Изобретение относится к области обработки металлов давлеиием и может быть применено для получения скоб объемной формы, в частности скоб узла соединения затяжки к крепежной раме горной крепи.
Цель изобретения - расширеиие технических возможностей.
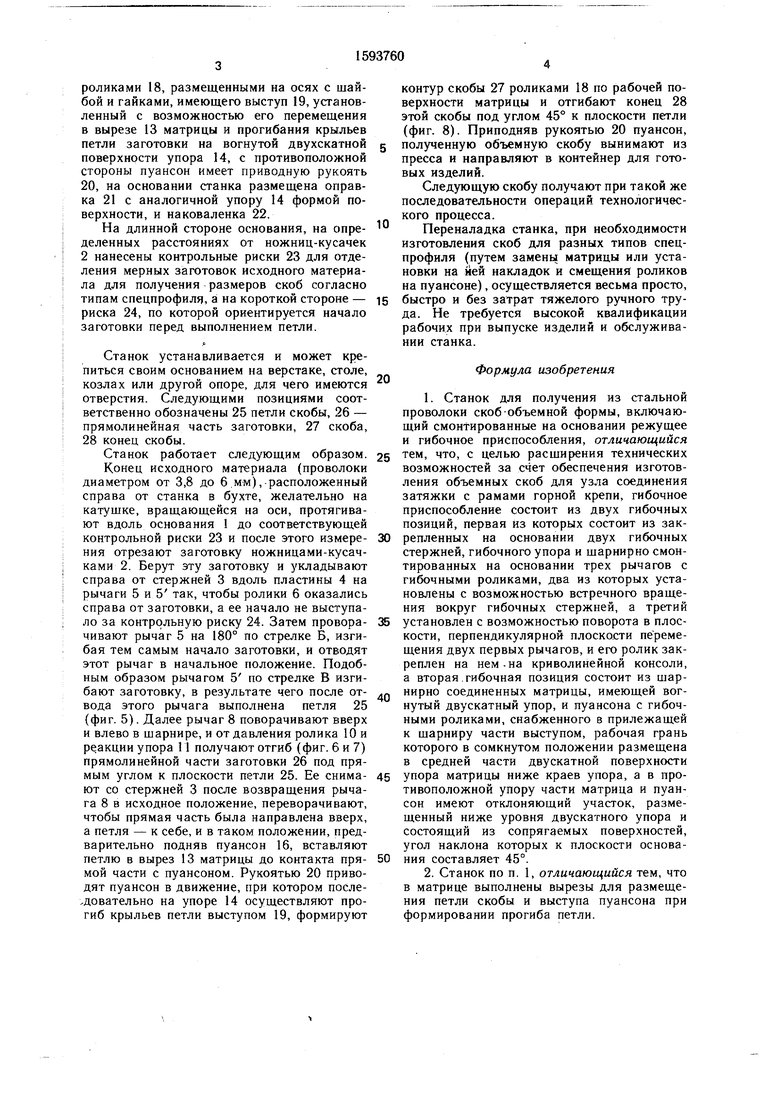
На фиг. 1 изображен станок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - получаемая скоба, аксонометрия; на фиг. 5-8 выполнение отдельных операций.
Станок состоит из основании 1, на котором смонтированы ножницы-кусачки 2, системы рычагов, включающих два стержня 3, присоединенных к пластине 4, на которых вращаются рычаги 5 и 5, снабженные каждый роликами 6, размещенными н оси 7 с
щайбой и гайкой, а также рычаг 8, присоединенный шарниром с правой стороны пластины 4 и имеющий на криволинейной консоли 9 ролик 10, ось которого утоплена в нем так, что крепежные детали не выступают за его торец при изгибе заготовки на упоре 11, находящемся с противоположной сторо.ны пластины 4, от рычага 8, матрицы 12 с общим контуром, охватывающим спецпрофиль (имеющей по верхнем углам утопленные ролики или без них при зашлифованной поверхности закруглений), с выполненным вырезом 13 над упором 14, поверхность которого прогнута в середину под углом около 3°, другая часть матрицы выполнена со скосом 15, размешенным под углом 45°, к основанию пуансона 16, присоединенного к матрице посредством шарнира 17, снабженного
О1
;о оо с:
роликами 18, размещенными на осях с шайбой и гайками, имеющего выступ 19, установленный с возможностью его перемещения в вырезе 13 матрицы и прогибания крыльев петли заготовки на вогнутой двухскатной поверхности упора 14, с противоположной стороны пуансон имеет приводную рукоять 20, на основании станка размещена оправка 21 с аналогичной упору 14 формой поверхности, и наковаленка 22.
На длинной стороне основания, на опре- деленных расстояниях от ножниц-кусачек 2 нанесены контрольные риски 23 для отделения мерных заготовок исходного материала для получения размеров скоб согласно типам спецпрофиля, а на короткой стороне - риска 24, по которой ориентируется начало заготовки перед выполнением петли.
Станок устанавливается и может крепиться своим основанием на верстаке, столе.
козлах или другой опоре, для чего имеются отверстия. Следующими позициями соответственно обозначены 25 петли скобы, 26 - прямолинейная часть заготовки, 27 скоба, 28 конец скобы.
Станок работает следующим образом. Конец исходного материала (прово локи диаметром от 3,8 до 6 .мм), расположенный справа от станка в бухте, желательно на катушке, вращающейся на оси, протягивают вдоль основания 1 до соответствующей контрольной риски 23 и после этого измере- ния отрезают заготовку ножницами-кусачками 2. Берут эту заготовку и укладывают справа от стержней 3 вдоль пластины 4 на рычаги 5 и 5 так, чтобы ролики 6 оказались справа от заготовки, а ее начало не выступало за контрольную риску 24. Затем провора- чивают рычаг 5 на 180° по стрелке Б, изгибая тем самым начало заготовки, и отводят этот рычаг в начальное положение. Подобным образом рычагом 5 по стрелке В изгибают заготовку, в результате чего после от- вода этого рычага выполнена петля 25 {фиг. 5). Далее рычаг 8 поворачивают вверх и влево в шарнире, и от давления ролика 10 и реакции упора 11 получают отгиб (фиг. 6 и 7) прямолинейной части заготовки 26 под прямым углом к плоскости петли 25. Ее снима- ют со стержней 3 после возвращения рычага 8 в исходное положение, переворачиЕШЮт, чтобы прямая часть была направлена вверх, а петля - к себе, и в таком положении, предварительно подняв пуансон 16, вставляют петлю в вырез 13 матрицы до контакта пря- мой части с пуансоном. Рукоятью 20 приводят пуансон в движение, при котором после- хДовательно на упоре 14 осуществляют прогиб крыльев петли выступом 19, формируют
0
5 0 5 ,. 5 0
контур скобы 27 роликами 18 по рабочей поверхности матрицы и отгибают конец 28 этой скобы под углом 45° к плоскости петли (фиг. 8). Приподняв рукоятью 20 пуансон, полученную объемную скобу вынимают из пресса и направляют в контейнер для готовых изделий.
Следующую скобу получают при такой же последовательности операций технологического процесса.
Переналадка станка, при необходимости изготовления скоб для разных типов спецпрофиля (путем замены матрицы или установки на ней накладок и смещения роликов на пуансоне), осуществляется весьма просто, быстро и без затрат тяжелого ручного труда. Не требуется высокой квалификации рабочих при выпуске изделий и обслуживании станка.
Формула изобретения
1.Станок для получения из стальной проволоки скоб объемной формы, включающий смонтированные на основании режущее и гибочное приспособления, отличающийся тем, что, с целью расширения технических возможностей за счет обеспечения изготовления объемных скоб для узла соединения затяжки с рамами горной крепи, гибочное приспособление состоит из двух гибочных позиций, первая из которых состоит из закрепленных на основании двух гибочных стержней, гибочного упора и шарнирно смонтированных на основании трех рычагов с гибочными роликами, два из которых установлены с возможностью встречного вращения вокруг гибочных стержней, а третий установлен с возможностью поворота в плоскости, перпендикулярной плоскости пе реме- щения двух первых рычагов, и его ролик закреплен на нем-на криволинейной консоли, а вторая .гибочная позиция состоит из шарнирно соединенных матрицы, имеющей вогнутый двускатный упор, и пуансона с гибочными роликами, снабженного в прилежащей к шарниру части выступом, рабочая грань которого в сомкнутом положении размещена в средней части двускатной поверхнскгги упора матрицы ниже краев упора, а в противоположной упору части матрица и пуансон имеют отклоняющий участок, размещенный ниже уровня двускатного упора и состоящий из сопрягаемых поверхностей, угол наклона которых к плоскости основания составляет 45°.
2.Станок по п. 1, отличающийся тем, что в матрице выполнены вырезы для размещения петли скобы и выступа пуансона при формировании прогиба петли.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сгибания фигурных изделий | 1980 |
|
SU990383A1 |
| Станок для гибки изделий типа петель из прутков | 1984 |
|
SU1304966A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| ГИБОЧНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СТАНОК | 2006 |
|
RU2317871C1 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| Станок для гибки штучных заготовок | 1988 |
|
SU1538951A1 |
| Гибочный автомат | 1960 |
|
SU142288A1 |


Изобретение относится к устройствам для изготовления объемных скоб из проволоки, применяемых для соединения затяжки горной крепи, и позволяет расширить технические возможности. Станок имеет размещенное на основании режущее устройство и две системы рычагов с ручным приводом. Первая состоит из двух рычагов, вращающихся в горизонтальной плоскости для формирования петли, и третьего рычага, поворачиваемого в вертикальной плоскости при отгибе прямой части заготовки роликом, находящимся на криволинейной консоли. Вторая система представляет собой рычажный пресс с матрицей по размерам скобы и пуансоном с гибочными роликами, формирующими скобу. Около его шарнира расположен упор с двускатной вогнутой поверхностью, выше которой в матрице выполнен вырез под выступ пуансона, позволяющий ему опускаться ниже краев поверхности упора с целью формирования прогиба крыльев петли. В другой стороне конечная часть рабочей поверхности матрицы выполнена ниже уровня плоскости упора с наклоном наружу под углом 45° к основанию станка для отгиба крючка скобы. 1 з.п. ф-лы, 8 ил.
109
II 1-Г л I
7И
-И
Фие.1
Фиг. 2
20
Фи8.3
ФигЛ
Фаг.5
fe.fi
.7
Г/
18
ZO
Фаг.8
| Гибочный автомат для изготовления изделий из проволоки | 1977 |
|
SU737079A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
