Изобретение относится преимущественно к строительной отрасли промышленности, а именно к технологии изготовления арматурных элементов, применяемых для армирования обычных и предварительно напряженных строительных и других конструкций, и может быть использовано при изготовлении арматурных конструкционных материалов, альтернативных аналогичным металлическим и деревянным.
Известна технологическая линия для изготовления неметаллической арматуры, включающая размещенные последовательно шпулярник с установленными на его осях бобинами с ровингом и натяжными блоками, смонтированными на шпулярнике после каждой бобины, выравнивающее устройство, камеру отжига, пропиточную камеру с днищем, выполненным с уклоном к центру камеры, и натяжным устройством, формовочный узел с блоком фильер, камерой предварительной полимеризации и обмотчиком, полимеризационную камеру, камеру нанесения пленочного или адгезионного покрытия (полимерного связующего и абразива), узлы для сматывания и резки арматуры и тянущее устройство [Описание изобретения к патенту РФ №2075577 от 20.12.1994, МПК6 E04C 5/00, E04C 5/07, опубл. 20.03.1997]. Линия характеризуется высокой производительностью и повышенным качеством арматуры.
Декларируемая в изобретении скорость 0,5 м/мин не может считаться высокой. Кроме этого номенклатура выпускаемой арматуры на линии весьма ограничена.
Известна технологическая линия для изготовления композитной арматуры, состоящая из двух блоков основного оборудования - блока подготовки и пропитки ровингов полимерным связующим, включающего шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну, натяжное устройство, формующее устройство, и блока формирования структуры наружной поверхности арматуры, включающего два узла спиральной обмотки, полимеризационные камеры, ванну охлаждения, тянущее устройство, узел резки и сматывания, при этом линия снабжена одним или несколькими дополнительными блоками оборудования выполнения спиральных обмоток внутренних слоев арматуры, включающими блок подготовки и пропитки ровингов полимерным связующим, узел спиральной обмотки, полимеризационную камеру, причем узел спиральной обмотки, полимеризационная камера и часть блока подготовки и пропитки ровингов полимерным связующим, а именно формовочный узел, установлены последовательно между блоками основного оборудования [Описание изобретения к патенту РФ №2417889 от 01.02.2010, МПК B29C 55/00, E04C 5/07, опубл. 10.05.2011]. Линия предназначена для выпуска высокопрочной композитной арматуры во всем сортаменте выпускаемых диаметров.
Недостатком данного решения является недостаточно высокая производительность, поскольку оборудование изначально настроено на выпуск арматуры максимального диаметра, а также невозможность использования различных типов компаундов.
Известно техническое решение технологической линии для изготовления композитной арматуры, включающее шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством и механизмом его управления, расположенным над пропиточной ванной, отжимное устройство, формовочный узел, устройство спиральной намотки, полимеризационные камеры, тянущее устройство, узлы резки и сматывания, при этом формовочный узел выполнен в виде матрицы с продольными каналами, установленной непосредственно перед зоной спиральной намотки, отжимное устройство выполнено из эластичного упругого материала и установлено перед матрицей, а выравнивающее устройство выполнено в виде гребенки, у которой количество пазов не менее чем количество каналов в матрице [Описание изобретения к патенту РФ №2287646 от 21.03.2005, МПК E04C 5/07, опубл. 20.11.2006]. В данном случае решается задача упрощения конструкции линии, повышения ее производительности, а также получения неметаллической арматуры из композитных материалов с четко выраженным периодическим профилем.
Недостатком данной технологической линии, выполненной по бесфильерной технологии (метод «нидлтрузии»), является низкая производительность. При повышении скорости формования свыше 65 м/ч сформованный стержень в процессе обмотки закручивается, что приводит к ухудшению потребительских свойств изготавливаемой арматуры.
Наиболее близким по совокупности существенных признаков заявляемой поточной линии является техническое решение технологической линии для изготовления композитной арматуры, включающей шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, два последовательно размещенные устройства спиральной намотки, устройство для предотвращения скрутки волокон и распределения полимерного связующего по длине арматуры, выполненное в виде двух или более роликов, полимеризационные камеры, тянущее устройство, узлы резки и сматывания [Описание изобретения к патенту РФ №2384408 от 16.04.2008, МПК B29C 39/00, E04C 5/07, опубл. 20.03.2010]. Настоящая линия отличается повышенной производительностью, а также возможностью выпуска нового типа рельефной композитной арматуры с повышенными потребительскими свойствами.
Недостатком данного решения технологической линии является ее конструктивная сложность и недостаточно высокая производительность, а также невозможность ее использования в плохо отапливаемых помещениях, где в течение суток возможны большие перепады температуры.
Задача, решаемая первым изобретением группы, и достигаемый технический результат заключаются в создании высокопроизводительной поточной линии для непрерывного производства качественной композитной арматуры широкой номенклатуры диаметров, конструктивных и эксплуатационных исполнений с использованием различных типов компаундов, не зависящих от колебаний температуры окружающей среды и состояния производственных помещений. Дополнительной особенностью линии является надежность работы и доступное для воспроизведения и тиражирования конструктивное исполнение.
Для решения поставленной задачи и достижения заявленного технического результата в поточной линии производства композитной арматуры, включающей шпулярник с бобинами ровингов, выравнивающее устройство, камеру термической обработки, пропиточную ванну с пропиточным, отжимным и натяжным устройствами, формовочный узел, размещенные последовательно устройства спиральной намотки, полимеризационную камеру, ванну охлаждения арматуры, протяжное устройство и узел резки, первое по ходу технологического потока устройство спиральной намотки выполнено для работы с тонким ровингом, между последним устройством спиральной намотки и полимеризационной камерой установлено устройство нанесения адгезионного покрытия, при этом каждое из устройств спиральной намотки и устройство нанесения адгезионного покрытия выполнены с возможностью включения-отключения в процессе работы, на входе в пропиточное устройство и после отжимного устройства размещены выполненные в виде элементов натяжных устройств направляющие гребенки, отжимное устройство включает, по меньшей мере, два установленные последовательно барабана, выполненные с возможностью последовательного отключения, а пропиточное устройство пропиточной ванны включает ряд последовательно установленных направляющих роликов, один из которых размещен в нижней части ванны и установлен с образованием зазора между его образующей и поверхностью дна в его нижней части в пределах 1-4 мм, причем нижняя часть пропиточной ванны размещена в подогреваемой емкости с водой.
Кроме этого:
- пропиточная ванна выполнена с одно- или двухскатным дном;
- ванна охлаждения арматуры снабжена устройством собственного охлаждения;
- протяжное устройство выполнено в виде двух пар подпружиненных полиуретановых валов, кинематически связанных между собой цепной передачей и оснащенных направляющими роликами, установленными на входе в полиуретановые валы и на выходе из них;
- внутренняя поверхность полимеризационной камеры снабжена отражателями, выполненными, по меньшей мере, из полированной (нержавеющей) стали;
- узел резки включает стеллаж для отрезанной арматуры, снабженный боковым толкателем пучка арматуры периодического действия;
- снабжена устройством изготовления намоточного жгута с формированием из жгута задела сменных катушек для оснащения ими устройств спиральной навивки.
Типовая композитная арматура включает полученный на специализированном оборудовании арматурный элемент из пучка ровингов с обмоткой, по меньшей мере, в один слой ровингом и/или жгутом, пропитанных отверждаемым композитом [Описание изобретения к патенту РФ №2194135 от 22.11.2000, МПК7 Е04С 5/07, опубл. 10.12.2002], [Описание изобретения к патенту РФ №2287647 от 21.03.2005, МПК E04C 5/07, опубл. 20.11.2006], [Описание изобретения к патенту РФ №2384676 от 26.12.2008, МПК E04C 5/07, опубл. 20.03.2010], [Описание изобретения к патенту РФ №2384677 от 16.04.2008, МПК E04C 5/07, опубл. 20.03.2010], [Описание изобретения к патенту РФ №2384678 от 09.02.2009, МПК E04C 5/07, опубл. 10.05.2010] и др.
Недостатками такого типа арматуры являются ограниченные возможности технологии ее производства. Если учесть, что эксплуатационные характеристики одного варианта арматуры мало отличаются от характеристик другого варианта, то выпуск очередного конструктивного исполнения требует остановки технологической линии и переналадки оборудования. A в случаях когда остановки линии можно избежать, количество вариантов все равно остается ограниченным.
Задача, решаемая вторым изобретением группы, и достигаемый технический результат заключаются в расширении номенклатуры диаметров, конструктивных и эксплуатационных исполнений композитной арматуры со стабильными качественными характеристиками, выпускаемой с использованием различных типов компаундов на одной поточной линии без ее остановки.
Для решения поставленной задачи и достижения заявленного технического результата композитную арматуру, включающую арматурный элемент из пучка ровингов с обмоткой, по меньшей мере, в один слой ровингом и/или жгутом, пропитанных отверждаемым композитом, изготавливают на вышеупомянутой поточной (технологической) линии.
Изобретение иллюстрируется чертежами и таблицей, где:
- на фиг.1 показан общий вид поточной линии производства композитной арматуры;
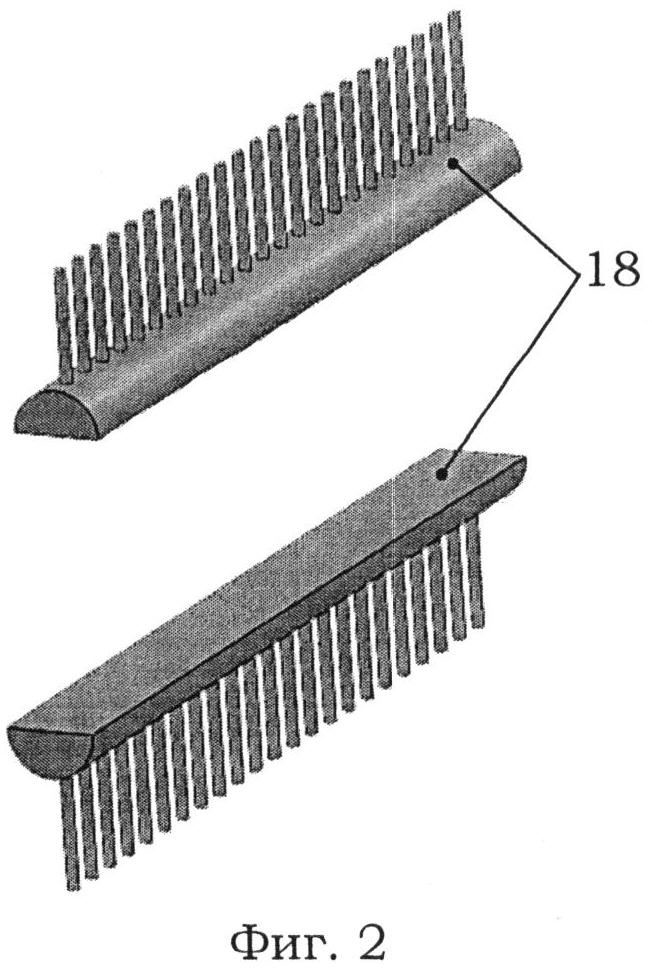
- на фиг.2 показана конструкция и расположение направляющих гребенок на входе в пропиточное устройство и после отжимного устройства;
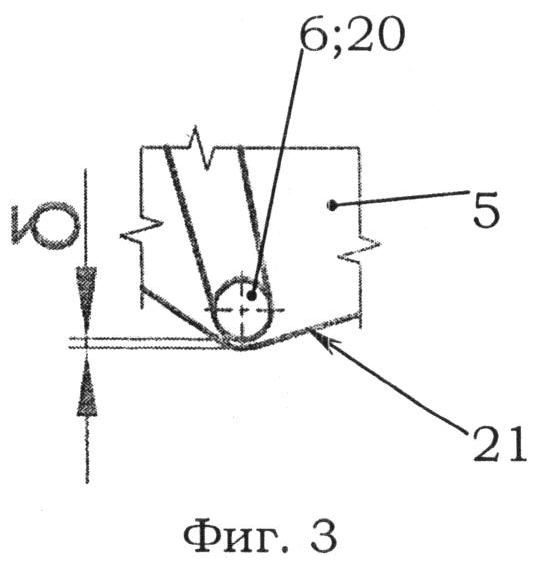
- на фиг.3 показано расположение нижнего направляющего ролика пропиточного устройства относительно дна пропиточной ванны;
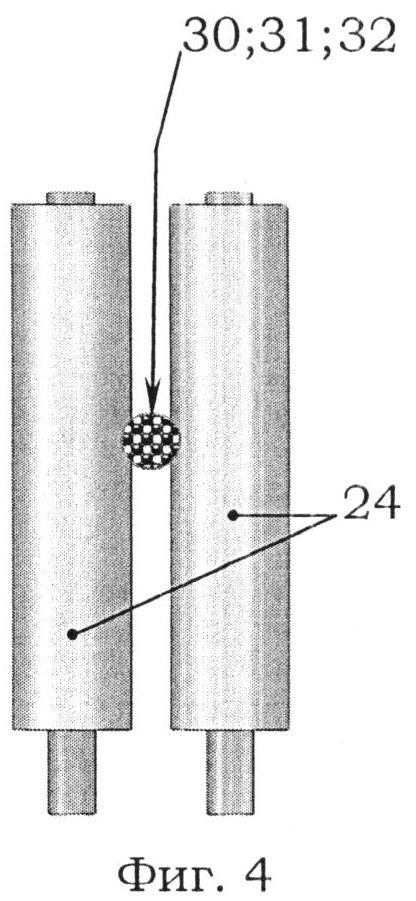
- на фиг.4 изображены направляющие ролики, установленные на входе в протяжное устройство и на выходе из него;
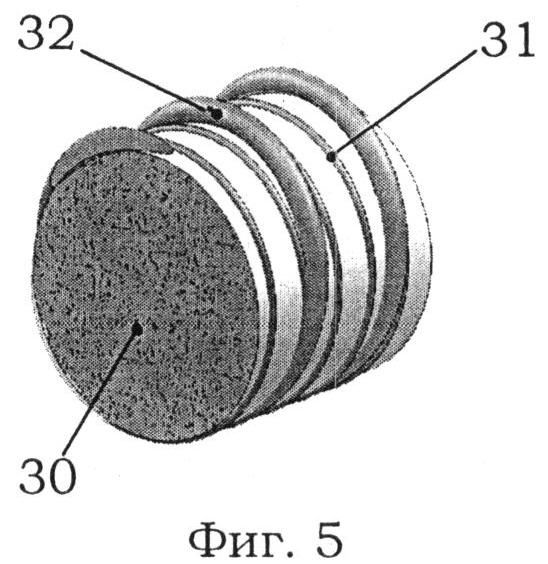
- на фиг.5 показана типовая конструкция композитной арматуры - общий вид;
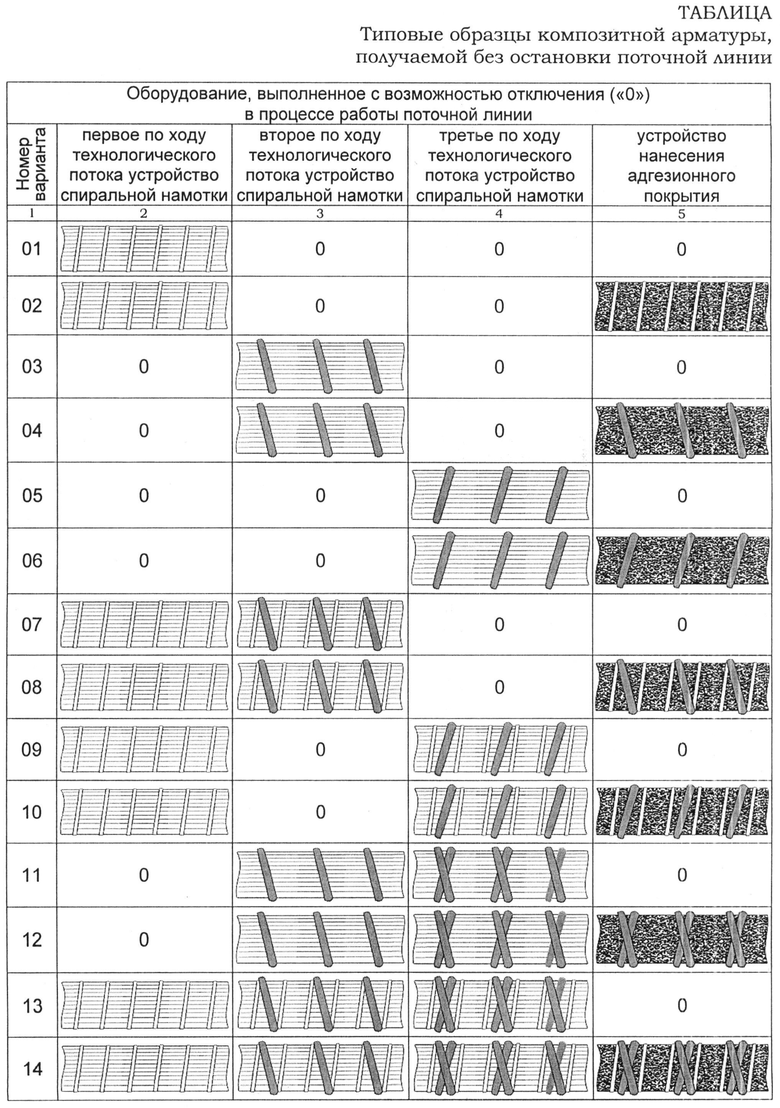
- в таблице наглядно представлены типовые образцы композитной арматуры, получаемой без остановки поточной линии.
Поточная линия для производства композитной арматуры, включает шпулярник 1 с бобинами 2 ровингов, выравнивающее устройство 3 (например, в виде условно не показанной типовой перфорированной плиты из оргстекла или капролона с числом отверстий от 50 до 80), камеру 4 термической обработки (для сушки и выжигания остатков масла), пропиточную ванну 5 с пропиточным устройством 6, отжимным устройством 7 (типовой вращающийся вал с прижимаемой эластичной пластиной), натяжным устройством 8, формовочный узел 9, размещенные последовательно устройства спиральной намотки 10, 11 и 12, полимеризационную камеру 13 (все высокотемпературные устройства линии имеют метку «t°»), ванну 14 охлаждения арматуры, протяжное устройство 15 и узел резки 16, при этом первое по ходу технологического потока устройство спиральной намотки 10 выполнено для работы с тонким ровингом, между последним - поз.12 - устройством спиральной намотки и полимеризационной камерой 13 установлено устройство 17 нанесения адгезионного покрытия (как правило, песчаной обсыпки), при этом каждое из устройств спиральной намотки 10-12 и устройство 17 нанесения адгезионного покрытия выполнены с возможностью включения-отключения в процессе работы, на входе в пропиточное устройство 6 и после отжимного устройства 7 размещены ориентированные соответствующим образом направляющие гребенки (или фильеры) 18, выполненные в виде элементов натяжных устройств 8, отжимное устройство 7 включает, по меньшей мере, два установленные последовательно барабана 19, выполненные с возможностью последовательного отключения, а пропиточное устройство 6 пропиточной ванны 5 включает ряд (условно не показан) последовательно установленных направляющих роликов, один из которых - 20 - размещен в самой нижней части ванны 5 и установлен с образованием зазора 6 между его образующей и поверхностью дна 21 в его нижней части в пределах 1-4 мм, причем нижняя часть пропиточной ванны 5 размещена в подогреваемой емкости. Дно 21 пропиточной ванны 5 может быть выполнена одно- или двухскатным. Ванна 14 охлаждения арматуры снабжена устройством собственного охлаждения, например вентилятором (условно не показан). Протяжное устройство 15 выполнено, например, в виде двух пар подпружиненных полиуретановых валов 23, кинематически связанных для согласования вращения между собой цепной передачей и оснащенных направляющими роликами 24, установленными на входе в полиуретановые валы 23 и на выходе из них. Внутренняя поверхность полимеризационной камеры 13 снабжена отражателями (условно не показаны), выполненными, по меньшей мере, из полированной (например, нержавеющей) стали. Узел резки 16 включает стеллаж 25 для отрезанной арматуры 26, снабженный боковым толкателем 27 пучка арматуры 26 периодического действия.
Дополнительно линия снабжена устройством 28 изготовления намоточного жгута с формированием из жгута задела сменных катушек (бобин) 29 для оснащения ими устройств спиральной навивки 11 и 12.
Композитная арматура, изготовленная на вышеописанной поточной линии, т.е. соответствующим способом, включает арматурный элемент из пучков 30 ровингов с обмоткой, по меньшей мере, в один слой тонким ровингом 31 и/или жгутом 32, пропитанных отверждаемым композитом. В зависимости от пожеланий заказчика и требуемых параметров возможно получение различных вариантов конструктивного исполнения арматуры как товарного продукта, порядок и последовательность получения которых отражен в Таблице. Конкретное исполнение каждого варианта арматуры показано в колонке №5 Таблицы или в первой, содержащей рисунок ячейке, находящейся слева от колонки №5 (т.е. крайний правый рисунок в каждой строке).
Проанализируем существенные признаки изобретения.
Поточная линия производства композитной арматуры может быть оснащена минимум тремя устройствами спиральной навивки - 10, 11 и 12, при этом первое по ходу технологического потока устройство 10 выполнено для работы с тонким ровингом 31, второе 11 и третье 12 - выполнены для работы со жгутом (витой ровинг, в том числе состоящий из нескольких ниток) 32 и отличаются друг от друга направлением навивки. Далее по ходу технологического процесса за третьим устройством 12 спиральной навивки размещено устройство 17 нанесения адгезионного покрытия (как правило, песчаной обсыпки).
Перечисленные четыре устройства 10, 11, 12 и 17 обеспечивают получение на поточной линии без ее остановки основной номенклатуры выпускаемой композитной арматуры - четырнадцати вариантов согласно Таблице. Это достигается путем отключения при необходимости одного-двух из трех любых устройств спиральной намотки 10, 11 и 12, и/или устройства 17 нанесения адгезионного покрытия. Возможно отключение сразу всех четырех перечисленных устройств 10, 11, 12 и 17 или одновременно трех устройств 10, 11 и 12 спиральной навивки. Благодаря наличию формовочных узлов 9 на входе в каждое их этих устройств в полимеризационную камеру 13 попадет пропитанный компаундом пучок слипшихся ровингов, правда, нестабильной формы. Несмотря на потенциальную возможность дальнейшего использования таких стержней они, как правило, выбраковываются.
Кроме перечисленных выше основных вариантов товарной арматуры существует возможность дальнейшего расширения ее номенклатуры. После короткой остановки линии возможно изменение количества нитей ровинга, что позволит увеличить-уменьшить диаметр пучка ровингов и соответственно арматуры (например, от 3 до 20 мм), а также возможна замена компаунда в пропиточной ванне 5 на другой состав (как это происходит - см. ниже). В итоге одна и та же линия обеспечивает возможность получения широкой номенклатуры композитной арматуры как товарного продукта, при этом количество вариантов не ограничивается четырнадцатью основными вариантами.
Нанесение на полуфабрикат арматуры адгезионного покрытия позволяет увеличить степень сцепления готового изделия с неким наполнителем, как правило, бетонной смесью, полимером и т.д. Самыми простыми и распространенными составами покрытий являются строительный песок разных фракций и минеральная крошка. Однако также возможно использование специальных полимеров, которые наносятся в виде тонкой пленки поверх подготовленного к подаче в полимеризационную камеру 13 полуфабриката арматуры. Последняя арматура может быть использована, в частности, в технологии «каменного литья» при производстве некоторых видов (длинномерных, массивных и др.) сантехнических устройств и т.д.
На входе в пропиточное устройство 6 и после первого по ходу технологического потока отжимного устройства 7 размещены выполненные в виде элементов натяжных устройств 8 направляющие гребенки 18. Это позволило упростить конструкцию натяжных устройств 8 за счет совмещения в одном элементе сразу нескольких функций. Гребенки 18 «расчесывают» нити ровинга, формируют их количество, препятствуют скручиванию и при этом обеспечивают механическое трение, что в итоге формирует натяжное усилие в пучке ровингов, необходимое для качественной работы всех последующих устройств линии.
Отжимное устройство 7 включает, по меньшей мере, два установленные последовательно барабана 19, выполненные с возможностью последовательного отключения. Учитывая, что барабаны 19 имеют свойство «обрастать» слоем компаунда, их периодически чистят. В этом случае одно из отжимных устройств 7 отключают, а другое включают, соблюдая необходимое время перекрытия их совместной работы.
Похожий принцип используется и в устройствах 10, 11 и 12 спиральной намотки. На них устанавливают сразу по две бобины с тонким ровингом 31 и жгутами 32. Это позволяет сбалансировать работу вращающихся патронов (планшайб) и после того, как одна бобина с ровингом 31 или жгутом 32 заканчивается, устройство намотки отключают, включают на обмотку пучка ровинга вторую (запасную) бобину, по возможности меняют пустую бобину на полную и устройство 10, или 11, или 12 спиральной намотки снова включают. По времени это занимает менее одной минуты. Впоследствии на узле 16 резки дефектный фрагмент арматуры выбраковывается.
Как упоминалось выше, пропиточное устройство 6 пропиточной ванны 5 включает ряд типовых последовательно установленных направляющих роликов, один из которых - 20 - размещен в нижней части ванны 5 и установлен с образованием зазора 6 между его образующей и поверхностью дна 21 в его нижней части в пределах 1-4 мм. Такое решение обеспечивает возможность использовать весь или практически весь компаунд пропиточной ванны 5. Этому способствует выполнение пропиточной ванны 5 с одно- или двухскатным дном 21. С учетом того что нижняя часть ванны 5 размещена в подогреваемой емкости 22 с водой, существует возможность увеличить жидкотекучие свойства компаунда, сделать их стабильными независимо от окружающей температуры, что в итоге позволит равномерно пропитать композитом все нити ровинга и таким образом обеспечить стабильную и качественную работу всех последующих устройств и узлов линии. Для подогрева емкости 22 с водой можно использовать, в частности, самостоятельный электронагреватель и/или горячую воду из ванны 14 охлаждения арматуры. Последнее позволит снизить температуру охлаждающей арматуру воды.
После того как пропиточная ванна 5 освободится от компаунда, ее можно вымыть, залить в нее новый компаунд (включая компаунд другого цвета), в том числе обладающий другими свойствами. В последнем случае регулируют температуру воды в подогреваемой емкости 22, доводя ее до установленного для данного компаунда уровня.
Протяжное устройство 15 выполняют в виде двух пар подпружиненных полиуретановых валов 23, кинематически связанных между собой цепной передачей и оснащенных направляющими роликами 24, установленными на входе в полиуретановые валы 23 и на выходе из них. Этим достигается стабильность тянущего и, соответственно, толкающего усилия независимо от изменений профиля пучка 30 ровингов с обмотками 31 и 32.
Первые по ходу технологического потока направляющие ролики 24 в паре со вторыми регулируют износ полиуретановых валов 23 - при появлении на валах 23 профилированных дорожек износа ролики 24 смещают на необходимый шаг и так несколько раз, до полного износа поверхностей полиуретановых валов 23. Вторые по ходу технологического потока направляющие ролики 24, кроме того, обеспечивают продольную устойчивость стержня арматуры. Это бывает важно в момент ее резки, когда за счет толкающего усилия обеспечивается относительное перемещение узла 16 резки.
Для увеличения скорости полимеризации компаунда в полимеризационной камере 13 при использовании типовых нагревателей внутренняя поверхность камеры 13 снабжается отражателями инфракрасного излучения. Простейшим вариантом отражателей могут служить полированные листы из нержавеющей стали. В сочетании с увеличением длины камеры 13, а также улучшением ее теплоизоляции рабочие температуры могут достигать 415°C, что позволяет изготовлять арматуру больших диаметров (до 20 мм и более) с производительностью до 400 м/час (на малых диаметрах), не ухудшая ее качественные и эксплуатационные свойства.
Высокая производительность линии требует принудительного охлаждения арматуры, выходящей из полимеризационной камеры 13. Для этого линия оснащена специальной ванной 14 с водой. Горячая «бесконечная» заготовка, проходя сквозь воду, охлаждается до установленной температуры и приобретает необходимые прочностные свойства, актуальными из которых является продольная устойчивость (для толкания тележки узла 16 резки) и жесткость (для сохранения геометрической формы).
Чтобы не увеличивать объем ванны 14 охлаждения арматуры, она может быть снабжена устройством собственного охлаждения. Как правило, для этого достаточно вентилятора, обдувающего поверхность ванны 14. Кроме этого часть воды неизбежно вытекает в специальный поддон 33, где также охлаждается и откуда с помощью циркуляционного насоса (условно не показан) снова подается в ванну 14. В холодное время года горячая вода может использоваться для обогрева производственного помещения.
Узел 16 резки представляет собой типовую движущуюся тележку (условно не показана) с отрезным механизмом, который включается при достижении арматурой заданной длины и включает стеллаж 25 для отрезанной арматуры 26, снабженный боковым толкателем 27 пучка арматуры периодического действия. Это позволяет автоматизировать процесс формирования одинаковых пачек арматуры для их последующей передачи потребителю или отправки на склад.
Немаловажным элементом поточной линии является ее оснащение устройством 28 изготовления намоточного жгута как из одной, так из нескольких нитей с формированием из жгута задела сменных катушек 29 для оснащения ими устройств 11 и 12 спиральной навивки, формирующих профиль на пучке ровингов. Жгут получают, как правило, путем скручивания (свивки) нескольких ниток тонких ровингов. Таким образом, отпадает необходимость формирования жгута непосредственно в процессе навивки (существенное усложнение оборудования и снижение его надежности), а у производителя ровинга приобретают минимальную номенклатуру исходных материалов. Как правило, это минеральные (стеклянные, базальтовые, углеродные и др.) нити, полимерные (капроновые, полиэфирные и др.) нити, а также волокна растительного происхождения (джут, лен, пенька и др.) одной-двух толщин.
В остальном в конструкции поточной линии используются традиционные для подобных устройств технические решения.
Приведенная совокупность существенных признаков поточной линии обеспечивает получение заявленного технического результата.
Что касается композитной арматуры, то ее потребительские свойства и вариантность обеспечиваются оборудованием поточной линии, на которой она изготовлена. Это не исключает возможность изготовления какого-либо из вариантов или даже двух-трех вариантов на других технологических линиях, для чего потребуется при сохранении исходного качества арматуры их переналадка с полной остановкой линий. Заявленная поточная линия обеспечивает производство минимум четырнадцати вариантов конструктивных исполнений арматуры стабильного качества без ее, даже кратковременной, остановки. Учитывая производительность линии, которая достигает 360 м/час (6 м/мин, 10 см/сек) и более, это выделяет ее среди аналогичных устройств.
При смене компаунда необходимо выработать ранее залитый состав. В этом случае становится актуальным расположение самого нижнего направляющего ролика 20 пропиточной ванны 5 и соответствующая конфигурация ее дна 21. Возможные остатки ранее залитого компаунда составляют столь незначительную часть, что она не оказывает влияния на свойства вновь залитого. Как видно, в этом случае остановки поточной линии может не потребоваться.
При переходе на меньший диаметр арматуры достаточно отрезать лишний ровинг и оставить необходимое количество нитей. Это также не требует остановки линии.
При переходе на больший диаметр арматуры потребуется кратковременная остановка линии для заправки дополнительного ровинга.
Технологическая линия для изготовления композитной арматуры работает следующим образом. Ровинги с катушек (бобин) 2 проходят выравнивающее устройство 3, которое несет дополнительную функцию разделения полотна ровингов на отдельные пучки. Выравнивающее устройство 3 не только формирует пучки ровингов, поступающие в устройство термической обработки 4, но и несет дополнительную функцию разделения, которое необходимо для того, чтобы пучки не перепутывались между собой. В устройстве 4 термической обработки при температуре 150-250°C происходит удаление влаги и остатков масла. Затем пучки ровингов поступают в пропиточную ванну 5, заполненную полимерным связующим с необходимой рабочей температурой для данного компаунда, причем натяжные устройства 8, имеющие механизмы управления для удобства регулирования натяжения нитей, расположены над пропиточной ванной. После пропиточной ванны 5 пучки ровингов проходят через отжимное устройство 7, при этом сила отжима регулируется. Излишки связующего с единичных пучков ровингов попадают обратно в ванну 5. Далее пучки 30 через формовочное устройство 9 попадают в зону спиральной намотки, где посредством соответствующих устройств 10, 11 и 12 спиральной намотки обматываются тонким ровингом и/или жгутом, как правило, из того же материала (при этом профиль формируется в зависимости от того, сколько вращающихся патронов (планшайб) задействованы - см. Таблицу. В результате образуется стержень арматуры с периодическим профилем. Для образования четко выраженного периодического профиля арматуры обмоточный жгут 32 должен быть круглым в сечении и достаточного диаметра для образования рельефа. Глубина вдавливания тонкого ровинга 31 и обмоточного жгута 32 регулируется.
Пропитка обмоточного жгута 32 и тонкого ровинга 31 полимерным связующим осуществляется за счет избытка компаунда (смолы) в массиве пучков 30 ровингов.
При необходимости на полуфабрикат наносят адгезионное покрытие, например песок соответствующих фракций.
Дальше заготовка поступает в камеру 13 полимеризации, где подвергается воздействию температуры до 415°C в течение 70-90 сек, откуда вытягивается через ванну 14 водяного охлаждения протяжным устройством 15 и подается на узел 16 резки арматуры.
Таким образом на поточной линии получают весь типоразмерный ряд композитной арматуры всех возможных конструктивных и эксплуатационных исполнений.
Для большей наглядности процесса реализации требуемой для изготовления конкретного варианта арматуры технологии следует обратиться к Таблице. Символом «0» показано то специальное оборудование, которое требуется отключить в составе поточной линии. Крайний правый рисунок дает представление о конечном изделии.
Рассмотрим характеристики типового образца композитной арматуры, получаемой на поточной линии, на примере изделия АСП-8 периодического профиля с наружным диаметром 8 мм.
Используемый компаунд:
- стеклоровинг линейной плотности 2400 текс - 70%;
- смола ЭД-20 - 18%;
- ИМТГФА - 11%;
- модификаторы Этал и Алкофен - по 0,5%.
Температура компаунда в пропиточной ванне - 40°C.
Получаемая композитная арматура периодического профиля имеет несущий стержень суммарной плотностью 52800 текс. Обмоточный жгут имеет условный диаметр 2 мм и состоит из одного специально свитого ровинга плотностью 2400 текс с шагом навивки 12 мм и шириной навитого жгута от 2 до 3 мм в зависимости от степени его натяжения, высота спиральной рельефности - от 1,0 до 1,5 мм.
Линия обеспечивает скорость протягивания арматуры 320 м/ч.
Готовое изделие характеризуется следующими показателями:
- плотность 2,2 г/см3;
- содержание связующего 29%;
- степень полимеризации связующего 93%;
- вес одного погонного метра 80 г.
Прочностные свойства композитной арматуры:
- разрушающее напряжение при разрыве - не менее 1100 МПа;
- модуль упругости при растяжении E=42500 МПа.
Наличие адгезионного покрытия увеличивает степень сцепления арматуры с будущим наполнителем в составе строительных и других конструкций.
В результате использования изобретений создана высокопроизводительная поточная линия для непрерывного производства качественной композитной арматуры и получена соответствующая арматура широкой номенклатуры диаметров, конструктивных и эксплуатационных исполнений с использованием различных типов компаундов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ АРМАТУРЫ | 2015 |
|
RU2592302C1 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2010 |
|
RU2417889C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2384408C2 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
Изобретение относится преимущественно к строительной отрасли промышленности, а именно к технологии изготовления арматурных элементов, применяемых для армирования обычных и предварительно напряженных строительных и других конструкций, и может быть использовано при изготовлении арматурных конструкционных материалов, альтернативных аналогичным металлическим и деревянным. Технический результат - создание высокопроизводительной поточной линии для непрерывного производства качественной композитной арматуры широкой номенклатуры диаметров, конструктивных и эксплуатационных исполнений с использованием различных типов компаундов, не зависящих от колебаний температуры окружающей среды и состояния производственных помещений. Дополнительной особенностью линии является надежность работы и доступное для воспроизведения и тиражирования конструктивное исполнение. Для этого в поточной линии первое по ходу технологического потока устройство спиральной намотки выполнено для работы с тонким ровингом, между последним устройством спиральной намотки и полимеризационной камерой установлено устройство нанесения адгезионного покрытия, при этом каждое из устройств спиральной намотки и устройство нанесения адгезионного покрытия выполнены с возможностью включения-отключения в процессе работы, на входе в пропиточное устройство и после отжимного устройства размещены выполненные в виде элементов натяжных устройств направляющие гребенки, отжимное устройство включает, по меньшей мере, два установленные последовательно барабана, выполненные с возможностью последовательного отключения, а пропиточное устройство пропиточной ванны включает ряд последовательно установленных направляющих роликов, один из которых размещен в нижней части ванны и установлен с образованием зазора между его образующей и поверхностью дна в его нижней части в пределах 1-4 мм, причем нижняя часть пропиточной ванны размещена в подогреваемой емкости с водой. 2 н. и 6 з.п. ф-лы, 5 ил., 1 табл.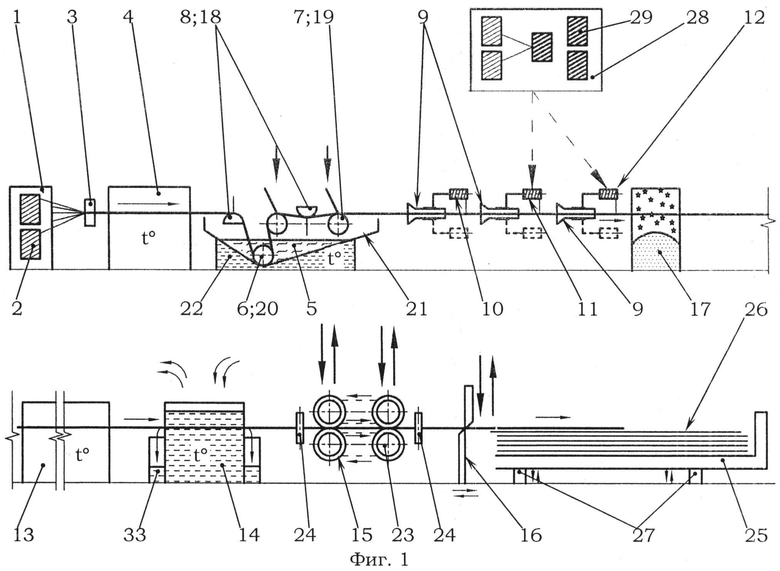
1. Поточная линия производства композитной арматуры, включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру термической обработки, пропиточную ванну с пропиточным, отжимным и натяжным устройствами, формовочный узел, размещенные последовательно устройства спиральной намотки, полимеризационную камеру, ванну охлаждения арматуры, протяжное устройство и узел резки, отличающаяся тем, что первое по ходу технологического потока устройство спиральной намотки выполнено для работы с тонким ровингом, между последним устройством спиральной намотки и полимеризационной камерой установлено устройство нанесения адгезионного покрытия (как правило, песчаной обсыпки), при этом каждое из устройств спиральной намотки и устройство нанесения адгезионного покрытия выполнены с возможностью включения-отключения в процессе работы, на входе в пропиточное устройство и после отжимного устройства размещены выполненные в виде элементов натяжных устройств направляющие гребенки, отжимное устройство включает, по меньшей мере, два установленные последовательно барабана, выполненные с возможностью последовательного отключения, а пропиточное устройство пропиточной ванны включает ряд последовательно установленных направляющих роликов, один из которых размещен в нижней части ванны и установлен с образованием зазора между его образующей и поверхностью дна в его нижней части в пределах 1-4 мм, причем нижняя часть пропиточной ванны размещена в подогреваемой емкости с водой.
2. Линия по п.1, отличающаяся тем, что пропиточная ванна выполнена с одно- или двухскатным дном.
3. Линия по п.1, отличающаяся тем, что ванна охлаждения арматуры снабжена устройством собственного охлаждения.
4. Линия по п.1, отличающаяся тем, что протяжное устройство выполнено в виде двух пар подпружиненных полиуретановых валов, кинематически связанных между собой цепной передачей и оснащенных направляющими роликами, установленными на входе в полиуретановые валы и на выходе из них.
5. Линия по п.1, отличающаяся тем, что внутренняя поверхность полимеризационной камеры снабжена отражателями, выполненными, по меньшей мере, из полированной (нержавеющей) стали.
6. Линия по п.1, отличающаяся тем, что узел резки включает стеллаж для отрезанной арматуры, снабженный боковым толкателем пучка арматуры периодического действия.
7. Линия по п.1, отличающаяся тем, что снабжена устройством изготовления намоточного жгута с формированием из жгута задела сменных катушек для оснащения ими устройств спиральной навивки.
8. Композитная арматура, включающая арматурный элемент из пучка ровингов с обмоткой, по меньшей мере, в один слой ровингом и/или жгутом, пропитанных отверждаемым композитом, характеризующаяся тем, что изготовлена на поточной линии по любому из пп.1-7.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2011 |
|
RU2468161C1 |
| RU 94041853 A, 20.08.1996 | |||
| US 2008318042 A1, 25.12.2008 | |||
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 1994 |
|
RU2075577C1 |
| EP 0733465 A1, 25.09.1996 | |||

