Изобретение относится к области металлургии легких сплавов, в частности к деформируемым сплавам на основе алюминия, и может быть использовано при получении проволоки, предназначенной для работы в широком диапазоне температур, до 400°С. Проволока, полученная данным способом, может быть использована для получения изделий электротехнического назначения, от которых требуется сочетание высокой электропроводности, достаточной прочности и термостойкости. Среди них контактные провода скоростного железнодорожного транспорта, бортовые провода самолетов и космических аппаратов и т.д.
Деформируемые алюминиевые сплавы, содержащие в качестве основного компонента медь имеют удачное сочетание механических свойств при комнатной и повышенных (до 250-300°С) температурах. Оптимальная концентрация меди в сплавах этого типа составляет 5-7% (здесь и далее мас.%), что соответствует или несколько превышает ее предельную растворимость в алюминиевом твердом растворе (Al). Такое содержание меди приводит к образованию максимального количества вторичных выделений фазы Al2Cu при старении. Кроме того, почти все эти сплавы содержат марганец в количестве до 1%.
Известен сплав на основе алюминия 1201 (ГОСТ 4784-2019), который кроме меди, марганца и титана содержит добавки циркония и ванадия при следующем соотношении компонентов: 5,8-6,8% Cu; 0,2-0,4% Mn; 0,02-0,1% Ti; 0,1-0,25% Zr; 0,05-0,15% V. Данный сплав благодаря добавкам циркония и ванадия обладает наиболее высокими прочностными свойствами по сравнению с другими марочными деформируемыми сплавами, чем сплав Д20, однако при нагреве свыше 300°С он также склонен к сильному разупрочнению. Кроме того, технология получения деформируемых полуфабрикатов из слитков такая же сложная. Общим недостатком сплавов Д20 и 1201 является низкая электропроводность, которая не превышает 30% IACS в состоянии Т1, что затрудняет их использование в изделиях электротехнического назначения. Основная причина низкой электропроводности состоит в высоком содержании меди в алюминиевом твердом растворе.
Эти недостатки в значительной мере устранены в изобретении «Термостойкий высокопрочный алюминиевый сплав, проводниковая проволока, воздушный провод и метод его изготовления» [ЕР 0 787 811 А1, опубл. 06.08.1997]. Согласно данному патенту сплав на основе алюминия содержит: 0,28-0,8% Zr; 0,1-0,8% Mn; 0,1-0,4% Cu; 0,16-0,3% Si. Способ получения из него проволоки включает следующие стадии: приготовление расплава при температуре не ниже, чем 750+227⋅(Z-0,28)°С (где Z-концентрация циркония в сплаве, мас.%); охлаждения со скоростью не ниже, чем 0,1 К/с; получение первичной (литой) заготовки; ее термообработку (при 320-390°С в течение 30-200 часов) и деформирование. Техническим результатом данного изобретения является достижение следующих характеристик: временное сопротивление при растяжении (σв) - не менее 280 МПа; электропроводность - не ниже 50% IACS; сохранение не менее 90% от исходного значения σв после отжига при 190°С в течение 400 часов.
Несмотря на достигнутые преимущества по сравнению с марочными сплавами на базе системы Al-Cu (включая 1201), сплав по патенту ЕР 0 787 811 А1 имеет недостатки. В частности, это невысокая прочность (σв<300 МПа), слишком длительная продолжительность термообработки (более 30 часов).
Наиболее близким к предлагаемому является способ получения деформированных полуфабрикатов из сплава на основе алюминия [US 10,125,410 В2, опубл. 13.11.2018]. Данный способ включает приготовление расплава, содержащего (мас.%) медь 0,6-1,9; марганец 1,2-1,8; цирконий 0,2-0,6; железо 0,1-0,4; кремний 0,05-0,25, хром 0,01-0,3, при температуре, превышающей температуру ликвидуса, не менее чем на 50°С, получение литой заготовки путем кристаллизации расплава, деформирование литой заготовки при температуре, не превышающей 350°С, промежуточный отжиг деформированной заготовки при температуре 300-450°С, деформирование отожженной заготовки при комнатной температуре, отжиг готового полуфабриката при температуре 300-350°С. В частном исполнении деформированный полуфабрикат выполняют в виде проволоки (диаметром 2-4 мм), которая после отжига при 300°С в течение 100 часов обладает временным сопротивление более 335 МПа, пределом текучести более 300 МПа, относительным удлинением более 4,1% и электропроводностью 54% IACS.
Недостатком данного способа является то, что проволока не предназначена для нагрева свыше 300°С, что обусловлено недостаточным содержанием в структуре наночастиц Al20Cu3Mn3. Это связано с тем, что при обычных скоростях охлаждения, реализуемых при получении слитков (до 100 К/с), концентрация марганца в алюминиевом твердом растворе в литой заготовке не может быть выше 2%.
Техническим результатом изобретения является создание нового способа получения термостойкой проволоки из алюминиевого сплава, позволяющего обеспечить достижение следующего комплекса физико-механических свойств после 3-х часового нагрева при 400°С: временное сопротивление при растяжении (σв) не менее 350 МПа, предел текучести (σ0.2) не менее 330 МПа, относительное удлинение при растяжении (δ) - не менее 5%, электропроводность - не менее 44% IACS.
Технический результат достигается тем, что предлагается способ получения проволоки из алюминиевого сплава, включающий получение расплава на основе алюминия, содержащего марганец, медь и цирконий, при температуре, превышающей температуру ликвидуса, получение литой заготовки путем кристаллизации расплава, получение проволоки путем деформации литой заготовки и промежуточный и окончательный отжиги проволоки, отличающийся тем, что в расплав вводят медь в количестве от 3,0 до 4,0 мас.%, марганец в количестве от 2,4 до 3,0 мас.%, цирконий в количестве от 0,4 до 0,6 мас.%, литую заготовку в виде прутка диаметром от 8 до 12 мм получают кристаллизацией расплава со скоростью охлаждения не менее 103°С/с, деформацию литой заготовки проводят холодным волочением, и проволоку подвергают промежуточному отжигу при температуре 300-350°С в течение 2-6 часов и окончательному отжигу при температуре 360-410°С в течение 1-10 часов. В частных исполнениях предлагаемого способа окончательный диаметр проволоки составляет менее 3,1 мм или менее 1,1 мм.
При содержании меди, марганца и циркония ниже 3; 2,4 и 0,4 мас.%, соответственно, снижается термостойкость (прочностные свойства после 3-часовой выдержки при 400°С), что обусловлено недостаточным количеством наноразмерных дисперсоидов Al20Cu3Mn3 и Al3Zr в окончательной структуре. При содержании меди, марганца и циркония выше 4,0; 3,0 и 0,6 мас.% соответственно снижается электропроводность и деформационная технологичность. Это обусловлено наличием в структуре грубых интерметаллидных включений.
При диаметре литой заготовки менее 8 мм затрудняется получение необходимого обжатия при получении проволоки (и, как следствие не может быть достигнута требуемая прочность). При диаметре проволоки свыше 12 мм происходит огрубление структуры вследствие снижения скорости охлаждения при кристаллизации.
Температура промежуточного отжига ниже 300°С и время выдержки менее 2 часов не позволяет обеспечить полный распад алюминиевого твердого раствора и, как следствие, реализовать необходимый уровень электропроводности. Температура отжига выше 350°С и время выдержки более 6 часов приводят к огрублению структуры (в частности, к увеличению размеров частиц Zr- и Mn-содержащих дисперсоидов) и, как следствие, к снижению прочностных свойств.
Температура окончательного отжига ниже 360°С и времени выдержки менее 1 часа не позволяет обеспечить достаточную стабилизацию структуры и, как следствие, реализовать необходимый уровень термостойкости. Температура отжига выше 410°С и время выдержки более 10 часов приводят к увеличению концентраций циркония и марганца в алюминиевом твердом и, как следствие, к снижению электропроводности.
В частных исполнениях предлагаемый способ может включать получение проволоки диаметром менее 3,1 мм или диаметром менее 1,1 мм.
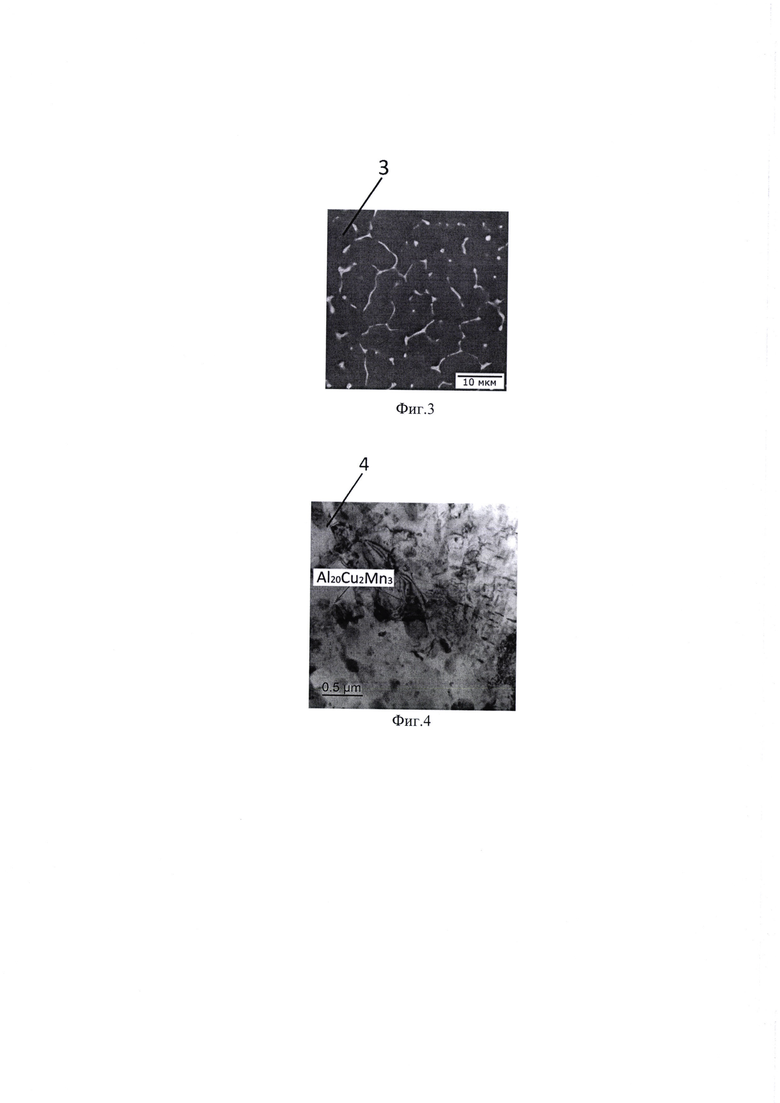
Изобретение поясняется чертежом, где: на фиг. 1 представлена литая заготовка из алюминиевого сплава, полученная литьем в электромагнитном кристаллизаторе; на фиг. 2 представлена волоченная проволока (диаметром 3 и 1 мм) из алюминиевого сплава, полученной холодным волочением из литой заготовки из алюминиевого сплава (фиг. 1), отлитой в электромагнитном кристаллизаторе; на фиг. 3 представлена микроструктура литой заготовки из алюминиевого сплава, полученная литьем в электромагнитном кристаллизаторе (фиг. 1), СЭМ; на фиг. 4 показаны частицы фазы Al20Cu2Mn3 в структуре отожженной проволоки, ПЭМ.
На фигурах показаны: изображение 1 - проволока диаметром 3 мм, изображение 2 - проволока диаметром 1 мм, изображение 3 - полученное детектором обратно-рассеянных электронов, изображение 4 - полученное в светлом поле.
ПРИМЕР 1
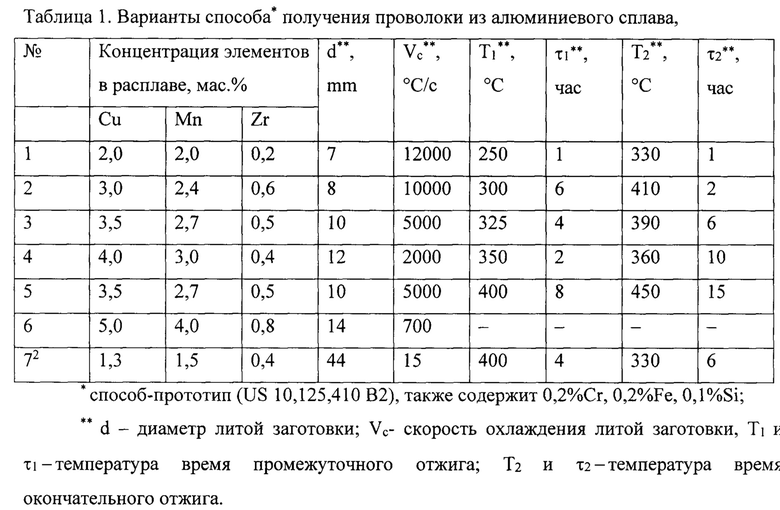
В опытно-промышленных условиях ООО «НПЦ Магнитной гидродинамики» (http://www.npcmgd.com.) по технологии ElmaCast™ было опробовано 6 вариантов способа получения проволоки из алюминиевого сплава. Расплав готовили на основе алюминия марки А99 (ГОСТ 11069-2001). Плавка велась в следующей последовательности. После расплавления алюминия вводили медь и лигатуры, содержащие марганец и цирконий. Расплав заливали в электромагнитный кристаллизатор, получая прутковые заготовки различного диаметра. Температура литья была выше 900°С, т.е. заведомо выше температуры ликвидус. Скорость охлаждения при кристаллизации (Vc) по диаметру дендритной ячейки (Золоторевский B.C., Белов Н.А. Металловедение литейных алюминиевых сплавов - М.: МИСиС, 2005, 376 с.).
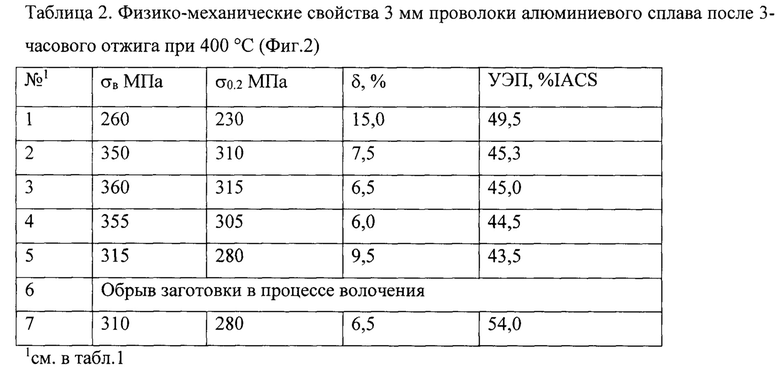
Прутковые заготовки в лабораторных условиях подвергали холодному волочению до диаметра 6 мм. После этого проволоку подвергали промежуточному отжигу, затем волочили до 3 мм и подвергали окончательному отжигу. Концентрации меди, марганца и циркония, диаметр прутковой заготовки, температуры промежуточного и окончательного отжигов и их продолжительность варьировались согласно значениям, указанным в табл.1. На отожженной (при 400°С в течение 3 часов) проволоке, определяли механические свойства на растяжение (временное сопротивление - σв, предел текучести - σ0,2 и относительное удлинение - δ) и удельное электросопротивление (УЭС). Удельную электропроводность (УЭП) рассчитывали, как величину обратную УЭС и переводили в единицы % IACS. Способ-прототип был реализован в лабораторных условиях согласно параметрам, приведенным в патенте US 10,125,410 В2.
Как видно из табл. 2, при низком содержании меди, марганца и циркония, малом диаметре прутка, а также низких значениях температуры и времени выдержки при отжигах (вариант 1) прочностные свойства находятся на низком уровне. Низкие концентрации меди, марганца и циркония обуславливают низкую прочность и для способа-прототипа (вариант 7). При высоком содержании этих элементов (вариант 6) в структуре литой заготовки присутствуют первичные кристаллы интерметаллидных фаз, что не обеспечивает достаточной пластичности при холодной деформации и приводит к разрушению литой заготовки при волочении. При содержании меди, марганца и циркония в завяленных пределах, но при высоких значениях температуры и времени выдержки при отжигах (вариант 5) прочностные свойства ниже требуемого уровня.
Таким образом, можно заключить, что только варианты 2, 3 и 4, в которых концентрации меди, марганца и циркония в расплаве, диаметр литой прутковой заготовки, температура и время выдержки при отжигах проволоки находятся в заявленных пределах, позволяют реализовать заявленный способ получения термостойкой высокопрочной проволоки.
ПРИМЕР 2
В лабораторных условиях из 3 мм проволоки, полученной по варианту 3 (см. пример 1) была получена проволока толщиной 1 мм (Фиг. 2). Проволоку подвергали отжигу при 400°С в течение 3 часов. Свойства, приведенные в табл.3, показывают, что они соответствуют заданным значениям.

| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2010 |
|
RU2446222C1 |
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2012 |
|
RU2534170C1 |
| Способ получения деформированных полуфабрикатов из алюминиевого сплава | 2024 |
|
RU2819677C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАНКИ ИЗ ТЕРМОСТОЙКОГО СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2657678C1 |
| ТЕПЛОПРОЧНЫЙ ЭЛЕКТРОПРОВОДНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2014 |
|
RU2573463C1 |
| ТЕРМОСТОЙКИЙ ЭЛЕКТРОПРОВОДНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОГО ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 2013 |
|
RU2556179C2 |
| Термостойкий проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2017 |
|
RU2667271C1 |
| Способ получения термостойкой проволоки из алюминиево-кальциевого сплава | 2021 |
|
RU2767091C1 |
| Способ получения катанки из термостойкого алюминиевого сплава | 2018 |
|
RU2696794C1 |
| Способ получения проводника из сплава системы Al-Fe | 2022 |
|
RU2815427C1 |

Изобретение относится к области металлургии, в частности к деформируемым материалам на основе алюминия, и может быть использовано при получении проволоки, предназначенной для работы в широком диапазоне температур, до 400°С. Способ получения проволоки из алюминиевого сплава включает получение расплава на основе алюминия, содержащего марганец, медь и цирконий, при температуре, превышающей температуру ликвидуса, получение литой заготовки путем кристаллизации расплава, получение проволоки путем деформации литой заготовки, промежуточный и окончательный отжиги проволоки, при этом в расплав вводят, мас.%: медь от 3,0 до 4,0, марганец от 2,4 до 3,0, цирконий от 0,4 до 0,6, литую заготовку в виде прутка диаметром от 8 до 12 мм получают кристаллизацией расплава со скоростью охлаждения не менее 1000°С/с, деформацию литой заготовки проводят холодным волочением, проволоку подвергают промежуточному отжигу при температуре 300-350°С в течение 2-6 часов и окончательному отжигу при температуре 360-410°С в течение 1-10 часов. Изобретение направлено на получение проволоки из алюминиевого сплава, обеспечивающего достижение следующего комплекса физико-механических свойств после 3-х часового нагрева при 400°С: временное сопротивление превышает 360 МПа, предел текучести - 330 МПа, относительное удлинение - 5%, удельная электропроводность - более 44% IACS. 2 з.п. ф-лы, 2 пр., 3 табл., 4 ил.
1. Способ получения проволоки из алюминиевого сплава, включающий получение расплава на основе алюминия, содержащего марганец, медь и цирконий, при температуре, превышающей температуру ликвидуса, получение литой заготовки путем кристаллизации расплава, получение проволоки путем деформации литой заготовки, промежуточный и окончательный отжиги проволоки, отличающийся тем, что в расплав вводят медь в количестве от 3,0 до 4,0 мас.%, марганец в количестве от 2,4 до 3,0 мас.%, цирконий в количестве от 0,4 до 0,6 мас.%, литую заготовку в виде прутка диаметром от 8 до 12 мм получают кристаллизацией расплава со скоростью охлаждения не менее 1000°С/с, деформацию литой заготовки проводят холодным волочением, проволоку подвергают промежуточному отжигу при температуре 300-350°С в течение 2-6 часов и окончательному отжигу при температуре 360-410°С в течение 1-10 часов.
2. Способ по п. 1, отличающийся тем, что окончательный диаметр проволоки составляет менее 3,1 мм.
3. Способ по п. 1, отличающийся тем, что окончательный диаметр проволоки составляет менее 1,1 мм.
| US 10125410 B2, 13.11.2018 | |||
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2010 |
|
RU2446222C1 |
| CN 104781431 B, 24.08.2018 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ | 2016 |
|
RU2669957C1 |
| Устройство для электрического зажигания горелки | 1979 |
|
SU787811A1 |

