Изобретение относится к области строительства, а именно к водосточным системам крыш зданий.
Известен станок для гнутья круглых труб. См книгу: Гальперин А.И. Машины и оборудование для гнутья труб. - М.: Машиностроение, 1967, стр.71. Станок ТГС-127 позволяет делать загиб электросварных и водогазопроводных труб диаметром 76, 99, 114, 127 мм с толщиной стенки 1 мм и более. В конструкции станка предусмотрены: поршневой насос, распределители, гидроцилиндры, упоры, масляный бак, сбрасыватель клапана, сбрасыватель иглы, электродвигатель.
Недостаток станка: невозможность производить загибы труб из тонколистовой стали толщиной 0,5-0,8 мм.
Известен также станок по книге Гальперин А. И. Машины и оборудование для гнутья труб. - М.: Машиностроение, 1967, стр.120-122, рис.67,68. В конструкции станка предусмотрена станина, гибочный шаблон, башмак, верхняя и нижняя плита, калибрующие пробки (дорны).
Недостаток станка: невозможность производить загибы прямоугольных труб из тонколистовой стали толщиной менее 0,8 мм, прямой участок трубы должен превышать размер широкой части ее сечения не менее чем в три раза, дополнительная задача - применение дорнов в местах стеснения трубы, их смазка, последующее вытаскивание после завершения загиба.
Прототипом изобретения принят станок для загиба труб прямоугольного сечения. См. книгу Гальперин А.И. Машины и оборудование для гнутья труб. - М.: Машиностроение, 1967, стр.120-122, рис.67, 68. Станок состоит из станины гибочного шаблона, упорного башмака, верхней и нижней плиты, дорнов.
Недостатки прототипа: толщина стенки трубы должна быть более 2 мм, длина прямого участка между загибами ограничена, применение размещаемых в трубе, перед загибом, неподвижных дорнов снижает производительность.
Анализ аналогов показывает, что техническая задача загиба труб из тонколистовой стали толщиной до 1 мм круглого или прямоугольного сечения методами чистого изгиба, на опорах, роликами, наматывание, гнутье по копирам с двухсторонним стеснением и др. - недостижима.
Для достижения поставленной технической задачи на предприятии ЧП Шаталов успешно применяются станки ВШ-2 для загиба круглых и ВШ-3 для загиба прямоугольных труб из тонколистовой стали, в их устройстве заложен один и тот же прием наметки, выдавливания складки изнутри трубы эксцентричным устройством с последующим сжатием складки и получением искривления трубы в месте сжатия складки.
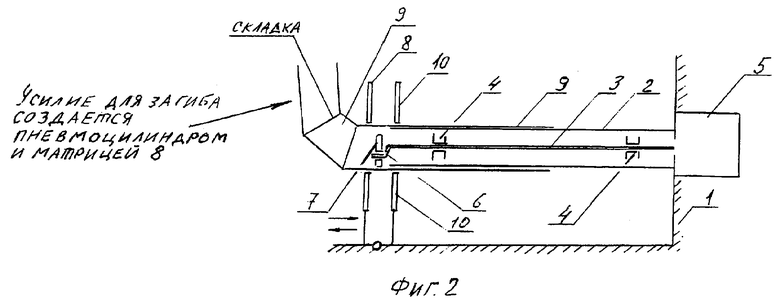
Предлагаемый станок состоит из станины 1 с жестко скрепленным с ней консольным эталоном 2, в данном случае прямоугольным, с расположенной в полой части эталона по оси 3-3 вращающейся оси 3, в подшипниках 4. Ось 3 приводится во вращение электродвигателем 5. См. фиг.1, 2. На левой стороне оси 3 на эксцентричном выступе 6 закреплен прямоугольный пуансон 7 с возможностью его движения на высоту складки вправо, влево, вверх. Пуансон 7, по направлению слева - направо поджимается к эталону 2 матрицей 8. Подготовленная к загибу труба 9 показана слева. Справа от пуансона 7 показана ограничительная матрица 10.
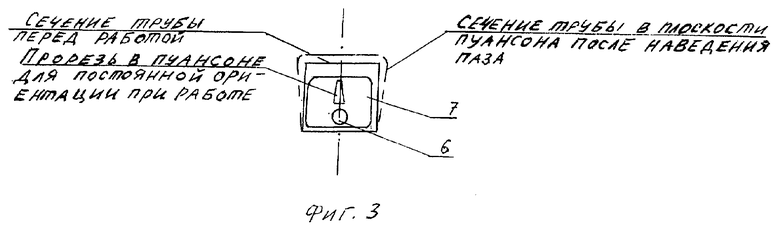
Пример конкретного выполнения: Труба 9 размещается на прямоугольном эталоне 2. С места, где внутри пуансона находится пуансон 7, начинается формирование первой складки, при этом труба 9 обхватывается ограничительной матрицей 10 справа от пуансона 7, а раздвижной матрицей 8 обхватывается слева от пуансона 7. На фиг.2 и 3 показано, как происходит вращение пуансона 7 при вращении оси 3. Ось 3 приводится во вращение электродвигателем 5. Пуансон 7 при этом образует выпуклый наружу вправо, влево и вверх паз. Матрицей 8 усилием от ручного или другого привода наводится первая складка и соответственно производится первый загиб трубы 9. Матрицами 8 и 10 труба освобождается и труба 9 сдвигается влево на расстояние шага складки. Опять труба 9 обхватывается матрицами 8 и 10. Наводится второй паз так же, как и первый. По примеру образования первой складки одновременно производится вторая складка и второй загиб. Процесс повторяется до получения нужного угла загиба.
Готовое гофроколено имеет высокое качество наведенных складок, а труба, даже покрытая краской, после загибов не имеет в местах складок нарушений красочного покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| ВАЛЬЦЕГИБОЧНЫЙ СТАНОК | 2006 |
|
RU2311251C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2452829C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ ТОНКОЛИСТОВОЙ СТАЛИ | 2006 |
|
RU2320442C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2456416C2 |
| МЕТАЛЛОЧЕРЕПИЦА | 2010 |
|
RU2455437C2 |
| ГИБОЧНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СТАНОК | 2006 |
|
RU2317871C1 |
| Станок-полуавтомат для гибки труб | 1957 |
|
SU114303A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
Станок для изготовления прямоугольного гофроколена водосточных систем содержит станину, ось с пуансоном, прямоугольный эталон трубы, жестко скрепленный со станиной. Раздвижная и ограничительная матрица установлены по обе стороны от пуансона. Ось расположена в полой части эталона с возможностью вращения в подшипниках от электродвигателя и имеет эксцентричный выступ для закрепления на нем пуансона с возможностью его движения на высоту складки вправо, влево, вверх, при этом пуансон выполнен прямоугольным. Повышается качество наведенных складок. 3 ил.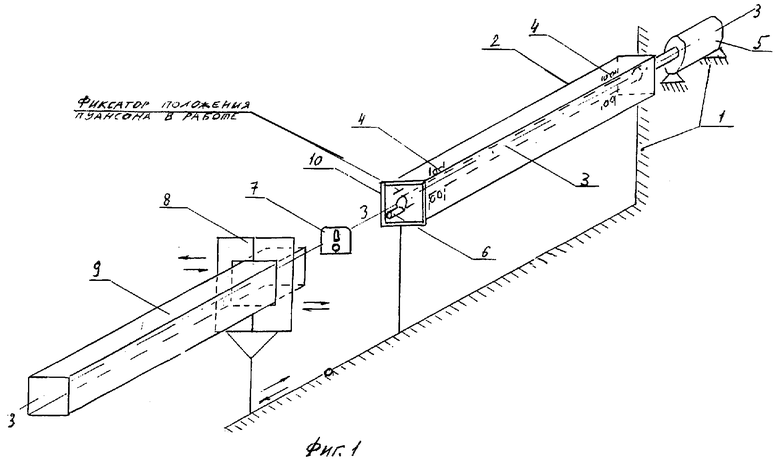
Станок для изготовления прямоугольного гофроколена водосточных систем, содержащий станину и ось с пуансоном, отличающийся тем, что он снабжен прямоугольным эталоном трубы, жестко скрепленным со станиной, раздвижной и ограничительной матрицами, установленными по обе стороны от пуансона, ось расположена в полой части эталона с возможностью вращения в подшипниках от электродвигателя и имеет эксцентричный выступ для закрепления на нем пуансона с возможностью его движения на высоту складки вправо, влево, вверх, при этом пуансон выполнен прямоугольным.
| ГАЛЬПЕРИН А.И | |||
| Машины и оборудование для гнутья труб | |||
| М.: Машиностроение, 1967, с.120-122 | |||
| Оправка для гибки труб | 1980 |
|
SU867461A1 |
| SU 776706 А, 04.01.1981 | |||
| US 6128941 А1, 10.10.2000 | |||
| JP 2002301520 А, 15.10.2002. | |||

