Изобретение относится к области машиностроения и может быть использовано для изготовления абразивных частиц заданной формы, в частности: в виде абразивных частиц и гранул для абразивной обработки в свободном состоянии в вибробункерах, пескоструйных установках и других подобных устройствах; в связанном состоянии для изготовления шлифовальных кругов, головок, брусков, сегментов и шлифовальных инструментов на гибкой основе.
Известно устройство для изготовления частиц точно заданной формы, принятое за прототип (патент РФ №2123927, МПК B24D 11/00. Опубл. 1998.12.27.), которое содержит формующее приспособление, конвейерную ленту, устройство для отверждения.
Недостатком известного устройства является то, что частицы отверждают в формирующих полостях формующего приспособления. Это приводит к значительному снижению производительности, потому что частицы приходится удерживать в формирующих полостях формующего приспособления, ожидая их затвердевания.
Задачей изобретения является повышение производительности изготовления абразивных частиц заданной формы.
Технический результат заявляемого изобретения - повышение производительности изготовления абразивных частиц заданной формы.
Указанный технический результат достигается тем, что в устройстве для изготовления абразивных частиц заданной формы, содержащем формующее приспособление, конвейерную ленту и устройство для отверждения, согласно изобретению конвейерная лента установлена с возможностью прижатия ее рабочей ветви снизу к формующему приспособлению и извлечения из него абразивных частиц, а устройство для отверждения расположено после формующего приспособления по направлению движения конвейерной ленты в пределах ее рабочей ветви и предназначено для отверждения абразивных частиц, находящихся на конвейерной ленте.
Изобретение поясняется чертежом, где показана схема устройства для изготовления абразивных частиц заданной формы.
Заявляемое устройство для изготовления абразивных частиц заданной формы состоит из экструдера 1, конвейерной ленты 2, формующего приспособления 3, опорного вала 4, устройства для отверждения 5, ножа 6 для снятия абразивных частиц заданной формы, бункера 7 для приема изготовленных зерен, валиков 8, 9 и круглой щетки 10.
Заявляемое устройство работает следующим образом. Формовочная смесь 11 из экструдера 1 поступает в виде ленты на непрерывно движущуюся конвейерную ленту 2. При перемещении конвейерной ленты 2 под формующим приспособлением 3 формовочная смесь заполняет формирующие полости формующего приспособления 3. Для обеспечения заполнения формирующих полостей формующего приспособления 3 рабочая ветвь конвейерной ленты 12 прижата опорным валом 4 к формующему приспособлению 3. С увеличением усилия прижима рабочей ветви конвейерной ленты 2 к формующему приспособлению 3 уменьшается толщина слоя формовочной смеси, соединяющей абразивные частицы заданной формы между собой по основанию. Рабочая ветвь конвейерной ленты 12 прижата к формующему приспособлению 3 снизу для того, чтобы абразивных частицы 13 заданной формы находились на наружной поверхности конвейерной ленты 2 - это облегчает снятие абразивные частиц 13 заданной формы с конвейерной ленты. Рабочая ветвь конвейерной ленты 12 поддерживается снизу несколькими опорными валиками для предотвращения ее прогибания. Используя свойство формовочной смеси прилипать к гладкой поверхности конвейерной ленты 2, формовочную смесь в виде абразивных частиц 13 заданной формы извлекают из формирующих полостей формующего приспособления 3. Сверху формирующие полости формующего приспособления 3 периодически очищают круглой щеткой 10 для удаления остатков формовочной смеси. Далее формовочная смесь в виде абразивных частиц 13 заданной формы перемещается конвейерной лентой 2 в устройство для отверждения 5, где под действием источника тепловой или иной энергии формовочная смесь в виде абразивных частиц 13 заданной формы отверждается предварительно либо окончательно в зависимости от назначения и химического состава абразивных частиц 13 заданной формы. Время отверждения абразивных частиц 13 заданной формы зависит от длины устройства отверждения 5, скорости перемещения конвейерной ленты 2 и интенсивности источника энергии. Абразивные частицы 13 заданной формы находятся в устройстве для отверждения 5 в течение такого количества времени, которое необходимо для отверждения. Время отверждения абразивных частиц 13 заданной формы намного больше, чем время их формирования. После отверждения абразивные частицы заданной формы 13 снимают с конвейерной ленты 2 ножом 6 и попадают в бункер 7.
Заявляемое устройство для изготовления абразивных частиц заданной формы позволяет повысить производительность изготовления абразивных частиц заданной формы за счет того, что быстрое формирование абразивных частиц заданной формы и медленное их отверждение выполняются одновременно во времени и в разных устройствах. Это обеспечивается тем, что устройство для отверждения абразивных частиц заданной формы расположено после формующего приспособления по направлению движения и в пределах рабочей ветви конвейерной ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЧАСТИЦ ЗАДАННОЙ ФОРМЫ | 2006 |
|
RU2318650C2 |
| ГАЛТОВОЧНОЕ ТЕЛО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2007 |
|
RU2352448C2 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ ШЛИФОВАЛЬНЫХ ЗЕРЕН ПО ФОРМЕ | 2003 |
|
RU2236303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2008 |
|
RU2388585C2 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
| Галтовочный пост | 2020 |
|
RU2751949C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
| ГАЛТОВОЧНОЕ ТЕЛО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2009 |
|
RU2406601C2 |
| СПОСОБ ИСПЫТАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА МЕХАНИЧЕСКУЮ ПРОЧНОСТЬ | 2005 |
|
RU2292032C1 |
Изобретение относится к области машиностроения и может быть использовано для изготовления абразивных частиц заданной формы. Устройство содержит формующее приспособление, конвейерную ленту и устройство для отверждения. Конвейерная лента установлена с возможностью прижатия ее рабочей ветви снизу к формующему приспособлению и извлечения из него абразивных частиц. Устройство для отверждения расположено после формующего приспособления по направлению движения конвейерной ленты в пределах ее рабочей ветви и предназначено для отверждения абразивных частиц, находящихся на конвейерной ленте. В результате повышается производительность изготовления абразивных частиц заданной формы. 1 ил.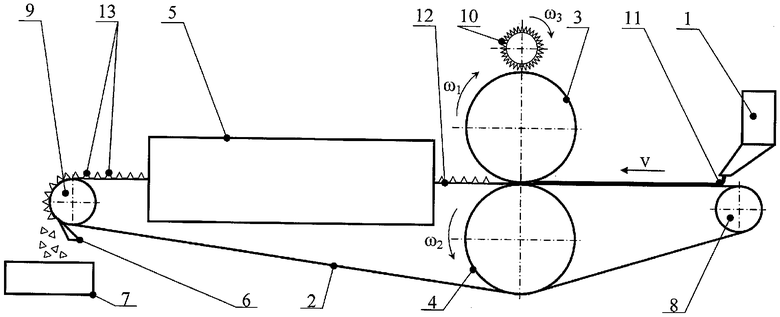
Устройство для изготовления абразивных частиц заданной формы, содержащее формующее приспособление, конвейерную ленту и устройство для отверждения, отличающееся тем, что конвейерная лента установлена с возможностью прижатия ее рабочей ветви снизу к формующему приспособлению и извлечения из него абразивных частиц, а устройство для отверждения расположено после формующего приспособления по направлению движения конвейерной ленты в пределах ее рабочей ветви и предназначено для отверждения абразивных частиц, находящихся на конвейерной ленте.
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2132349C1 |
| US 5090968 A, 25.02.1992. | |||

