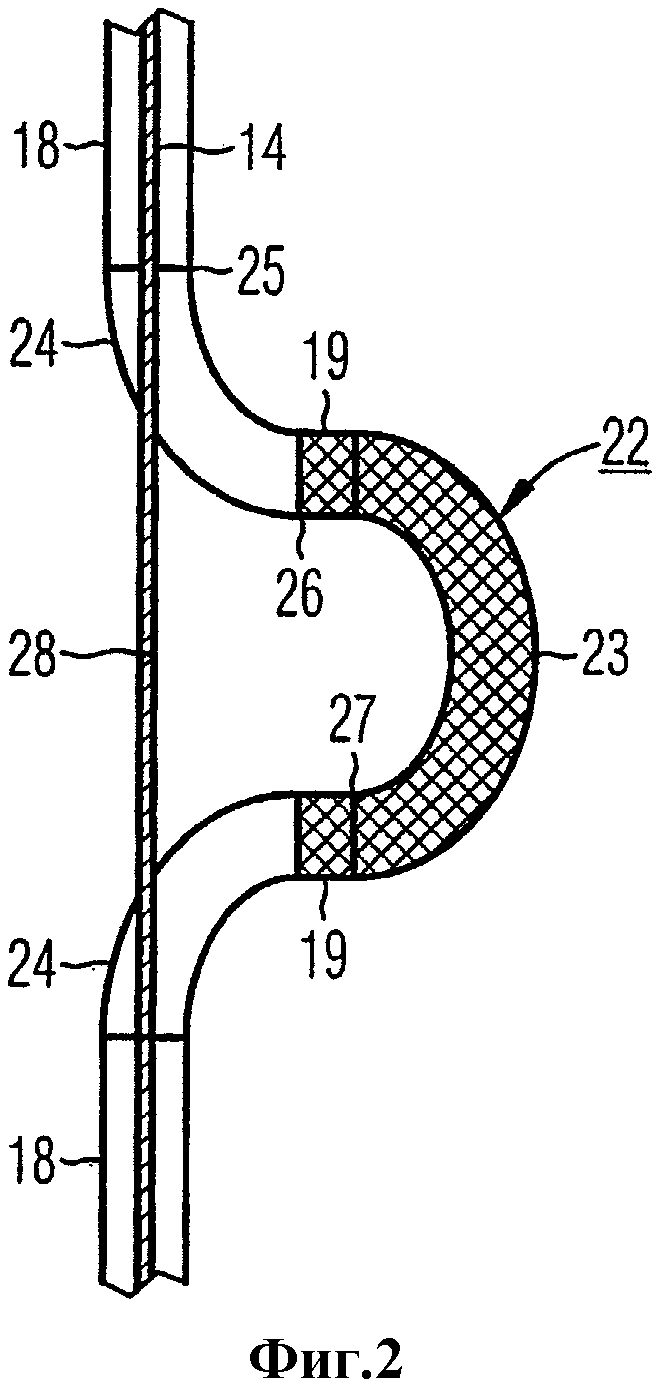
Фиг.2 - два трубных сегмента, соединенных друг с другом переходным узлом,
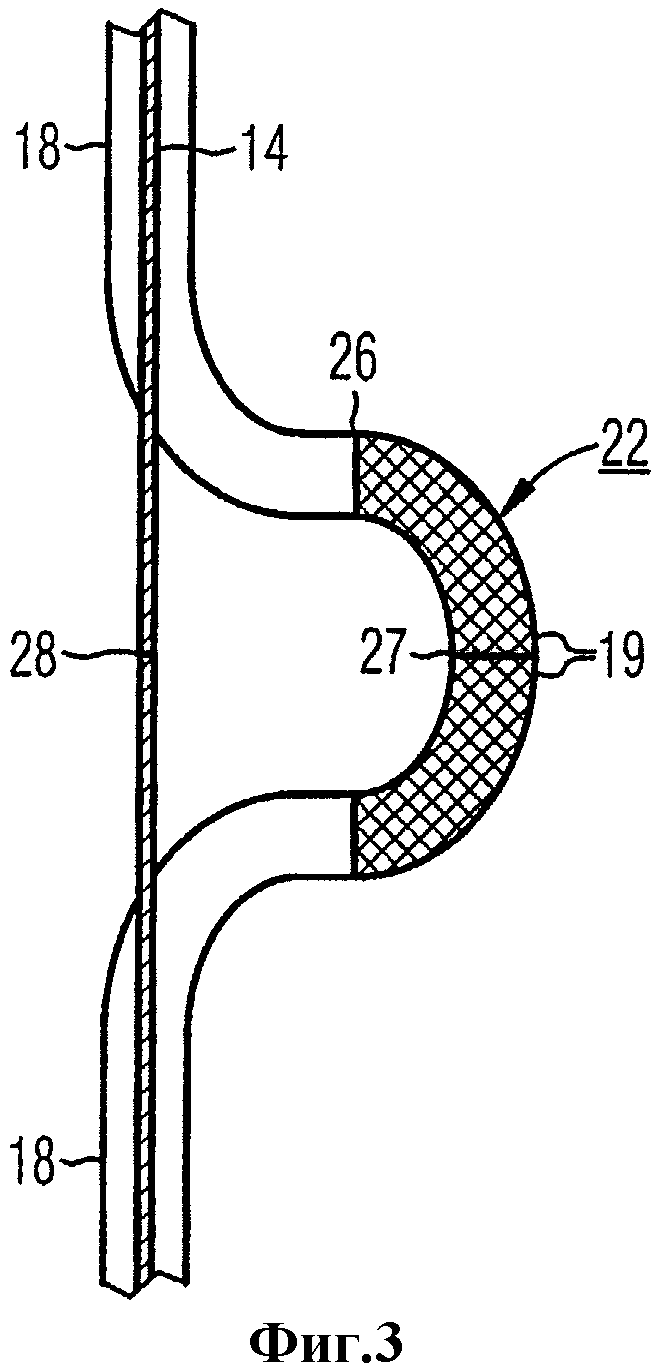
Фиг.3 - два трубных сегмента, соединенных друг с другом альтернативным выполнением переходного узла,
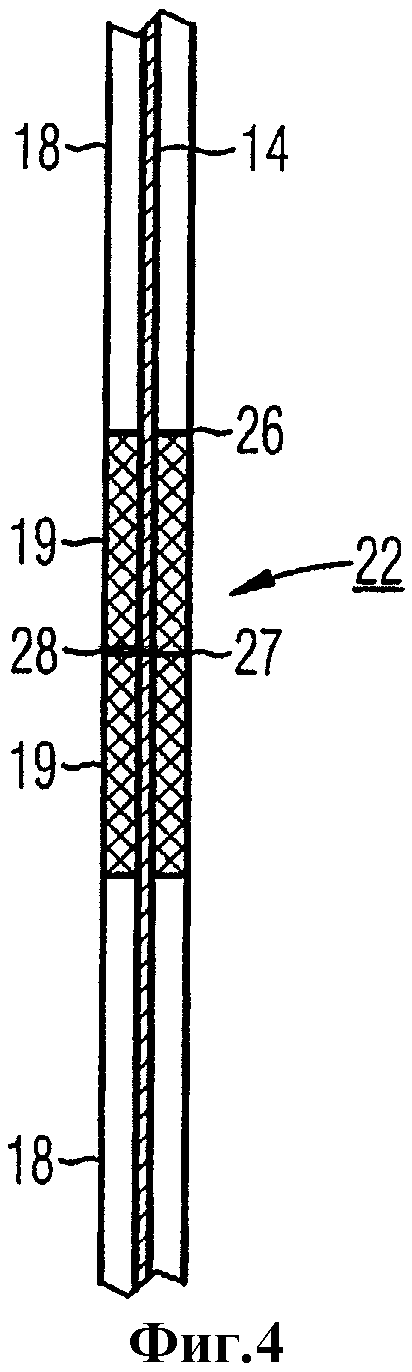
Фиг.4 - два трубных сегмента, соединенных друг с другом другим альтернативным выполнением переходного узла, и
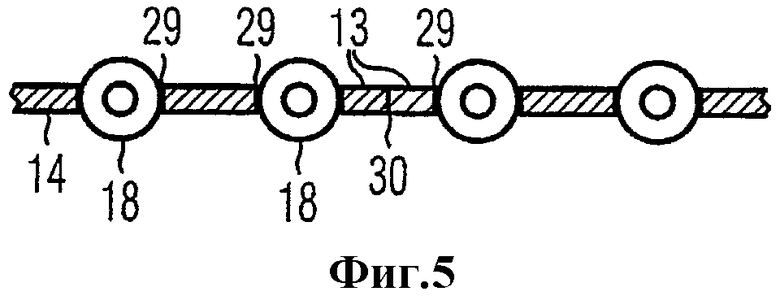
Фиг.5 - поперечное сечение через парогенераторные трубы, соединенные друг с другом через плавники.
Одинаковые части обозначены на чертежах теми же самыми ссылочными позициями.
На Фиг.1 схематически представлен прямоточный парогенератор 1, вертикальный газоход которого окружен ограждающей стенкой 4 и образует камеру сгорания, которая на нижнем конце переходит в подобное воронке днище 6. Днище 6 содержит не представленное более подробно на чертеже разгрузочное отверстие 8 для золы.
В области А газохода 6 в образованной из вертикально расположенных парогенераторных труб 12 ограждающей стенке камеры сгорания установлено множество горелок 10, из которых показана только одна. Вертикально расположенные парогенераторные трубы 12 герметично сварены друг с другом через плавники 14 в герметичную ограждающую стенку 4.
В камере сгорания находится возникающий при сгорании ископаемого топлива при эксплуатации прямоточного парогенератора 1 факел пламени 16. За счет этого факела пламени 16 обозначенная А область парогенератора 1 при его эксплуатации подвержена воздействию особенно высокой плотности теплового потока. Факел пламени 16 имеет температурный профиль, который исходя из области горелок уменьшается в вертикальном направлении. Под областью А находится удаленная от пламени область В, выше области А другая удаленная от пламени область С, которые подвержены сравнительно малому нагреву вследствие появляющегося температурного профиля.
Прямоточный парогенератор 1 при скорее ограниченных затратах на изготовление рассчитан подходящим также для возможности эксплуатации при высоких давлениях и температурах свежего пара и тем самым на особенно высокий коэффициент полезного действия. Для этого парогенераторные трубы 12, в частности, в области высоких плотностей теплового потока и высоких температур материала изготовлены из материала, который выдерживает нагрузки за счет высоких плотностей теплового потока. Чтобы при этом поддерживать малыми издержки производства и расходы на изготовление, ограждающую стенку 4 предварительно изготавливают в цехе из модулей 17. При предварительном изготовлении модулей 17 в цехе направленно пользуются тем, что там имеются в распоряжении многочисленные ресурсы без дополнительных затрат так, что является возможной, в частности, обработка материалов с высокой предельно допустимой термической нагрузкой, несмотря на связанные с этим затраты, в частности, при последующей термообработке сварных швов.
Для изготовления модулей поэтому сваривают друг с другом трубные сегменты 18, изготовленные из материала первой категории материалов, который имеет высокую предельно допустимую термическую нагрузку. При этом трубные сегменты 18 выбраны таким образом, что после окончательного монтажа множество включенных друг за другом на стороне текучей среды трубных сегментов 18 соответственно образует парогенераторную трубу 12.
Для того чтобы при окончательном монтаже модулей 17 можно было исключить последующую термообработку, их в заключение еще в цеху снабжают соответственно на предусмотренных для соединения со следующим модулем 17 местах соединения переходной деталью 19 из материала второй категории материалов. Материал второй категории материалов выбран при этом таким образом, что он является пригодным для сварки без последующей термообработки. При установке на соответствующий трубный сегмент 18 - также еще в цехе - производят последующую термообработку этого сварного шва, чтобы удовлетворить потребностям материала, образующего соответствующий трубный сегмент 18. Материалы второй категории материалов при этом имеют по сравнению с материалами первой категории материалов меньшую твердость по Виккерсу.
При окончательном монтаже на строительной площадке, наконец, отдельные модули 17 на горизонтальных местах разделения 20 и на вертикальных местах разделения 21 сваривают друг с другом соответственно через переходные детали 19, причем производят исключительно соединение деталей, изготовленных из материала второй категории материалов так, что никакая последующая термообработка там не требуется.
На вертикальных местах разделения 21 соединение производят через плавники 14 и на горизонтальных местах разделения 20 через переходные узлы 22, образованные из множества сваренных друг с другом переходных деталей 19.
Пример выполнения для переходной области на горизонтальном месте разделения 20, который является особенно пригодным для использования в близкой к пламени области А, показывает Фиг.2. Там являются соединенными друг с другом две предусмотренные для применения в области А, в которой плотность теплового потока является особенно высокой, парогенераторные трубы 12 через переходный узел 22 в направлении потока. Переходный узел 22 при этом состоит из двух переходных деталей 19 и соединительного колена 23, соответственно изготовленных из материала второй категории материалов. Две присоединительных детали 24 из материала первой категории материалов предусмотрены для соединения переходных деталей 22 с парогенераторными трубами 12.
Сварной шов 25 между трубным сегментом 18 и присоединительной деталью 24 выполняют в цеху, поскольку он вследствие свойств материала трубных сегментов 18 требует последующей термообработки; то же самое справедливо для сварного шва 26 между присоединительной деталью 24 и переходной деталью 19. Сварной шов 27 между переходной деталью 19 и соединительным коленом 23 можно выполнять в противоположность этому при окончательном монтаже, так как он вследствие свойств материала переходных деталей 19 и соединительного колена 23 не требует последующей термообработки.
Плавники 14 не испытывают внутреннего давления за счет текучей среды и поэтому могут изготовляться из материала второй категории материалов, даже если они лежат в области А. Сварной шов 28 между плавниками 14 поэтому без проблем можно выполнять при окончательном монтаже.
Фиг.3 показывает альтернативное выполнение применяемого также в области А переходного узла 22, который состоит из двух переходных деталей 19 из материала второй категории материалов. Трубные сегменты 18 при этом изогнуты на местах, предусмотренных для сваривания при окончательном монтаже таким образом, что они выгибаются из поверхности, образованной из объединенных в модуль 17 трубных сегментов 18. Тем самым в этом примере выполнения отдельная присоединительная деталь 24 не требуется. Сварной шов 26 между трубным сегментом 18 и переходной деталью 19 выполняют в цехе, поскольку он требует последующей термообработки, в то время, как сварной шов 27 между двумя переходными деталями 19 можно выполнять при окончательном монтаже. Плавники 14 можно также здесь без проблем сваривать друг с другом на сварном шве 28 при окончательном монтаже, поскольку они вследствие отсутствия внутреннего давления текучей среды могут быть изготовлены из материала второй категории материалов, который не требует последующей термообработки.
Фиг.4 показывает два трубных сегмента 18, соединенных друг с другом через переходный узел 22, который может быть установлен в областях В и С. При этом переходный узел 22 состоит из двух переходных деталей 19 из материала второй категории материалов. Сварные швы 26 между трубными сегментами 18 и переходными деталями 19 выполняют в цеху, в то время, как сварной шов 27 можно выполнять при окончательном монтаже, так как он лежит между двумя материалами второй категории материалов, которые не требуют последующей термообработки. В этом примере выполнения переходный узел 22 выполнен не для сваривания друг с другом переходных деталей 19 в плоскости вне натянутой трубными сегментами 18 поверхности стенки, так как в удаленных от пламени областях В и С ввод тепла является сравнительно малым и тем самым может допускаться расположение деталей, изготовленных из материала второй категории материалов, в собственно плоскости стенки.
Фиг.5 показывает поперечное сечение через объединенные в модуль 17 трубные сегменты 18, которые соединены друг с другом через плавники 14 и образуют парогенераторные трубы 12. Парогенераторные трубы 12 состоят из материала первой категории материалов, плавники 14, в противоположность этому, из материала второй категории материалов. Сварные швы 29 между парогенераторной трубой 12 и плавником 14 выполняют в цеху, поскольку они вследствие свойств материалов парогенераторных труб 12 требуют последующей термообработки. В противоположность этому, сварные швы 30, через которые соединяют друг с другом два модуля 17 на вертикальных местах разделения 21, можно выполнять при окончательном монтаже, так как они не требуют никакой последующей термообработки. При окончательном монтаже два модуля 17 сваривают друг с другом на вертикальных местах разделения 21 через плавники половинной ширины 31.
Изобретение предназначено для генерирования пара и может быть использовано в энергетике. Прямоточный парогенератор с ограждающей стенкой, образованной из герметично сваренных друг с другом, параллельно включенных для протекания текучей среды парогенераторных труб. По крайней мере, некоторые из парогенераторных труб образованы из множества трубных сегментов, включенных друг за другом на стороне текучей среды, причем следующие друг за другом в направлении текучей среды трубные сегменты парогенераторной трубы соответственно соединены друг с другом через переходной узел. Парогенераторные трубы изготовлены из материала, имеющего более высокую твердость по Виккерсу, чем материал из которого изготовлен переходный узел. Способ изготовления прямоточного парогенератора заключается в том, что множество трубных сегментов соединяют во множество модулей. Каждый модуль на множестве мест соединения, предусмотренных для соединения со следующим модулем, снабжают соответственно переходной деталью. Изобретение обеспечивает уменьшение технических затрат и расходов при изготовлении парогенератора. 2 н. и 5 з.п. ф-лы, 5 ил.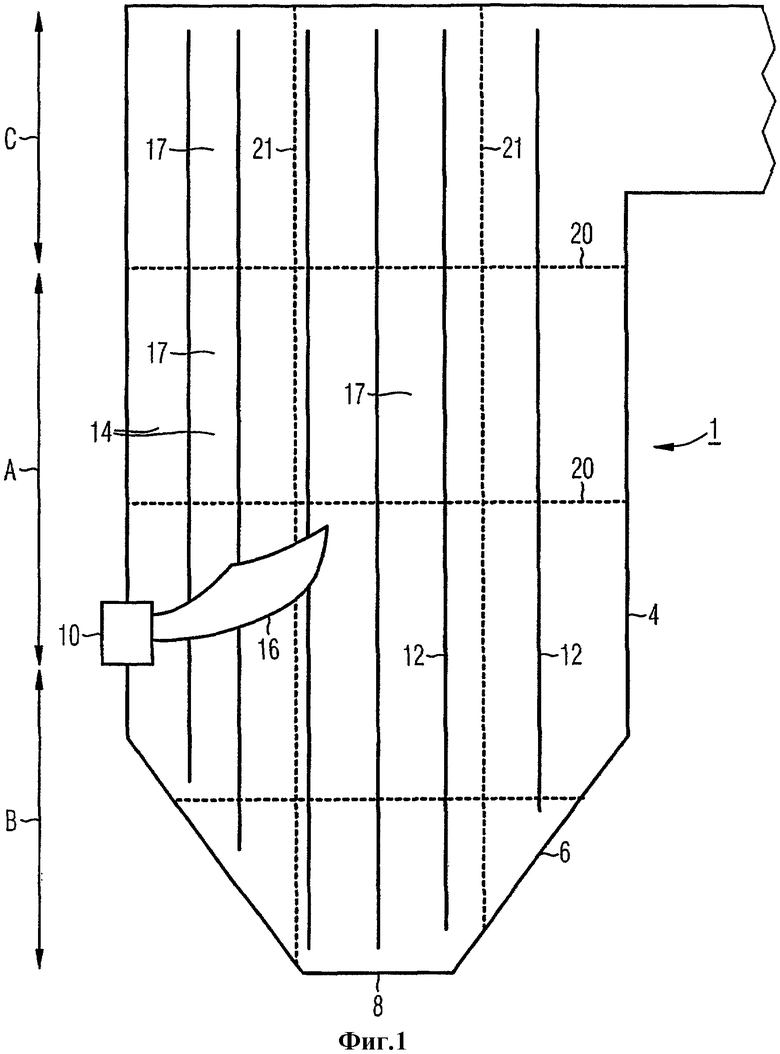
| Котел | 1975 |
|
SU658357A1 |
| Котел | 1989 |
|
SU1663307A1 |
| УСТРОЙСТВО ДЛЯ ПОДВЕШИВАНИЯ ПОВЕРХНОСТЕЙ НАГРЕВА КОТЛА | 1997 |
|
RU2137033C1 |
| ПРЯМОТОЧНЫЙ ПАРОГЕНЕРАТОР (ВАРИАНТЫ) | 1995 |
|
RU2139472C1 |
| US 3608181 A, 28.09.1971 | |||
| US 6321691 A, 27.11.2001 | |||
| Поплавок Колобова | 1985 |
|
SU1314175A1 |

