Изобретение относится к области машиностроения и может быть использовано для изготовления частиц заданной формы, в частности, в виде абразивных частиц и гранул - для абразивной обработки в свободном состоянии в вибробункерах, пескоструйных установках и других подобных устройствах; в связанном состоянии - для изготовления шлифовальных кругов, головок, брусков, сегментов и шлифовальных инструментов на гибкой основе.
Известен способ изготовления абразивных тел и спеченных абразивных материалов (Патент РФ 2098261, МПК B24D 3/34, В24В 31/14. Опубл. 1997.12.10), включающий экструдирование формовочной смеси, формирование частиц формующим приспособлением и их отверждение.
Недостатком известного способа является то, что частицы можно получать только прямоугольной и ромбической формы.
Известен также способ изготовления частиц точно заданной формы, принятый за прототип (Патент РФ №2123927, МПК B24D 11/00. Опубл. 1998.12.27), согласно известному способу формовочную смесь вводят в формирующие полости формующего приспособления, затем отверждают формовочную смесь в формирующих полостях формующего приспособления, после чего извлекают частицы из формирующих полостей формующего приспособления.
Недостатком известного способа является то, что частицы отверждают в формирующих полостях формующего приспособления. Это приводит к значительному снижению производительности, т.к. частицы приходится удерживать в формирующих полостях формующего приспособления, ожидая их затвердевания.
Задачей изобретения является повышение производительности изготовления абразивных частиц заданной формы.
Технический результат заявляемого изобретения - повышение производительности изготовления абразивных частиц заданной формы.
Указанный технический результат достигается тем, что в способе изготовления абразивных частиц заданной формы, включающем введение формовочной смеси в формирующие полости формующего приспособления, отверждение и извлечение абразивных частиц из формующего приспособления, отверждение и извлечение абразивных частиц из формующего приспособления, согласно изобретению сначала формовочную смесь в виде абразивных частиц заданной формы извлекают из формирующих полостей формующего приспособления посредством конвейерной ленты, которую прижимают снизу к формовочному приспособлению, после чего проводят отверждение абразивных частиц, находящихся на конвейерной ленте, с последующим их снятием.
Изобретение поясняется чертежом, где показана схема устройства для осуществления способа изготовления абразивных частиц заданной формы.
Заявляемый способ изготовления абразивных частиц заданной формы осуществляют следующим образом. Формовочную смесь 1 из экструдера 2 экструдируют в виде ленты на непрерывно движущуюся конвейерную ленту 3. Формовочную смесь 1 вводят в формирующие полости формующего приспособления 4 путем непрерывного перемещения конвейерной ленты 3 под формующим приспособлением 4. Для осуществления процесса заполнения формирующих полостей к формующему приспособлению 4 снизу, опорным валом 5, прижимают рабочую ветвь конвейерной ленты 6. Используя свойство формовочной смеси 1 прилипать к гладкой поверхности конвейерной ленты 3, формовочную смесь 1 в виде абразивных частиц заданной формы 7 извлекают из формирующих полостей формующего приспособления 4. Сверху формирующие полости формующего приспособления 4 периодически очищают круглой щеткой 8 для удаления остатков формовочной смеси 1. Далее формовочную смесь 1 в виде абразивных частиц заданной формы перемещают на конвейерной ленте 3 в устройство для отверждения 9, где под действием источника тепловой или иной энергии формовочную смесь 1 в виде абразивных частиц заданной формы 7 отверждают предварительно, либо окончательно в зависимости от назначения и химического состава абразивных частиц заданной формы 7. Длительность отверждения зависит от длины устройства для отверждения 9, скорости движения конвейерной ленты 3 и интенсивности источника энергии. После этого отвержденные абразивные частицы заданной формы 7 снимают с конвейерной ленты 3 ножом 10 и помещают в бункер 11.
Форма и точность изготовленных абразивных частиц заданной формы 7 зависит от формы и точности формирующих полостей формующего приспособления 4. Форма абразивных частиц заданной формы 7 может быть выбрана из группы, в которую входят цилиндр, конус, усеченный конус, призмы с разным числом граней, усеченные призмы с разным числом граней, наклонная призма, диск, кольцо, полусфера, звезды с различным числом лучей, ромб.
Преимущество заявляемого способа производства абразивных частиц заданной формы заключается в том, что производительность изготовления абразивных частиц заданной формы 7 зависит от времени формирования абразивных частиц заданной формы, а не от времени твердения формовочной смеси 1.
Так, например, если для производства абразивных частиц заданной формы 7 использовать прототип, где абразивные частицы заданной формы 7 затвердевают в формирующих полостях формующего приспособления 4, производительность Р1 будет определяться следующим образом:

где А - число формирующих полостей формующего приспособления 4, В - часть одновременно работающих формирующих полостей, tm - время твердения абразивной частицы заданной формы 7 при определенной температуре, 60 - коэффициент для перевода в минуты.
Для заявляемого способа производительность Р2 будет определяться следующим образом:

где tф - время формирования абразивной частицы заданной формы 7.
Очевидно, что tm>tф. Время твердения (tm) абразивных частиц заданной формы 7 из разных формовочных смесей может занимать от нескольких секунд до нескольких сот секунд. Время формирования (tф) абразивных частиц заданной формы 7 из разных формовочных смесей может занимать от долей секунды до нескольких секунд.
Отсюда вытекает, что при всех равных условиях Р1<Р2.
Заявляемый способ изготовления абразивных частиц заданной формы позволяет повысить производительность изготовления абразивных частиц заданной формы за счет того, что сначала формовочную смесь извлекают в виде абразивных частиц заданной формы из формирующих полостей формующего приспособления, а затем отверждают. Это позволяет сократить время пребывания формовочной смеси в формирующих полостях формующего приспособления, увеличить скорость перемещения конвейерной ленты и обеспечить абразивным частицам заданной формы время пребывания в устройстве для отверждения до отверждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЧАСТИЦ ЗАДАННОЙ ФОРМЫ | 2006 |
|
RU2319602C2 |
| ГАЛТОВОЧНОЕ ТЕЛО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2007 |
|
RU2352448C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
| Галтовочный пост | 2020 |
|
RU2751949C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2008 |
|
RU2388585C2 |
| ГАЛТОВОЧНОЕ ТЕЛО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2009 |
|
RU2406601C2 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ ШЛИФОВАЛЬНЫХ ЗЕРЕН ПО ФОРМЕ | 2003 |
|
RU2236303C1 |
| ЛЕПЕСТКОВЫЙ КРУГ | 2007 |
|
RU2345879C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
Изобретение относится к области машиностроения и может быть использовано для изготовления абразивных частиц заданной формы. Вводят формовочную смесь в формирующие полости формующего приспособления. Затем формовочную смесь в виде абразивных частиц заданной формы извлекают из формирующих полостей формующего приспособления посредством конвейерной ленты, которую прижимают снизу к формовочному приспособлению. После чего проводят отверждение абразивных частиц, находящихся на конвейерной ленте, с последующим их снятием. В результате повышается производительность изготовления абразивных частиц заданной формы. 1 ил.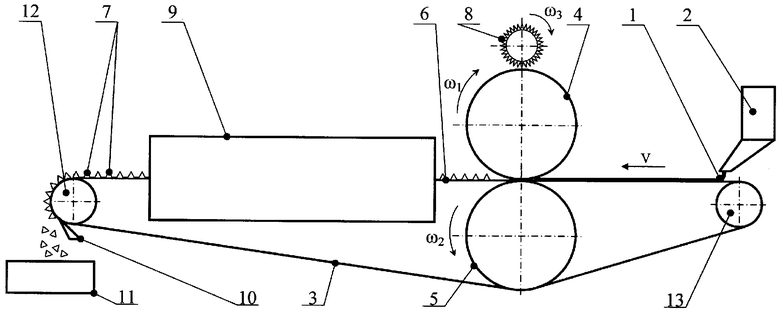
Способ изготовления абразивных частиц заданной формы, включающий введение формовочной смеси в формирующие полости формующего приспособления, отверждение и извлечение абразивных частиц из формующего приспособления, отличающийся тем, что сначала формовочную смесь в виде абразивных частиц заданной формы извлекают из формирующих полостей формующего приспособления посредством конвейерной ленты, которую прижимают снизу к формовочному приспособлению, после чего проводят отверждение абразивных частиц, находящихся на конвейерной ленте, с последующим их снятием.
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2132349C1 |
| US 5090968 A, 25.02.1992. | |||

