Изобретение относится к металлургии, конкретно к прокатному производству на реверсивных одноклетьевых станах.
В России и за рубежом на ряде предприятий находятся в эксплуатации одноклетьевые станы небольшой производительности, строительство современных непрерывных станов для таких предприятий экономически не по силам, в то же время производительность таких станов не удовлетворяет потребностям рынка.
Известен способ производства стальных листов, включающий нагрев литых слябов до температуры 1100...1150°С, черновую прокатку сляба в подкат толщиной, равной примерно трехкратной толщине готового листа с обеспечением температуры конца чистовой прокатки в диапазоне 740...750°С [1].
Недостатком этого способа является невозможность осуществления способа на существующих одноклетьевых станах, после их реконструкции, без существенного снижения их производительности из-за недостаточности площадей в цехе, необходимых для установки нового оборудования.
Известно устройство для реализации этого способа, состоящее из черновой клети для черновых проходов, чистовой клети для чистовых проходов и рольгангов [1].
Недостатком этого устройства является невозможность размещения всего оборудования на существующих одноклетьевых станах, что необходимо для сохранения производительности прокатки.
Наиболее близким по технической сущности является способ прокатки на стане с рольгангом для подстуживания, расположенным перед клетью на линии, параллельной основной линии стана [2].
Согласно этому способу подкаты после черновой прокатки передают на параллельный рольганг, установленный перед клетью, охлаждают на нем до заданной температуры, далее передают подкат на основную линию и прокатывают до готового листа.
Недостатком этого способа является снижение производительности стана из-за встречных потоков и поперечных перемещений подкатов в процессе прокатки.
Известен стан для реализации этого способа, состоящий из реверсивной клети и рольгангов, расположенных на двух линиях стана - основной, служащей непосредственно для прокатки металла, и дополнительной, служащей для подстуживания подкатов и расположенной параллельно основной линии стана [2].
Недостатком этого устройства является невозможность размещения всего оборудования на существующих одноклетьевых станах, а также снижение производительности прокатки.
Задачей предложенного изобретения является повышение производительности прокатки на одноклетьевых станах после их реконструкции на существующих площадях цеха.
Эта задача решается тем, что в известном способе прокатки на одноклетьевом стане, включающем нагрев слябов до температуры прокатки, черновую прокатку слябов в подкаты, охлаждение подкатов до заданной температуры, чистовую прокатку подкатов до толщины листа, черновую прокатку слябов и чистовую прокатку подкатов производят в одной реверсивной рабочей клети сериями из двух и более штук, при этом охлаждение до заданной температуры каждого подката совмещают с черновой прокаткой последующих слябов и с чистовой прокаткой предыдущих подкатов, а соотношение времени охлаждения каждого подката серии до заданной температуры к времени чистовой прокатки подката или черновой прокатки сляба этой серии устанавливают по формулам:
(tподст-tвсп1)/(tчист+tвсп2)=к1,
(tподст-tвсп1)/(tчерн+tвсп3)=к2,
где tподст - время охлаждения (подстуживания) подката после черновой прокатки перед чистовыми пропусками,
tчист - время чистовой прокатки листа,
tчерн - время черновой прокатки подката,
tвсп1 - время паузы между окончанием черновой прокатки последнего подката серии и началом чистовой прокатки первого листа этой серии,
tвсп2 - время паузы между окончанием чистовой прокатки листа и началом чистовой прокатки смежного последующего листа в серии,
tвсп3 - время паузы между окончанием черновой прокатки подката и началом черновой прокатки смежного последующего подката в серии,
к1,2 - любое целое или рациональное число в пределах 1...1,5; 2...2,5; 3...3,5; 4...4,5; 5...5,5; 6...6,5; 7...7,5; 8...8,5.
Настоящее изобретение включает также стан для реализации этого способа, содержащий нагревательные средства, рабочую реверсивную клеть, рабочие рольганги, раскатные и транспортные рольганги, состоящие из секций, средства для охлаждения подкатов, систему управления работой рольгангов. Согласно изобретению система управления выполнена с возможностью образования средств охлаждения подкатов из секций раскатных и транспортных рольгангов перед и за клетью на основной линии стана, при этом перед клетью по ходу прокатки используют секции транспортного рольганга, совмещающего функции транспортировки и охлаждения подкатов, за клетью по ходу прокатки используют секции раскатного и транспортного рольгангов, совмещающие функции транспортировки и охлаждения подкатов, при этом количество секций перед клетью равно количеству секций за клетью и равно на единицу меньше количеству слябов в серии.
Суть предлагаемого изобретения заключается в следующем. При прокатке на одноклетьевом стане листов с промежуточным охлаждением подкатов между черновыми и чистовыми проходами время этого охлаждения весьма значительно, превышает время черновой или чистовой прокатки в два и более число раз, что резко снижает производительность из-за большой длительности цикла прокатки.
Поэтому для повышения производительности прокатки время промежуточного охлаждения одного подката совмещают со временем черновой или чистовой прокатки другого или других подкатов, снижая, тем самым, средний ритм прокатки листов, величина которого в этом случае равна сумме времен черновой и чистовой прокатки каждого листа, а также части времени, приходящегося на промежуточное охлаждение каждого подката.
Чем меньше доля времени промежуточного охлаждения, входящего в средний ритм прокатки листа, тем меньше средний ритм прокатки листов и, следовательно, выше производительность стана.
Согласно выше приведенной формуле, чем ближе к целому числу величина соотношения времени охлаждения подката к времени его чистовой прокатки (с учетом времени, приходящегося на необходимые вспомогательные операции), тем меньше доля времени промежуточного охлаждения, входящего в средний ритм прокатки листа и, следовательно, выше производительность стана.
Предлагаемое изобретение поясняется чертежом, где показан общий вид стана для прокатки листов, на котором реализуется предложенный способ прокатки, и циклограмма его осуществления.
Стан состоит из рабочей реверсивной клети 1, рабочих рольгангов 2, раскатных рольгангов 3 и транспортных рольгангов 4, включающих секции 5. Средства охлаждения подкатов образуют из секций 5 рольгангов 3, 4 с каждой стороны рабочей клети 1 на основной линии стана, при этом перед клетью 1 по ходу прокатки используют секции 5 транспортного рольганга 4, совмещающего функции транспортировки и охлаждения подкатов, а за клетью 1 по ходу прокатки используют секции 5 раскатного и транспортного рольгангов 3, 4, совмещающих функции транспортировки и охлаждения подкатов, при этом количество секций перед клетью равно количеству секций за клетью и равно на единицу меньше количеству слябов в серии.
Работа устройства описана на примере осуществления предлагаемого способа.
Способ контролируемой прокатки листов включает нагрев слябов до температуры прокатки, черновую прокатку слябов в подкаты толщиной, кратной 3...7 толщинам готового листа, охлаждение подкатов до заданной температуры, чистовую прокатку подкатов до толщины листа, при этом черновую прокатку слябов и чистовую прокатку подкатов производят в одной реверсивной рабочей клети сериями из двух и более штук, а охлаждение до заданной температуры каждого подката совмещают с черновой прокаткой последующих слябов и с чистовой прокаткой предыдущих подкатов, при этом соотношение времени охлаждения каждого подката серии до заданной температуры к времени чистовой прокатки подката или черновой прокатки сляба этой серии устанавливают по формулам:
(tподст-tвсп1)/(tчист+tвсп2)=к1,
(tподст-tвсп1)/(tчерн+tвсп3)=к2,
где tподст - время охлаждения (подстуживания) подката после черновой прокатки перед чистовыми пропусками,
tчист - время чистовой прокатки листа,
tчерн - время черновой прокатки подката,
tвсп1 - время паузы между окончанием черновой прокатки последнего подката серии и началом чистовой прокатки первого листа этой серии,
tвсп2 - время паузы между окончанием чистовой прокатки листа и началом чистовой прокатки смежного последующего листа в серии,
tвсп3 - время паузы между окончанием черновой прокатки подката и началом черновой прокатки смежного последующего подката в серии,
к1,2 - любое целое или рациональное число в пределах 1...1,5; 2...2,5; 3...3,5; 4...4,5; 5...5,5; 6...6,5; 7...7,5; 8...8,5.
При транспортировке серии слябов к клети 1 для черновой прокатки рольганг 4 перед клетью используется только как транспортный. После черновой прокатки подкаты поступают за клеть 1 на раскатной рольганг 3 и транспортный рольганг 4, секции 5 которых по управлению используют как средство для промежуточного охлаждения подкатов (путем покачивания). После охлаждения подкаты поступают на транспортный рольганг 4 перед клетью, секции 5 которого по управлению используют как средство для охлаждения подкатов (путем покачивания) перед их чистовой прокаткой. После охлаждения подкаты поступают на чистовую прокатку с использованием раскатных рольгангов 3 за и перед клетью 1 по основному назначению. После завершения чистовой прокатки готовые листы поступают на транспортный рольганг 4, который в этом случае используется по основному назначению, и далее по технологическому потоку.
На циклограмме, представленной в осях «путь-время», изображены операции перемещения серии слябов I, II, III, IV к клети, черновой прокатки каждого из этих слябов за время tчер в подкаты, подстуживания каждого подката в течение времени tподст перед его чистовой прокаткой за время tчист, также изображено время паузы tвсп1 между окончанием черновой прокатки сляба IV и началом чистовой прокатки подката I, время паузы tвсп2 между окончанием чистовой прокатки подката I и началом чистовой прокатки подката II и время паузы tвсп3 между окончанием черновой прокатки сляба I и началом черновой прокатки сляба II. Темп поступления на прокатку каждой серии слябов I, II, III, IV, определяющий производительность, равен времени t. Чем меньше время t, тем выше часовая производительность стана.
Исходя из циклограммы, представленной на фиг.1, следует, что при прокатке серии слябов, состоящей из четырех штук, время t будет минимальным при условии, когда сумма времени чистовой прокатки трех слябов серии (т.е. на единицу меньше) и времени пауз tвсп1+3·tвсп3 будет равна или несколько менее времени подстуживания каждого подката tподст или когда сумма времени черновой прокатки трех слябов серии (т.е. на единицу меньше) и времени пауз tвсп1+3·tвсп3 будет равна или несколько менее времени подстуживания каждого подката tподст
Использование предложенного изобретения позволит увеличить часовую производительность одноклетьевых станов при контролируемой прокатке листов.
Источники информации
1. Полухин П.Н. и др. Прокатка толстых листов. М., Металлургия, 1984, с.31.
2. Матросов Ю.И. и др. Сталь для магистральных газопроводов. - М., Металлургия, 1984, с.250 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛИРУЕМОЙ ПРОКАТКИ ЛИСТОВ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2596733C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| Способ горячей прокатки стали на широкополосовом стане | 1980 |
|
SU977075A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ НА РЕВЕРСИВНОМ СТАНЕ | 2018 |
|
RU2697301C1 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| Стан для горячей прокатки полос и листов | 1978 |
|
SU1089818A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2414516C1 |
Изобретение предназначено для прокатки листов на реверсивных одноклетьевых станах. Способ включает нагрев слябов до температуры прокатки, черновую прокатку слябов и чистовую прокатку подкатов, которую производят в одной реверсивной рабочей клети сериями из двух и более штук. Повышение производительности стана и экономия производственных площадей достигаются за счет того, что черновую прокатку слябов производят в подкаты толщиной, кратной 3...5 толщинам готового листа, охлаждение каждого подката совмещают с черновой прокаткой последующих слябов и с чистовой прокаткой предыдущих подкатов, а отношение времени охлаждения каждого подката серии к времени чистовой или черновой прокатки подката этой серии регламентировано. Стан содержит нагревательные средства, рабочую реверсивную клеть, рабочие рольганги, раскатные рольганги и транспортные рольганги, состоящие из секций, средства охлаждения подкатов, систему управления работой рольгангов, которая выполнена с возможностью приведения секций транспортных и раскатных рольгангов с каждой стороны рабочей клети на основной линии стана в средства охлаждения подкатов с совмещением функций транспортировки и охлаждения - перед клетью по ходу прокатки секций транспортного рольганга, за клетью по ходу прокатки - секций раскатного и транспортного рольгангов. Количество секций перед клетью равно количеству секций за клетью. 2 н.п. ф-лы, 1 ил.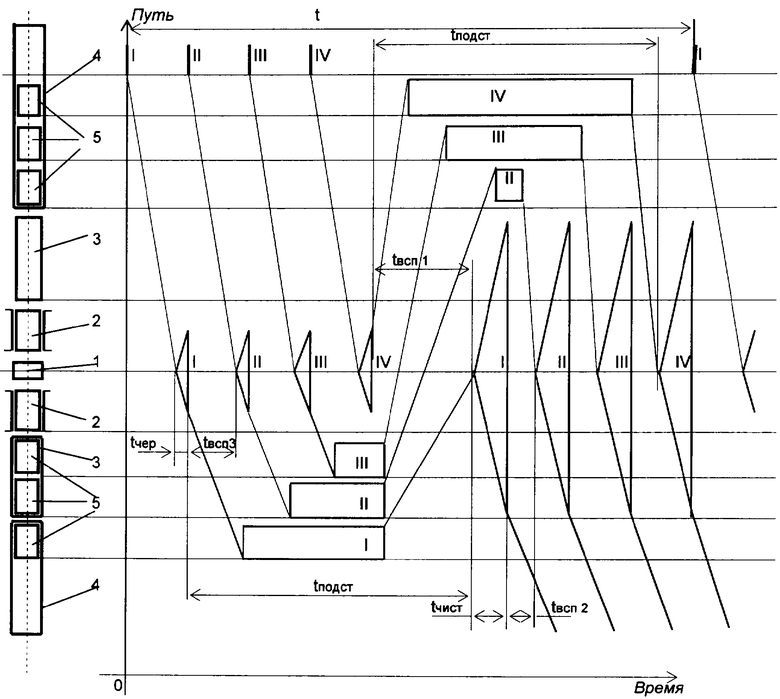
(tподст-tвсп1)/(tчист+tвсп2)=к1,
(tподст-tвсп1)/(tчерн+tвсп3)=к2,
где tподст - время охлаждения подката после черновой прокатки перед чистовыми пропусками;
tчист - время чистовой прокатки листа;
tчерн - время черновой прокатки листа;
tвсп1 - время паузы между окончанием черновой прокатки последнего подката серии и началом чистовой прокатки первого подката этой серии;
tвсп2 - время паузы между окончанием чистовой прокатки листа и началом чистовой прокатки смежного последующего подката в серии;
tвсп3 - время паузы между окончанием черновой прокатки подката и началом черновой прокатки смежного последующего подката в серии;
к1,2 - любое целое или рациональное число в пределах 1...1,5; 2...2,5; 3...3,5; 4...4,5; 5...5,5; 6...6,5; 7...7,5; 8...8,5.
| МАТРОСОВ Ю.И | |||
| и др | |||
| Сталь для магистральных газопроводов | |||
| - М.: Металлургия, 1984, с.250 | |||
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2254183C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| US 4497191 A, 05.02.1985. | |||

