1
Изобретение относится к области металлообработки.
Известны сиособы фрезерования винтовых зубьев концевых фрез на универсально-фрезерных станках, при которых инструменту (заготовке) кроме обычного винтового движения с установкой на угол наклона винтовой линии сообщают дополнительное вращательное движение 1.
При обработке концевых фрез с обратной конусностью сердцевины известным способом передний угол винтового зуба получается переменным по длине режущей части фрезы изза смещения профиля обрабатывающего инструмента относительно обрабатываемой фрезы в зависимости от изменения глубины стружечной канавки, поэтому постоянство переднего угла и геометрия стружечной канавки достигаются путем проведения дополнительных трудоемких операций на фрезерном и заточном станках.
С целью обеспечения постоянства переднего угла зуба при обработке фрез с обратной конусностью по предлагаемому способу инструменту сообщают дополнительное вращательное движение в плоскости, нормальной к передней грани обрабатываемой фрезы.
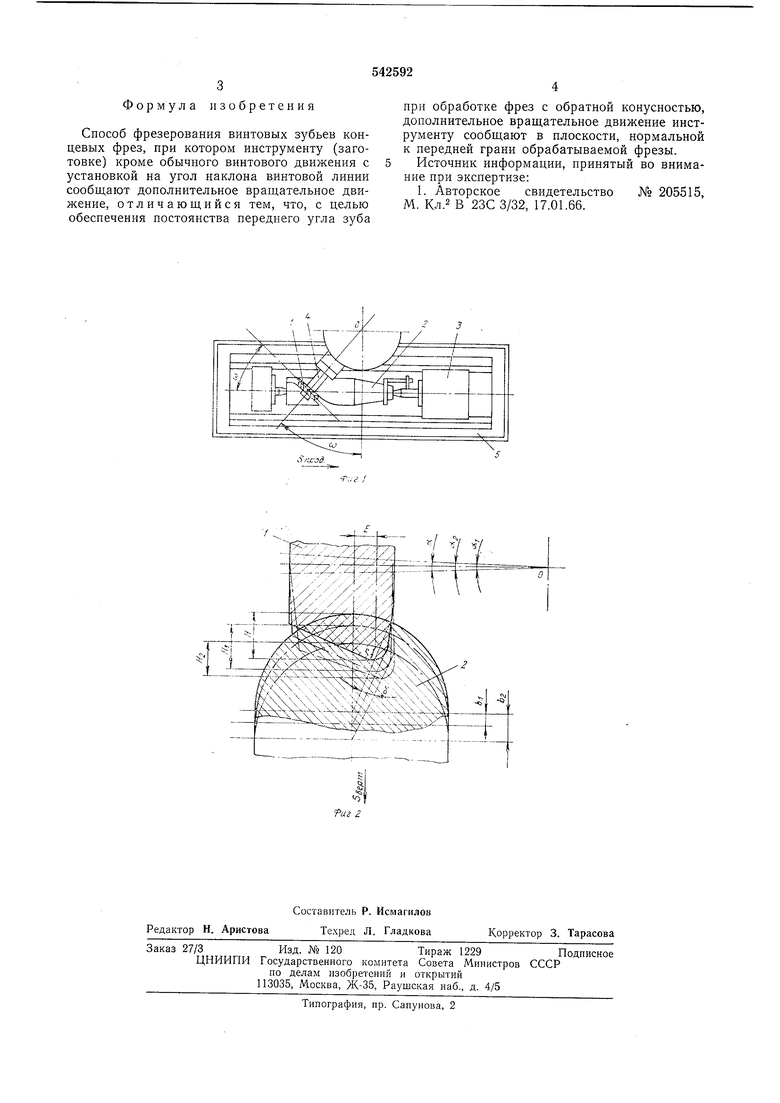
На фиг. 1 показан пример осуществления описываемого способа; на фиг. 2 - схема последовательного разворота обрабатывающего инструмента.
Установку инструмента I относительно обрабатываемой фрезы 2, закрепленной в центpax делительной головки 3, на заданные величины угла наклона винтовой линии со, переднего угла Y и глубины стружечной канавки на торце, производят разворотом оси 4 инструмента 1 и смещением стола 5 на величины
и Я.
Обрабатываемой фрезе 2 сообщают винтовое движение и согласованное с учетом заданной конусности сердцевины поступательное движение в вертикальной плоскости, а инструменту 1 сообщают дополнительное вращательное движение в плоскости, нормальной к передней грани винтового зуба обрабатываемой фрезы. При этом профиль инструмента 1 смещается относительно обрабатываемой фрезы
2 так, что при изменении глубины стружечной канавки передний угол винтового зуба остается постоянным.
На фиг. 2 показаны две позиции последовательного разворота инструмента на величину углов oi и 02 по мере вертикального перемещения обрабатываемой фрезы на bi, b и уменыпения глубины стружечных канавок Я до HI и Я2.
Формула изобретения
Способ фрезерования винтовых зубьев концевых фрез, при котором инструменту (заготовке) кроме обычного винтового движения с установкой на угол наклона винтовой лннни сообщают дополнительное вращательное движение, отличающийся тем, что, с целью обеспечения постоянства переднего угла зуба
при обработке фрез с обратной конусностью, дополнительное вращательное движение инструменту сообщают в плоскости, нормальной к передней грани обрабатываемой фрезы.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство № 205515, М. Кл.2 В 23С 3/32, 17.01.66.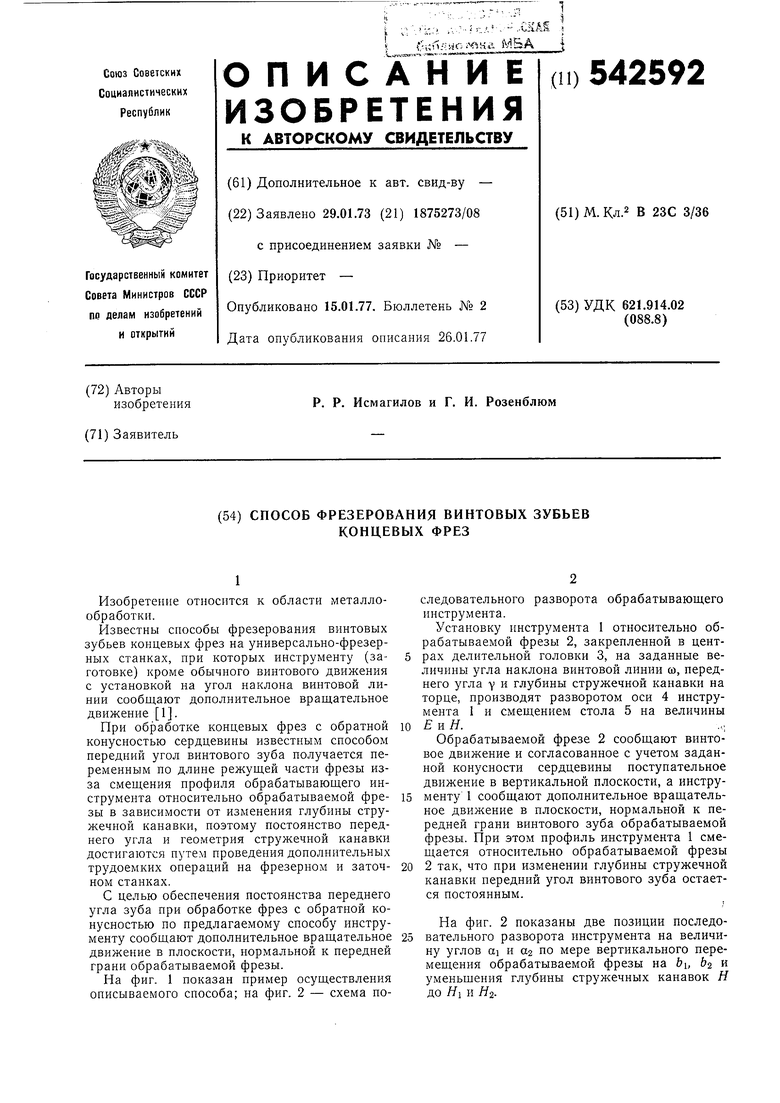
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ СПИРАЛЬНЫХ ЗУБЬЕВ КОНУСНЫХ КОНЦЕВЫХ ФРЕЗ | 1967 |
|
SU205515A1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ | 2006 |
|
RU2319583C1 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| Способ обработки винтовых поверхностей | 1981 |
|
SU982857A1 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |
| Способ изготовления сборной резьбонарезной гребенчатой фрезы | 1988 |
|
SU1784420A1 |
| СМЕННАЯ ТОРЦЕВАЯ ФРЕЗЕРНАЯ ГОЛОВКА С ОБРАЗОВАННЫМ ЗА ОДНО ЦЕЛОЕ РЕЗЬБОВЫМ УЧАСТКОМ ДЛЯ СОЕДИНЕНИЯ С ХВОСТОВИКОМ | 2017 |
|
RU2727632C2 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| Фреза фасонная | 1978 |
|
SU984720A1 |
Sf:fjd
