СХ5 00
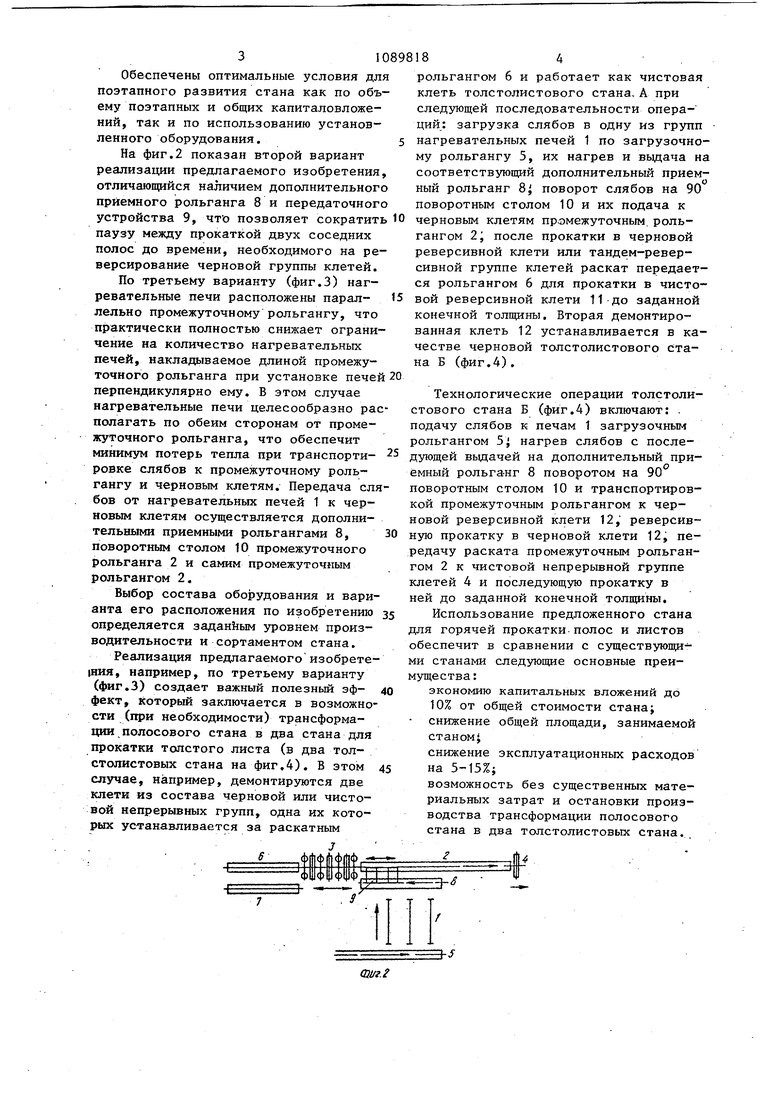
эо Изобретение относится к металлургни, а конкретно к прокатному производству, и может быть использовано при строительствеНОВЫХ и реконструкции действующих станов для горячей прокатка полос и листов. Известны станы для горячей прокатки полос и листов, включающие нагревательные печи, черновую и чистовую группы клетей, соединенных промежуточнымн рольгангами. Технические возможности станов и уровень капитальных затрат на их сооружение в значительной мере определяются составом основного оборудования и схемой его расположения (его компоновкой). в этом плане имеют мес то две основные тенденции развития станов, т. е. сокращение общей длины поэтапное развитие и модернизацияi Сокращение общей длины стана позволяет получить значительную экономи капитальных затрат, а направление на лоэтапное развитие и модернизацию станов горячей прокатки полос и лис тов обусловлено стремлением быстрее получить отдачу от уже изготовленног и установленного оборудования. Сохранение традиционного расположения основного оборудования: печь черновая группа - чистовая группа, определяющего технологический поток широкополосного стана, горячей прокат ки, затрудняет, а иногда и делает невозможной модернизацию (рекострукцию) старых действующих станов без их остановки на длительный период и снижения достигнутого уровня производства, так как в условиях старых заводов, как правило, отсутствует не обходимый резерв площадей. Целью изобретения является снижение общих капитальных затрат на стро ительство станов горячей прокатки полос и листов, снижение эксплуатационных расходов и повьш1ение коэффициента использования общей площади, занимаемой станом. Цель достигается тем, что на стане горячей прокатки полос, включающем нагревательные печи, черновую и чистовую группы клетей, соединенных промежуточным рольгангом, нагревательные печи установлены у промежуточного рольганга, при этом стан снабжен дополнительным приемным роль Гангом и передаточным устройством, размещенным у промежуточного рольган га. Кроме того, нагревательные печи стана расположены параллельно промежуточному рольгангу по обеим его сторонам. На фиг.1-4 показаны возможные варианты расположения основного оборудования по предлагаемой схеме. Особенностью предлагаемого прокатного стана (см, фиг.1) является то. что нагревательные печи 1 располагаются у промежуточного рольганга 2 между Черновой тандем-реверсивной группой 3 и чистовой группой клетей 4. Работа слана обеспечивается загрузочным рольгангом 5, раскатным рольгангом 6 и устройством для уборки недокатов 7. Предлагаемый стан (фиг.1) обебпечивает следующую последовательность операций: после нагрева в печах 1, расположенных непосредственно у промежуточного рольганга 2, слябы поступают на промежуточный рольганг, совмещающий функции передачи раската к чистовой группе клетей с функцией приемки сляба и его подачи от нагревательной печи к тандем-реверсивной группе клетей 3. В черновой тандемреверсивной группе прокатка полос до заданной толщины выполняется за четное число пропусков. Число пропусков и количество черновых клетей опреде- ляются заданным уровнем производительности стана. После прокатки в черновых клетях до заданной толщины раскат передается промежуточным рольгангом к чистовой группе клетей,4, где осуществляется его прокатка до конечного размера. . Предлагаемый вариант стана для горячей прокатки полос имеет следующие достоинства. Существенно- зт еньшена общая длина стана. Повышен коэффициент использования общей площади, занимаемой станом, за счет использования свободных площадей у промежуточного рольганга. Снижены эксплуатационные расходы, поскольку новое расположение нагревательных печей позволяет прокатывать сляб до заданной толщины в тандем-реверсивной группе с одним реверсом, что снижает тепловые потерив черновыхклетях, а следовательно,и расходы на нагрев слябов, повышает эффективность использования электроэнергии. Обеспечены оптимальные условия дл поэтапного развития стана как по объ ему поэтапных и общих капиталовложений, так и по использованию установленного оборудования. На фиг.2 показан второй вариант реализации предлагаемого изобретения отличающийся наличием дополнительног приемного рольганга 8 и передаточног - ---Г-Г-, устройства 9, чго позволяет сократит паузу между прокаткой двух соседних полос до времени, необходимого на ре версирование черновой группы клетей. По третьему варианту (фиг.З) нагревательные печи расположены параллельно промежуточному рольгангу, что практически полностью снижает ограни чение на количество нагревательных печей, накладываемое длиной промежуточного рольганга при установке пече перпендикулярно ему. В этом случае нагревательные печи целесообразно ра полагать по обеим сторонам от промежуточного рольганга, что обеспечит - минимум потерь тепла при транспортировке слябов к промежуточному рольГангу и черновым клетям. Передача сля бов от нагревательных печей 1 к черновым клетям осуществляется дополнительными приемными рольгангами 8, поворотным столом 10 промежуточного рольганга 2 и самим промежуточным рольгангом 2. Выбор состава оборудования и варианта его расположения по изобретению определяется заданным уровнем производительности и сортаментом стана. Реализация предлагаемого изобрете|ния, например, по третьему варианту (фиг.З) создает важный полезный эффакт, который заключается в возможности (при необходимости) трансформации , полосового стана в два стана для прокатки толстого листа (в два толстолистовых стана на фиг.4). В этом случае, например, демонтируются две клети из состава черновой или чистовой непрерывных групп, одна их которых устанавливается за раскатным J рольгангом 6 и работает как чистовая клеть толстолистового стана, А при следующей последовательности операций: загрузка слябов в одну из групп нагревательных печей 1 по загрузочному рольгангу 5, их нагрев и вьщача на соответствующий дополнительны приемный рольганг 8i поворот слябов на 90 Поворотным столом 10 и их подача к черновым клетям промежуточным рольгангом 2; после прокатки в черновой реверсивной клети или тандем-реверсивной группе клетей раскат передается рольгангом 6 для прокатки в чистовой реверсивной клети 11 до заданной конечной толщины. Вторая демонтированная клеть 12 устанавливается в качестве черновой толстолистового стана Б (фиг.4) . Технологические операции толстолистового стана Б (фиг.4) включают: . подачу слябов к печам 1 загрузочным рольгангом 5; нагрев слябов с послеjJUJibicijtu-oM 1 J нзгрев сляоов С после- дующей вьщачей на дополнительный приемный рольга-нг 8 поворотом на 90° поворотным столом 10 и транспортировкой промежуточным рольгангом к черновой реверсивной клети 12, реверсивную прокатку в черновой клети 12, передачу раската промежуточным рольгангом 2 к чистовой непрерывной группе клетей 4 и последующую прокатку в ней до заданной конечной толщины. Использование предложенного стана для горячей прокатки.полос и листов обеспечит в сравнении с существующии станами следующие основные преиущества : экономию капитальных вложений до 10% от общей стоимости стана; снижение общей площади, занимаемой станом снижение эксплуатационных расходов на 5-15%; возможность без существенных материальных затрат и остановки производства трансформации полосового стана в два толстолистовых стана.
фигА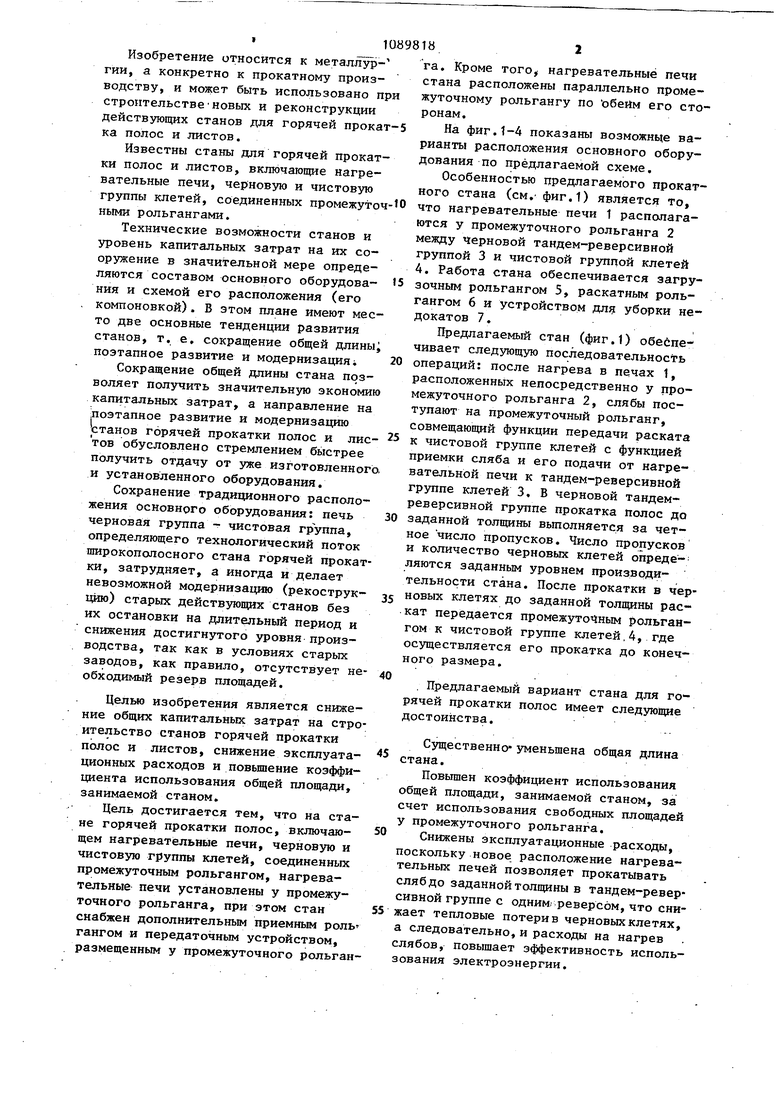
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки толстолистовой стали | 1983 |
|
SU1152673A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС | 1993 |
|
RU2044580C1 |
| Стан для горячей прокатки полосы | 1981 |
|
SU973209A1 |
| Прокатный стан для производства горячекатанных полос | 1978 |
|
SU778830A1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| Способ горячей прокатки стали на широкополосовом стане | 1980 |
|
SU977075A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС НА МЕТАЛЛУРГИЧЕСКОМ КОМПЛЕКСЕ МНЛЗ - ШИРОКОПОЛОСОВОЙ СТАН | 2009 |
|
RU2415724C1 |
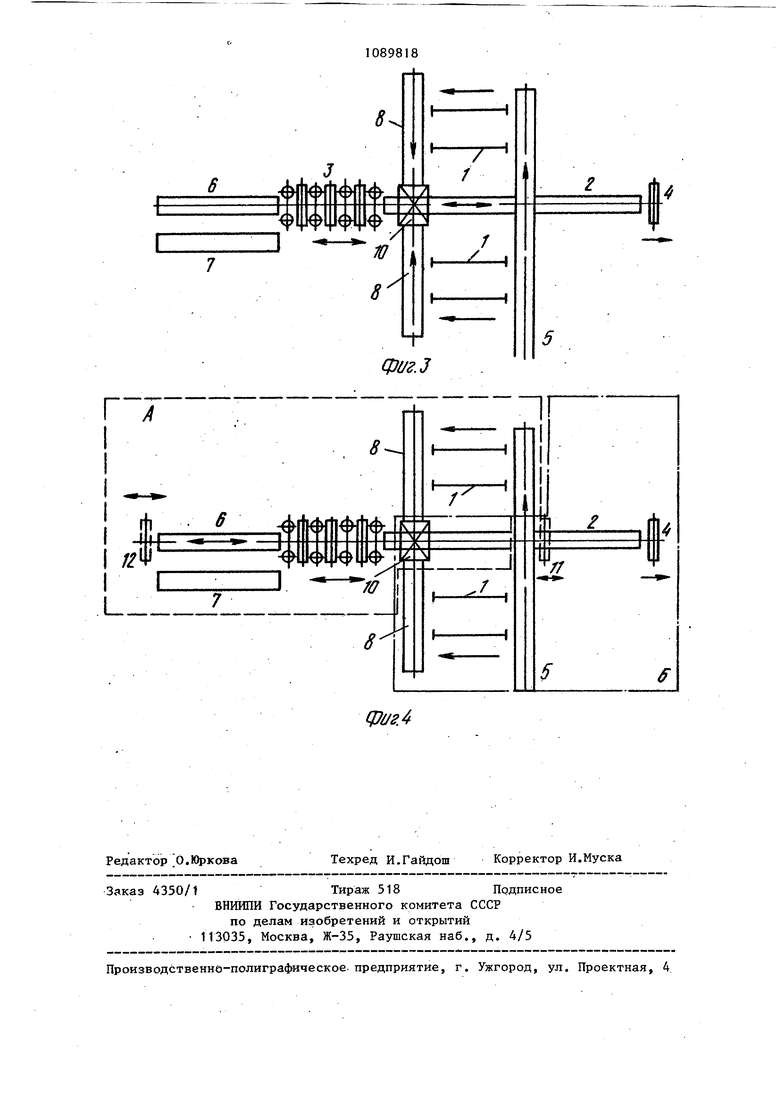
1.СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И ЛИСТОВ, включающий нагревательные печи, черновую и чистовую группы клетей, соединенные промежуточным рольгангом, отличающийся тем, что, с целью снижения общих.капитальных затрат, эксплуатационных расходов и повьппения коэффициента использования общей площади, занимаемой станом, нагревательные печи расположены у промежуточного рольганга. 2.Стан ПОП.1, отличающийся тем, что, с целью повьшения производительности стана, он снабжен дополнительным приемным рольгангом и передаточным устройством, размещенным у промежуточного рольганга. 3.Стан ПОП.1, отличаюС щийся тем, что, с целью расширения технологических возможностей ста(Л на, нагревательные печи расположены параллельно промежуточному рольгангу по обеим его сторонам.
| Целиков А.И., Зюзин В.И | |||
| Современное развитие прокатных станов | |||
| М., Металлургия, 1972, с | |||
| ПРИСПОСОБЛЕНИЕ, ЗАТРУДНЯЮЩЕЕ КРАЖУ ЭЛЕКТРИЧЕСКОЙ ЛАМПЫ | 1922 |
|
SU399A1 |
