Изобретение относится к машиностроению, и может быть использовано для обработки сложных криволинейных поверхностей, например, штампов и прессформ фрезерованием.
Наиболее близким аналогом является способ обработки сложных криволинейных поверхностей [1]. Способ осуществляется вращающимся инструментом, например: фрезой с комбинированной формой производящей поверхности и с тремя одновременными нелинейно-согласованными формообразующими движениями, двумя поступательными и одним вращательным расположенными в одной плоскости профилирования с возможностью перекатывания прямолинейной образующей инструмента по обработанной поверхности. Инструмент имеет две конические и тороидальную радиусную поверхность, прямолинейные образующие выполнены под углом, величина которого должна быть равна или меньше минимального угла между касательными к противоположным сторонам профиля обрабатываемой поверхности в точках их сопряжении с вогнутыми участками профиля. Недостатком данного метода является невысокая стойкость инструмента, снижающаяся за счет быстрого износа небольшого тороидального участка при обработке вогнутых поверхностей. Технический результат, на которое направлено заявленное изобретение, является повышение стойкости режущего инструмента и производительности процесса фрезерования.
Способ обработки сложных фасонных поверхностей, включающий сообщение инструменту в виде тела вращения с криволинейной производящей поверхностью одновременно трех согласованных движений, лежащих в одной плоскости профилирования, одно из которых является вращательным в плоскости образующей инструмента и два - поступательными движениями, отличающийся тем, что используют инструмент с производящей поверхностью в виде тора, а вращательное движение инструмента согласуют с поступательными с обеспечением касания инструмента в каждой точке обрабатываемой поверхности, при этом инструменту задают возвратно-качательные движения вокруг центра профильного сечения тороидальной поверхности инструмента из условия обеспечения при перемещении по профилю обрабатываемой поверхности качательных движений в пределах максимально возможного угла, обеспечивающего использование максимально возможной длины режущей кромки, и из условия качания инструмента в пределах угла, обеспечивающего неврезание инструмента в заготовку на ее необрабатываемых участах, причем угол, обеспечивающий использование максимально возможной длины режущей кромки определяют по формуле:
ψ=90°-arctg(f')A1+arctg(f')A3+arcsin(r-t)/r],
где f' - первая производная функции, определяющей профиль заготовки на участке обработки,
A1 - точка начала реверса движения на обрабатываемом участке с относительным вращением инструмента в направлении результирующей подачи,
A3 - точка начала реверса движения на обрабатываемом участке с относительным вращением инструмента против направления результирующей подачи,
t - глубина резания,
r - профильный радиус инструмента
Предлагаемый способ позволяет вести высокопроизводительную обработку за счет повышения стойкости режущего инструмента, которое обеспечивается постоянным перемещением вершины режущей кромки относительно поверхности резания.
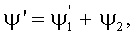
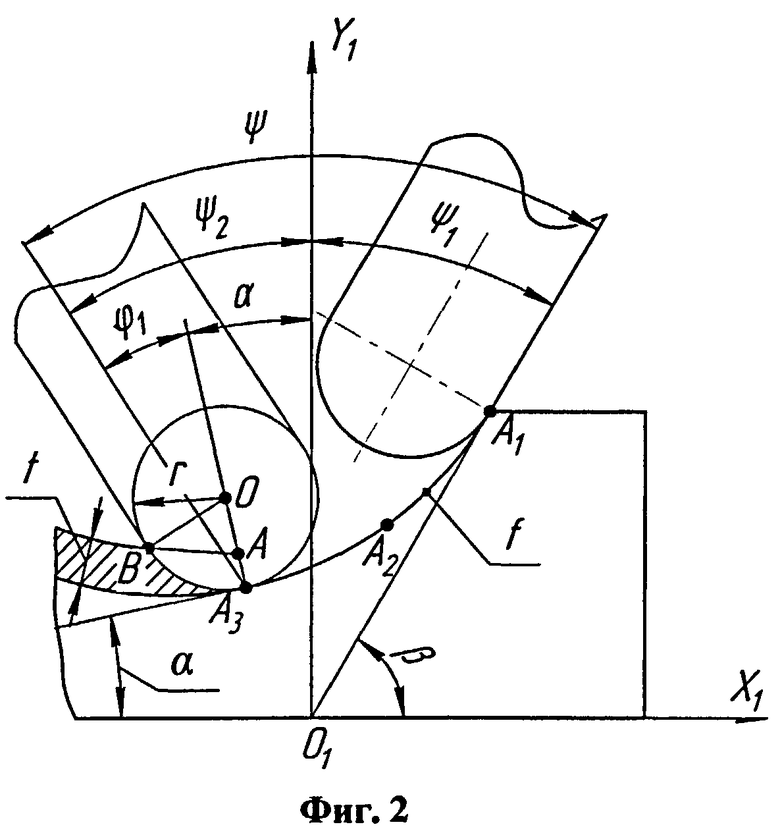
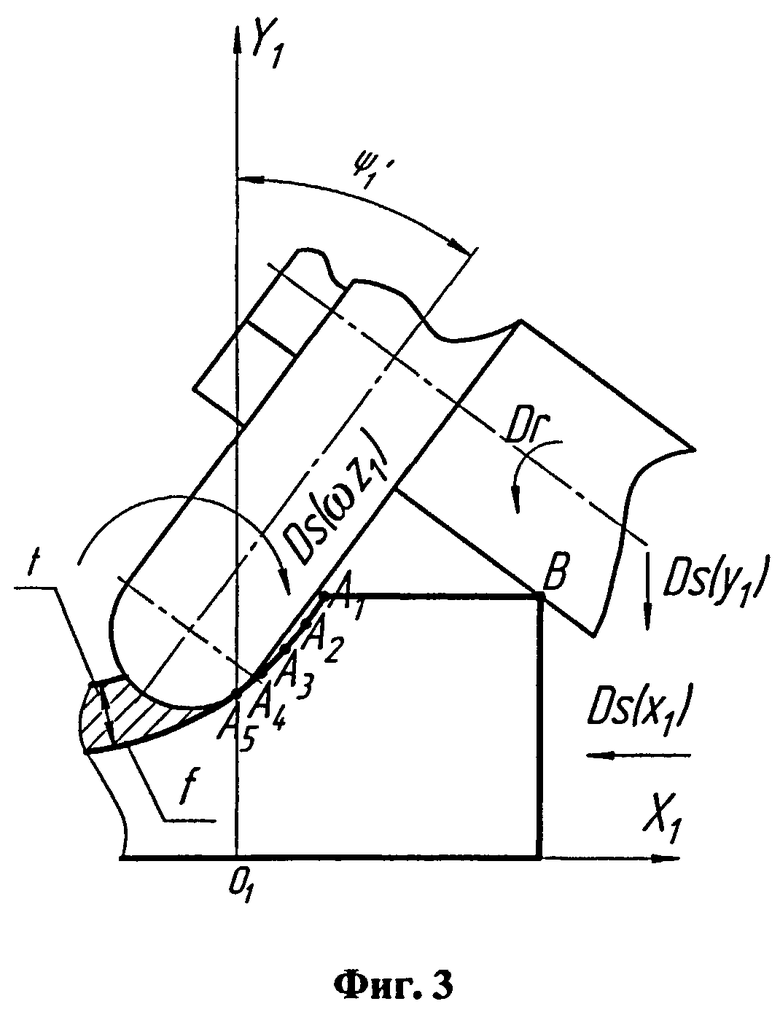
На фиг.1а, б изображена схема последовательных этапов обработки сложной криволинейной поверхности, на фиг.2 - схема определения угла, обеспечивающего максимальное смещение вершины режущей кромки в направлении срезаемого слоя относительно поверхности резания, на фиг.3 - схема определения угла поворота при условии неврезания звеньев инструментального блока в заготовку.
Обработка профиля поверхности f (фиг.1а, б) осуществляется инструментом 2' в виде тела вращения с тороидальной производящей поверхностью. Обработку производят на станке с ЧПУ фрезерном или шлифовальном с вертикальной или горизонтальной осью вращения шпинделя и с вертикальной осью вращения стола с одновременным программным управлением по четырем координатам. Инструменту сообщают главное движение Dr, подводят к заготовке, используя перемещения по оси X1 и Y1 таким образом, чтобы инструмент совершил радиальное врезание до касания тороидального профиля инструмента начальной точки A1 профиля обработанной поверхности (фиг.1а), т.е. в точке начала качательного движения. Затем заготовке сообщают три одновременно согласованных движения подачи Ds(ωz1); Ds(x1); Ds(y1) таким образом, чтобы инструмент последовательно касался обрабатываемого профиля в точках А2, А3, одновременно перекатываясь вокруг центра О профильного сечения тороидальной поверхности инструмента против часовой стрелки на угол ψ (фиг.1б; фиг 2), определяемый с одной стороны нормальными условиями резания, которые в этом случае определяются предельным положением режущей кромки. В точке А3 (фиг.1б) вращательное движение Ds(ωz1); реверсируют, одновременно продолжая согласованные движения подачи Ds(x1); Ds(y1) по профилю, таким образом, чтобы инструмент последовательно касался обрабатываемого профиля в точках А4, А5, одновременно перекатываясь вокруг центра О профильного сечения тороидальной поверхности инструмента по часовой стрелке на угол ψ', определяемый условием неврезания инструментального блока в заготовку в точке В на необрабатываемом ее участке. В точке А5 движение подачи реверсируют, т.к. при продолжении вращательного движения Ds(ωz1); по часовой стрелке произойдет либо зарезание уже обработанной части профиля, либо врезание инструментального блока (оправки) в заготовку. Таким же образом продолжают обработку при относительном движении инструмента по профилю в точках А6, A7 и т.д. и возвратно качательными движениями подачи Ds(ωz1) обеспечивающими оба условия.
При моделировании траектории относительного движения инструмента необходимо точно рассчитывать максимально-возможные углы поворота инструмента, как по часовой стрелке, так и против нее, которые зависят от положения инструмента на профиле и глубины резания t, и определяются следующими условиями: с одной стороны использованием максимально возможной длины режущей кромки, а с другой неврезанием звеньев инструментального блока в необрабатываемые участки заготовки. Угол, определяющий нормальные условия резания при использовании максимально возможной длины режущей кромки определяется по формуле:
ψ=ψ1+ψ2,
где ψ1 - угол между вертикальной осью O1Y1 и торцовой плоскостью инструмента:
ψ1=90°-β=90°-arctg(f')A1;
где f' - первая производная функции, определяющей профиль заготовки на участке обработки,
A1 - точка начала реверса движения на обрабатываемом участке с относительным вращением инструмента в направлении результирующей подачи (против часовой стрелки),
ψ2 - угол между вертикальной осью O1Y1 и крайним положением торцовой плоскости в момент следующего реверса с поворотом инструмента в направлении противоположном вектору результирующей подачи (по часовой стрелке):
ψ2=α+φ1,
где α угол между вертикальной осью O1Y1 и нормалью, проведенной к профилю поверхности заготовки в точку касания A3, в которой осуществляется реверс возвратно-качательного движения инструмента. Угол α равен углу между касательной к профилю в точке A3 и горизонтальной осью O1X1, лежащей в базисной плоскости:
α=arctg(f')A3,
где, φ1 угол между нормалью, проведенной к профилю поверхности заготовки в точку касания A3 и торцовой плоскостью инструмента в положении реверса определяется из прямоугольного треугольника ΔАОВ, этот угол φ равен углу ОАВ, т.к. эти углы со взаимоперпендикулярными сторонами:
φ1=arcsin[(r-t)/r],
где t глубина резания,
r - профильный радиус инструмента.
Таким образом при обеспечении первого условия:
ψ=90°-arctg(f')A1+arctg(f')A3+arcsin[(r-t)/r].
Максимально возможный угол поворота инструмента ψ', который определяется условиями неврезания инструментального блока определяется по формуле:
где 


Таким образом, постоянное смещение вершины режущей кромки относительно поверхности резания, т.е. постоянное обновление участков режущей кромки, участвующих в процессе резания, ведет к снижению теплонапряженности на передней и задней поверхностях зуба, которое тем меньше чем выше скорость возвратно-качательного движения подачи, что в свою очередь повышает стойкость инструмента и производительность обработки.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Пат. №2167746 (РФ). Способ обработки криволинейных поверхностей. // С.К. Амбросимов, А.А. Петрухин. - Бюл. 2001, №15.
2. Константинов М.Г. Расчет программ фрезерования на станках с ЧПУ [Текст]. - М.: Машиностроение, 1985. - 160 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК ДУГООБРАЗНОГО ПРОФИЛЯ | 2014 |
|
RU2571297C1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ОТВЕРСТИЙ | 2006 |
|
RU2316416C1 |
| СПОСОБ ВИНТОВОГО ЧЕРНОВОГО ФРЕЗЕРОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2344023C2 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2514256C1 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2003 |
|
RU2237551C1 |
| Способ обработки зубчатых колес | 2018 |
|
RU2677473C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
Изобретение относится к машиностроению и может быть использовано для обработки сложных криволинейных поверхностей. Способ включает сообщение инструменту с производящей поверхностью в виде тора одновременно трех согласованных движений, лежащих в одной плоскости профилирования. Одно из них является вращательным в плоскости образующей инструмента и два - поступательными. Вращательное движение инструмента согласуют с поступательными с обеспечением касания инструмента в каждой точке обрабатываемой поверхности. Инструменту задают возвратно-качательные движения вокруг центра профильного сечения тороидальной поверхности инструмента из условия обеспечения при перемещении по профилю обрабатываемой поверхности качательных движений в пределах максимально возможного угла, обеспечивающего использование максимально возможной длины режущей кромки, и из условия качания инструмента в пределах угла, обеспечивающего неврезание инструмента в заготовку на ее необрабатываемых участках. Приведена зависимость для определения величины угла, обеспечивающего использование максимально возможной длины режущей кромки. Обеспечивается постоянное обновление участков режущей кромки при резании. Повышается стойкость инструмента. 3 ил.
Способ обработки сложных фасонных поверхностей, включающий сообщение инструменту в виде тела вращения с криволинейной производящей поверхностью одновременно трех согласованных движений, лежащих в одной плоскости профилирования, одно из которых является вращательным в плоскости образующей инструмента и два - поступательными движениями, отличающийся тем, что используют инструмент с производящей поверхностью в виде тора, а вращательное движение инструмента согласуют с поступательными с обеспечением касания инструмента в каждой точке обрабатываемой поверхности, при этом инструменту задают возвратно-качательные движения вокруг центра профильного сечения тороидальной поверхности инструмента из условия обеспечения при перемещении по профилю обрабатываемой поверхности качательных движений в пределах максимально возможного угла, обеспечивающего использование максимально возможной длины режущей кромки, и из условия качания инструмента в пределах угла, обеспечивающего неврезание инструмента в заготовку на ее необрабатываемых участках, причем угол, обеспечивающий использование максимально возможной длины режущей кромки, определяют по формуле
ψ=90°-arctg(f')A1+arctg(f')A3+arcsin[(r-t)/r],
где f' - первая производная функции, определяющей профиль заготовки на участке обработки,
A1 - точка начала реверса движения на обрабатываемом участке с относительным вращением инструмента в направлении результирующей подачи,
А3 - точка начала реверса движения на обрабатываемом участке с относительным вращением инструмента против направления результирующей подачи,
t - глубина резания,
r - профильный радиус инструмента.
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| Способ фрезерования на станках с программным управлением | 1986 |
|
SU1495020A1 |
| СПОСОБ ВИНТОВОГО ЧЕРНОВОГО ФРЕЗЕРОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2344023C2 |
| DE 1267943 B, 04.05.1968. | |||

