Изобретение относится к инструментальному производству и может быть использовано при обработке режущей части фрез, преимущественно угловых.
При обработке режущей части фрез решается задача обеспечения на главной режущей кромке заданных значений угла в плане, переднего угла и угла наклона режущей кромки. На угловых фрезах необходимо также выполнить условие постоянства ширины ленточки на главной режущей кромке.
Известен способ фрезерования остроугольных канавок на конусе, заключающийся в том, что ось заготовки, закрепленной в делительной головке, поворачивают в вертикальной плоскости на угол, величину которого корректируют путем пробных проходов (Пикус М.Ю., Пикус И.М. Справочник фрезеровщика. Минск, 1975, стр.277, 278).
Недостатками данного способа являются повышенная трудоемкость наладки, вызванная необходимостью пробных проходов и низкое качество обработки, заключающееся в непостоянстве ширины ленточки на главной режущей кромке. Кроме этого данный способ не позволяет обрабатывать фрезы с ненулевой геометрией.
Известен также способ фрезерования косых пазов, сущность которого заключается в том, что ось заготовки, закрепленной в делительной головке, поворачивают в горизонтальной плоскости на расчетный угол, а производящий профиль обрабатывающей фрезы смещают относительно диаметральной плоскости (Блюмберг В.А., Зазерский Е.И. Справочник фрезеровщика. - Л.: Машиностроение, 1984, стр.223-225).
Недостатком известного способа является невозможность обеспечения произвольного угла в плане на режущей части обрабатываемых фрез.
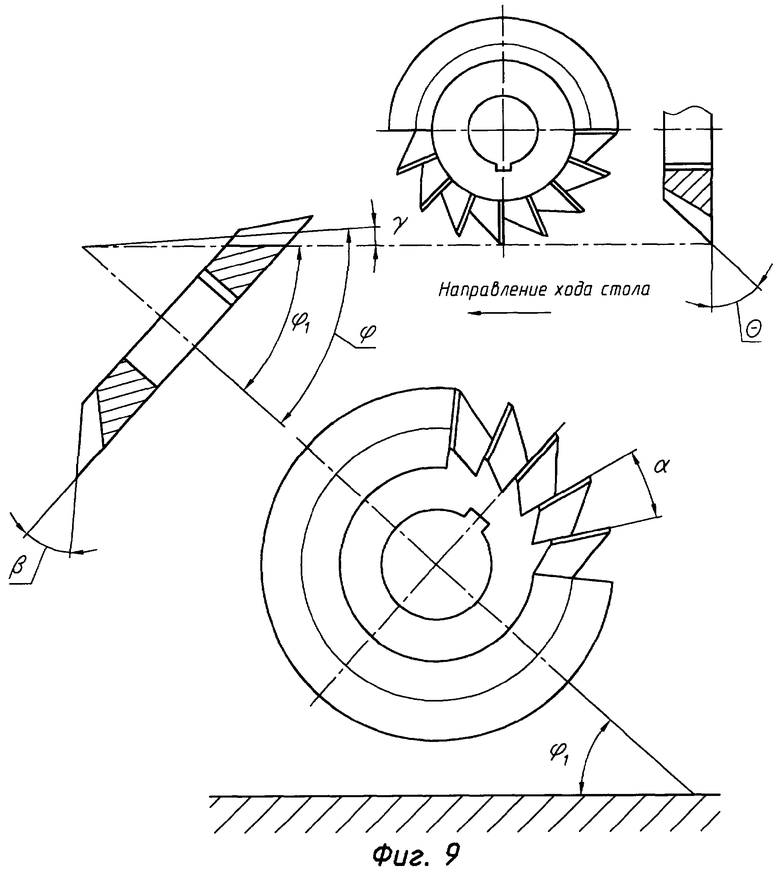
Наиболее близким техническим решением, выбранным в качестве ближайшего аналога, является способ фрезерования стружечных канавок на торцовых и конических поверхностях фрез, включающий позиционирование оси заготовки в пространстве, позиционирование заготовки в пространстве и образование стружечных канавок путем относительного перемещения формообразующей поверхности инструмента при дискретном вращении заготовки, при этом заготовку устанавливают в делительную головку, ось которой поворачивают в вертикальной или горизонтальной плоскости на угол ϕ1, а формообразующую поверхность инструмента выставляют в диаметральной плоскости заготовки, причем угол ϕ1 определяется следующей зависимостью:
ϕ1=ϕ-γ;
где ϕ=arctg(cosαctgβ) - половина угла при вершине конуса заготовки;
γ=arcsin(sinϕ tgα ctgθ) - вспомогательный угол;
θ - угол профиля рабочей фрезы;
 - центральный угол между зубьями изготавливаемой фрезы;
- центральный угол между зубьями изготавливаемой фрезы;
z - число зубьев изготавливаемой фрезы;
β - угол конуса обрабатываемой фрезы (Палей М.М., Технология производства металлорежущих инструментов, М.: Машиностроение, 1982, стр.74, 75).
Недостатками данного способа являются недостаточные технологические возможности, не позволяющие применять его для обработки фрез с ненулевой геометрией.
Технической задачей, на которую направлено изобретение, является разработка способа обработки режущей части угловых фрез как с нулевой, так и с ненулевой геометрией, обеспечивающего получение на главной режущей кромке ленточки постоянной ширины.
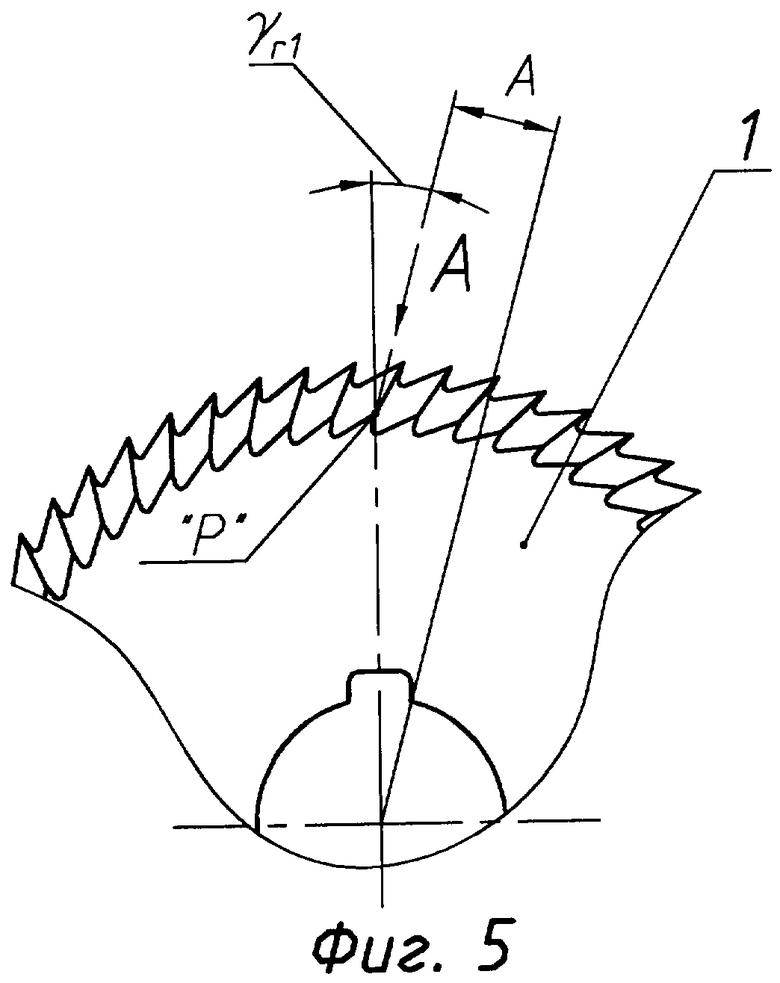
Указанная задача решается тем, что в способе обработки режущей части фрез, включающем позиционирование оси заготовки в пространстве, позиционирование заготовки в пространстве с помощью делительной головки и образование стружечных канавок путем относительного перемещения формообразующей поверхности инструмента при дискретном вращении заготовки, для осуществления позиционирования заготовки на ее торце размечают одну точку передней поверхности в плоскости, параллельно смещенной от диаметральной на величину А, которую определяют
следующей зависимостью:
где D1 - диаметр меньшего торца заготовки;
γr1 - радиальный передний угол обрабатываемой фрезы для точки режущей кромки, расположенной на меньшем торце, позицирование оси заготовки в пространстве осуществляют за счет ее поворота на два угла путем поворота шпинделя делительной головки на угол δв, который определяют зависимостью
δв=arctg(tgγо1cosγr1),
где γo1 - осевой передний угол обрабатываемой фрезы для точки режущей кромки, расположенной на меньшем торце,
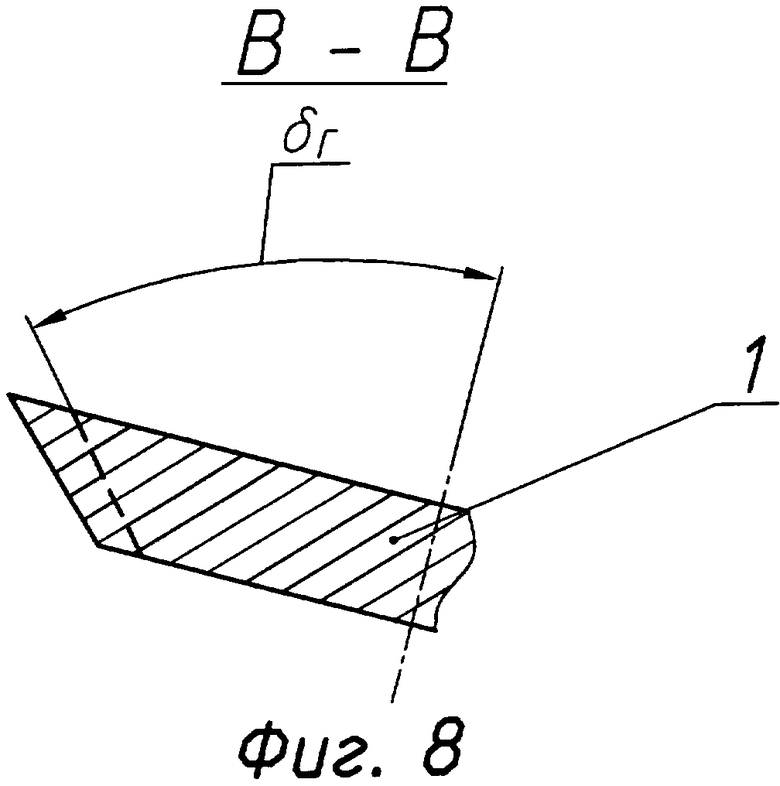
и поворота делительной головки на столе станка относительно направления относительного перемещения на угол δГ, величину которого определяют зависимостью
δГ=arctg(tgχКcosδВ),
где χК - угол наклона дна стружечной канавки в плоскости передней поверхности,
при этом при образовании стружечных канавок обеспечивают прохождение формообразующей поверхности инструмента через размеченную точку.
Фрезерование стружечных канавок на заготовке, ось которой позиционируют в пространстве разворотом в двух плоскостях, в сочетании с разметкой одной точки передней поверхности в плоскости, параллельно смещенной от диаметральной на величину А, позволяет обрабатывать угловые фрезы с любыми величинами переднего угла и угла наклона режущей кромки. Кроме этого фрезерование стружечных канавок с такой установкой позволяет обеспечить постоянство ширины ленточки угловой фрезы, что положительно сказывается на ее стойкости.
Анализ известных технических решений в данной области техники показал, что предложенный способ обработки режущей части фрез имеет признаки, которые отсутствуют в аналогах, а их использование в заявляемой совокупности существенных признаков позволяет получить новый технический результат. Следовательно, заявляемое техническое решение соответствует критерию «изобретательский уровень».
Заявителю не известны способы обработки режущей части угловых фрез с указанной совокупностью существенных признаков, и заявленная совокупность существенных признаков не вытекает явным образом из современного уровня техники, что подтверждает соответствие заявляемого технического решения условию «новизна».
Заявляемое техническое решение поясняется чертежами, где
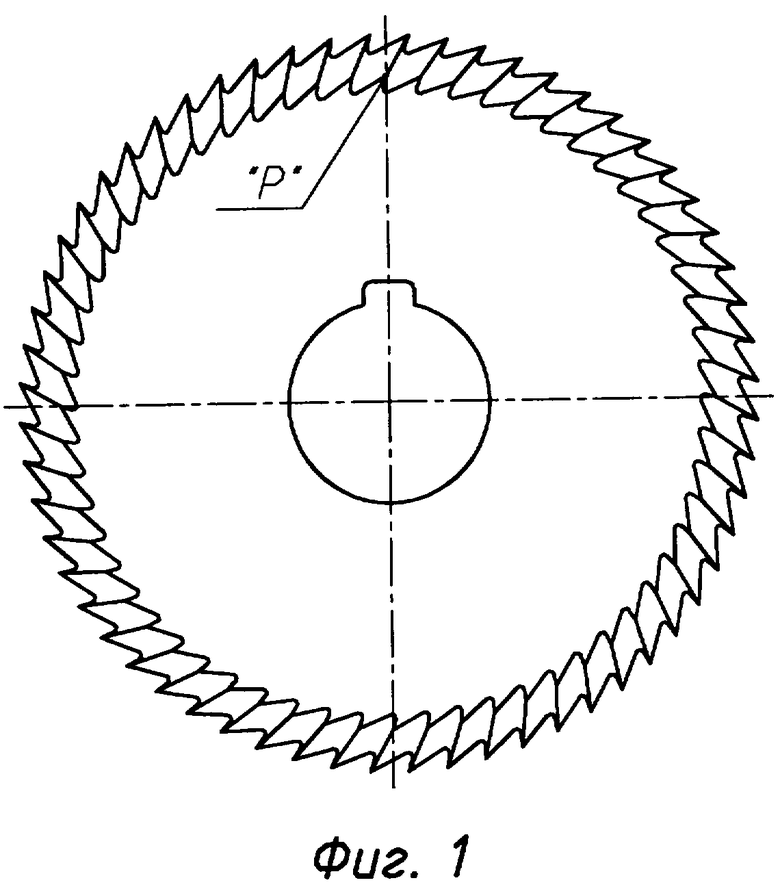
фиг.1 представлена угловая фреза с ненулевой геометрией;
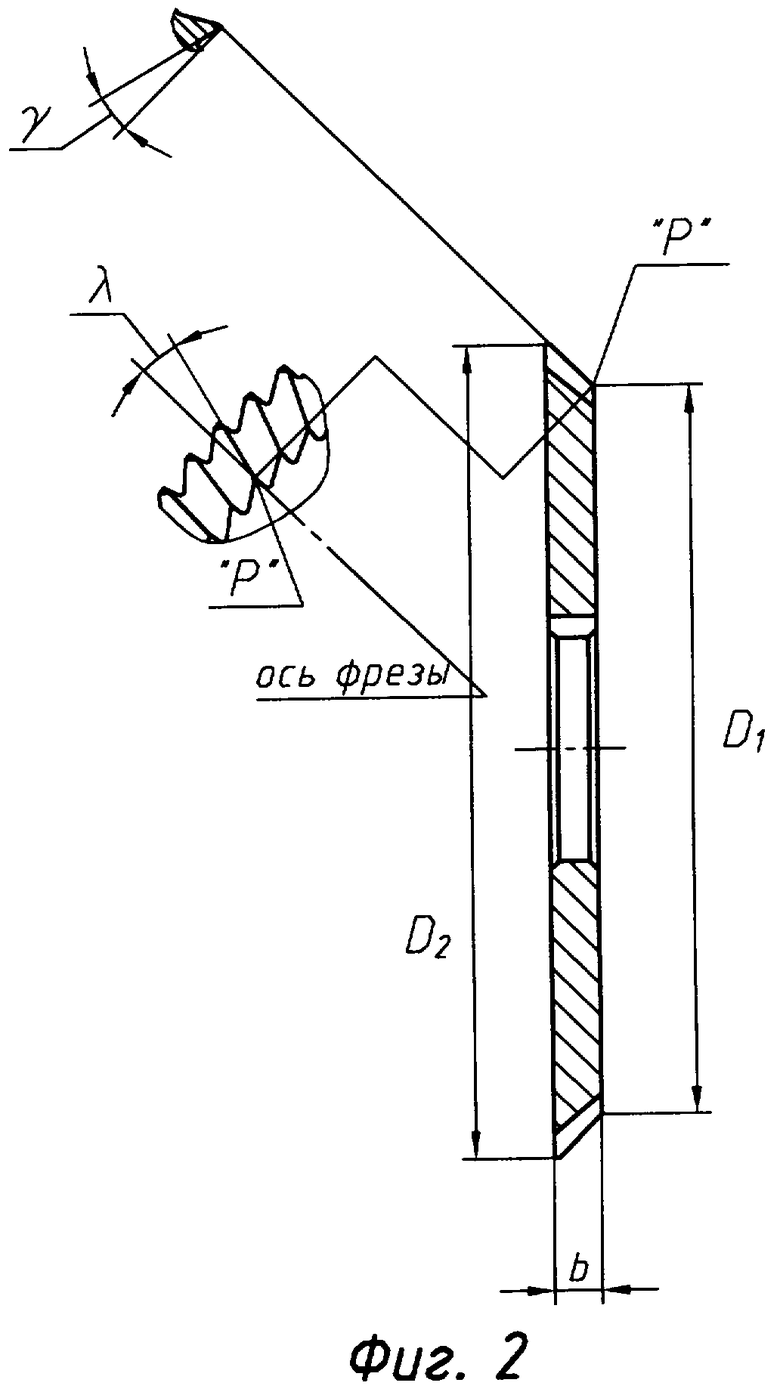
фиг.2 - то же, вид сбоку в разрезе;
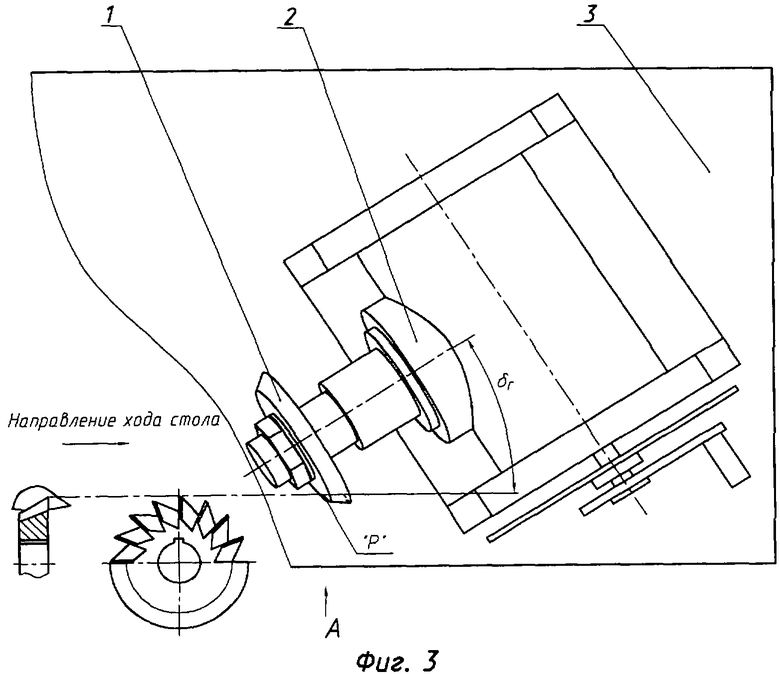
фиг.3 - схема установки заготовки угловой фрезы на столе вертикально-фрезерного станка;
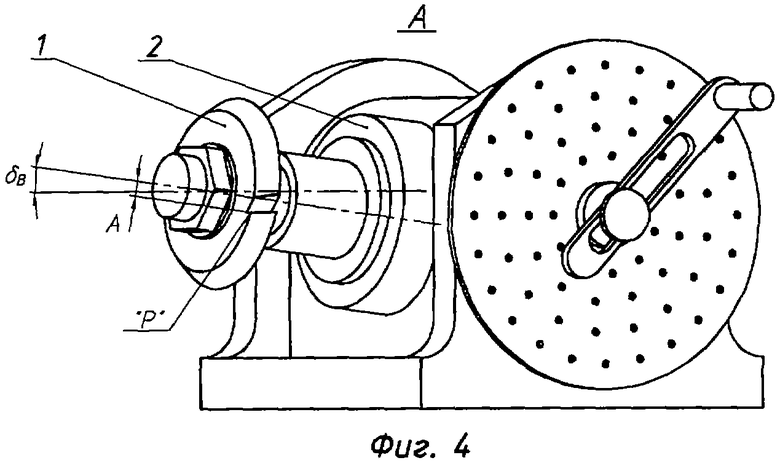
фиг.4 - вид А на фиг.3;
фиг.5 - расчетная схема;
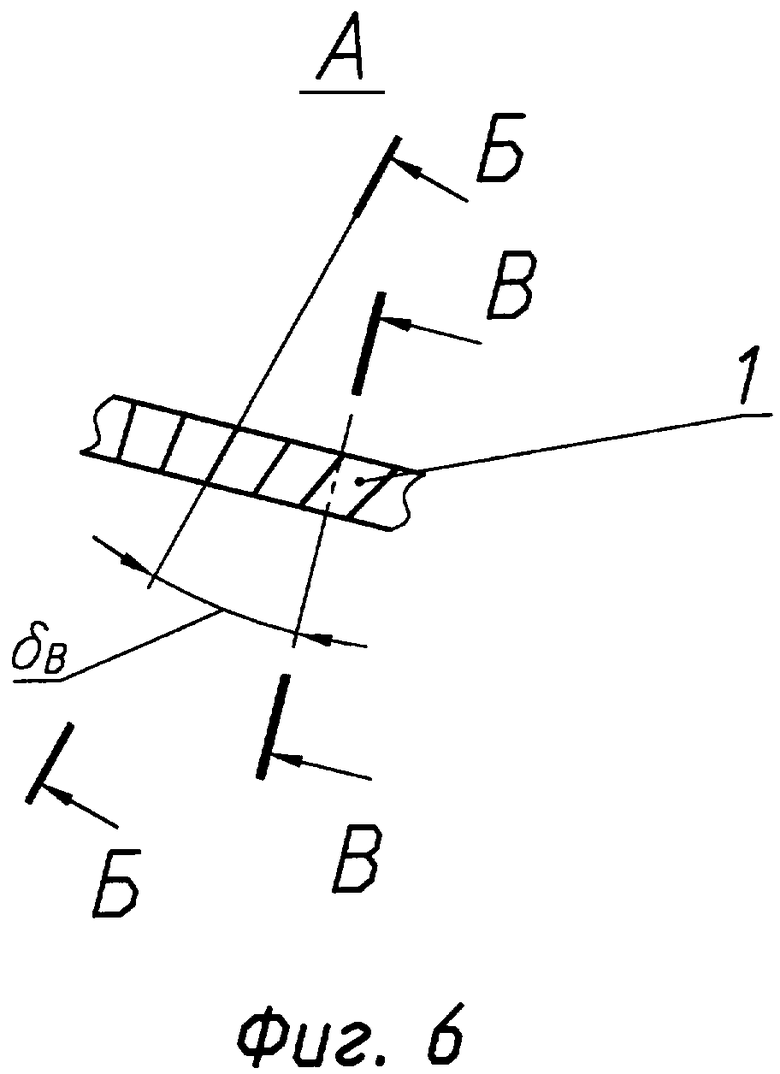
фиг.6 - вид А на фиг.4;
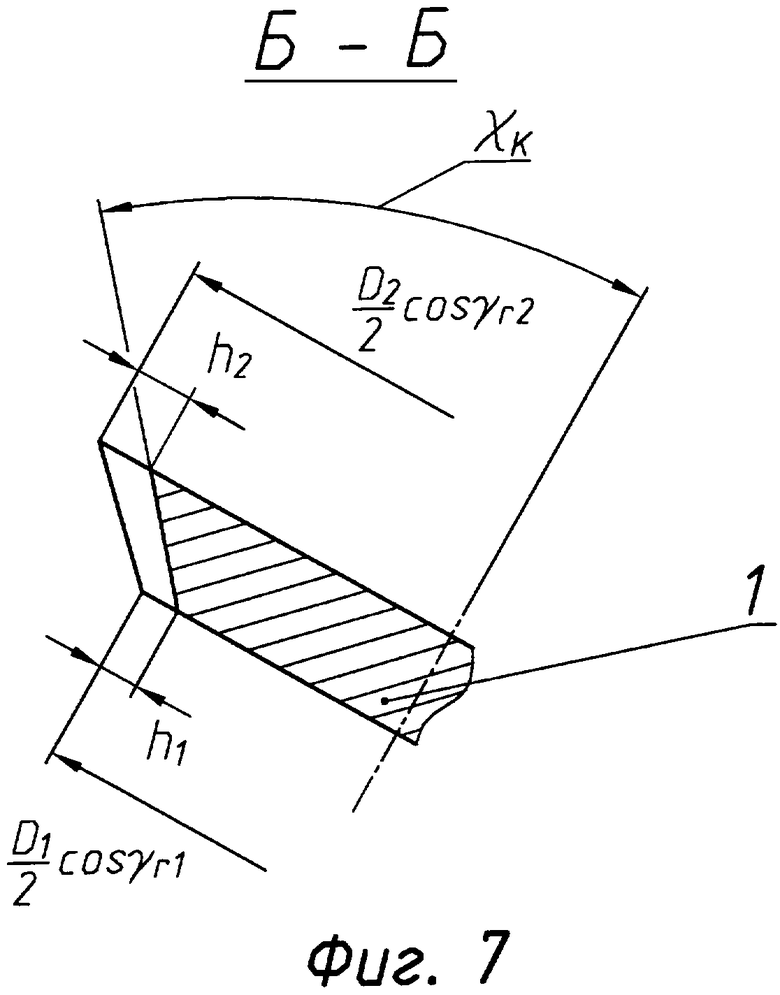
фиг.7 - разрез Б-Б на фиг.5;
фиг.8 - разрез В-В на фиг.5;
фиг.9 - схема установки заготовки угловой фрезы при фрезеровании стружечных канавок (ближайший аналог).
Процесс обработки режущей части фрезы предлагаемым способом осуществляют следующим образом.
Способ обработки режущей части фрез включает позиционирование заготовки 1 в пространстве с помощью делительной головки 2 за счет ее поворота на два угла. Для чего предварительно на одном из торцов заготовки 1, например, на торце меньшего диаметра, выполняют разметку одной точки Р передней поверхности в плоскости, параллельно смещенной от диаметральной на величину А. Делительную головку 2 разворачивают в горизонтальной плоскости на столе 3 станка на угол δг относительно направления хода стола. Шпиндель делительной головки поворачивают в вертикальной плоскости на угол δв относительно направления относительного перемещения. Горизонтальным и вертикальным перемещениями стола станка обеспечивают прохождение формообразующей поверхности инструмента через размеченную точку «Р», обеспечивая настройку на необходимую глубину стружечной канавки. При этом величину смещения А определяют следующей зависимостью:
где D1 - диаметр меньшего торца заготовки;
γr1 - радиальный передний угол обрабатываемой фрезы для точки режущей кромки, расположенной на меньшем торце.
Угол поворота шпинделя делительной головки в вертикальной плоскости определяют зависимостью
δB=arctg(tgγо1 cosγr1),
где γo1 - осевой передний угол обрабатываемой фрезы для точки режущей кромки, расположенной на меньшем торце.
Угол разворота делительной головки в горизонтальной плоскости определяют зависимостью
δГ=arctg(tgχKcosδВ),
где χК - угол наклона дна стружечной канавки в плоскости передней поверхности,

D2 - диаметр большего торца заготовки;
γr2 - радиальный передний угол обрабатываемой фрезы для точки режущей кромки, расположенной на большем торце;
b - ширина фрезы;
h1, h2 - глубина стружечной канавки соответственно на меньшем и на большем торцах заготовки.
После этого при относительном перемещении формообразующего инструмента и заготовки фрезеруют стружечные канавки.
По окончании фрезерования одной стружечной канавки осуществляют поворот заготовки на один угловой шаг и обрабатывают следующую канавку.
Указанный способ обработки режущей части фрез может быть реализован на стандартном оборудовании с использованием известных материалов, что отвечает критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ФАСОННЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447972C2 |
| МОДУЛЬНЫЙ СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2446918C2 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| Способ фрезерования винтовых зубьев концевых фрез | 1973 |
|
SU542592A1 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| СМЕННАЯ ТОРЦЕВАЯ ФРЕЗЕРНАЯ ГОЛОВКА С ОБРАЗОВАННЫМ ЗА ОДНО ЦЕЛОЕ РЕЗЬБОВЫМ УЧАСТКОМ ДЛЯ СОЕДИНЕНИЯ С ХВОСТОВИКОМ | 2017 |
|
RU2727632C2 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| КЕРАМИЧЕСКАЯ ТОРЦЕВАЯ ФРЕЗА С ПРОФИЛЕМ ДУГИ ОКРУЖНОСТИ ДЛЯ ОБРАБОТКИ СПЛАВА ИНКОНЕЛЬ | 2018 |
|
RU2753934C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2497636C1 |
Изобретение относится к области инструментального производства, изготовлению угловых фрез. Способ включает позиционирование оси заготовки в пространстве, позиционирование заготовки в пространстве с помощью делительной головки и образование стружечных канавок путем относительного перемещения формообразующей поверхности инструмента при дискретном вращении заготовки. Для расширения технологических возможностей за счет обработки угловых фрез с нулевой и ненулевой геометрией при позиционировании заготовки на ее торце размечают одну точку передней поверхности в плоскости, параллельно смещенной от диаметральной на величину, которую определяют по приведенной зависимости, позиционирование оси заготовки в пространстве осуществляют за счет ее поворота на два угла: путем поворота шпинделя делительной головки и поворота делительной головки на столе станка относительно направления относительного перемещения на угол. Величины указанных углов определяют по приведенным зависимостям. При этом при образовании стружечных канавок обеспечивают прохождение формообразующей поверхности инструмента через размеченную точку. 9 ил.
Способ обработки режущей части фрезы, включающий позиционирование оси заготовки в пространстве, позиционирование заготовки в пространстве с помощью делительной головки и образование стружечных канавок путем относительного перемещения формообразующей поверхности инструмента при дискретном вращении заготовки, отличающийся тем, что для позиционирования заготовки на ее торце размечают одну точку передней поверхности в плоскости, параллельно смещенной от диаметральной на величину А, которую определяют следующей зависимостью
 ,
,
где D1 - диаметр меньшего торца заготовки;
γr1 - радиальный передний угол обрабатываемой фрезы для точки режущей кромки, расположенной на меньшем торце,
позицирование оси заготовки в пространстве осуществляют за счет ее поворота на два угла: путем поворота шпинделя делительной головки на угол δВ, который определяют зависимостью
δB=arctg(tgγo1cosγr1),
где γo1 - осевой передний угол обрабатываемой фрезы для точки режущей кромки, расположенной на меньшем торце,
и поворота делительной головки на столе станка относительно направления относительного перемещения на угол δГ, величину которого определяют зависимостью
δГ=arctg(tgχКcosδB),
где χК - угол наклона дна стружечной канавки в плоскости передней поверхности,
при этом при образовании стружечных канавок обеспечивают прохождение формообразующей поверхности инструмента через размеченную точку.
| ПАЛЕЙ М.М | |||
| Технология производства металлорежущих инструментов | |||
| - М.: Машиностроение, 1982, с.74, 75 | |||
| Станок для нарезания фрез | 1939 |
|
SU60899A1 |
| РЕЛЬСОВОЕ ТРАНСПОРТНОЕ СРЕДСТВО | 2007 |
|
RU2344956C1 |
| БЛЮМБЕРГ В.А | |||
| и др | |||
| Справочник фрезеровщика | |||
| - Л.: Машиностроение, 1984, с.223-225. | |||

