Предпосылки создания изобретения
Настоящее изобретение относится к пневматической шине для двухколесных или четырехколесных транспортных средств и, в частности, но не исключительно, к пневматической шине для моторизованных транспортных средств.
Более конкретно, настоящее изобретение относится к пневматической шине, содержащей каркасную конструкцию, имеющую, по меньшей мере, один каркасный слой и, по меньшей мере, одну кольцевую армирующую конструкцию, связанную с каркасным слоем, протекторный браслет, выполненный из эластомерного материала и расположенный во внешнем по радиусу положении относительно каркасной конструкции, брекерную конструкцию, расположенную между каркасной конструкцией и протекторным браслетом, и пару расположенных напротив друг друга боковых стенок на каркасной конструкции, причем протекторный браслет относится к типу, содержащему множество проходящих по радиусу и примыкающих по оси секторов.
Уровень техники
В области пневматических шин для транспортных средств одной из наиболее ощутимых потребностей является дренаж воды или грязи, расположенных под пятном контакта пневматической шины на влажном дорожном покрытии или на грунте. Способность эффективного удаления воды из зоны пятна контакта пневматической шины на практике существенно влияет на курсовую устойчивость шины на мокром покрытии, что, в свою очередь, влияет на безопасность движения.
В пневматических шинах такое дренирующее действие часто осуществляется одной или более продольной канавкой, выполненной в протекторном браслете, и проходящей по существу по всей его периферии.
Однако в известных пневматических шинах реальная дренирующая способность таких продольных канавок при качении пневматической шины ниже, чем теоретическая способность, ожидаемая на основе геометрической конфигурации канавок. Когда пневматическая шина касается грунта, фактически боковые стенки этих канавок подвергаются упругой деформации из-за веса, воздействующего на саму пневматическую шину, и эта упругая деформация стремится уменьшить сечение канавок в пятне контакта пневматической шины и, следовательно, полезное сечение, реально способное отводить воду, по сравнению с сечением канавки в состоянии покоя.
Это негативное явление способно, помимо прочего, усиливаться с постепенным износом протекторного браслета из-за возникающего скоса на направленных по радиусу внутрь стенках продольных канавок, которые уже сами по себе стремятся уменьшить сечение канавок, с соответствующим постепенным дальнейшим уменьшением дренирующей способности пневматической шины и курсовой устойчивости пневматической шины на мокрой поверхности.
Хотя известны документы, описывающие пневматические шины, снабженные протекторным браслетом, содержащим множество смежных в осевом направлении секторов, например, заявки на патент Японии JP 07-108805 и JP 04-185507 или патент США №6523585, ни один из них не решает эту конкретную проблему, не говоря уже о других удовлетворительных решениях этой проблемы.
Проблема, решаемая изобретением
Целью настоящего изобретения является создание пневматической шины с протекторным браслетом, содержащим множество примыкающих по оси секторов и с, по меньшей мере, одной продольной канавкой, имеющей улучшенную дренажную способность и повышенную курсовую устойчивость при движении по мокрому покрытию.
Краткое описание изобретения
Согласно первому аспекту настоящего изобретения эта цель достигается посредством создания пневматической шины согласно п.1 прилагаемой формулы изобретения.
Следует отметить, что, в частности, благодаря конкретной комбинации особой конструкции протекторного браслета и конкретных механических характеристик примыкающих по оси секторов протекторного браслета, можно получить конструкцию пневматической шины, которая способна сохранять сечение продольных канавок, образованных в протекторном браслете по существу без изменений при движении шины и, вместе с тем, обладать реальной дренажной способностью, по существу равной теоретической дренажной способности, ожидаемой на основе поперечного сечения продольных канавок в состоянии покоя.
Более конкретно, вышеуказанную цель можно достичь благодаря пневматической шине, снабженной протекторным браслетом, содержащим i) по меньшей мере, один первый сектор, проходящий по радиусу и по существу состоящий из первого эластомерного материала; ii) множество вторых секторов, проходящих по радиусу и расположенных на противоположных по оси сторонах указанного, по меньшей мере, первого сектора и по существу состоящих из второго эластомерного материала; iii) по меньшей мере, одну продольную канавку, выполненную в, по меньшей мере, одном первом секторе и проходящую по существу по всей периферии протекторного браслета; при этом первый эластомерный материал имеет модуль упругости Е' при сжатии при 23°С больше, чем модуль упругости Е' при сжатии при 23°С второго эластомерного материала, и модуль упругости Е' при сжатии при 23°С первого эластомерного материала составляет от приблизительно 20 до приблизительно 80 МПа.
Следует отметить, что в настоящем описании и в приложенной формуле изобретения термин "эластомерный материал" применяется для обозначения композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один усиливающий наполнитель, например сажу и/или диоксид кремния. Предпочтительно такая композиция также содержит присадки, такие как, например, сшивающий агент и/или пластификатор. Благодаря присутствию сшивающего агента такой материал может сшиваться нагреванием для получения конечного продукта.
Кроме того, в настоящем описании и в приложенной формуле изобретения величины модуля упругости Е' при сжатии измеряются посредством обычных приборов, подвергая цилиндрический образец вулканизированного эластомерного материала длиной 25 мм и диаметром 14 мм, предварительно сжатый до продольной деформации до 25% от первоначальной высоты при температуре 23°С, динамической синусоидальной деформации с частотой 100 Гц до максимальной ширины ±3,50% от высоты при предварительном сжатии.
При этом, чтобы не привязываться к какой-либо интерпретирующей теории, следует отметить, что формируя продольную канавку или канавки на проходящих по радиусу секторах протекторного браслета, состоящего из эластомерного материала, имеющего указанные выше характеристики модуля упругости Е' при сжатии, обеспечивающую, как таковая, высокие показатели жесткости, можно уменьшить величину деформации, которой подвергаются боковые стенки этих канавок до практически пренебрежимо малых величин, когда протекторный браслет контактирует с поверхностью.
Таким образом, благодаря этому признаку пневматическая шина согласно настоящему изобретению создает улучшенный дренаж воды и обладает улучшенным поведением на мокрой поверхности по сравнению с известными пневматическими шинами того же типа и при любой степени износа протекторного браслета, что обеспечивает большие преимущества в части безопасности движения.
Предпочтительно первый эластомерный материал имеет модуль упругости (Е') при сжатии при 23°С от приблизительно 30 до приблизительно 50 МПа.
Выдерживая вышеуказанные величины модуля упругости Е' при сжатии при 23°С первого эластомерного материала, было обнаружено, что преимущественно возможно получить оптимальную жесткость боковых стенок продольной канавки (канавок) так, чтобы сохранять по существу постоянным поперечное ее сечение (дренирующее воду), когда протекторный браслет контактирует с поверхностью.
Предпочтительно второй эластомерный материал имеет модуль упругости Е' при сжатии при 23°С от приблизительно 4 до приблизительно 15 МПа и еще более предпочтительно от приблизительно 7 до приблизительно 12 МПа.
Выдерживая вышеуказанные величины модуля упругости Е' при сжатии при 23°С второго эластомерного материала, было обнаружено, что возможно преимущественно добиться оптимального поведения пневматической шины при езде как по сухой, так и по мокрой поверхности.
Для целей настоящего изобретения смежные по оси секторы протекторного браслета могут быть получены путем формования и вулканизации подходящего эластомерного материала, состав которого легко может определить специалист в данной области, чтобы получить заданную величину модуля упругости при сжатии.
В предпочтительном варианте отношение между модулем упругости Е' при сжатии при 23°С первого эластомерного материала и модулем упругости Е' при сжатии при 23°С второго эластомерного материала протекторного браслета составляет не менее чем 1,30.
Более предпочтительно, отношение между модулем упругости Е' при сжатии при 23°С первого эластомерного материала и модулем упругости Е' при сжатии при 23°С второго эластомерного материала протекторного браслета составляет от приблизительно 1,5 до приблизительно 20 и еще более предпочтительно от приблизительно 2,3 до приблизительно 7.
Также в этом случае было замечено, что, выдерживая такие отношения, можно преимущественно достичь оптимального поведения пневматической шины в отношении дренирующей способности в зоне пятна контакта и курсовой устойчивости.
Предпочтительно степень твердости резины по международной шкале (твердость IRHD) первого эластомерного материала при 23°С, измеренная по стандарту ISO 48, составляет от приблизительно 75 до приблизительно 95 и еще более предпочтительно от приблизительно 80 до приблизительно 90.
Преимущественно этот предпочтительный признак позволяет получить оптимальную жесткость боковых стенок продольной канавки (канавок) так, чтобы сохранять по существу постоянным ее (их) поперечное сечение (которое осуществляет дренаж воды), когда протекторный браслет контактирует с поверхностью.
Предпочтительно степень твердости резины по международной шкале второго эластомерного материала при 23°С, измеренная по стандарту ISO 48, составляет от приблизительно 35 до приблизительно 80 и более предпочтительно от приблизительно 45 до приблизительно 75.
Выдерживая вышеуказанные величины твердости второго эластомерного материала, как было обнаружено, преимущественно возможно добиться оптимального поведения пневматической шины как на сухой, так и на мокрой поверхности.
В предпочтительном варианте настоящего изобретения отношение между степенью твердости резины по международной шкале при 23°С первого эластомерного материала и степенью твердости резины по международной шкале при 23°С второго эластомерного материала, измеренная по стандарту ISO 48, составляет не менее чем приблизительно 1,10.
Более предпочтительно отношение между степенью твердости резины по международной шкале при 23°С первого эластомерного материала и степенью твердости резины по международной шкале при 23°С второго эластомерного материала, измеренная по стандарту ISO 48, составляет от приблизительно 1,15 до приблизительно 2,70.
Таким образом, преимущественно оказалось возможным добиться оптимального компромисса между достаточной жесткостью боковых стенок продольной канавки (канавок) и, следовательно, дренажной способностью пневматической шины, и поведением шины при движении как по сухой, так и по мокрой поверхности.
В предпочтительном варианте осуществления настоящего изобретения протекторный браслет имеет множество продольных канавок для дренирования воды из пятна контакта пневматической шины, образованных соответственно в первых секторах, проходящих по радиусу, отстоящих по оси и по существу состоящих из первого эластомерного материала.
Расположение и количество продольных канавок и соответствующих секторов, в которых они образованы, может быть легко определено специалистами в данной области техники в соответствии с конкретными требованиями к применению. Так, например, продольные канавки могут отстоять, или нет, по оси с постоянным шагом между ними, в соответствии с характеристиками, которые требуется придать протекторному браслету.
В предпочтительном варианте осуществления настоящего изобретения указанный, по меньшей мере, один первый сектор проходит по радиусу по существу по всей толщине протекторного браслета так, чтобы достичь заданного технического эффекта сохранения характеристик поперечной жесткости и формы поперечных канавок по существу на протяжении всего срока службы пневматической шины.
В альтернативном предпочтительном варианте осуществления настоящего изобретения пневматическая шина также может иметь слой подходящего эластомерного материала, размещенный между протекторным браслетом и брекерной конструкцией.
Таким образом, преимущественно возможно при необходимости оптимизировать конкретные характеристики пневматической шины, такие как, например, поперечная жесткость или сопротивление качению.
В рамках этого варианта осуществления изобретения этот слой может по существу состоять из первого эластомерного материала.
Таким образом, первые сектора образуют единое целое с внутренним по радиусу слоем, из которого они выступают по радиусу наружу. Преимущественно этот предпочтительный вариант позволяет компенсировать модуль упругости второго эластомерного материала подстилающим слоем, имеющим модуль упругости больше, чем у второго эластомерного материала (который в основном контактирует с поверхностью дороги), позволяя получить общую жесткость протектора как в продольном, так и в поперечном направлении, позволяющую оптимизировать поведение шины при движении.
Также в рамках этого варианта этот слой может по существу состоять из второго эластомерного материала.
Таким образом имеется преимущественная возможность снижения глобальной жесткости протекторного браслета (относительно предыдущей ситуации или ситуации, где вышеописанный слой отсутствует), как в продольном, так и в поперечном направлении, оптимизируя поведение шины в движении.
Предпочтительно слой, расположенный между протекторным браслетом и брекерной конструкцией, имеет толщину от 1 до 5 мм для получения полных вышеописанных технических эффектов.
В предпочтительном варианте ширина упомянутого, по меньшей мере, одного первого радиального сектора, по меньшей мере, равна ширине продольной канавки, образованной в нем. Таким образом, имеется преимущественная возможность получить технический эффект удержания неизменным поперечного сечения канавки, когда протекторный браслет контактирует с поверхностью.
Предпочтительно разница между шириной указанного, по меньшей мере, одного первого радиального сектора и шириной указанной, по меньшей мере, одной продольной канавки составляет от 4 до 10 мм. Таким образом, имеется преимущественная возможность размещения с обеих сторон канавки более чем адекватного количества первого эластомерного материала, чтобы избежать нежелательных деформаций боковых стенок канавок в пятне контакта пневматической шины, когда протекторный браслет контактирует с поверхностью.
В предпочтительном варианте осуществления изобретения противоположные по оси стороны продольной канавки (канавок), выполненных в первых секторах протекторного браслета, скошены по радиусу внутрь и по существу прямолинейны.
Кроме того, предпочтительно, упомянутая, по меньшей мере, одна канавка расположена на срединной плоскости соответствующего радиально выступающего первого сектора для симметрии, причем так, чтобы получить по существу одинаковые характеристики жесткости на противоположных по оси боковых стенках самой канавки.
Согласно другому аспекту настоящего изобретения создан способ изготовления пневматической шины, как определено в п.19 прилагаемой формулы изобретения.
Этот способ, в частности, содержит этапы, на которых
а) обеспечивают каркасную конструкцию (2), имеющую, по меньшей мере, один каркасный слой (2а), связанный с, по меньшей мере, одной кольцевой армирующей конструкцией (3);
b) собирают брекерную конструкцию (5);
с) размещают во внешнем по радиусу положении относительно брекерной конструкции (5), по меньшей мере, один проходящий по радиусу первый сектор (9) протекторного браслета, по существу состоящий из первого эластомерного материала, имеющего после вулканизации величину модуля упругости (Е') при сжатии при 23°С от приблизительно 20 до приблизительно 80 МПа,
d) размещают во внешнем по радиусу положении относительно брекерной конструкции (5) множество проходящих по радиусу вторых секторов (10) протекторного браслета (6), отстоящих друг от друга по оси и по существу состоящих из второго эластомерного материала, имеющего после вулканизации величину модуля упругости (Е') при сжатии при 23°С, меньшую чем величина модуля упругости (Е') при сжатии при 23°С первого эластомерного материала;
при этом этапы с) и d) выполняют так, что вторые сектора (10) размещают с противоположных по оси сторон, по меньшей мере, одного первого сектора (9).
Краткое описание чертежей
Другие признаки и преимущества настоящего изобретения будут более понятны из нижеприведенного описания некоторых предпочтительных вариантов пневматической шины и способов ее изготовления согласно настоящему изобретению, со ссылками на не ограничивающие примеры, показанные на прилагаемых чертежах, на которых:
Фиг.1 - вид в поперечном сечении первого варианта осуществления пневматической шины согласно настоящему изобретению;
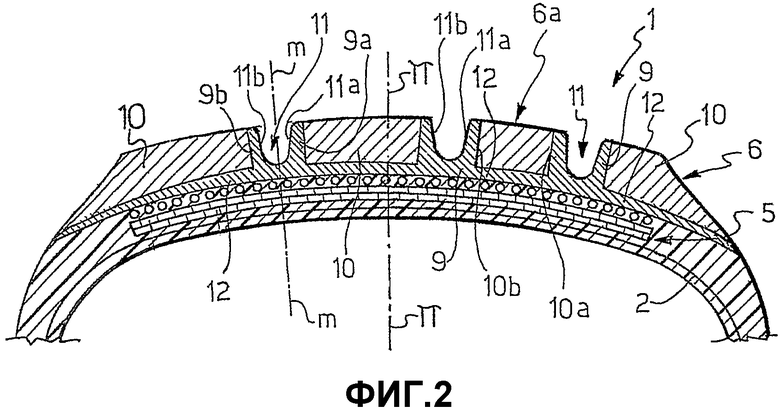
Фиг.2 - вид в поперечном сечении в увеличенном масштабе некоторых деталей пневматической шины с фиг.1;
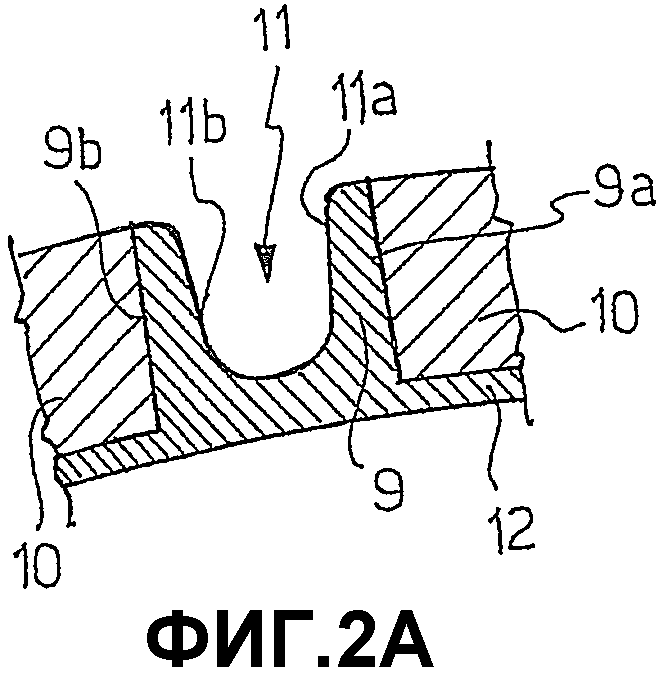
Фиг.2А - еще более увеличенное сечение выступающего по радиусу сектора и продольной канавки, выполненной в нем, протекторного браслета пневматической шины с фиг.1;
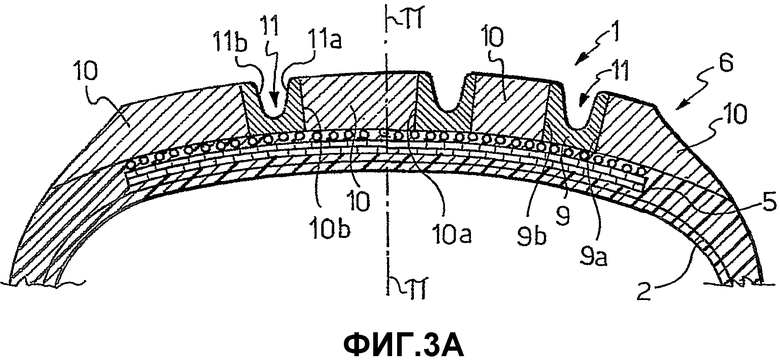
Фиг.3А - вид в поперечном сечении в увеличенном масштабе некоторых деталей пневматической шины согласно второму варианту осуществления пневматической шины согласно настоящему изобретению;
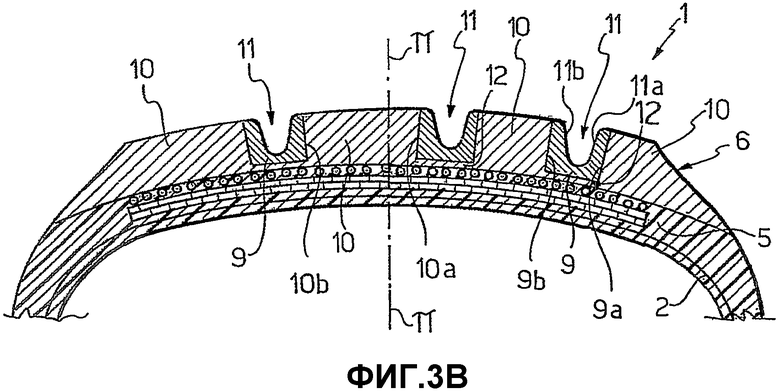
Фиг.3В - вид в поперечном сечении в увеличенном масштабе некоторых деталей пневматической шины согласно третьему варианту осуществления пневматической шины согласно настоящему изобретению;
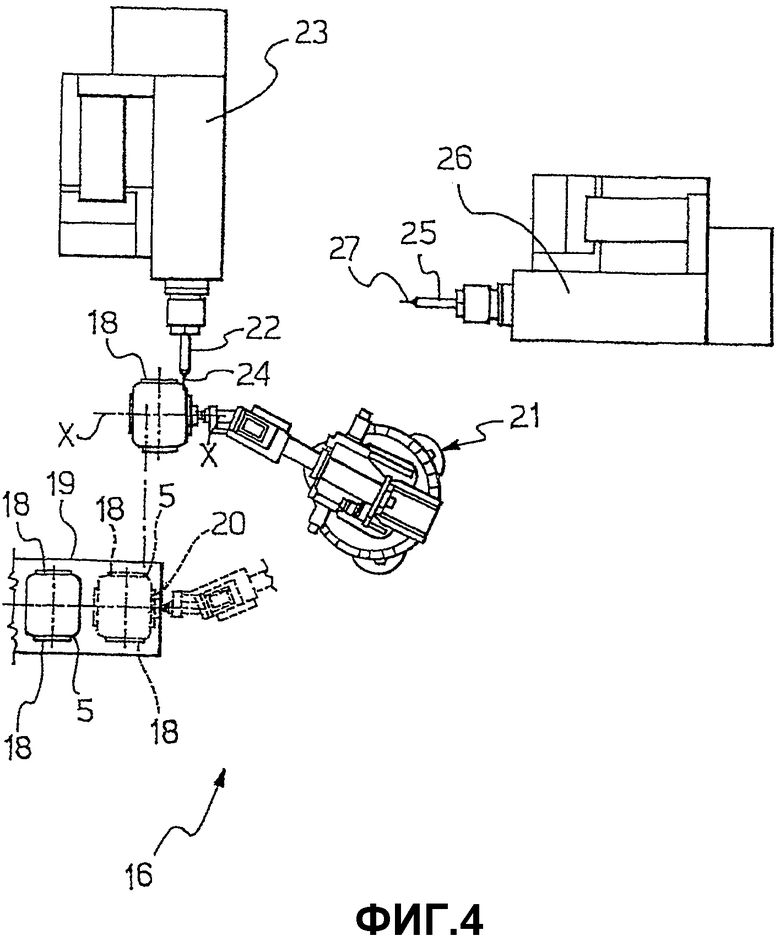
Фиг.4 - схематический вид сверху роботизированного пункта для сборки протекторного браслета пневматической шины согласно настоящему изобретению;
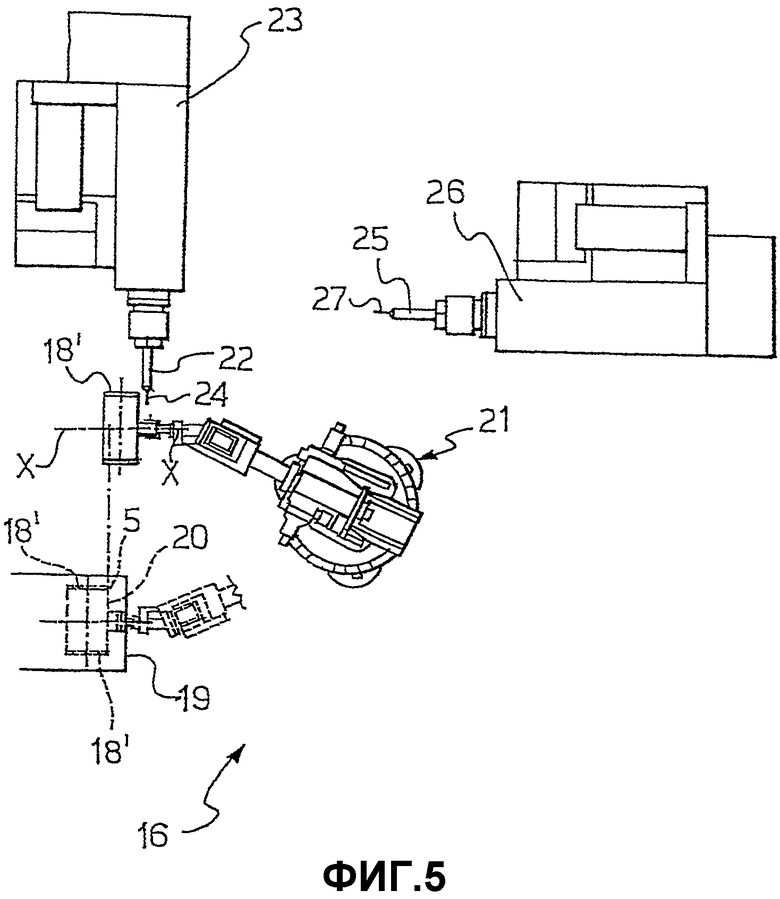
Фиг.5 - схематический вид сверху роботизированного участка для сборки протекторного браслета согласно настоящему изобретению на по существу цилиндрическом вспомогательном барабане; и
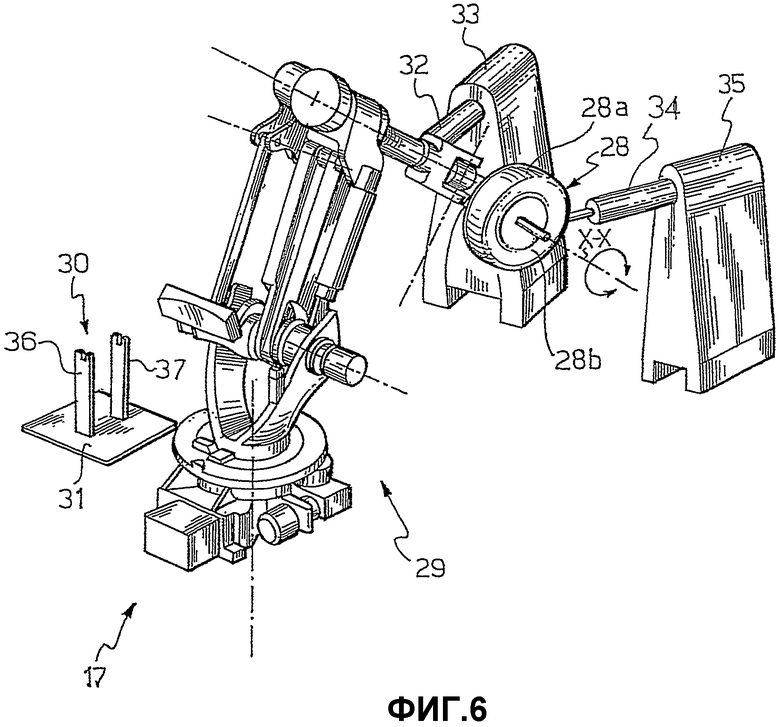
Фиг.6 - схематический вид сверху роботизированного участка для сборки протекторного браслета согласно настоящему изобретению на по существу жесткой тороидальной опоре.
Подробное описание предпочтительных вариантов осуществления настоящего изобретения
На фиг.1-2 показана пневматическая шина согласно первому предпочтительному варианту осуществления настоящего изобретения, являющаяся конкретным примером шины для моторизованного транспортного средства, которая в целом обозначена ссылочной позицией 1.
Пневматическая шина 1 содержит каркасную конструкцию 2, снабженную, по меньшей мере, одним каркасным слоем 2а, противоположные концы которого загнуты наружу вокруг соответствующих кольцевых армирующих конструкций 3, обычно называемых "сердечник борта", каждая из которых введена в борт 4, определенный вдоль внутренней периферийной кромки пневматической шины 1, и которым пневматическая шина зацепляется с ободом (не показан), образуя часть колеса транспортного средства.
Пневматическая шина 1 также содержит протекторный браслет 6, выполненный из эластомерного материала и расположенный во внешнем по радиусу положении относительно каркасной конструкции 2, брекерную конструкцию 5, размещенную между каркасной конструкцией 2 и протекторным браслетом 6, и пару боковин 7, 8, расположенных на противоположных по оси сторонах каркасной конструкции 2.
Предпочтительно брекерная конструкция 5 содержит один или более слоев брекера, выполненных, например, из тканевого или металлического корда или проволоки, внедренных в резиновый лист, расположенных параллельно друг другу в каждом слое и пересекающихся относительно корда в соседнем слое и с одним или более так называемых "кордов 0°", спирально и соосно намотанных на пневматическую шину 1 во внешнем по радиусу положении относительно пересекающихся кордных тканей.
Согласно варианту осуществления, показанному на фиг.1, протекторный браслет 6 нанесен по периферии вокруг брекерной конструкции 5 и содержит множество первых секторов 9, отстоящих по оси и выступающих по радиусу в протекторный браслет, и множество вторых секторов 10, отстоящих по оси и также выступающих по радиусу из противоположных по оси сторон первых секторов 9.
Такой протекторный браслет 6 имеет внешнюю по радиусу поверхность 6а, адаптированную к качению по поверхности и имеющую рисунок протектора, содержащий множество продольных канавок 11 для дренирования воды или грязи из пятна контакта пневматической шины 1, при этом продольные канавки 11 определяют ребра и/или блоки.
Каждая продольная канавка 11 в свою очередь имеет пару противоположных по оси боковых стенок 11а, 11b, предпочтительно скошенных по радиусу внутрь.
Предпочтительно боковые стенки 11а, 11b продольных канавок 11 являются по существу прямолинейными.
Согласно одному признаку настоящего изобретения продольные канавки 11 выполнены в первых секторах 9, которые по существу состоят из эластомерного материала, имеющего модуль упругости E' при сжатии при 23°С больше, чем модуль упругости E' при сжатии при 23°С эластомерного материала, образующего вторые сектора 10.
Предпочтительно продольные канавки 11 расположены на срединной плоскости m первых секторов 9.
Согласно настоящему изобретению и для получения адекватных характеристик жесткости и сопротивления упругой деформации боковых стенок 11а, 11b канавок 11, первый эластомерный материал, который образует первые сектора 9 протекторного браслета 6, имеет модуль упругости E' при сжатии при 23°С от приблизительно 20 до приблизительно 80 МПа.
Таким образом, имеется преимущественная возможность получить желаемый технический эффект сохранения поперечного сечения канавки 11 неизменным при контакте протекторного браслета 6 с поверхностью.
Предпочтительно разница между шириной первых радиальных секторов 9 и шириной продольных канавок 11 составляет от 4 до 10 мм так, чтобы с каждой стороны канавки 11 иметь более чем адекватное количество эластомерного материала, чтобы избежать нежелательных деформаций боковых стенок 11а, 11b продольных канавок 11в пятна контакта пневматической шины 1, когда протекторный браслет 6 контактирует с поверхностью.
Более предпочтительно, первый эластомерный материал, который образует первые сектора 9 протекторного браслета 6, имеет модуль упругости E' при сжатии при 23°С от приблизительно 30 до приблизительно 50 МПа.
Предпочтительно вторые сектора 10 по существу состоят из второго эластомерного материала, имеющего модуль упругости E' при сжатии при 23°С от приблизительно 4 до приблизительно 15 МПа и еще более предпочтительно от приблизительно 7 до приблизительно 12 МПа.
Предпочтительно эластомерные материалы первых и вторых секторов 9, 10 выбирают так, чтобы отношение между модулем упругости E' при сжатии при 23°С первого эластомерного материала и модулем упругости E' при сжатии при 23°С второго эластомерного материала протекторного браслета было не менее чем приблизительно 1,30.
Более предпочтительно отношение между модулем упругости E' при сжатии при 23°С первого эластомерного материала и модулем упругости E' при сжатии при 23°С второго эластомерного материала протекторного браслета составляет от приблизительно 1,5 до приблизительно 20 и еще более предпочтительно от приблизительно 2,3 до приблизительно 7.
Предпочтительно степень твердости резины по международной шкале при 23°С первого эластомерного материала, измеренная по стандарту ISO 48, составляет от приблизительно 75 до приблизительно 95 и еще более предпочтительно от приблизительно 80 до приблизительно 90.
Предпочтительно степень твердости резины по международной шкале при 23°С второго эластомерного материала, измеренная по стандарту ISO 48, составляет от приблизительно 35 до приблизительно 80 и еще более предпочтительно от приблизительно 45 до приблизительно 75.
В предпочтительном варианте настоящего изобретения отношение между степенью твердости резины по международной шкале при 23°С первого эластомерного материала, измеренная по стандарту ISO 48, и степенью твердости резины по международной шкале при 23оС второго эластомерного материала, измеренная по стандарту ISO 48, составляет не менее чем 1,10.
Более предпочтительно отношение между степенью твердости резины по международной шкале при 23°С первого эластомерного материала, измеренная по стандарту ISO 48, и степенью твердости резины по международной шкале при 23°С второго эластомерного материала, измеренная по стандарту ISO 48, составляет от приблизительно 1,15 до приблизительно 2,70.
Таким образом, первые и вторые смежные по оси сектора 9, 10 протекторного браслета 6 преимущественно позволяют благодаря своим разным механическим характеристикам поддерживать по существу постоянным поперечное сечение продольных канавок 11, когда внешняя по радиусу поверхность протекторного браслета 6 контактирует с грунтом.
Преимущественно этот признак позволяет улучшить дренажную способность пневматической шины 1 относительно подобной способности пневматических шин с известным протекторным браслетом.
В предпочтительном варианте осуществления, показанном на фиг.1, 2 и 2А, первые сектора 9 протекторного браслета 6 выступают во внешнем по радиусу направлении из слоя 12, размещенного между протекторным браслетом 6 и брекерной конструкцией 5.
Предпочтительно слой 12 имеет толщину от 1 до 5 мм.
Более предпочтительно слой 12 по существу состоит из первого эластомерного материала, а первые сектора 9 в виде единого целого проходят от этого слоя во внешнем по радиусу направлении. Таким образом, слой 12 выполняет преимущественную поддержку первых секторов 9, дополнительно повышая характеристики жесткости и сопротивления деформации.
Для целей настоящего изобретения форма первых и вторых секторов 9, 10 протекторного браслета не критична и может быть преимущественно выбрана специалистом в данной области техники в соответствии с конкретными требованиями. Так, например, такие сектора могут иметь сечение, по существу прямоугольное или, как вариант, по существу трапецеидальное.
Точно также для целей настоящего изобретения не является критичной форма противоположных по оси боковин 9а, 9b и 10a, 10b первых и вторых секторов 9, 10 протекторного браслета 6. Такие стенки, например, могут быть по существу прямолинейными или, как вариант, могут иметь, по меньшей мере, один по существу криволинейный участок.
Среди таких различных возможных конфигураций специалист в данной области может легко выбрать наиболее подходящую или наиболее преимущественную в соответствии со способом производства протекторного браслета.
Первый и второй сектора 9, 10 также распределены по оси с чередованием, в соответствии с требованиями к позиционированию продольных канавок 11 с шагом р, который может быть переменным или постоянным в поперечном направлении протекторного браслета 6.
Хотя пневматическая шина 1 согласно этому предпочтительному варианту была показана лишь с одним слоем, содержащим примыкающие по оси сектора 9, 10, это не исключает возможности наличия в протекторном браслете 6 двух или более наложенных по радиусу слоев для удовлетворения конкретных возможных требований, выдвигаемых конкретным вариантом применения.
Более того, количество и поперечная протяженность первых и вторых секторов 9, 10 протекторного браслета 6 может отличаться от показанных на иллюстративных и неограничивающих фиг.1 и 2, и могут легко определяться специалистами в данной области в зависимости от конкретных требований, выдвигаемых конкретным вариантом применения пневматической шины 1.
На фиг.3А и 3В показаны два других предпочтительных варианта осуществления пневматической шины 1 согласно настоящему изобретению.
В нижеприведенном описании этих чертежей элементы пневматической шины 1, конструкционно и функционально эквивалентные ранее показанным со ссылками на вариант осуществления согласно фиг.1, 2 и 2А, будут обозначены теми же ссылочными позициями, и их подробное описание не приведено.
В варианте, показанном на фиг.3А, первые и вторые сектора 9, 10 протекторного браслета 6 проходят по радиусу по существу по всей толщине самого протекторного браслета, давая в этом случае по существу такой же общий технический эффект, что и в пневматической шине 1, показанной на фиг.1, 2 и 2А.
В варианте, показанном на фиг.3В, вторые сектора 10 протекторного браслета 6 в виде единого целого выступают во внешнем по радиусу направлении из слоя 12, предпочтительно имеющего толщину от 1 до 5 мм, помещенного между протекторным браслетом 6 и брекерной конструкцией 5 и по существу состоящего из второго эластомерного материала.
Также в этом случае достигаются те же технические эффекты, что и в пневматической шине 1 согласно фиг.1, 2 и 2А.
В нижеследующем примере, приведенном для иллюстративных, а не для ограничивающих целей, будут показаны некоторые составы предпочтительных эластомерных материалов, которые могут использоваться для изготовления первых и вторых секторов 9, 10 протекторного браслета 6 пневматической шины 1 согласно настоящему изобретению.
Пример
Были приготовлены эластомерные материалы, обозначенные в нижеследующей таблице как А и В, которые могут использоваться для изготовления первых и вторых секторов 9, 10 согласно настоящему изобретению для протекторного браслета 6. В Таблице 1 все величины выражены в phr.
Используемыми ингредиентами были следующие:
E-SBR 1712 - сополимер бутадиенстирола в эмульсии, выпускаемый под торговым наименованием KRYNOL®1712 (BAYER);
E-SBR 1500 - сополимер бутадиенстирола в эмульсии, выпускаемый под торговым наименованием KRYLENE®1500 (BAYER);
NR-SMR20 - натуральный каучук;
Сажа N234 - продукт, имеющийся на рынке под торговым наименованием VULCAN®7H (CABOT CORPORATION);
SiO2 - кремнезем, имеющийся на рынке под торговым наименованием ULTRASIL® VN3 (DEGUSSA);
Связующий агент SiO2 - твердая композиция, содержащая 50% сажи (N330), 50% бис(3-триэтоксисилилпропил)тетрасульфида, выпускаемый под торговым наименованием X50S® (DEGUSSA);
Ароматическое масло - продукт, выпускаемый под торговым наименованием MOBILOIL®90 (MOBIL);
Стеариновая кислота - продукт, выпускаемый под торговым наименованием STEARINA®TP8 (MIRACHEM);
ZnO - продукт, выпускаемый под торговым наименованием ZYNKOXYD AKTIV® (BAYER);
6PPD - N-1,3-диметилбутил-N'-фенил-р-фенилендиамин, выпускаемый под торговым наименованием VULCANOX®4020 (BAYER);
DPG - дифенилгуанидин, выпускаемый под торговым наименованием VULKACIT®D (BAYER);
TBBS - N-трет-бутил-2-бензотиазил-сульфенамид, выпускаемый под торговым наименованием VULKACIT®NZ (BAYER);
CBS - N-циклогексил-2-бензотиазил-сульфенамид, выпускаемый под торговым наименованием VULKACIT®CZ (BAYER);
Растворимая сера - продукт, выпускаемый под торговым наименованием RUBERSUL®400 (REPSOL DERIVADOS).
Способами, известными в данной отрасли, указанные эластомерные материалы подвергались вулканизации и затем серии тестов с целью измерения некоторых типичных параметров вулканизированных материалов. Принимались во внимание следующие параметры:
E' 23°С - модуль упругости при сжатии, измеренный при температуре 23°С согласно описанной выше процедуре.
Степень твердости резины по международной шкале (твердость IRHD) - измерялась при 23°С по стандарту ISO 48.
СА 1 - сила сцепления (относящаяся к части тестового образца) до деформации в 100% по стандарту DIN 53504.
Результаты испытаний отражены в Таблице 2.
Ниже следует описание показанных на фиг.4, 5 и 6 производственных участков, в целом обозначенных ссылочной позицией 16 на фиг.4 и 5 и ссылочной позицией 17 на фиг.6, предназначенных для изготовления протекторного браслета 6 со смежными по оси секторами пневматической шины 1 в рамках предпочтительного варианта способа изготовления согласно настоящему изобретению.
В варианте, показанном на фиг.4, ссылочной позицией 16 в целом обозначен роботизированный производственный участок для сборки протекторного браслета 6 пневматической шины 1, показанной на фиг.3А.
Производственный участок 16 связан с обычным производственным предприятием по выпуску пневматических шин или для выполнения части технологических операций, предусмотренных в технологической цепочке производства самих шин, при этом такое предприятие известно и не показано.
На таком предприятии также имеются известные и не показанные устройства для сборки каркасной конструкции 2 и связанной с ней кольцевой армирующей конструкции 3, на опорном элементе, способном принимать по существу тороидальную конфигурацию, например, как известный барабан 18, а также для последующей сборки брекерной конструкции 5 во внешнем по радиусу положении относительно каркасной конструкции 2.
Производственный участок 16 содержит известный роботизированный манипулятор, в целом обозначенный ссылочной позицией 21 и предпочтительно относящийся к антропоморфному типу с семью осями, предназначенный для подбора каждого барабана 18, поддерживающего каркасную конструкцию 2, кольцевую армирующую конструкцию 3 и брекерную конструкцию 5 из положения 20 подбора, определенного на конце конвейера 19 или другого подходящего транспортного средства, и переноса его в положение нанесения секторов 9, 10 протекторного браслета 6.
Более конкретно, положение нанесения первых секторов 9 протекторного браслета 6 определено у первого подающего элемента 22 экструдера 23, выполненного с возможностью создания, по меньшей мере, одного непрерывного удлиненного элемента 24, выполненного из подходящего эластомерного материала и имеющего подходящий размер в поперечном сечении, тогда как положение нанесения вторых секторов 10 протекторного браслета 6 определено у второго подающего элемента 25 экструдера 26, выполненного с возможностью создания, по меньшей мере, одного второго удлиненного элемента 27, также состоящего из подходящего эластомерного материала, имеющего подходящий размер в поперечном сечении.
Далее следует описание первого предпочтительного варианта способа изготовления пневматической шины согласно настоящему изобретению со ссылками на производственный участок, описанный выше со ссылками на фиг.4.
На последовательности подготовительных этапов, выполняемых до производственного участка 16, на барабане 18 собирают и придают форму каркасной конструкции 2, содержащей кольцевую армирующую конструкцию 3 и брекерную конструкцию 5, которые принимают и затем определяют по существу тороидальную форму создаваемой пневматической шины. Указанный барабан 18 затем транспортируют на конвейере 19 в положение 20 подбора.
На следующем этапе роботизированный манипулятор 21 позиционирует барабан 18 в первом положении нанесения, определенном у первого элемента 22, подающего удлиненный элемент 24, состоящий из первого эластомерного материала, который после вулканизации имеет модуль упругости E' при сжатии при 23°С от приблизительно 20 до приблизительно 80 МПа и предназначенного для образования первых секторов 9 протекторного браслета 6.
В этом положении нанесения роботизированный манипулятор 21 вращает барабан 18 вокруг его оси Х-Х вращения и осуществляет относительное перемещение между подающим элементом 22 и барабаном 18, перемещая последний поступательно в направлении, по существу параллельном оси Х-Х вращения.
Одновременно с вращением и поступательным перемещением барабана 18 первый подающий элемент 22 подает удлиненный элемент 24 во внешнее по радиусу положение относительно брекерного слоя 5 так, чтобы образовать первые сектора 9 протекторного браслета 6, в которых далее будут образованы продольные канавки.
Преимущественно вращение и поступательное перемещение барабана 18 осуществляют так, чтобы образовать множество первых секторов 9, отстоящих друг от друга с заданным шагом р.
Предпочтительно нанесение удлиненного элемента 24 осуществляют путем формирования множества витков, расположенных бок о бок по оси и/или радиально наложенных так, чтобы образовывать первые сектора 9.
На следующем этапе роботизированный манипулятор 21 позиционирует барабан 18 во втором положении нанесения, определенном у второго подающего элемента 25 для нанесения удлиненного элемента 27, выполненного из второго эластомерного материала, для образования вторых секторов 10 протекторного браслета 6, имеющего после вулканизации величину модуля упругости E' при сжатии при 23°С ниже, чем эта величина первого эластомерного материала, образующего первые сектора 9.
Также во втором положении нанесения роботизированный манипулятор 21 вращает вспомогательный барабан 18 вокруг его оси Х-Х вращения и осуществляет относительное перемещение между подающим элементом 25 и вспомогательным барабаном 18, также поступательно перемещая последний в направлении, по существу параллельном оси Х-Х вращения.
Одновременно с вращательным и поступательным движением вспомогательного барабана 18 второй подающий элемент 25 подает удлиненный элемент 27 во внешнее по радиусу положение относительно брекерного слоя 5 так, чтобы образовать вторые сектора 10 протекторного браслета между ранее образованными первыми секторами 9.
Также в этом случае вращение и поступательное перемещение барабана 18 осуществляют так, чтобы образовать множество вторых секторов 10, отстоящих друг от друга с заданным шагом р.
Также на этом этапе нанесение удлиненного элемента 27 предпочтительно осуществляют с образованием множества витков, расположенных бок о бок по оси и/или с радиальным наложением.
В конце этого первого этапа наложения протекторный браслет 6 собираемой невулканизированной пневматической шины может считаться готовым, поэтому барабан 18 транспортируют известным способом, здесь не описываемым, на последующий производственный участок завода.
Более конкретно, затем известным способом и на известном производственном участке образуют продольные канавки 11 в первых секторах 9 и вулканизируют пневматическую шину.
Согласно настоящему изобретению последовательность нанесения секторов 9, 10 не является критичной, поэтому можно предусмотреть вариант, когда вторые сектора 10 образуют до первых секторов 9 во внешнем по радиусу положении относительно брекерного слоя 5.
В модификации предыдущего варианта способа согласно настоящему изобретению, показанной на фиг 5, используется по существу цилиндрический барабан 18', на котором собирают брекерную конструкцию 5. Вспомогательный барабан 18' перемещают по существу так же, как и барабан 18, проиллюстрированный выше.
Более конкретно, вспомогательный барабан 18' помещают у первого подающего элемента 22, который подает первый эластомерный материал; затем удлиненный элемент 24 из первого эластомерного материала подается посредством подающего элемента 22 на брекерную конструкцию 5, предпочтительно при относительном перемещении между первым подающим элементом 22 и вспомогательным барабаном 18' так, чтобы образовать первые сектора 9 протекторного браслета 6.
Затем вспомогательный барабан 18' устанавливают у второго подающего элемента 25, подающего второй эластомерный материал, и на брекерную конструкцию 5 посредством подающего элемента 25 наносят удлиненный элемент 27, предпочтительно при относительном перемещении между вторым подающим элементом 25 и вспомогательным барабаном 18', для образования вторых секторов 10 протекторного браслета 6 между ранее образованными первыми секторами 9.
В этом варианте этапы нанесения указанных удлиненных элементов из эластомерных материалов также предпочтительно осуществляют, вращая вспомогательный барабан 18' вокруг его оси вращения.
Указанные выше этапы также осуществляют, формируя множество витков, проходящих по оси бок о бок друг с другом и/или с радиальным наложением так, чтобы определить первые и вторые сектора 9, 10 протекторного браслета 6.
Наконец, предпочтительно относительное перемещение между подающими элементами 22 и 25 и вспомогательным барабаном 18' осуществляют, поступательно перемещая вспомогательный барабан 18' в направлении, по существу параллельном его оси вращения.
Также в этом случае последовательность нанесения секторов 9, 10 не является критичной, поэтому можно предусмотреть вариант, при котором вторые сектора 10 образуют до первых секторов 9 во внешнем по радиусу положении относительно брекерного слоя 5.
В конце нанесения протекторного браслета 6 сборку брекерной конструкции и протекторного браслета соединяют с остальными частями пневматической шины, предварительно собранными на другом сборочном барабане.
Эти предпочтительные варианты осуществления способа согласно настоящему изобретению, в частности, обладают преимуществом и эффективны, когда требуется использовать уже существующие производственные линии, применяя фактически, по меньшей мере, один сборочный барабан, на котором, по меньшей мере, частично образованы полуфабрикатные детали, которые составят пневматическую шину, при этом в такую обычную производственную линию интегрирован конечный роботизированный участок для изготовления протекторного браслета из смежных по оси секторов, как описано выше.
В варианте, показанном на фиг.6, производственный участок, предназначенный для изготовления протекторного браслета 6 пневматической шины 1, в целом обозначен ссылочной позицией 17.
Производственный участок 17, в частности, связан с высокоавтоматизированным производством пневматических шин или для осуществления части технологических операций, предусмотренных в цикле производства самих пневматических шин, при этом само такое производственное предприятие не показано, поскольку оно известно.
В рамках таких технологических операций преимущественно предусмотрена сборка различных деталей пневматической шины 1 непосредственно на опоре 28, имеющей тороидальную форму и являющейся по существу жесткой, имеющей внешние поверхности 28а, 28b, которым придана форма, соответствующая внутренней конфигурации самой пневматической шины.
В таком производственном предприятии также имеются непоказанные роботизированные участки для создания на тороидальной опоре 28 каркасной конструкции 2, содержащей кольцевую армирующую конструкцию 3 и для последующей установки брекерной конструкции 5 во внешнем по радиусу положении относительно каркасной конструкции 2.
Производственный участок 17 содержит известный роботизированный манипулятор, в целом обозначенный ссылочной позицией 29 и предпочтительно относящийся к антропоморфному типу с семью степенями свободы, предназначенный для подбора каждой опоры 28, несущей каркасную конструкцию 2, кольцевую армирующую конструкцию 3 и брекерную конструкцию 5, из положения 30 подбора, определенного на конце двух опорных стоек 36, 37 подставки 31 или другого подходящего поддерживающего средства, и переноса ее в положение нанесения секторов 9 и 10 протекторного браслета 6.
Более конкретно, положение нанесения первых секторов 9 протекторного браслета 6 определено у первого подающего элемента 32 экструдера 33, выполненного с возможностью выдавать, по меньшей мере, один первый непрерывный удлиненный элемент, состоящий из удлиненного элемента (не виден на фиг.6), выполненного из подходящего первого эластомерного материала и имеющего подходящий размер поперечного сечения. Положение нанесения вторых секторов 10 протекторного браслета 6 определено у второго подающего элемента 34 экструдера 35, выполненного с возможностью выдавать, по меньшей мере, второй непрерывный удлиненный элемент, состоящий из удлиненного элемента (также не видимого на фиг.6), состоящего из подходящего второго эластомерного материала, имеющего подходящий размер поперечного сечения.
Другие конструктивные и функциональные подробности роботизированного манипулятора 29 описаны, например, в международной заявке на патент WO 00/35666, описание которой включено в настоящее описание посредством ссылки.
Далее следует описание еще одного предпочтительного варианта производственного участка 17, описанного выше со ссылками на фиг.6.
На последовательности предварительных этапов, выполняемых до производственного участка 17 на последовательности роботизированных участков, на опоре 28 собирают каркасную конструкцию 2, кольцевую армирующую конструкцию 3 и брекерную конструкцию 5, после чего опору транспортируют в положение 30 подбора.
На последующем этапе роботизированный манипулятор 29 позиционирует опору 28 в первом положении нанесения, которое определено у первого подающего элемента 32, который выдает первый удлиненный элемент, состоящий из эластомерного материала, который после вулканизации имеет модуль упругости Е' при сжатии при 23°С от приблизительно 20 до приблизительно 80 МПа и предназначенного для образования первых секторов 9 протекторного браслета 6.
В этом положении нанесения роботизированный манипулятор 19 вращает опору 28 вокруг ее оси Х-Х вращения и осуществляет относительное перемещение между подающим элементом 32 и опорой 28, также поступательно перемещая опору 28 в направлении, по существу параллельном ее оси Х-Х вращения.
Одновременно с вращением и поступательным перемещением опоры 28 первый подающий элемент 32 наносит удлиненный элемент во внешнее по радиусу положение относительно брекерного слоя 5 для образования секторов 9 протекторного браслета 6.
Предпочтительно нанесение удлиненного элемента осуществляется путем формирования множества витков, расположенных бок о бок по оси и/или с радиальным наложением для определения первых секторов 9.
На последующем этапе роботизированный манипулятор 29 позиционирует опору 28 во второе положение нанесения, определенное у второго подающего элемента 34, который выдает удлиненный элемент, состоящий из второго эластомерного материала, который после вулканизации имеет модуль упругости Е' при сжатии при 23°С ниже, чем у первого эластомерного материала, образующего первые сектора 9.
Кроме того, во втором положении нанесения роботизированный манипулятор 29 вращает опору 28 вокруг ее оси Х-Х вращения и осуществляет относительное перемещение между подающим элементом 34 и опорой 28, поступательно перемещая опору 28 в направлении, по существу параллельном ее оси Х-Х вращения.
Одновременно с вращением и поступательным перемещением опоры 28 второй подающий элемент 34 выдает удлиненный элемент во внешнее по радиусу положение относительно брекерного слоя 5 для образования вторых секторов 10 протекторного браслета 6 между ранее образованными первыми секторами 9.
Также в этом случае нанесение удлиненного элемента предпочтительно осуществляют путем формирования множества витков, расположенных бок о бок по оси и/или с радиальным наложением.
Также в этом случае последовательность нанесения первых и вторых секторов не является критичной, поэтому можно предусмотреть, что вторые сектора 10 будут образованы до первых секторов 9 во внешнем по радиусу положении относительно брекерного слоя 5.
В конце этого второго этапа нанесения протекторный браслет 6 собираемой невулканизированной пневматической шины может считаться готовым, поэтому опору 28 известным способом (не показан) транспортируют на последующие производственные участки завода.
Подобно тому, что было описано выше, полученную таким образом невулканизированную пневматическую шину направляют на этап формирования продольных канавок 11 и на этап вулканизации.
Этот другой предпочтительный вариант способа согласно настоящему изобретению, в частности, обладает преимуществом и эффективен, когда требуется использовать технологии, которые позволяют свести к минимуму или, возможно, исключить производство и хранение полуфабрикатных изделий, например, за счет использования технологических решений, изготавливать их отдельные компоненты, непосредственно нанося их на изготавливаемую пневматическую шину в заданной последовательности на множестве роботизированных участков.
Если пневматическая шина 1 должна быть снабжена слоем 12 эластомерного материала, расположенным между протекторным браслетом 6 и брекерной конструкцией 5, например, как показано на фиг.1, 2, 2А и 3В, процесс сборки также включает этап нанесения указанного слоя во внешнем по радиусу положении относительно брекерной конструкции 5, перед тем, как наносить первые и вторые сектора 9, 10 протекторного браслета.
Этот дополнительный этап нанесения преимущественно осуществляют в первом или втором положении нанесения, в соответствии с типом материала, используемого для слоя 12.
В преимущественном варианте можно существенно сократить время сборки, осуществляя нанесение слоя 12 одновременно с нанесением первых или вторых секторов 9, 10 протекторного браслета 6, когда эти сектора и слой 12 состоят из одного и того же эластомерного материала.
Многочисленные проведенные испытания показали, что пневматические шины согласно настоящему изобретению полностью достигают поставленную цель улучшения дренажной способности и курсовой устойчивости на мокрой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИНА ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2321500C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2319618C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ | 2004 |
|
RU2362679C2 |
| СПОСОБ, ПРОЦЕСС И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2014 |
|
RU2678662C1 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ, СОДЕРЖАЩАЯ ПРОТЕКТОРНЫЙ БРАСЛЕТ, ЗАЩИЩЕННЫЙ ОТ ИСКАЖЕНИЙ В КАНАВКАХ ПРОТЕКТОРА | 2008 |
|
RU2478484C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2016 |
|
RU2730832C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2594212C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ С ПРОТЕКТОРНЫМ БРАСЛЕТОМ В ВИДЕ КОНСТРУКЦИИ ИЗ БЕГОВОГО СЛОЯ И ОСНОВАНИЯ | 2003 |
|
RU2304050C2 |
| ВЫСОКОЭФФЕКТИВНАЯ ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2320495C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2342253C2 |
Изобретение относится к автомобильной промышленности. Протекторный браслет шины содержит, по меньшей мере, один первый сектор, проходящий по радиусу и по существу состоящий из первого эластомерного материала; множество вторых секторов, проходящих по радиусу, расположенных на противоположных по оси сторонах, по меньшей мере, одного первого сектора и по существу состоящих из второго эластомерного материала; по меньшей мере, одну продольную канавку, образованную в, по меньшей мере, одном первом секторе и проходящую по существу по всей периферии протекторного браслета. Первый эластомерный материал имеет модуль упругости при сжатии при 23°С больше, чем модуль упругости при сжатии при 23°С второго эластомерного материала. Модуль упругости при сжатии при 23°С первого эластомерного материала составляет от приблизительно 20 до приблизительно 80 МПа. В результате улучшается дренажная способность и курсовая устойчивость шины на мокрой поверхности. 2 н. и 32 з.п. ф-лы, 6 ил., 2 табл.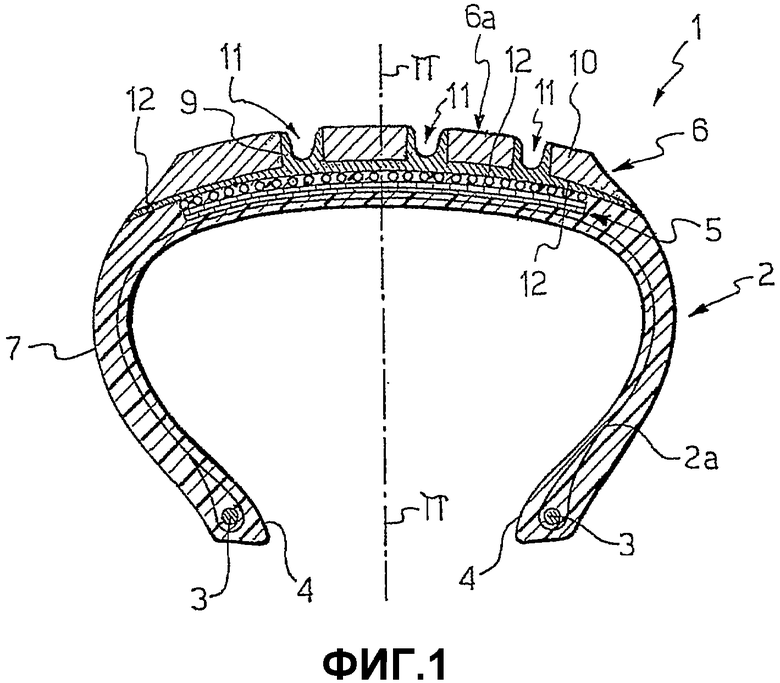
при этом протекторный браслет (6) содержит:
i) по меньшей мере, один первый сектор (9), проходящий по радиусу и, по существу, состоящий из первого эластомерного материала;
ii) множество вторых секторов (10), проходящих по радиусу, расположенных на противоположных по оси сторонах, по меньшей мере, одного первого сектора (9) и, по существу, состоящих из второго эластомерного материала;
iii) по меньшей мере, одну продольную канавку (11), образованную в, по меньшей мере, одном первом секторе (9) и проходящую, по существу, по всей периферии протекторного браслета (6);
причем первый эластомерный материал имеет модуль упругости (Е') при сжатии при 23°С больше, чем модуль упругости (Е') при сжатии при 23°С второго эластомерного материала; и
модуль упругости (Е') при сжатии при 23°С первого эластомерного материала составляет от приблизительно 20 до приблизительно 80 МПа.
a) обеспечивают каркасную конструкцию (2), имеющую, по меньшей мере, один каркасный слой (2а), связанный с, по меньшей мере, одной кольцевой армирующей конструкцией (3);
b) собирают брекерную конструкцию (5);
c) размещают во внешнем по радиусу положении относительно брекерной конструкции (5), по меньшей мере, один проходящий по радиусу первый сектор (9) протекторного браслета (6), по существу, состоящий из первого эластомерного материала, имеющего после вулканизации величину модуля упругости (Е') при сжатии при 23°С от приблизительно 20 до приблизительно 80 Мпа,
d) размещают во внешнем по радиусу положении относительно брекерной конструкции (5) множество проходящих по радиусу вторых секторов (10) протекторного браслета (6), отстоящих друг от друга по оси и, по существу, состоящих из второго эластомерного материала, имеющего после вулканизации величину модуля упругости (Е') при сжатии при 23°С меньшую, чем величина модуля упругости (Е') при сжатии при 23°С первого эластомерного материала;
при этом этапы с) и d) выполняют так, что вторые сектора (10) размещают с противоположных по оси сторон, по меньшей мере, одного первого сектора (9).
e) размещают вспомогательный барабан (18') у первого элемента (22), подающего первый эластомерный материал;
f) наносят посредством первого подающего элемента (22), по меньшей мере, один удлиненный элемент (24), выполненный из первого эластомерного материала, во внешнее по радиусу положение относительно брекерной конструкции (5), одновременно осуществляя относительное перемещение между первым подающим элементом (22) и вспомогательным барабаном (18') для образования, по меньшей мере, одного первого сектора (9) протекторного браслета (6);
g) размещают вспомогательный барабан (18') у второго элемента (25), подающего второй эластомерный материал;
h) наносят посредством второго подающего элемента (25), по меньшей мере, один удлиненный элемент 27, выполненный из второго эластомерного материала, во внешнее по радиусу положение относительно брекерной конструкции (5), одновременно осуществляя относительное перемещение между вторым подающим элементом (25) и вспомогательным барабаном (18') для образования вторых секторов (10) протекторного браслета (6), отстоящих друг от друга по оси и расположенных с противоположных сторон, по меньшей мере, одного первого сектора (9).
е') размещают, по существу, тороидальную опору (18, 28) у первого подающего элемента (22, 32) первого эластомерного материала;
f') наносят посредством первого подающего элемента (22, 32), по меньшей мере, один удлиненный элемент, выполненный из первого эластомерного материала, во внешнее по радиусу положение относительно брекерной конструкции (5), одновременно выполняя относительное перемещение между первым подающим элементом (22, 32) и, по существу, тороидальной опорой (18, 28) для образования, по меньшей мере, одного первого сектора (9) протекторного браслета (6);
g') размещают, по существу, тороидальную опору (18, 28) у второго подающего элемента (25, 34), подающего второй эластомерный материал;
h') наносят посредством второго подающего элемента (25, 34), по меньшей мере, один удлиненный элемент, выполненный из второго эластомерного материала, во внешнее по радиусу положение относительно брекерной конструкции (5), одновременно осуществляя относительное перемещение между вторым подающим элементом (25, 34) и, по существу, тороидальной опорой (18, 28) так, чтобы образовать вторые сектора (10) протекторного браслета (6), отстоящие друг от друга по оси и расположенные на противоположных по оси сторонах, по меньшей мере, одного первого сектора (9).
| US 5937926 А, 17.08.1999 | |||
| Раструбный стержень для изложницыцЕНТРОбЕжНОй МАшиНы | 1979 |
|
SU839675A1 |
| ЕР 1095795 А, 02.05.2001. | |||

