Изобретения относятся к авиационно-космической технике, автомобиле- и судостроению, к технике хранения и транспортирования различных газов и жидкостей под давлением, а именно к способам получения оболочковых изделий.
Известен способ изготовления резервуара для транспортировки и хранения сжатых газов, включающий формирование днищ и тонкостенных цилиндрических оболочек с утолщенными свариваемыми кромками, термическую обработку, сварку и установку наружной армирующей оплетки из высокопрочной проволоки, стекловолокна или полимерных материалов, при этом изготовление резервуара осуществляют последовательно от каждой внутренней к каждой относительно ее наружной оболочке, нанизывая на каждую завершенную в изготовлении внутреннюю оболочку элементы сопрягаемой с нею наружной оболочки (заявка РФ №2003117535, публ. 2004 г.).
Недостатком известного способа является его сложность из-за наличия металлургических операций, которые выполняются на высоте в неудобном для монтажа положении, а также повышенная опасность эксплуатации резервуара, которая обусловлена наличием микротрещин в сварных швах.
Наиболее близким к заявляемому изобретению является способ изготовления оболочковых изделий из композиционных материалов, включающий нанесение ленты, являющейся материалом матрицеобразующего материала, на оправку, служащую арматурой для изготовления оболочковых изделий, которая повторяет конфигурацию готового изделия (RU 2083371 С1, МПК В32В 3/12, 10.07.1997).
Задачей заявляемого изобретения является получение оболочковых изделий для транспортирования и хранения веществ, соответствующих требованиям, предъявляемым к сосудам высокого давления.
Технический результат, достигаемый в процессе решения поставленной задачи, заключается в снижении продолжительности технологического процесса получения оболочковых изделий с сохранением требований, соответствующих условиям эксплуатации изделий.
Указанный технический результат согласно изобретению достигается газотермическим напылением матрицеобразующих материалов на арматуру в виде складывающейся сети и наложенную на надувную модель изделия, повторяющую конфигурацию готового изделия, выполненную из эластичных материалов, причем перед нанесением матрицеобраующих материалов в надувной модели с наложенной на нее арматурой создают избыточное давление, обеспечивающее плотное прилегание арматуры к поверхности надувной модели и возникновение в материале арматуры упругих напряжений такой величины, которые после нанесения матрицеобразующих материалов и снятия давления внутри модели обеспечивают наличие объемных сжимающих напряжений в нанесенных матрицеобразующих материалах. После формирования оболочки надувную модель оставляют внутри оболочкового изделия как часть готовой конструкции или извлекают из оболочкового изделия для повторного использования.
Использование надувных моделей из эластичных материалов, изготовленных по форме и размерам изделий в комбинации с наложенной на нее арматурой из упругих материалов, позволяет получать в арматуре уровень упругих напряжений, ограничиваемый только прочностными характеристиками узлов соединения элементов арматуры, что контролируется еще на стадии изготовления. Такая особенность способа получения оболочковых изделий позволяет прогнозировать с большой достоверностью предельные рабочие параметры, например, сосудов, работающих под давлением, если они изготовлены по предлагаемому изобретению.
Использование надувных моделей специальных конструкций из эластичных материалов с различными физическими свойствами в том случае, когда они остаются внутри оболочки и играют роль конструктивного элемента, позволяет еще больше расширить номенклатуру изделий, которые можно получать по предлагаемому изобретению.
В отдельных случаях надувная модель после завершения формирования оболочки, например, когда требуется нанести дополнительное покрытие на внутреннюю поверхность изделия, извлекается из изделия и может быть использована повторно.
Для реализации заявляемого способа предлагается арматура, уровень техники которой известен из п. РФ №2116411. Известная арматура представляет собой плоскую сетку из колец.
Недостаток известного устройства заключается в том, что ячейки сети в виде колец образуют поверхности ограниченной кривизны.
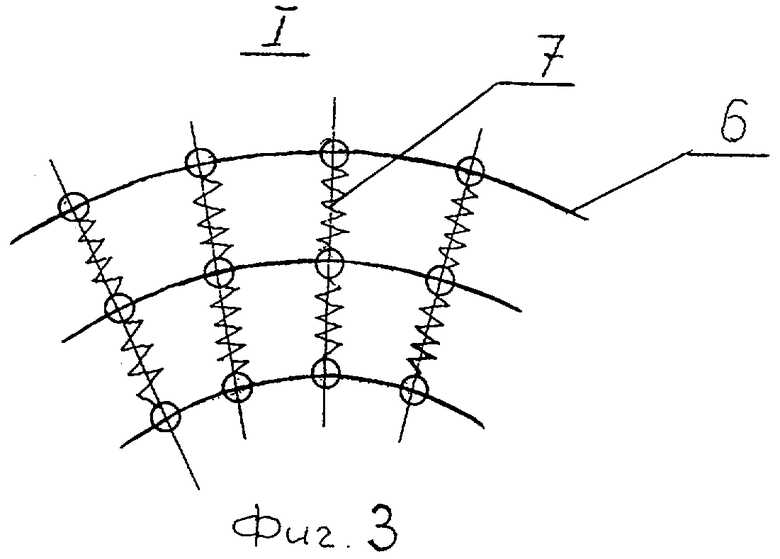
Указанный недостаток устраняется заявляемым изобретением, в котором ячейки сети выполнены комбинацией линейных элементов и пружин из упругих материалов, например высокопрочных сталей, подвижно соединенных между собой, что позволяет получить жесткий каркас с поверхностью различной кривизны.
Способ получения композиционных оболочковых изделий на примере изготовления шарового резервуара для хранения газов под избыточным давлением реализуется следующим образом.
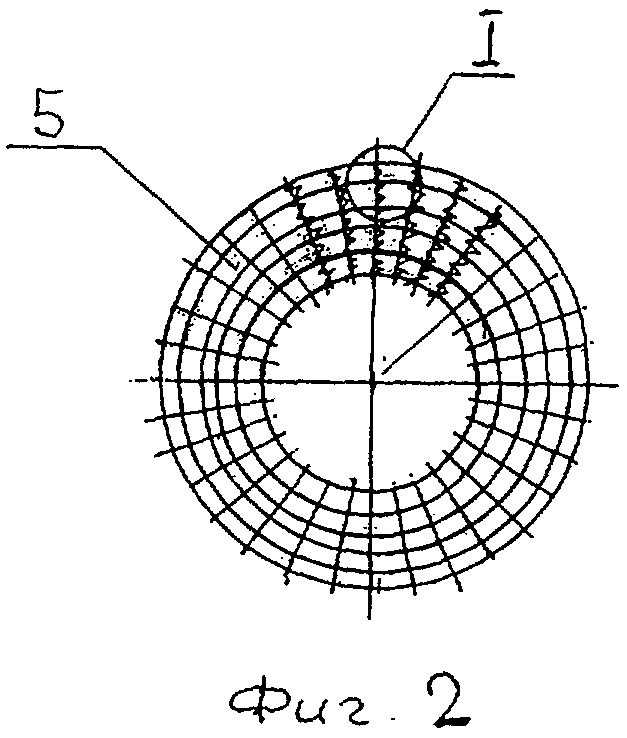
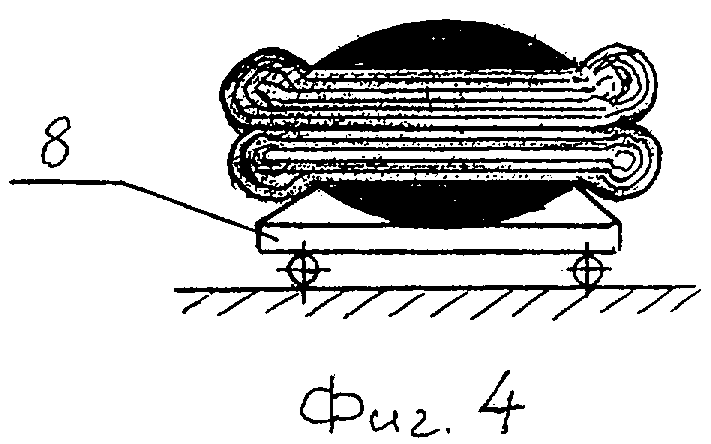
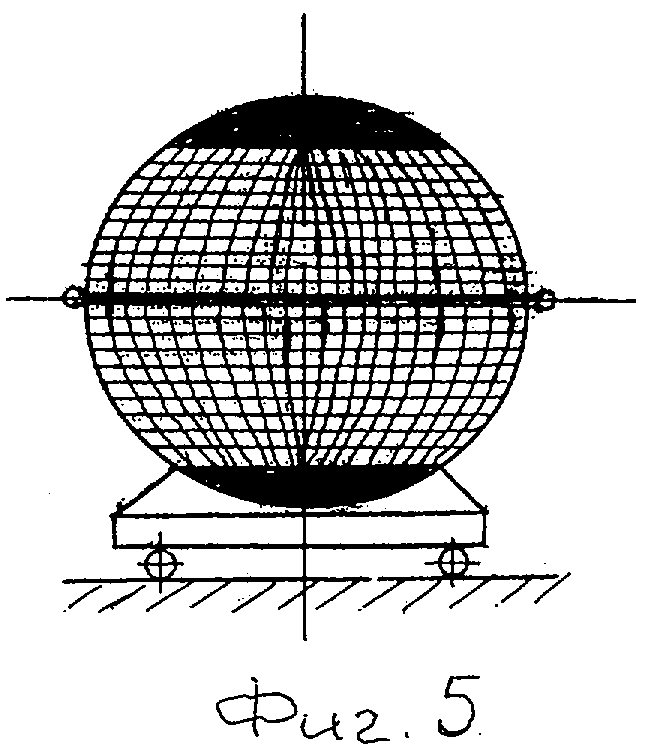
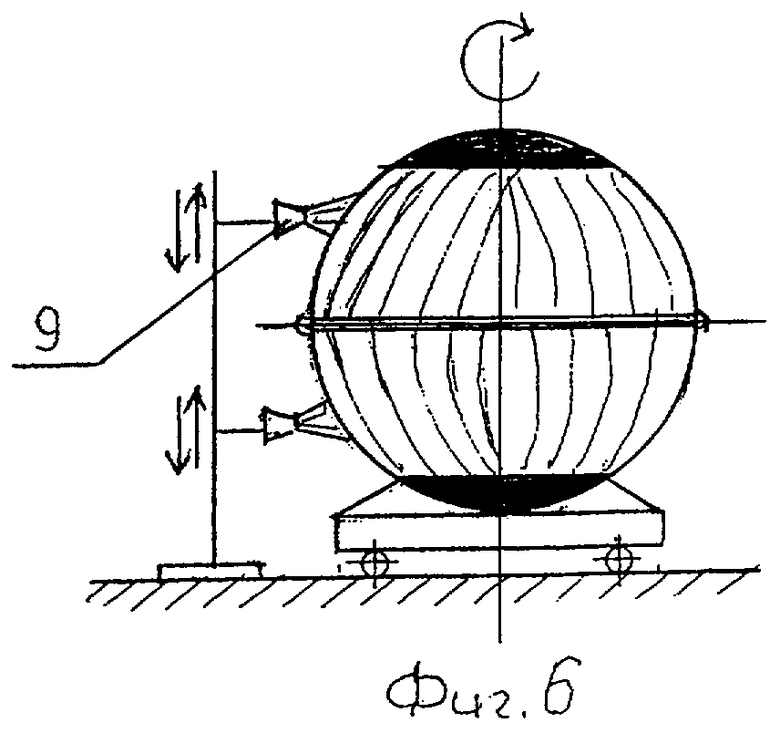
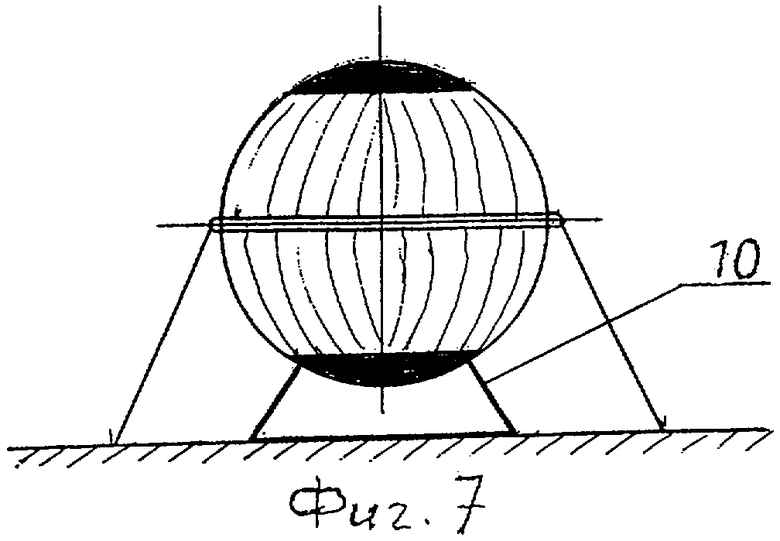
Заявляемый способ поясняется чертежами, где на фиг.1 показаны детали оболочкового изделия шаровой конструкции, на фиг.2 - арматура в виде складывающейся сети; на фиг.3 - элементы арматуры; на фиг.4 - оболочковое изделие на монтажной площадке в сложенном виде; на фиг.5 - оболочковое изделие, подготовленное к нанесению матрицеобразующих материалов; на фиг.6 - газотермическое напыление матрицеобразующих материалов на арматуру с надувной моделью; на фиг.7 - готовое оболочковое изделие.
На заводе изготавливают детали шарового резервуара (Фиг.1) и элементы конструкции оболочкового изделия (Фиг.2, 3): фрагмент днища 1 с газовой арматурой 2, верхнюю часть 3 с люком 4 и газовой арматурой 2, арматуру для шарового изделия в виде круговой сети 5 (Фиг.2, 3) с круговыми элементами 6 проволочного типа и радиальными элементами 7 в виде пружин. Круговые сети изготавливают из расчета полусферы. Одну часть сети, выполняющую нижнюю часть полусферы, скрепляют с фрагментом днища 1, а вторую часть с фрагментом верха 3. По наружному диаметру сети каждой из полусфер выполнены элементы для их связывания в единую конструкцию. Отдельно изготавливают надувную модель шарового резервуара (на чертежах не показана), которую через люк фрагмента 3 помещают внутрь арматуры, либо накладывают арматуру на поверхность надувной модели. Конструкция готова для использования. Материал и конструкция надувной модели зависят от конкретных требований, связанных с назначением и условиями эксплуатации изделия. На площадку для монтажа конструкцию доставляют в сложенном виде (Фиг.4), помещают на специальную вращающуюся платформу 8 и закрепляют за фрагмент днища 1. Надувную модель подключают к компрессору (не показан) и предварительно надувают для придания конструкции сферической формы (Фиг.5). На специальных площадках размещают оборудование для газотермического напыления 9 (Фиг.6). В надувную модель подают расчетное избыточное давление, включают вращение платформы 8 и производят напыление. После достижения необходимой толщины стенки оболочки напыление прекращают, убирают оборудование, демонтируют площадки, убирают вращающуюся платформу, подводят основание 10 под готовое изделие и раскрепляют (Фиг.7). Надувную модель либо оставляют внутри резервуара, либо извлекают для повторного использования в зависимости от назначения и условий эксплуатации изделия. В качестве матрицеобразующих материалов используют металлы, керамики, металлокерамики, полимеры, металлополимеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕНАЖЕР САЛОХИНА (2 ВАРИАНТА) | 2001 |
|
RU2181063C1 |
| ТРЕНАЖЕР | 2004 |
|
RU2254893C1 |
| МНОГОСЛОЙНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2027555C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБОЛОЧЕЧНЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2459888C2 |
| МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАНЕСЕНИЯ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ЕГО НАНЕСЕНИЯ | 2016 |
|
RU2646299C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2283727C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ В УСЛОВИЯХ ОГРАНИЧЕННОГО СНАБЖЕНИЯ ЗАПАСНЫМИ ЧАСТЯМИ И ПРИНАДЛЕЖНОСТЯМИ | 2022 |
|
RU2802278C1 |
| ОБОЛОЧКОВАЯ КОНСТРУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2310576C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРУЮЩЕГО ПОКРЫТИЯ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2364612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2299788C1 |
Изобретение относится к авиационно-космической технике, автомобиле- и судостроению, к технике хранения и транспортирования различных газов и жидкостей под давлением, а именно к способам получения оболочковых изделий. Перед нанесением матрицеобразующих материалов в надувной модели с наложенной на нее арматурой создают избыточное давление, обеспечивающее плотное прилегание арматуры к поверхности модели и возникновение в материале арматуры упругих напряжений такой величины, которые после нанесения матрицеобразующих материалов и снятия давления внутри модели обеспечивают наличие объемных сжимающих напряжений в нанесенных матрицеобразующих материалах. Матрицеобразующие материалы наносят газотермическим напылением на арматуру, повторяющую конфигурацию готового изделия. Арматуру выполняют в виде складывающейся сети, ячейки которой получены комбинацией линейных элементов и пружин, подвижно соединенных между собой. Арматуру накладывают на надувную модель изделия из эластичных материалов. Способ позволяет получить оболочковые изделия для транспортировки и хранения веществ, соответствующих требованиям, предъявляемым к сосудам высокого давления. 2 н. и 2 з.п. ф-лы, 7 ил.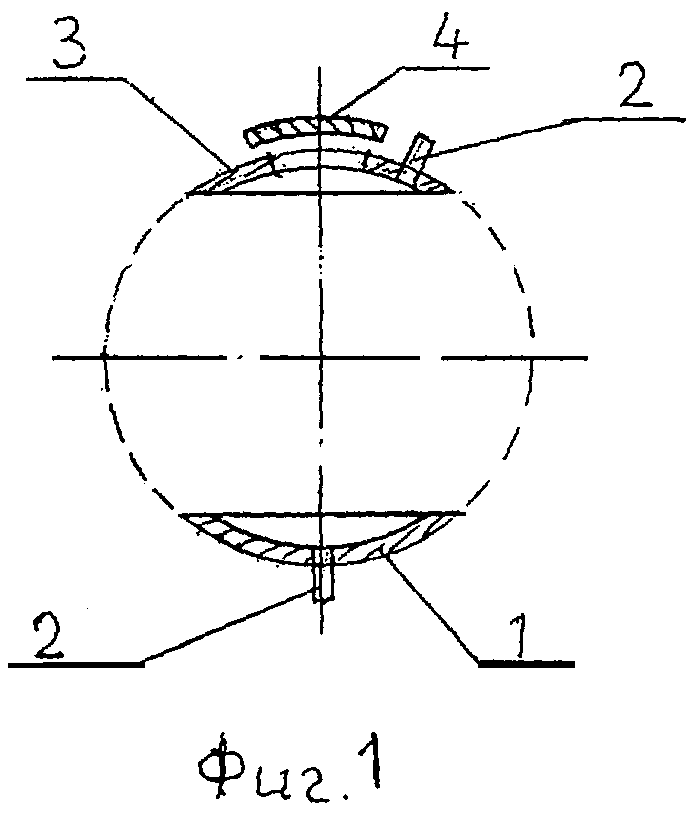
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083371C1 |
| КОМБИНИРОВАННАЯ АВИАЦИОННАЯ ТРАНСПОРТНАЯ СИСТЕМА ДЛЯ ПЕРЕВОЗКИ СЖАТЫХ ГАЗОВ | 2002 |
|
RU2244639C2 |
| СЕТЧАТАЯ ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2149761C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 4137354 A, 30.01.1979 | |||
| US 4284679 A, 18.08.1981. | |||

