Изобретение относится к трубе парогенератора с создающим завихрение внутренним профилем. Кроме того, оно относится к прямоточному парогенератору с подобными трубами парогенератора. Изобретение далее относится к способу изготовления трубы парогенератора, снабженной создающим завихрение внутренним профилем.
В стенках камеры сгорания прямоточного парогенератора обычно используют трубы парогенератора, газоплотно сваренные друг с другом через перемычки для образования окружающего топочное пространство газохода, которые включены параллельно для протекания текучей среды. Вместо труб с лежащими между ними отдельными плоскими стальными перемычками можно применять также трубы, которые уже на заводе снабжены приформованными плавниками. При этом трубы парогенератора могут быть расположены вертикально или также наклонно. Для достижения надежных эксплуатационных характеристик прямоточного парогенератора трубы парогенератора рассчитаны, как правило, так, что достаточное охлаждение труб парогенератора обеспечено также при низких плотностях массопотока протекающей через трубы парогенератора среды.
Важным расчетным критерием являются теплопередающие свойства трубы парогенератора. Высокая теплопередача сама по себе позволяет особенно эффективный нагрев протекающей через трубу парогенератора среды при одновременно надежном охлаждении трубы парогенератора. Характеристики теплопередачи трубы парогенератора в обычных парогенераторах, которые эксплуатируют при докритических давлениях, могут ухудшаться за счет появления так называемых кризисов кипения. При этом стенка трубы больше не смачивается жидкой текучей средой - как правило, водой - и тем самым охлаждается только недостаточно. Вследствие слишком раннего высыхания тогда могут уменьшаться показатели прочности стенки трубы.
Для улучшения характеристик теплопередачи применяют обычно трубы парогенератора, которые за счет процесса деформации (например, холодной протяжки) имеют на своей внутренней стороне поверхностную структуру или внутренний профиль по типу спирально намотанных ребер. Посредством формования ребер текучей среде, протекающей в трубе парогенератора, придается завихрение так, что более тяжелая жидкая фаза вследствие действующих центробежных сил собирается на внутренней стенке трубы и образует там смачивающую жидкостную пленку. Тем самым надежный теплопереход от внутренней стенки трубы на текучую среду обеспечен также при сравнительно высоких плотностях теплового потока и низких плотностях массопотока.
Недостатком в известных трубах парогенератора является то, что они вследствие ограниченной деформируемости материала труб являются сравнительно сложными в изготовлении. В частности, деформируемость является сильно ограниченной в случае высокожаропрочных сталей с высоким содержанием хрома. Подобные материалы играют в трубах парогенераторов в наши дни все более важную роль, так как они - по меньшей мере, в принципе - позволяют расчет парогенератора для особенно высоких параметров пара, в частности для высоких температур свежего пара, и тем самым в связи с особенно высокими коэффициентами полезного действия. За счет обусловленных материалом ограничений при обработке на практике, однако, не является возможным или возможным только со значительными затратами изготавливать трубы с внутренним оребрением с желаемыми, гидродинамически выгодными профилями ребер в рамках процесса деформации из гладких труб. В частности, только с трудом можно изготавливать достаточно крутые углы профиля и переходы с острыми кромками в соединении с большими высотами ребер. Кроме того, высоту ребер можно изготавливать только в узких рамках. К тому же получается только малая гибкость относительно образования профиля вдоль трубы.
Альтернативно уже предлагались создающие завихрение встроенные детали самого различного вида для последующего встраивания в трубу парогенератора. К ним относятся, в частности, так называемые "свитые ленты" (Twisted Tapes): изготовленные из металлических полос ленты, которые являются скрученными или намотанными. Общим для до сих пор известных встроенных в трубы деталей недостатком, во всяком случае, является то, что они, во-первых, загораживают (первоначально) свободное поперечное сечение в центре трубы и тем самым приводят к очень высоким потерям давления, и что они, во-вторых, очень сильно отклоняют и при этом частично перекручивают весь поток. Простая свитая лента, например, приводит при более высоких содержаниях пара в двухфазном потоке к скоплению водяной фазы в промежутке между стенкой трубы и лентой при одновременном высыхании и тем самым недостаточном охлаждении областей внутренней стенки на подветренной стороне ленты. Трубы парогенераторов со встроенными деталями типа свитой ленты поэтому не являются в равной степени пригодными для всех обычно появляющихся в парогенераторах условий эксплуатации.
В основе изобретения поэтому поставлена задача создания трубы парогенератора названного вначале вида, которая при поддерживаемом простым и экономичным относительно затрат изготовлении и при большой ширине полосы различных условий эксплуатации имеет особенно выгодные характеристики теплопередачи. Кроме того, должен быть указан способ изготовления, подходящий для изготовления подобной трубы парогенератора, а также прямоточный парогенератор, который имеет особенно простую конструкцию при высокой эксплуатационной надежности и при высоком коэффициенте полезного действия.
Относительно трубы парогенератора названная задача решается согласно изобретению за счет того, что для образования создающего завихрение внутреннего профиля во внутреннем пространстве трубы расположена, по меньшей мере, одна вставка, причем вставка содержит множество проволок, которые по типу многозаходной резьбы винтообразно изгибаются вдоль на внутренней стенке трубы.
Изобретение исходит при этом из соображения, что многофазное течение внутри трубы парогенератора для улучшения теплопередачи должно бы иметь завихрение так, что жидкая фаза вследствие вращения направляется к внутренней стенке трубы и возможно равномерно смачивает ее. Для нацеленного получения и поддержания подобного вихревого потока внутри трубы поэтому должны быть расположены подходящие элементы, направляющие поток. Как оказалось, направление потока является особенно выгодным тогда, когда, с одной стороны, вдоль пути потока еще не появляются ни "перекручивание", ни слишком большие потери давления, с другой стороны, завихряющее действие, однако, является еще достаточно интенсивным, чтобы направлять жидкую фазу текучей среды по всему периметру трубы к внутренней стенке трубы.
Для избежания высоких потерь давления, которые приводят к высокому расходу энергии на собственные нужды для насоса питательной воды, и для обеспечения отвода пара во внутреннем пространстве трубы, направляющие поток элементы должны бы быть расположены на внутренней стенке трубы в основном по типу внутреннего профиля и не загораживать или только мало загораживать поперечное сечение трубы в центре. Кроме того, для обхода технологических ограничений, связанных с оребренными трубами обычного вида конструкции, внутренний профиль, создающий завихрение, должен бы реализовываться с помощью трубных встраиваемых деталей или вставок, которые можно изготавливать в желаемой форме независимо от трубы парогенератора и втягивать в трубу позднее.
Для этой цели в представленной здесь новой концепции предусмотрены проволоки или ленты, которые после их введения в трубу парогенератора винтообразно изгибаются вдоль на внутренней стенке трубы, так что существенная часть поперечного сечения трубы (больше чем 50%) остается свободной и пар внутри трубы тем самым может накапливаться и оттекать.
Далее было обнаружено, что простая, то есть однозаходная винтовая пружина, как правило, создает только слабое завихрение. Поток при этом может проходить над прилегающей к внутренней стенке трубы проволокой. Вследствие слабого вращения это тогда приводит к более раннему появлению кризиса кипения. Этот эффект хотя и мог бы компенсироваться, например, за счет большего диаметра проволоки (аналогично большей высоте ребер), однако при расположении проволоки по типу простой винтовой пружины это легко приводит к собиранию или скоплению водяной фазы в пространстве между стенкой трубы и проволочной вставкой при одновременном высыхании областей внутренней стенки на подветренной стороне проволоки, то есть к недостаточному охлаждению соответствующих областей стенки. Подобные недостатки избегаются согласно представленному здесь замыслу за счет того, что множество проволок по типу многозаходной резьбы соответственно винтообразно прилегает к внутренней стенке трубы. При этой форме выполнения также при умеренной интенсивности завихрения и сравнительно малой потере давления достигается равномерное смачивание внутренней стенки трубы жидким текучим средством; с другой стороны, избыточное завихрение потока полностью избегается.
Особенно предпочтительным к тому же является то, что в противоположность к оребренным трубам обычного конструктивного исполнения, которые изготавливают с помощью процесса формования с применением значительных сил деформации из гладких труб, существует большая гибкость относительно существенных для потока параметров, как, например, высота профиля, число заходов, угол подъема, углы профиля и острые кромки. Соответствующие задания дизайна можно реализовывать при выполнении в виде встраиваемой детали особенно просто и точно, так как для этого необходимо предоставлять в распоряжение, как правило, только проволоки или металлические ленты с подходящим профилем поперечного сечения и приводить в соответствующее расположение, например, посредством скручивания и/или гибки.
В случае труб парогенератора с обычными параметрами и размерами особенно целесообразным является расположение проволок по типу двух- или трехзаходной резьбы. Однако предпочтительными могут быть также формы выполнения от четырех- до шестизаходных; в случае труб парогенератора с особенно большим диаметром можно представить себе даже восьмизаходные варианты. Предпочтительным образом угол подъема соответствующей проволоки относительно базовой плоскости, ориентированной вертикально к оси трубы, составляет, по меньшей мере, 30° и предпочтительно самое большее 70°. Особенно преимущественным является угол подъема из интервала от 40° до 55°.
Для возможности особенно простого и экономичного относительно затрат изготовления соответствующая проволока имеет круглое или в основном прямоугольное поперечное сечение. В названной последней форме выполнения, в частности кромки, могут быть дополнительно обработаны, так что можно реализовывать крутые углы профиля и переходы с острыми кромками. Проволоки в зависимости от диаметра трубы парогенератора и в зависимости от предусмотренных соотношений потока и температур можно варьировать по диаметру. В общем, предпочтительным является диаметр проволоки или, соответственно, среднее расширение поперечного сечения от 5% до 15% внутреннего диаметра гладкой трубы.
Предпочтительным образом соответствующая проволока или, соответственно, образованная из проволок трубная вставка при заданной рабочей температуре трубы парогенератора вследствие своего собственного напряжения сидит прочно против проскальзывания во внутреннем пространстве. Материал проволок и собственное напряжение являются конечно согласованными с геометрическими соотношениями таким образом, что предотвращается сползание или соскальзывание отдельных витков относительно друг друга.
В случае если это оказывается необходимым, прилегающие к внутренней стенке трубы проволоки могут быть соединены между собой через радиальные распорки жесткости и/или с проходящей вдоль оси трубы центральной проволокой. За счет подобного опорного сердечника сползание отдельных пружинных витков также при возможном ослаблении напряжения проволоки или, соответственно, пружины предотвращается, так что трубная вставка длительно сохраняет свою первоначальную форму и положение в трубе парогенератора. Дополнительно или альтернативно может быть предусмотрено множество проходящих в направлении оси трубы поддерживающих проволок, которые на обращенной к внутреннему пространству трубы стороне винтообразно изогнутых проволок, соответственно, фиксированы на них. Таким образом, получается подобное действие, как при форме выполнения с радиальными распорками жесткости. Опорный сердечник, содержащий распорки жесткости и/или поддерживающие проволоки и/или центральную проволоку, по сравнению с создающими завихрение, прилегающими к стенке трубы проволоками, может быть изготовлен из менее ценного материала, так как он должен быть защищен только против коррозии или, соответственно, образования окалины, однако не нагружается непосредственно очень высокими температурами внутренней стенки трубы.
Хотя трубная вставка установлена в трубе парогенератора относительно прочно и надежно уже вследствие собственного напряжения своих проволок, предпочтительно предусмотрено дополнительное фиксирование, при котором соответствующая образующая профиль проволока, по меньшей мере, в одном месте, предпочтительно вблизи своих обоих концов жестко соединена с внутренней стенкой трубы. Жесткое соединение при этом предпочтительным образом является высокожаропрочным сварным соединением. Несколько более сложно изготавливаемый вариант, который однако гарантирует особенно надежное фиксирование, содержит множество распределенных по продольному протяжению соответствующей проволоки места точечной сварки. Сварное фиксирование может изготавливаться особенно хорошо, если, меньшей мере, прилегающие к внутренней стенке трубы проволоки вставки выполнены из материала с составом, подобным материалу трубы.
Далее, как раз в случае сравнительно длинной, проходящей по всей высоте парового котла трубы парогенератора является желательным предусматривать внутри трубы вдоль ее продольной протяженности в зависимости от места различные направляющие профили, которые учитывают пространственное развитие или, соответственно, изменение как составляющей пара, так и профиля нагрева. Подобная концепция может быть реализована предпочтительным образом за счет того, что в трубу парогенератора введено множество вставок, которые расположены соответственно в отдельных отрезках трубы, причем соответствующая вставка своими геометрическими параметрами согласована с предусмотренным в эксплуатации местным смачиванием и/или с местными условиями потока. Так как далее оказалось, что завихрение после однократного генерирования также при двухфазном потоке остается сохраненным, по меньшей мере, на участке потока в пять диаметров трубы, полное, без промежутков оснащение трубы не является необходимым. Более того, вставки могут быть встроены в трубу парогенератора разделенными друг от друга промежуточными пространствами.
Трубы парогенератора используют в прямоточном парогенераторе, работающем на ископаемом топливе. За счет создающего завихрение внутреннего профиля труб и связанных с этим улучшений в характеристиках теплопередачи также в случае конструкций котлов с вертикальным расположением труб ("вертикальная система труб") обеспечена достаточная теплопередача на текучую среду или, соответственно, охлаждение стенок труб. Вертикальная система труб с более высоким числом труб и со сравнительно короткими длинами трубопроводов позволяет вследствие меньших по сравнению с наклонно или, соответственно, спирально расположенными трубами скоростей потока и меньших плотностей массопотока эксплуатацию парогенератора с пониженной потерей давления и с уменьшенным минимальным расходом. Тем самым электростанция, содержащая парогенератор, может быть рассчитана на меньшую минимальную нагрузку. Сепарационные эффекты, известные из наклонных труб парогенератора, при которых вода и пар при понижении ниже минимальной скорости потока или, соответственно, минимальной нагрузки текут еще только расслоено так, что частичные области стенок труб больше не смачиваются, в вертикальной системе труб не появляются. Кроме того, отпадают сложные, связанные с объемными и интенсивными относительно расходов сварочными работами несущие конструкции для парового котла, так как стенка котла с вертикальной системой труб может быть, как правило, рассчитываться самонесущей.
Трубные встроенные детали также при конвективном нагреве, как это имеет место в котле-утилизаторе парогазовых электростанций, вследствие улучшенной теплопередачи могут приводить к уменьшению поверхностей теплообменника и тем самым к значительной экономии расходов.
В способе изготовления задача решается тем, что в гладкую трубу вводят множество находящихся под напряжением проволок, причем проволоки расположены по типу многозаходной резьбы, и причем проволоки после введения расслабляют настолько, пока их витки прилегают к внутренней стенке трубы. Другими словами, многозаходную винтовую пружину, образованную предварительно направленными проволоками, предварительно напрягают таким образом, что она, например, растягивается или закручивается. В этом состоянии с уменьшенным диаметром вставку втягивают в трубу. После частичного расслабления вставка самостоятельно прижимается к внутренней стенке трубы. Остающееся собственное напряжение проволок выбрано при этом так, что при предусмотренной температуре эксплуатации испарительной трубы не может иметь места никакое сползание. Дополнительно проволоки после их частичного расслабления предпочтительным образом, по меньшей мере, на одном конце сваривают с внутренней стенкой трубы.
Достигнутые изобретением преимущества состоят, в частности, в том, что с новыми трубными вставками получается универсальное, пригодное для всех материалов труб прохождение потока во внутреннем пространстве трубы, которое можно согласовывать соответственно потребности в улучшении теплопередачи. Вследствие гибкости дизайна, обусловленной свободно выбираемыми параметрами: диаметр проволоки, число заходов расположения проволок, углы подъема, углы профиля и острые кромки, можно настраивать изменяемый по длине испарительной трубы профиль завихрения, который точно согласован с соответствующим местным нагревом. При этом обходят технологические ограничения обычных оребренных труб. Прежде всего, при новых разработках электростанций с высокими расчетными значениями для параметров пара, изготовление оребренных труб вследствие более высокого содержания хрома новых материалов, необходимых для более высоких температур и давлений, становится все более сложным. Здесь новые создающие завихрение встроенные детали могут заменять оребренную трубу или, соответственно, вообще делать возможными такие применения.
Различные примеры выполнения изобретения поясняются более подробно с помощью чертежей. При этом показывают:
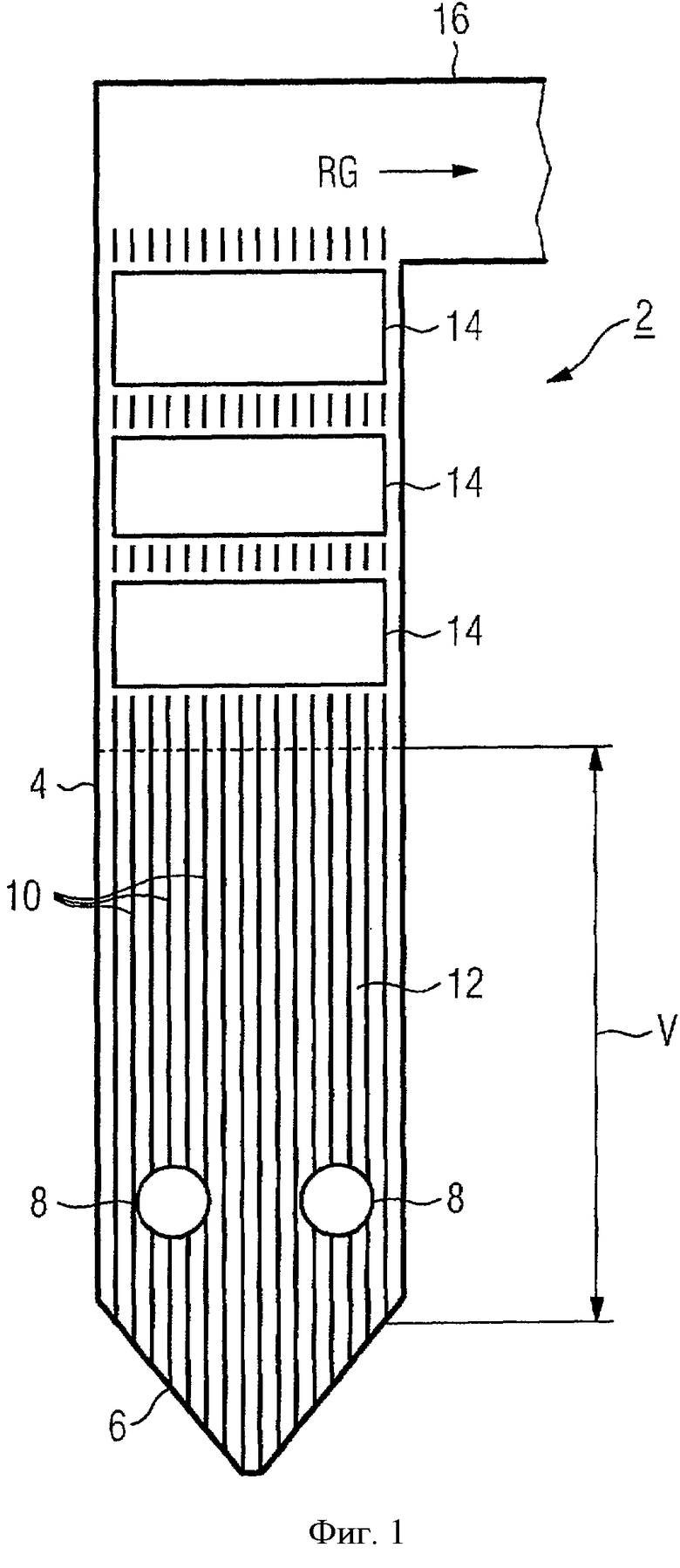
фиг.1 - в упрощенном представлении прямоточный парогенератор со стенкой камеры сгорания с вертикальной системой труб;
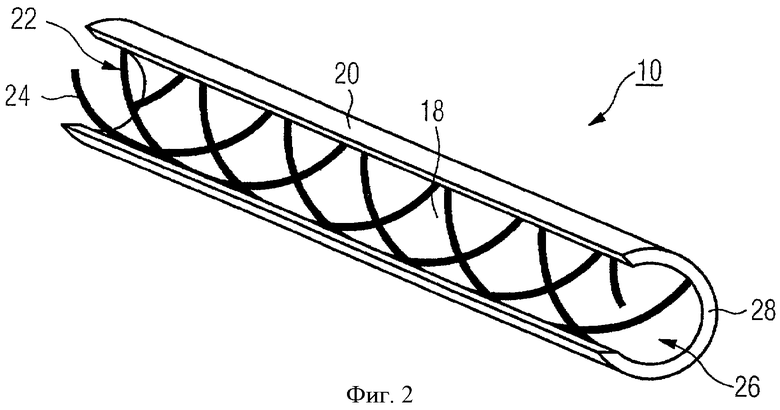
фиг.2 - разрезанный вид трубы парогенератора со вставкой, образующей создающий завихрение внутренний профиль;
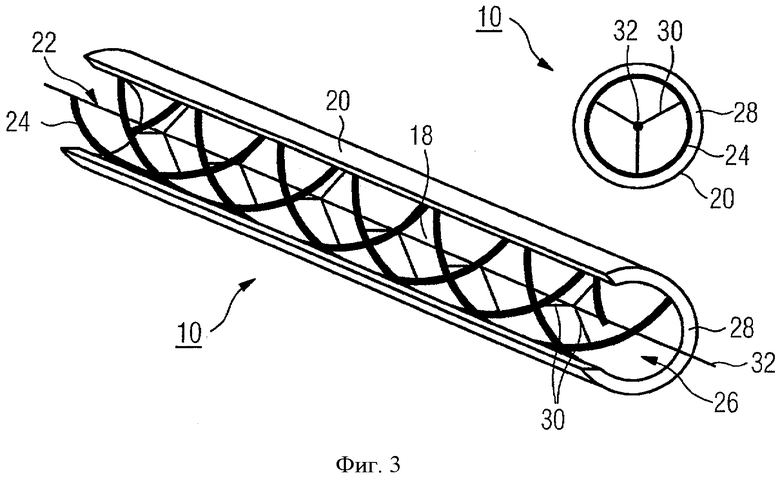
фиг.3 - разрезанный вид и поперечное сечение через трубу парогенератора согласно альтернативной форме выполнения;
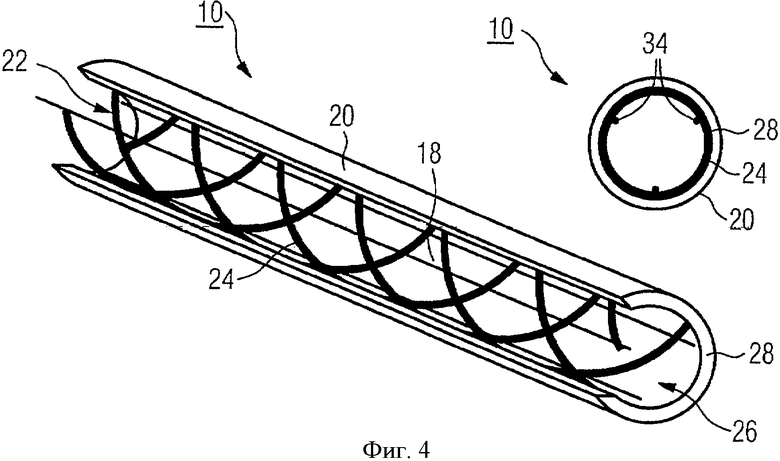
фиг.4 - разрезанный вид и поперечное сечение через трубу парогенератора согласно следующей форме выполнения.
Одинаковые детали на всех чертежах снабжены одинаковыми ссылочными позициями.
На фиг.1 схематически представлен прямоточный парогенератор 2 с прямоугольным поперечным сечением, вертикальный газоход которого образован ограждающей стенкой или стенкой камеры сгорания 4, которая переходит на нижнем конце в воронкообразное дно 6.
В топочной области V газохода размещено множество горелок для топлива в соответственно одном отверстии 8, из которых видны только два, в составленной из труб парогенератора 10 стенке камеры сгорания 4. Вертикально расположенные трубы парогенератора 10 газоплотно сварены друг с другом в топочной области V в испарительную поверхность нагрева 12.
Выше топочной области V газохода находятся конвективные поверхности нагрева 14. Выше находится выходной канал дымового газа 16, через который полученный посредством сжигания ископаемого топлива дымовой газ RG покидает вертикальный газоход. Текущая в трубах парогенератора 10 текучая среда за счет теплоты излучения пламени горелок и за счет конвективной теплопередачи от дымового газа RG нагревается и при этом испаряется. В качестве текучей среды в примере выполнения предусмотрена вода или пароводяная смесь.
Наряду с показанным на фиг.1 котлом с одним газоходом (так называемый котел башенного типа), разумеется, являются возможными также еще другие конфигурации котлов, например, по типу котла с двумя газоходами. Описываемые в последующем трубы парогенератора могут находить применение во всех этих вариантах, а именно как в топочной области, так и в остальном канале дымового газа. Можно представить себе также применение в котле-утилизаторе.
Фиг.2 показывает в разрезанном виде вырез трубы парогенератора 10, примененной для системы труб стенки камеры сгорания 4 прямоточного парогенератора 2. Во внутреннее пространство трубы 18 гладкой трубы 20 введена вставка 22, которая для улучшения характеристик теплопередачи образует создающий завихрение внутренний профиль. Вставка 22 содержит в примере выполнения три проволоки 24, которые по типу трехзаходной резьбы винтообразно изгибаются с постоянным углом подъема (и тем самым с постоянным шагом) вдоль на внутренней стенке трубы 26. Вследствие своего собственного напряжения проволоки 24 прилегают прочно к внутренней стенке трубы 26. Дополнительно проволоки 24 фиксированы точечной сваркой на внутренней стенке трубы 26, соответственно, во многих местах, в частности вблизи своих обоих концов.
Проволоки 24 в примере выполнения так же, как и трубная стенка 28 принимающей их гладкой трубы 20 выполнены из высокожаропрочного металлического материала с высоким содержанием хрома. Наряду с этим существуют, естественно, также еще другие подходящие материалы, которые известны специалисту, например 13СгМо44. Кроме количества проволок 24 (число заходов винтовой пружины) и угла подъема важным расчетным критерием является профиль поперечного сечения проволок 24. В частности, вследствие отдельного от гладкой трубы 20 изготовления соответствующей проволоки 24 можно задавать как угодно ее высоту и ширину, а также угол профиля относительно внутренней стенки трубы 26 и остроту кромок. В первом приближении, как правило, геометрические параметры выбирают подобно, как в случае ребер обычных оребренных труб. Кроме того, можно производить, однако, также зависящее от места согласование и оптимизирование, которое учитывает прохождение профиля нагрева вдоль стенки камеры сгорания 4.
Фиг.3 показывает дальнейшее развитие известной из фиг.2 формы выполнения трубы парогенератора 10, в случае которой прилегающие к внутренней стенке трубы 26 проволоки 24 через приваренные радиальные распорки жесткости 30 связаны с проходящей вдоль оси трубы центральной проволокой 32, так что сползание отдельных ходов пружины или, соответственно, витков проволок относительно друг друга эффективно исключено также при ослабевающем пружинном действии. Так как опорный сердечник, содержащий распорки жесткости 30 и центральную проволоку 32, не подвержен таким высоким температурам, как прилегающие к внутренней стенке трубы 26, создающие завихрение проволоки 24, он изготовлен из менее ценного материала.
В примере выполнения согласно фиг.3 три тонкие радиальные распорки жесткости 30 объединены в лежащую в общей плоскости поперечного сечения через трубу парогенератора 10 правильную звезду. Множество таких звезд расположены с равномерными промежутками в продольном направлении трубы парогенератора 10. Как видно из показанного в верхней правой вырезке фиг.3 поперечного сечения через трубу парогенератора 10, все звезды ориентированы одинаково, так что соответствующие друг другу распорки жесткости 30 расположенных друг за другом звезд лежат в поперечном сечении конгруэнтно. За счет этого вихревой поток во внутреннем пространстве трубы 18 нарушается только несущественно.
Фиг.4 показывает, наконец, следующий вариант выполнения, который можно комбинировать также с известным из фиг.3 вариантом. При этом предусмотрены три проходящие параллельно к оси трубы поддерживающие проволоки 34, которые предотвращают сползание создающих завихрение, винтообразно изгибающихся проволок 24. Поддерживающие проволоки 34 при рассмотрении в поперечном сечении распределены равномерно по внутреннему периметру трубы и на обращенной к внутреннему пространству трубы 18 стороне задающих профиль проволок 24, соответственно, фиксированы на них.
Изобретение относится к теплотехнике и может быть использовано в парогенераторах при изготовлении труб парогенераторов. Труба парогенератора, в которой для образования создающего завихрение внутреннего профиля во внутреннем пространстве трубы расположена, по меньшей мере, одна вставка, содержащая множество проволок, прилегающих к внутренней стенке трубы парогенератора и имеющих одинаковый подъем и выполненных с возможностью изгиба по типу многозаходной резьбы винтообразно вдоль на внутренней стенке трубы. Технический результат - упрощение и снижение стоимости изготовления труб парогенератора при сохранении характеристик теплопередачи. 3 н. и 10 з.п. ф-лы, 4 ил.
1. Труба парогенератора (10), в которой для образования создающего завихрение внутреннего профиля во внутреннем пространстве трубы (18) расположена, по меньшей мере, одна вставка (22), содержащая множество проволок (24), прилегающих к внутренней стенке трубы парогенератора, имеющих одинаковый подъем и выполненных с возможностью изгиба по типу многозаходной резьбы винтообразно вдоль на внутренней стенке трубы (26).
2. Труба парогенератора (10) по п.1, характеризующаяся тем, что угол подъема соответствующей проволоки (24) относительно ориентированной вертикально к оси трубы базовой плоскости составляет, по меньшей мере, 30° и предпочтительно самое большее 70°.
3. Труба парогенератора (10) по п.1 или 2, характеризующаяся тем, что соответствующая проволока (24) имеет круглое поперечное сечение.
4. Труба парогенератора (10) по п.1 или 2, характеризующаяся тем, что соответствующая проволока (24) имеет в основном прямоугольное поперечное сечение.
5. Труба парогенератора (10) по п.1, характеризующаяся тем, что соответствующая проволока (24) вследствие своего внутреннего напряжения при заданной рабочей температуре установлена устойчиво против проскальзывания во внутреннем пространстве трубы(18).
6. Труба парогенератора (10) по п.1, характеризующаяся тем, что прилегающие к внутренней стенке трубы (26) проволоки (24) соединены между собой через радиальные распорки жесткости (30) и/или с проходящей вдоль оси трубы центральной проволокой (32).
7. Труба парогенератора (10) по п.1, характеризующаяся тем, что предусмотрено множество проходящих в направлении оси трубы поддерживающих проволок, которые на обращенной к внутреннему пространству трубы (18) стороне проволок (24) фиксированы на проволоках (24).
8. Труба парогенератора (10) по п.1, характеризующаяся тем, что соответствующая проволока (24), по меньшей мере, в одном месте, предпочтительно вблизи своих обоих концов жестко соединена с внутренней стенкой трубы (26).
9. Труба парогенератора (10) по п.8, характеризующаяся тем, что жесткое соединение является сварным соединением.
10. Труба парогенератора (10) по п.1, характеризующаяся тем, что, по меньшей мере, прилегающие к внутренней стенке трубы (26) части вставки (22) выполнены из материала состава, подобного материалу трубы.
11. Труба парогенератора (10) по п.1, характеризующаяся тем, что содержит множество вставок (22), которые расположены в соответственно разделенных отрезках трубы, причем соответствующая вставка (22) согласована своими геометрическими параметрами с предусмотренным при эксплуатации локальным нагревом и/или с локальными соотношениями потока.
12. Прямоточный парогенератор (2), содержащий множество труб парогенератора (10), выполненных по одному из пп.1-11.
13. Способ изготовления трубы парогенератора (10), снабженной создающим завихрение внутренним профилем (22), в котором в гладкую трубу (20) вводят находящиеся под напряжением проволоки (24), расположенные по типу многозаходной резьбы, которые после введения расслабляют настолько, пока их витки прилегают к внутренней стенке трубы (26), при этом проволоки (24) после их частичного расслабления сваривают, по меньшей мере, на одном конце с внутренней стенкой трубы (26).
| US 4798241 А, 17.01.1989 | |||
| ПАРОГЕНЕРАТОР, РАБОТАЮЩИЙ НА ИСКОПАЕМОМ ТОПЛИВЕ | 2000 |
|
RU2214555C1 |
| US 2004154787 А1, 12.08.2004 | |||
| US 5497824 А, 12.03.1996 | |||
| GB 692306 А, 03.06.1953 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ПРОДОЛБНЫМИ ВНУТРЕННИМИ РЕБРАМИ | 0 |
|
SU329928A1 |

