Изобретение относится к станкам для обработки металла, в данном случае при обработке тонколистовой стали (до 0,8-1 мм). Использование станка позволяет изготавливать профили с качественной линией загиба по направлениям как совпадающим, так и не совпадающим с параллельными краями заготовки, изготавливать всевозможную тару с любым углом загиба боковых стенок - от 0 до 180 градусов, шкафы для размещения электрооборудования, пожарного и другого оборудования.
Известен ручной листогибочный станок, см. Бюл. №16, ч.5 стр.1314, №45946.
Станок состоит из корпуса на двух стойках, прижимной и поворотной балки, узлов соединения, неподвижной и прижимной балок, установочного стола, упоров, контргрузов, роликового ножа.
Недостаток - сложное устройство.
Известен листогибочный механизм СТД-19, см. книгу С.А.Харланов, В.А.Степанов "Монтаж систем вентиляции и кодиционирования воздуха", стр.80, 82 рис.68, М., Высшая школа, 1975.
Механизм состоит из двух стоек, прижимной и гибочной балки стола и отмерного устройства.
Недостаток механизма: фиксированный угол загиба заготовки - 90 градусов, механизм не предназначен для устройства в царгах торцовых загибов и получения заготовок тары.
Известно также устройство по а.с. №1555012, авт. Плахотнюк и др., Бюл. №13 от 07.04.90, станок содержит станину со столом, боковые стойки, нижний прижимной механизм инструмент, гибочную балку, прижимную балку с центральным прижимным инструментом, ползуны с пазами, два диска магазинов, манипулятор смены инструмента, устройство ориентирования и позиционирования листа. Недостатки: перечень выполняемых операций - малочисленный.
Прототипом принят листогибочный механизм СТД-19. Он состоит из двух стоек, прижимной и гибочной балки, стола и отмерного устройства.
Недостатки: перечень операций - малочисленный, механизм не предназначен для изготовления заготовок для тары.
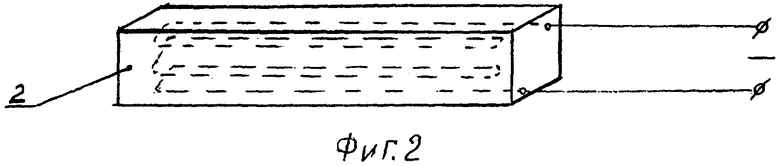
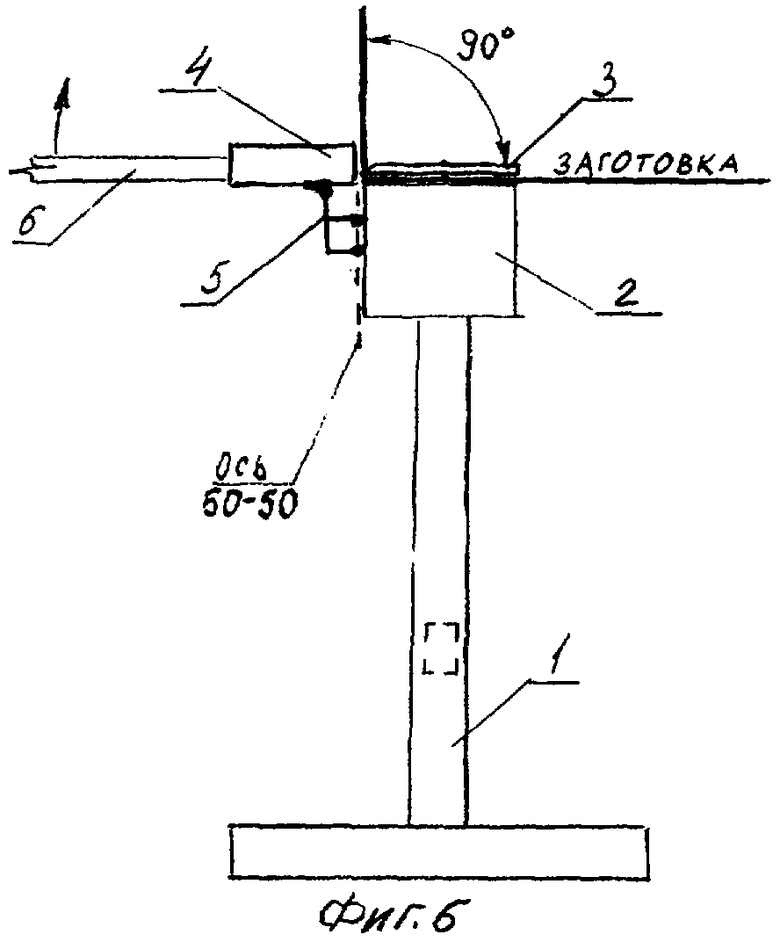
Техническая задача по неполному перечню первого абзаца достигается применением набора прижимных матриц (см. фиг.1-8) для основной матрицы с электромагнитной катушкой, измерителя угла загиба, петель для поворота пуансона, обеспечивающих загиб вокруг оси, не совпадающей с материальной в устройстве (см. ось О-О). Станок состоит из корпуса 1, основной электромагнитной матрицы 2, комплекта прижимных матриц 3 (он может пополняться, в зависимости от необходимости изготовления новых изделий), пуансона 4, петель 5, рычага загиба 6 при ручном варианте, измерителя угла загиба (см. фиг.1-8). Особенностью станка служит способность пуансона выполнить загиб 180 градусов после того, как выполнен загиб ˜135 градусов, не применяя прижимной матрицы, применение петли, не имеющей аналога по материалам Роспатента, периодической печати и в технических изданиях.
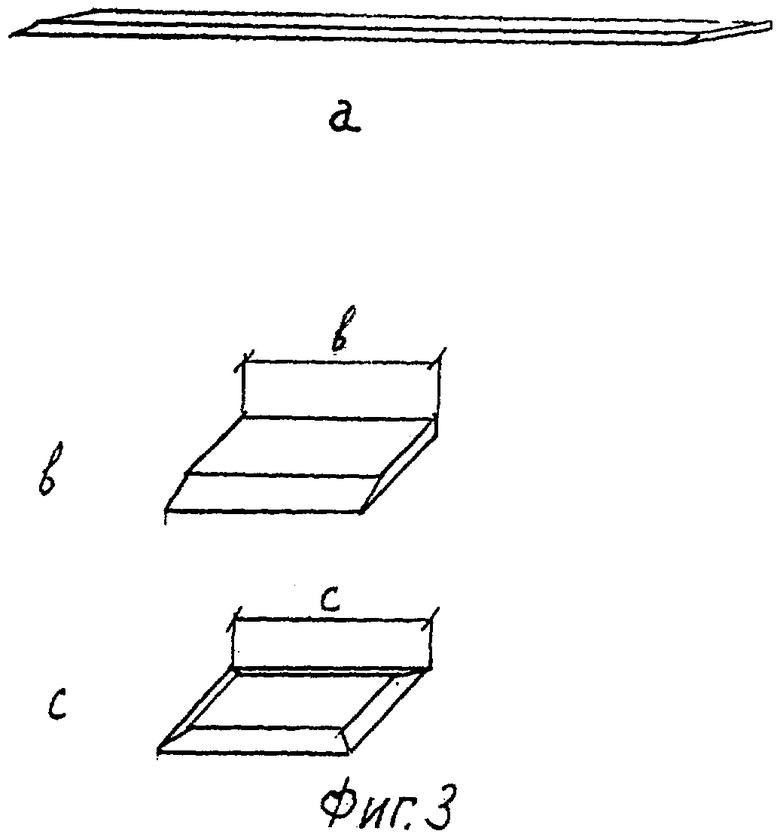
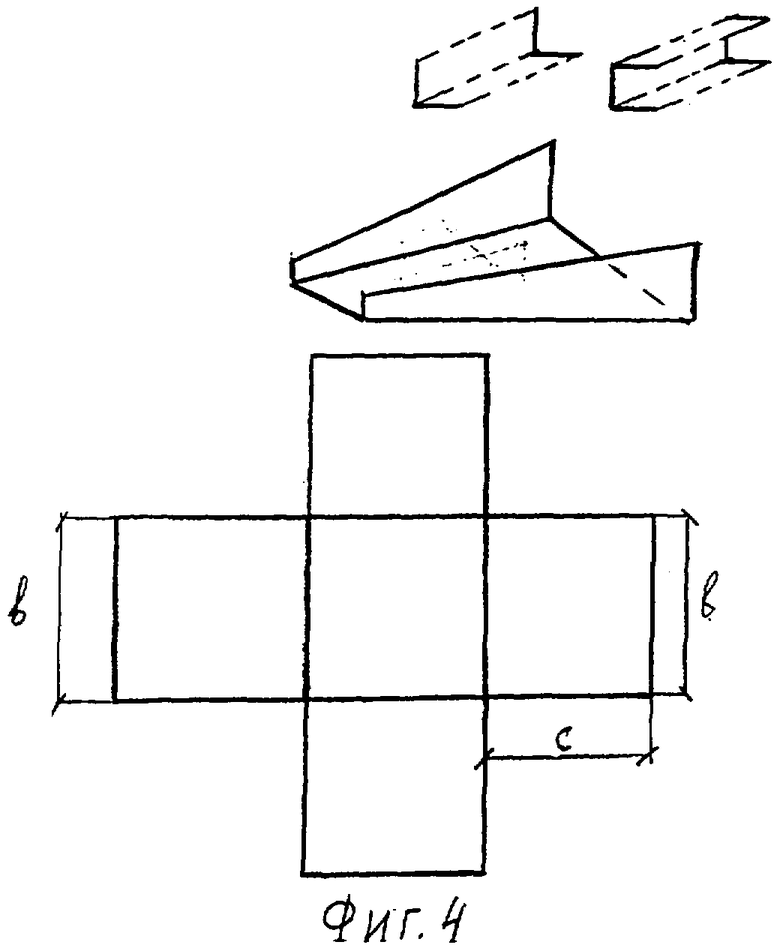
Пример конкретного выполнения загибов: а) профиль г- или п-формы с параллельными линиями загиба краям заготовки; б) профиль п-П-формы с непараллельными линиями загиба; в) профили заготовок по линиям по углам вырезов для изготовления тары, выполнение загибов при изготовлении шкафов и их открывающихся частей производится аналогично, как и загибов для изготовления тары.
а) На основную электромагнитную матрицу 2 устанавливают заготовку, нужной прижимной матрицей 3а из набора совмещают края матриц 2 и 3, причем эта линия краев должна совпадать с намеченной линией загиба заготовки, включением электромагнитной катушки матрицы 2 заготовку прочно фиксируют в ее магнитном поле и далее путем загиба пуансона 4 на требуемый угол, в данном случае вручную, получают необходимый г-профиль; при необходимости изготовить п-профиль, операцию загиба на заготовке повторяют, чтобы получить еще одну полку.
б) На основную электромагнитную матрицу 2 устанавливают заготовку, прижимную матрицу 3а, совмещают края матриц 2 и 3, причем эта линия краев должна совпадать с намеченной линией загиба заготовки, включением электромагнитной катушки матрицы 2 заготовку прочно фиксируют в ее магнитном поле и далее путем загиба пуансона 4 на требуемый угол, в данном случае вручную, получают загиб по линии, не параллельной краям заготовки; другой загиб, для получения п-П профиля, операцию загиба повторяют, чтобы получить еще одну полку.
в) На основную электромагнитную матрицу 2 устанавливают заготовку, имеющую вырезы, для изготовления тары, шкафов нужной прижимной матрицей 3в из набора совмещают намеченную линию загиба заготовки с краями матриц 2 и 3; в дальнейшем по описанию в примере а) производят нужные загибы.
В каждом примере для освобождения заготовки отводят пуансон 4, отключают катушку матрицы 3, снимают прижимную матрицу (см. фиг.3а, 3в, 3с).
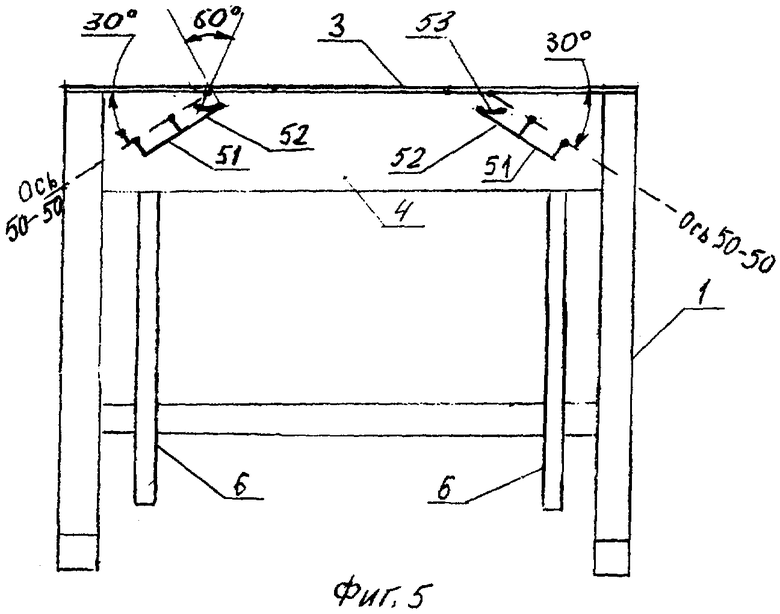
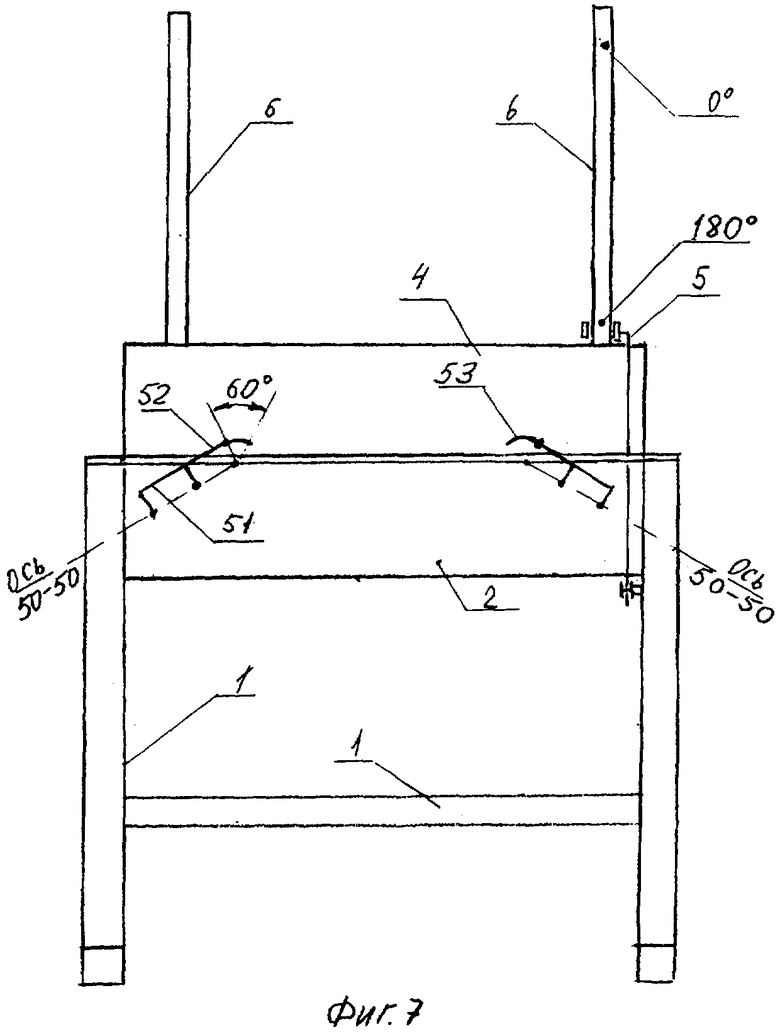
Устройство и работа петель пуансона при загибах, измерения угла загиба (см. фиг.5, 6, 7, 8).
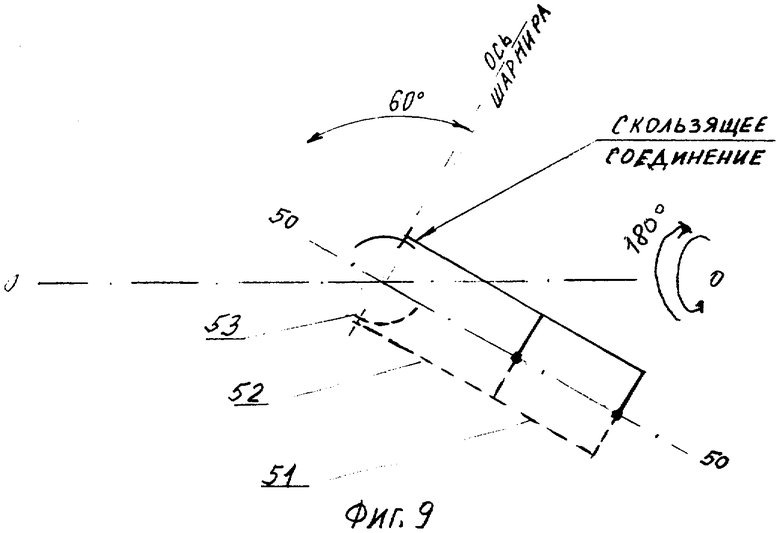
Петля 5 состоит из П-образного кронштейна 51, вращающегося в оси 50-50, коромысла 52, имеющего жесткую связь с кронштейном 51, а другим концом - скользящее соединение в пазу по части окружности в направляющей 53. Ответная часть кронштейна 51 с осью 50-50 крепится к вертикальной стенке электромагнитной матрицы 2, а направляющая 53 крепится на вертикальной стенке пуансона 4.
На фиг.5 показано нижнее положение пуансона (нет загиба), принято графическое условие: пуансон 4 - прозрачный.
На фиг.7 показано верхнее положение пуансона (загиб 180 градусов), при этом после того как был выполнен загиб около 100-135 градусов, прижимную матрицу снимают, при совпадении линии загиба заготовки с краем матрицы 2 включают ее электромагнитную катушку, ее электромагнитное поле прочно удерживает заготовку, и пуансоном 4 доводят загиб до 180 градусов.
На фиг.9 показана петля вне связи со станком.
Взаимодействие кронштейна 52 и направляющей 53 происходит в меняющихся в пространстве плоскостях относительно оси О-О.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| ТРЕХШАРНИРНАЯ ПЕТЛЯ | 2006 |
|
RU2312962C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНОГО ГОФРОКОЛЕНА ВОДОСТОЧНЫХ СИСТЕМ | 2003 |
|
RU2264272C2 |
| ЛИСТОГИБОЧНЫЙ СТАНОК ДЛЯ ГИБКИ ЗАГОТОВОК ТОЛЩИНОЙ ОТ 0,5 ДО 1 ММ | 2007 |
|
RU2373011C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2452829C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2456416C2 |
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ РУЧНОЙ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2215607C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Станок для получения из стальной проволоки скоб объемной формы | 1988 |
|
SU1593760A1 |
| Устройство ручное для гибки листового металла | 2021 |
|
RU2755484C1 |

Изобретение относится к области обработки металлов давлением, в частности для изготовления заготовок для тары с углом загиба боковых стенок от 0 до 180 градусов. В качестве матрицы использована электромагнитная матрица, служащая для фиксации заготовки, в качестве прижимной матрицы использована прижимная матрица, выполненная с возможностью снятия и замены из набора прижимных матриц в зависимости от изготавливаемых изделий. Петли выполнены поворотными, каждая из которых содержит имеющий возможность вращения в оси П-образный кронштейн и связанное с ним одним концом коромысло. Кронштейн с осью жестко закреплены на корпусе электромагнитной матрицы. Коромысло выполнено с образованием другим своим концом скользящего соединения в пазу по части окружности направляющей, закрепленной на вертикальной стенке пуансона. При этом пуансон выполнен с возможностью осуществления гибки на угол 180 градусов после выполнения гибки на угол, приблизительно равный 135 градусам, без прижимной матрицы. Обеспечивается прочная фиксация заготовки. 1 з.п. ф-лы, 9 ил.
| Пневматическое бескомпрессорное водоснабжение с применением герметических резервуаров | 1933 |
|
SU45946A1 |
| Магнитная плита | 1979 |
|
SU867598A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| US 2005016236 A, 27.01.2005. | |||

