Область техники, к которой относится изобретение
Изобретение относится к изготовлению углеродных изделий из заготовок, сделанных из вещества, исходного по отношению к углероду (называемого далее для краткости прекурсором углерода).
Уровень техники
Конкретная область приложения изобретения заключается в изготовлении полуфабрикатов или заготовок, состоящих из углеродных волокон и предназначенных для применения в составе волоконного каркаса деталей, изготовленных из термоструктурного композитного материала, такого как композит углерод/углерод (У/У) и укрепленный углеродом керамический матричный композит. Такие полуфабрикаты из углеродных волокон обычно получают из тканых заготовок, которые состоят из волокон прекурсора углерода. По сравнению с углеродными такие волокна лучше выдерживают текстильные операции, требуемые для формирования указанных заготовок.
В числе прочих прекурсоров углерода, имеющих, в частности, форму волокон, обычно используют предварительно окисленный полиакрилонитрил (ПАН). По меньшей мере, для некоторых вариантов применения необходимо не только превратить в углерод заготовки, состоящие из волокон предварительно окисленного ПАН, но и устранить при этом поступающие из прекурсора любые металлы или металлические примеси, главным образом натрий. По этой причине углеродные изделия обычно изготавливают из заготовок, состоящих из прекурсора углерода в виде предварительно окисленного ПАН (см., например, документ GB 2148866, МПК С01В 31/02; D01F 9/12, опубл. 5.06.1985, в котором описаны способ и установка для получения углеродных изделий из заготовок, изготовленных из предварительно окисленного ПАН, используемого в качестве материала, исходного по отношению к углероду).
В соответствии с уровнем техники это изготовление указанных углеродных изделий включает две последовательные стадии:
- первую стадию, заключающуюся в надлежащей карбонизации; на этой стадии прекурсор углерода химическим образом превращают в углерод, причем этот процесс в промышленном масштабе проводят в печи посредством постепенного повышения температуры с нагревом печи приблизительно до 900°С, и
- вторую стадию, заключающуюся в тепловой обработке при высокой температуре; эту обработку также проводят в печи, постепенно повышая температуру до уровня выше 1000°С, обычно до температуры в интервале 1400-1650°С, чтобы посредством сублимации устранить натрий, или действительно до очень высокого уровня, доходящего до 2000°С, 2200°С или даже до 2500°С, чтобы придать углеродным волокнам особые свойства и устранить другие металлические примеси.
Во время первой стадии, как правило, проводимой, по существу, при атмосферном давлении с продувкой инертным газом, таким как азот, завершается преобразование прекурсора. При этом достигается уровень содержания углерода, превышающий 95% и, возможно, достигающий или превышающий даже 99%. Потеря массы велика и составляет приблизительно 50%. Она сопровождается генерацией большого объема выделяемого газообразного продукта, содержащего преимущественно нитрилы, в частности цианиды, которые необходимо подвергнуть обработке.
Вторую стадию проводят под низким давлением, причем также с продувкой инертным газом, таким как азот или аргон. По сравнению с первой стадией скорости потоков продуваемого газа и выделяемого газообразного продукта гораздо меньше.
Обе стадии осуществляют в соответствующих различающихся между собой установках. В промышленном масштабе каждая из этих стадий протекает в течение нескольких дней. Поэтому процесс получения углеродных изделий, которые не содержат натрий, поступающий из прекурсора углерода (предварительно окисленного полиакрилонитрила), длителен и дорог.
Те же проблемы существуют и для волокон из прекурсора углерода, отличающегося от предварительно окисленного ПАН и также содержащего требующие устранения натрий или другие металлы, такие как магний или кальций. Сюда же относится ситуация, когда необходимо устранить такие металлы или металлические примеси, как, например, железо, никель или хром. Чтобы получить возможность устранить их посредством испарения, требуется тепловая обработка при высокой температуре, обычно достигающей 2000°С или превышающей эту величину.
Раскрытие изобретения
Задача, на решение которой направлено изобретение, состоит в разработке промышленного способа и промышленной установки, позволяющих получать описанные изделия из углерода и обеспечивающих очень большую экономию с точки зрения стоимости и длительности.
Эта задача решается, прежде всего, посредством промышленного способа, который включает следующие стадии:
- первую стадию, на которой исходный по отношению к углероду материал углерода превращают в углерод посредством нагрева с непрерывным удалением выделяемого газообразного продукта, и
- вторую стадию, заключающуюся в высокотемпературной тепловой обработке под низким давлением с непрерывным удалением выделяемого газообразного продукта.
Согласно изобретению первую и вторую стадии проводят последовательно в одной печи за счет осуществления после окончания первой стадии следующих этапов:
- переключения выпуска из печи выделяемого газообразного продукта, с прерыванием соединения печи с первым отводящим устройством, применявшимся в течение первой стадии, и установлением соединения печи со вторым отводящим устройством, применяющимся в течение второй стадии,
- регулировки давления внутри печи до низкого давления, требуемого для второй стадии, и
- регулировки температуры нагрева печи, начиная от температуры, достигнутой в конце первой стадии.
При реализации изобретения после окончания первой стадии измерение температуры нагрева печи переключают от, по меньшей мере, одного первого датчика температуры к, по меньшей мере, одному второму датчику, отличающемуся от первого. Единственный или каждый первый датчик может быть датчиком термоэлектрического типа, который установлен в печи вблизи ее стенки. В течение второй стадии под воздействием температуры он разрушается. Во время первой стадии может иметься необходимость в применении температурного датчика именно термоэлектрического типа, т.к. большое количество выделяемого газообразного продукта делает невозможным использование такого датчика, как оптический пирометр, который пригоден для применения в течение второй стадии.
Такое переключение от одних средств измерения температуры к другим может сопровождаться также изменением конфигурации зон нагрева внутри печи.
В оптимальном варианте переключение между первым и вторым отводящими устройствами, которые выводят выделяемый газообразный продукт, а также между первым и вторым измерительным датчиком (первыми и вторыми измерительными датчиками) автоматизировано.
Поскольку вторую стадию проводят под низким давлением, полезно проверить герметичность печи, чтобы избежать проникновения любого количества воздуха через место утечки. Такое проникновение могло бы привести к коррозии углеродного изделия в результате окисления во время второй стадии способа. При реализации способа проверку герметичности печи проводят перед первой стадией. Такая проверка может включать, в частности, продувку внутреннего объема печи инертным газом, таким как азот, и измерение количества газообразного кислорода, содержащегося в продуваемом через печь газе, после загрузки.
Во время первой стадии нагрев осуществляют до момента достижения температуры, достаточно высокой для полной или почти полной карбонизации исходного по отношению к углероду материала (прекурсора). Однако эта температура должна лежать ниже порогового значения, при котором один или несколько металлов или одна или несколько металлических примесей, содержавшихся в прекурсоре, сублимируются или испаряются. Кроме того, она должна быть однозначно ниже порогового значения, при котором разрушаются температурные датчики, помещенные внутри печи. Желательно, чтобы эта температура лежала в интервале 750-1100°С, причем обычно она близка к 900°С.
Во время второй стадии нагрев осуществляют при температуре, которая достаточно высока для сублимации или испарения одного или нескольких металлов или металлических примесей, подлежащих устранению, и/или, если это требуется для придания особых свойств конечным углеродным изделиям. В том случае, когда нужно устранить натрий, эта температура превышает 1000°С, обычно лежит в интервале 1400-1650°С и в типичном варианте близка к 1600°С. Когда возникает необходимость устранить другие металлы, такие как железо, никель или хром, указанная температура может достигать 2000°С, 2200°С или даже 2500°С.
Максимальную температуру можно ограничить величиной, не достигающей порогового значения, выше которого конечное углеродное изделие претерпевает преобразование такого типа, при котором свойства изделия изменятся, например ухудшатся механические и термические свойства углеродных волокон. Эту же температуру можно выбрать, наоборот, выше такого порогового значения, чтобы изменить указанные свойства специфическим образом. Вторую стадию проводят под низким давлением, желательно ниже 50 кПа, например под давлением, лежащим в интервале 0,1-50 кПа, предпочтительно ниже 5 кПа.
В том случае, когда при осуществлении способа выделяемый газообразный продукт, удаленный из печи во время второй стадии, содержит, по меньшей мере, один щелочной металл, такой, например, как натрий, указанный металл нейтрализуют, нагнетая нейтрализующий агент в отводную трубу, предназначенную для отвода выделяемого продукта. Такую нейтрализацию можно провести посредством пассивирования за счет нагнетания двуокиси углерода (СО2) в выделяемый газообразный продукт. Возможен также вариант нейтрализации посредством гидратирования нагнетаемым паром (Н2О) или путем подачи смеси CO2+Н2О.
Желательно проводить эту нейтрализацию непрерывным образом посредством нагнетания нейтрализующего агента в поток газа и выделяемого продукта, протекающего по отводной трубе.
Особое преимущество способа по изобретению связано с тем, что по сравнению с известным до сих пор способом, проводимым в две раздельные стадии в двух различных печах с промежуточным охлаждением, он позволяет уменьшить продолжительность обработки и, таким образом, ее стоимость. Указанное преимущество имеет место несмотря на то, что
- печь во время второй стадии загружена неоптимальным образом вследствие большого уменьшения объема изделия (изделий) сразу же после карбонизации, и
- в ряде случаев приходится пожертвовать одним или несколькими датчиками температуры, использованными во время первой стадии.
Другой задачей, на решение которой направлено настоящее изобретение, является разработка промышленной установки, позволяющей реализовать предлагаемый способ.
Для решения этой задачи предлагается промышленная установка, содержащая печь, средство для нагрева печи, по меньшей мере, один температурный датчик для измерения температуры нагрева печи, управляющую систему, подключенную к температурному датчику и к устройству для нагрева, чтобы контролировать температуру нагрева печи, по меньшей мере, один впускной канал для продуваемого газа, предназначенного для продувки внутреннего объема печи, по меньшей мере, один выпускной канал для удаления выделяемого газообразного продукта из печи и, по меньшей мере, одно отводящее устройство, присоединенное к выпускному каналу, для выделяемого газообразного продукта. Согласно изобретению установка дополнительно содержит:
- первое отводящее устройство для выделяемого газообразного продукта, предназначенное для приема выделяемого газообразного продукта, произведенного во время преобразования исходного материала в углерод посредством нагрева внутри печи,
- второе отводящее устройство для выделяемого газообразного продукта, предназначенное для приема выделяемого газообразного продукта, произведенного тепловым воздействием при высокой температуре в печи после завершения преобразования исходного материала, и
- переключающие средства, обеспечивающие возможность селективного соединения печи с первым или вторым отводящими устройствами.
В конкретном варианте осуществления изобретения установка дополнительно содержит:
- по меньшей мере, один первый температурный датчик, помещенный в печи; он предназначен для выдачи информации, характеризующей температуру нагрева, когда исходный материал превращается в углерод, и
- по меньшей мере, один второй температурный датчик; после завершения преобразования исходного материала этот датчик предоставляет информацию, характеризующую температуру нагрева во время высокотемпературной тепловой обработки.
Единственный или каждый первый датчик в предпочтительном варианте представляет собой термоэлектрический датчик, помещенный в закрытый футляр. Футляр имеет, например, форму полого стержня, установленного вблизи от стенки печи и изготовленного из тугоплавкого материала, такого как графит. Стержень осуществляет предохранительную функцию, позволяющую избавиться от искажения результатов измерений температуры, а на последующих этапах избежать загрязнения атмосферы печи продуктами, образовавшимися в результате разрушения одного или нескольких термоэлектрических датчиков во время тепловой обработки при высокой температуре. В предпочтительном варианте единственный или каждый второй датчик представляет собой оптический пирометр.
В конкретном варианте осуществления установки второе отводящее устройство имеет отводную трубу для выделяемого продукта, которая присоединена к выпускному каналу, и средство для нагнетания, по меньшей мере, одного нейтрализующего агента в указанную трубу поблизости от выхода печи. Такой агент служит для нейтрализации одного или нескольких веществ, содержащихся в выделяемом продукте, и, в частности, одного или нескольких металлов.
В вариантах своего осуществления установка содержит также первую и вторую магистрали для подачи в печь инертного продувающего газа и переключающие средства, предназначенные для селективного соединения печи с первой или со второй магистралью.
В оптимальном варианте предусмотрено также измерительное устройство, подсоединенное к внутреннему объему печи и выполненное с возможностью проведения измерения количества кислорода, содержащегося в инертном газе, например в продуваемом через печь азоте.
Краткое описание чертежей
Изобретение будет более понятно при чтении следующего далее описания, не имеющего ограничительного характера и составленного с использованием ссылок на сопроводительные чертежи, из которых:
фиг.1 - это весьма схематичный общий вид установки, представляющей вариант осуществления изобретения,
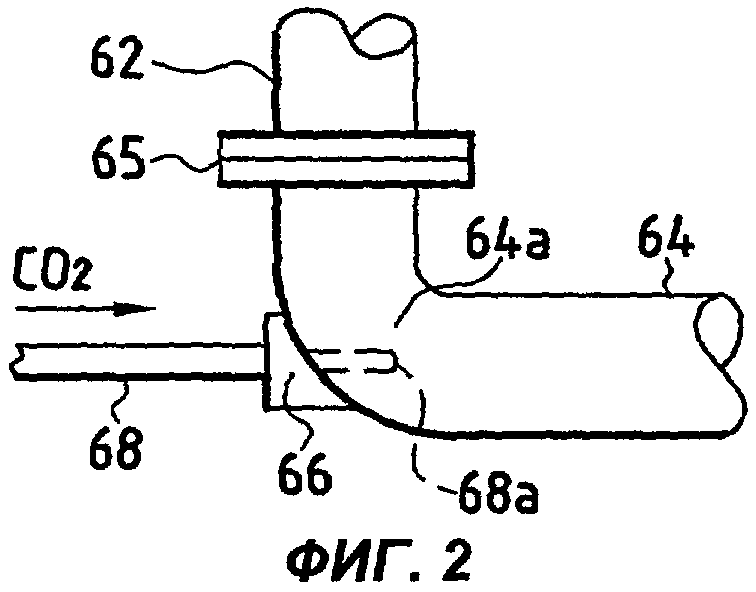
фиг.2 представляет детальное изображение части устройства для удаления выделяемого газообразного продукта из печи в показанной на фиг.1 установке,
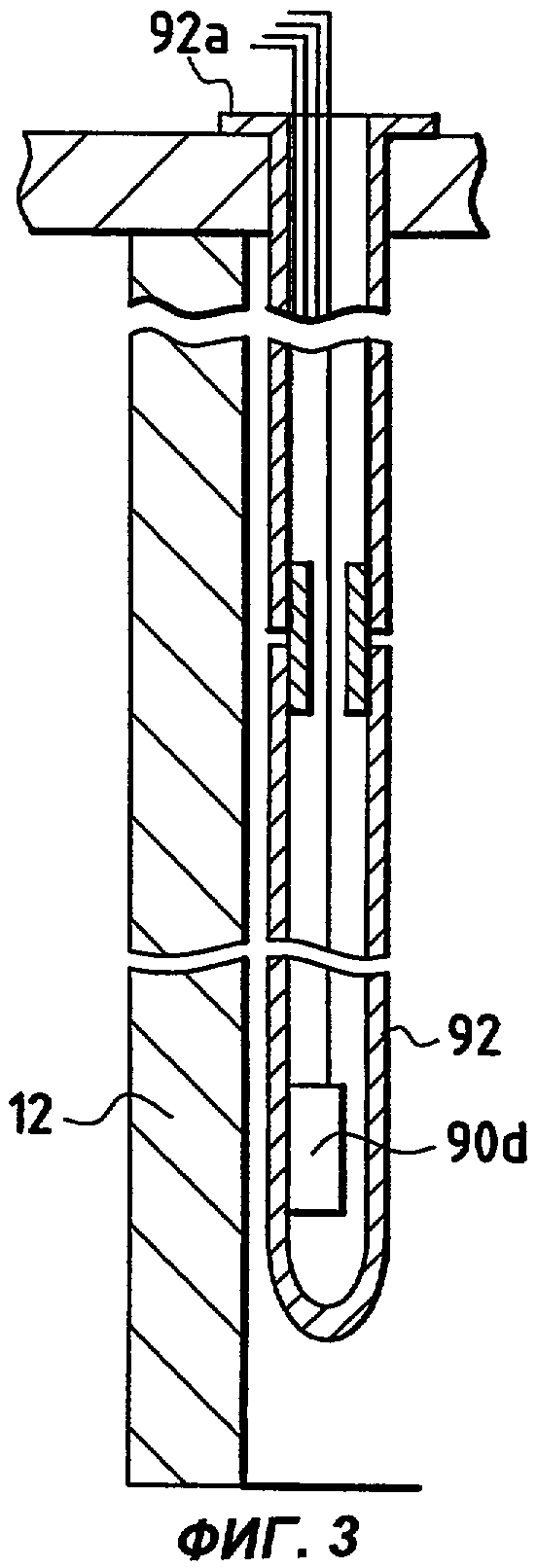
фиг.3 представляет собой детальное изображение температурных датчиков, установленных внутри печи показанной на фиг.1 установки;
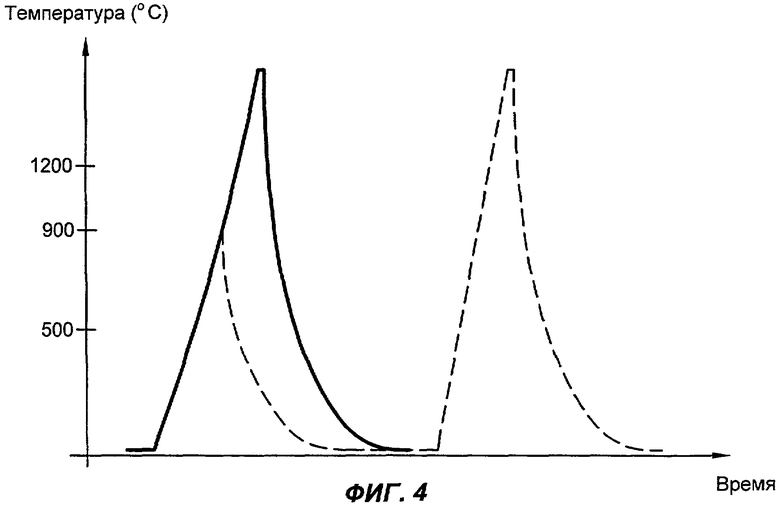
фиг.4 представляет собой график, иллюстрирующий временную зависимость изменения температуры, до которой нагревают печь показанной на фиг.1 установки.
Осуществление изобретения
Фиг.1 представляет собой весьма схематичное изображение печи 10. Печь содержит корпус 12, имеющий форму цилиндра с вертикальной осью, определяющего боковые стороны внутреннего объема, или камеры 11. Указанная камера предназначена для заполнения заготовками (не показаны), изготовленными из материала, исходного по отношению к углероду. Имеются в виду, например, куски ткани, изготовленной из волокна предварительно окисленного ПАН. Корпус перекрыт крышкой 14.
Корпус 12, изготовленный, например, из графита, нагревают посредством индуктивного взаимодействия между корпусом и окружающим корпус индуктором 16. Между корпусом и индуктором помещена термическая изоляция 18. Питание индуктора осуществляется с помощью управляющей системы 20, которая обеспечивает подачу электричества в соответствии с требованиями по нагреву печи.
Индуктор можно дополнительно разделить на множество секций по высоте печи. Каждую секцию питают индивидуально, задавая таким образом различные зоны нагрева внутри печи. В этих зонах температуру можно регулировать автономным образом.
Дно печи сформировано термическим изолятором 22, покрытым плитой 24. Плита изготовлена, например, из графита и поддерживает установленный на ней корпус 12.
Описанная сборка размещена в кожухе 26, изготовленном, например, из металла и герметичным образом покрытом съемной крышкой 28.
Трубопровод 30, снабженный клапаном 31, присоединен к источнику (не показан) инертного газа, например к источнику аргона или, в данном примере, азота N2. Указанный трубопровод 30 присоединен также к двум магистралям 32 и 34, предназначенным для подачи в печь инертного продувающего газа, при этом указанные магистрали спроектированы для подачи газа соответственно при низкой и высокой скорости потока. Каждая магистраль 32, 34 содержит трубопровод, который оборудован клапаном, регулирующим скорость потока. Клапаны обозначены соответственно как 33, 35. Магистрали 32, 34 открыты во внутренний объем печи 10 в верхней ее части. Магистраль 32, а возможно, также и магистраль 34 могут быть подсоединены к множеству входных отверстий, находящихся в различных положениях вокруг кожуха 26 печи.
Два отводящих устройства 40 и 60 подсоединены к соответствующим выпускным каналам 42 и 62, выходящим из печи и проходящим через ее дно.
Отводящее устройство 40 спроектировано для удаления выделяемого газообразного продукта, произведенного во время преобразования прекурсора углерода в углерод. Оно подсоединено к выпускному каналу 42 посредством трубы 44, снабженной клапаном 45.
Трубопроводы 48а и 48b, оборудованные смонтированными в них вентиляторами 50а и 50b соответственно, присоединенными параллельным образом между трубой 44 и емкостью 58. Указанная емкость предназначена для сбора нитрилов, главным образом тяжелых, содержащихся в выделяемом газообразном продукте и конденсирующихся в виде жидкой фазы. Чтобы иметь возможность вводить вентиляторы 50а и 50b в процесс или селективно исключать их из процесса, перед этими вентиляторами и за ними в трубопроводах 48а и 48b смонтированы соответственно клапаны 52а, 52b и 54а, 54b. Хотя можно применять только один вентилятор, наличие двух вентиляторов, которые можно вводить в процесс селективным образом, является предпочтительным из соображений надежности и/или, если это необходимо, для увеличения скорости выводимого потока. Чтобы обеспечить дополнительную эксплуатационную безопасность, параллельно вентиляторам может быть установлен автоматический клапан, который открывается, когда давление в трубе 44 становится больше атмосферного, и закрывается, когда оно снижается до атмосферного уровня или еще ниже. Тем самым предотвращается проникновение воздуха в печь.
Трубопровод 56, который объединяет трубопроводы 48а и 48b перед емкостью 58 можно выполнить слегка наклонным. Емкость 58 снабжена промывающей магистралью (не показана), позволяющей очищать емкость в закрытой системе.
Отводящее устройство 60 служит для удаления выделяемого газообразного продукта, который производится во время тепловой обработки, проводимой при высокой температуре после карбонизации изделий, изготовленных из прекурсора углерода. Такая обработка требуется, в частности, для того, чтобы исключить металлы, изначально содержавшиеся в прекурсоре углерода, причем в особенности остаточный натрий. Существенно, что данное устройство содержит устройство 70, снабженное перегородками, и всасывающее устройство 80.
Отводящее устройство 60 присоединено к выпускному каналу 62 посредством отводной трубы 64, у которой имеется нагнетающий вход 66 для нагнетания двуокиси углерода CO2. Как детально показано на фиг.2, отводная труба 64 имеет на своем конце колено 64а, которое с помощью фланца 65 присоединено к выпускному каналу 62, проходящему через дно печи. Нагнетающий вход 66 подсоединен к трубопроводу 68, который, в свою очередь, подключен к источнику (не показан) газообразного CO2 и снабжен клапаном 69. Трубопровод 68 удлинен за счет сопла 68а, введенного в отводную трубу 64, чтобы нагнетать указанный газ в трубу по направлению к выходному концу колена 64а. Тем самым исключается проникновение любого случайного нагнетания газообразного CO2 в печь через выпускной канал 62.
Для улавливания твердых фаз, содержащихся в транспортируемом отводной трубой 64 выделяемом газообразном продукте, служит устройство 70. Оно содержит две колонки 72 и 74, снабженные перегородками 73 и 75. Указанные перегородки, заставляющие газ следовать извилистым путем, установлены последовательно между отводной трубой 64 и трубопроводом 76, снабженным клапаном 77.
Всасывающее устройство 80 содержит насосы 78а и 78b, которые установлены в соответствующих трубопроводах 80а и 80b, соединенных параллельно между трубопроводом 76 и сжигающим устройством 86. В указанных трубопроводах установлены клапаны 82а, 82b и 84а, 84b соответственно до и после насосов 78а и 78b таким образом, чтобы насосы можно было включать в процесс или селективно исключать из процесса. Насосы 78а и 78b служат для установления желаемого низкого давления внутри печи. Хотя можно применять только один насос, предпочтительно иметь два насоса из соображений надежности.
Сжигающее устройство 86, вход которого присоединен также к выходу из предназначенной для нитрилов емкости 58, питает дымовую трубу 88.
Печь 10 оборудована датчиками температуры, присоединенными к управляющей системе 20 с целью доведения температуры нагрева до желаемого значения.
Первый набор датчиков, используемый во время преобразования прекурсора углерода, состоит из нескольких термоэлектрических датчиков, например из четырех датчиков 90а, 90b, 90с и 90d, размещенных на различных уровнях поблизости от внутренней поверхности корпуса 12. Хотя в применении множества датчиков нет необходимости, такой подход предпочтителен, поскольку он позволяет характеризовать множество нагреваемых зон внутри печи. Температуру в каждой зоне далее регулируют независимым образом посредством контроля мощности, подаваемой на соответствующую секцию индуктора. В основе такой регулировки лежит информация о температуре, поставляемая датчиком, который связан с указанной нагреваемой зоной. Индуктор в данном случае подразделен на четыре секции. Для повышения надежности можно предусмотреть наличие одного или нескольких дополнительных термоэлектрических датчиков. Следует иметь в виду, что датчики 90а, 90b, 90с и 90d обеспечивают получение информации, характеризующей температуру нагрева, т.е. температуру стенки корпуса 12, а не температуры изделий, подлежащих карбонизации.
Температурные датчики 90а, 90b, 90с и 90d размещены внутри полого стержня 92 (см. фиг.1 и 3), внутренний объем которого изолирован от внутреннего объема печи. Стержень 92 можно изготовить из множества сегментов или модулей, собранных в непрерывную цепь с помощью резьбовых соединений. Его можно подвесить к крышке 14 корпуса. Провода, соединяющие датчики 90а, 90b, 90с и 90d с наружным пространством и с управляющей системой 20, протянуты вдоль внутреннего объема стержня 92.
Указанный полый стержень ограничивает объем, в котором размещены температурные датчики. В результате измерение температуры не искажается, в частности, в присутствии сильных потоков газа внутри печи. Кроме того, как указывалось выше, такая конструкция позволяет собирать продукты, образовавшиеся в результате разрушения датчиков в случае повышения температуры выше максимального значения, которое датчики могут выдержать. Стержень должен быть изготовлен из тугоплавкого материала, имеющего низкую пористость, т.е. способного противостоять разрушению газами, производимыми прекурсором углерода, и продуктами плавления термоэлектрических элементов. Кроме того, указанный материал должен относительно легко обрабатываться механическим образом. В качестве примера можно отметить, что при толщине стенки стержня, например, 10-15 мм можно применять тонкодисперсный графит. Модульная конструкция стержня облегчает сборку и разборку, а также замену дефектных участков. У своего верхнего конца стержень 92 проходит через крышку 14 и опирается на нее выступом 92а, что позволяет устанавливать стержень легко и точно.
Другие датчики, например два датчика 94а и 94b, образованные оптическими пирометрами, установлены на крышке 28, осуществляя наблюдение через окна 28а и 28b, проходящие насквозь через указанную крышку 28, и далее через отверстия 14а и 14b, проходящие насквозь через крышку 14 корпуса. Хотя применение множества пирометрических датчиков не является обязательно, оно позволяет проводить измерения на различных уровнях и устранить возможные ошибочные замеры, сопоставляя результаты измерений. Предпочтительно применять двухволновые пирометры (пирометры дихроматного типа), генерирующие непрерывный сигнал и постоянно находящиеся в эксплуатационной готовности.
Наконец, на фиг.1 можно видеть дополнительный выходной канал 96, снабженный клапаном 97. Он проходит через боковую сторону стенки печи и предназначен для питания анализатора 98 кислорода. В альтернативном варианте анализатор можно было бы подсоединить к другому выпускному трубопроводу, выходящему из печи, например к трубе 44.
Описанная выше установка служит для проведения следующих последовательных стадий, причем без промежуточного охлаждения:
- первой стадии, заключающейся в преобразовании тканых заготовок из предварительно окисленного волокна ПАН в заготовки из углеродных волокон одновременно с продувкой N2 при давлении, близком к атмосферному. При этом температура нагрева воспроизводит предварительно заданный профиль повышения температуры до значения, лежащего в интервале 750-1100°С и обычно соответствующего приблизительно 900°С, и
- второй стадии, проводимой одновременно с продувкой посредством N2 под низким давлением, лежащим в интервале 0,5 кПа-10 кПа и обычно соответствующим приблизительно 1-5 кПа, с воспроизведением предварительно заданного профиля повышения температуры до значения, превышающего 1000°С, лежащего в интервале 1400-1650°С и обычно соответствующего приблизительно 1600°С. Целью указанной стадии является устранение натрия, содержащегося в заготовках из углеродных волокон. При этом температура может быть доведена до 2000°С, 2200°С или даже до 2500°С, чтобы устранить также и другие металлические примеси посредством сублимации или испарения и/или изменить свойства углеродных волокон, составляющих заготовки.
Максимальную температуру во время первой стадии выбирают достаточно высокой, чтобы гарантировать полную или почти полную карбонизацию предварительно окисленного ПАН. Эта температура лежит ниже порога, выше которого металлы или металлические примеси, в частности Na, сублимируются при давлении, реализуемом на первой стадии. Она лежит также ниже порога, при котором существует опасность разрушения термоэлектрических датчиков. Максимальную температуру во время второй стадии выбирают достаточно высокой, чтобы гарантировать сублимацию или испарение предназначенных для устранения металлов, в частности Na, или металлических примесей под низким давлением. В определенных ситуациях предпочтительно не превышать порог, выше которого существует опасность изменения механических свойств углеродных волокон. В случае производства углеродных волокон, которые получены из углеродного прекурсора, состоящего из предварительно окисленного ПАН, такой порог лежит приблизительно при 1650°С или немного выше. В других случаях, напротив, этот порог превышают, в частности, с целью изменения свойств углеродных волокон.
В связи с тем что вторую стадию проводят под низким давлением, желательно провести испытание печи на герметичность сразу же после ее загрузки и закрытия. Применяя обычные средства, проводить такую проверку в конце первой стадии нельзя из-за высокой температуры внутри печи.
Таким образом, испытание на герметичность проводят в начале процесса, до повышения температуры на первой стадии. Однако, поскольку предварительно окисленный ПАН гидрофилен и пары воды испускаются непрерывно, присутствие большого количества воды внутри заготовок не позволяет провести обычное испытание такого рода посредством измерения скоростей утечки.
Указанную процедуру предпочтительно провести следующим образом.
Пустую и очищенную печь испытывают на герметичность, измеряя повышение ее внутреннего давления после того, как печь закрыли и создали разрежение посредством откачки насосом через выпускной канал 62 печи. Печь считается в достаточной степени герметичной, когда скорость повышения давления, характеризующая скорость натекания в пустую печь, лежит ниже заданного порога, например ниже 0,1 кПа/ч.
Затем печь открывают, чтобы заполнить ее заготовками. После повторного закрытия понижают давление внутри печи до нескольких килопаскалей посредством откачки насосом через выпускной канал 62 и надлежащим образом фиксируют узлы, предназначенные для закрытия крышки 28.
Далее в печь через магистраль 32 или 34 нагнетают азот, чтобы довести давление в печи до значения, близкого к давлению внешней атмосферы, но лежащего ниже этого уровня. Продувают печь азотом, который удаляют через выпускной канал 42, при этом выпускной канал 62 в операции не участвует.
Количество газообразного кислорода О2, содержащегося в продуваемом через печь азоте, измеряют посредством анализатора 98. Пригодным для этой задачи анализатором является прибор, поставляемый под названием "Xentra 4100" английской фирмой Servomex.
Печь считают пригодной в отношении герметичности, когда содержание кислорода O2 падает ниже заданного порога, равного, например, нескольким десяткам частей на миллион (м.д.) в пределах заранее заданного интервала времени, например менее 1 ч. Затем клапан 97 закрывают, после чего можно начинать карбонизацию заготовок.
Через магистраль 34 в печь нагнетают азот, при этом клапаны 31 и 35 открыты, а клапан 33 закрыт. Приводят выпускной канал 42 в рабочее состояние, открывая клапан 45 и включая, по меньшей мере, один из вентиляторов 50а и 50b. Одновременно с этим открывают также клапаны по обе стороны от вентиляторов. Выпускной канал 62 в операции не используется.
Нагрев печи начинается с подачи напряжения на индуктор. Значения температур, измеренных у внутренней стенки корпуса датчиками 90а, 90b, 90с и 90d, передаются в управляющую систему 20 для контроля напряжения, поданного на индуктор, таким образом, чтобы вызванное повышение температуры происходило в соответствии с заранее установленным профилем подъема температуры.
Один такой профиль показан на фиг.4. Как обычно, он предусматривает постепенное повышение температуры до тех пор, пока она не достигнет приблизительно 900°С. При этом режим подъема температуры включает паузы (не показаны) для осуществления контроля над химическим преобразованием прекурсора углерода при уровнях температуры, на которых указанное преобразование становится экзотермическим, т.е. когда при отсутствии пауз может возникнуть опасность выхода его из-под контроля.
В ходе химической реакции преобразования прекурсора испускается большой объем выделяемого газообразного вещества. Оно сильно затрудняет измерение температуры нагрева печи посредством пирометрического наблюдения или даже делает этот процесс практически невозможным. Именно по этой причине применяют датчики, размещенные в печи.
Продувка внутреннего объема кожуха 26 посредством N2 служит для предотвращения образования паразитных осадков, которые формируются на индукторе, помещенном внутри кожуха, и которые иначе могли бы привести к разрушению индуктора. Поэтому продувку предпочтительно проводить с относительно высокой скоростью и таким образом, чтобы она охватывала весь объем печи.
Поскольку датчики, находясь внутри стержня 92, изолированы от потока выделяемого газообразного продукта, измерение температуры имеет достоверный характер. Желаемую температуру на всех уровнях внутри печи можно также обеспечить дополнительным разделением печи на множество различных нагреваемых зон, в которых температуру можно регулировать автономно.
Выделяемый газообразный продукт, удаляемый через выпускной канал 42 и содержащий нитрилы, в частности цианиды, до попадания в сжигающее устройство 86, по меньшей мере, частично конденсируется при прохождении через емкость 58. При этом остатки выделяемого газообразного продукта и продукты горения последовательно выпускаются через дымовую трубу 88.
В конце первой стадии способа по изобретению преобразование прекурсора в углерод завершается, причем содержание углерода в волоконном полуфабрикате становится более 95%. Возможны содержания, доходящие приблизительно до 99% или превышающие это значение.
Переход от первой ко второй стадии включает открывание клапанов 33 и 77, выключение вентилятора (вентиляторов) 50а, 50b одновременно с закрыванием соответствующих клапанов, закрывание клапанов 35 и 45 и запуск, по меньшей мере, одного из насосов 78а, 78b одновременно с открыванием окружающих их клапанов. При этом выпускной канал 42 приводят в выключенное положение.
Используя продувку N2 при низкой скорости потока, устанавливают желаемое низкое давление внутри печи и переключают измерение температуры с датчиков 90а, 90b, 90с и 90а на датчики 94а и 94b. Продолжают нагрев печи до температуры, превышающей температуру конца первой стадии. Следует отметить, что переход от первой стадии ко второй может сопровождаться также изменением конфигурации нагреваемых зон внутри печи. Датчики 94а и 94b можно расставить таким образом, чтобы обеспечить получение информации о температуре на двух различных уровнях внутри печи. Это позволяет охарактеризовать две нагреваемые зоны, каждая из которых соотносится, например, с двумя секциями индуктора.
Следует отметить, что все операции для перехода от первой стадии ко второй можно автоматизировать.
Значения температуры, измеренные датчиками 94а и 94b, передаются в управляющую систему 20. На основании этих данных индуктор обеспечивается питанием таким образом, чтобы изменение температуры происходило в соответствии с заранее установленным профилем повышения температуры.
Один такой профиль также показан на фиг.4. До момента достижения желаемой температуры (соответствующей, например, в рассматриваемом случае приблизительно 1600°С) этот профиль предусматривает постепенное повышение температуры, при необходимости при наличии пауз. Небольшое количество выделяемого газообразного продукта не влияет на измерение температуры посредством пирометрического наблюдения.
Под воздействием температуры приблизительно 1200°С содержащийся в волоконном полуфабрикате натрий начинает высвобождаться, и его откачивают вместе с газообразным выделяемым продуктом. Открывая клапан 69, нагнетают CO2 в отводную трубу 64, чтобы пассивировать Na сразу же после того, как он оставит печь. Это позволяет избежать потенциальной опасности отложения Na на стенках отводной трубы 64. Нагнетание CO2 служит также для пассивирования любых соединений натрия, которые могут содержаться в сублимированной форме в выделяемом газообразном продукте и которые могут формировать потенциально опасные отложения, в частности такое соединение, как оксид натрия NaO2.
По причинам, связанным с эксплуатационной безопасностью, желательно начинать нагнетание CO2 с самого начала второй стадии. Предпочтительно, чтобы такое нагнетание продолжалось, по меньшей мере, до конца процесса. Полученный в результате карбонат натрия собирают в устройстве 70, из которого это вещество легко удалить на последующей стадии посредством промывания в воде in situ или разборки устройства 70, содержащего перегородки, и промывания его в воде в промывной емкости (не показана). Очищенный от натрия выделяемый газообразный продукт переносится к сжигающему устройству 86.
Поскольку термоэлектрические датчики 90а, 90b, 90с и 90d не могут выдержать достигаемых высоких температур, они разрушаются. Однако, поскольку продукты такого разрушения остаются заключенными внутри стержня 92, они не загрязняют атмосферу внутри печи. Стержень 92 можно впоследствии извлечь для повторного использования. Сразу же после завершения второй стадии нагрев прерывают и предоставляют волоконному полуфабрикату возможность охладиться в неподвижной атмосфере N2. Во время первичных стадий охлаждения можно продолжать нагнетание CO2.
Следует отметить, что содержавшийся в выделяемом газообразном продукте натрий (или соединения натрия, такие как NaO2) можно нейтрализовать, нагнетая в отводную трубу 64 пар вместо CO2. Можно также предусмотреть возможность одновременного нагнетания CO2 и пара через общее нагнетающее сопло или через два различных сопла.
Необходимо также иметь в виду, что пассивирование натрия посредством СО2 резко понижает содержание цианидных ионов (CN-) в осадке, который собирается в колонках 72 и 74, по сравнению с содержанием, которое наблюдается в отсутствие пассивирования. Это обстоятельство дает дополнительный вклад в эксплуатационную безопасность, обеспечиваемую за счет исключения какого-либо отложения натрия.
Пунктирная линия на фиг.4 иллюстрирует температурный профиль, который мог быть реализован при применении известного способа, согласно которому волоконный полуфабрикат охлаждают в конце первой стадии, а затем перегружают в другую печь для проведения второй стадии тепловой обработки. Достигнутая способом по изобретению экономия времени значительна, т.к. при реализации способа в промышленном масштабе каждая стадия протекает за период, равный нескольким дням (этот интервал может составлять даже десять дней).
Описанные выше способ и установка особенно пригодны для изготовления углеродных изделий из прекурсора углерода в том случае, когда указанный прекурсор представляет собой предварительно окисленный ПАН. В частности, речь идет об изготовлении заготовок, состоящих из углеродных волокон и предназначенных для производства деталей, составленных из термоструктурного композитного материала.
Полуфабрикаты получают посредством карбонизации заготовок из ткани, изготовленной из исходных по отношению к углероду волокон. По сравнению с углеродными такие волокна лучше выдерживают текстильные производственные операции. Тканые заготовки могут быть одномерными, представляя собой пряжу или жгут. Возможен и двумерный вариант, такой как тканое сукно или полотно, составленное из параллельных слоев пряжи или жгута. Естественно, тканые заготовки могут быть и трехмерными, например, представлять собой заготовки, полученные наматыванием нитей или укладыванием друг на друга, обматыванием или драпированием кусков сукна или полотна. Таким образом, формируют наложенные друг на друга слои, возможно, соединенные в одно целое посредством, например, сшивания или простегивания.
Тем не менее этим приложением изобретение не ограничивается. Его можно применять также для различных заготовок, изготовленных из прекурсоров углерода, которые не являются предварительно окисленным ПАН, в частности для заготовок, содержащих один или несколько металлов или одну или несколько металлических примесей, которые нужно устранить. К примерам таких прекурсоров относятся смоляные или фенольные материалы, а также вискоза.
Кроме натрия, посредством сублимации можно устранять кальций и/или магний.
В случае необходимости обеспечить для углеродных изделий высокую степень чистоты может потребоваться устранение таких металлов, как Fe, Ni и Cr. В этом случае нужно провести вторую стадию процесса, подняв температуру до величины, достаточно высокой, чтобы вызвать испарение этих металлов. Такая температура достигает, например, 2000-2200°С или даже 2500°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕПЛОВОЙ ОБРАБОТКИ И УПЛОТНЕНИЯ УГЛЕРОДНЫХ КОНСТРУКЦИЙ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИЕЙ ИЗ ГАЗОВОЙ ФАЗЫ | 2003 |
|
RU2319680C2 |
| ЛАБОРАТОРНАЯ ЛИНИЯ ПОЛУЧЕНИЯ И ИССЛЕДОВАНИЯ УГЛЕРОДНЫХ ВОЛОКОН | 2016 |
|
RU2639910C1 |
| Способ мониторинга процесса термостабилизации ПАН-прекурсора в процессе получения углеродного волокна и устройство для его осуществления | 2020 |
|
RU2741008C1 |
| ГОРЕЛКА | 2009 |
|
RU2507447C2 |
| СПОСОБ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИИ В ГАЗОВОЙ ФАЗЕ ДЛЯ УПЛОТНЕНИЯ ПОРИСТЫХ СУБСТРАТОВ ПИРОЛИТИЧЕСКИМ УГЛЕРОДОМ | 2006 |
|
RU2398047C2 |
| Способ получения полых углеродных волокон | 2022 |
|
RU2791775C1 |
| ГЕРМЕТИЗИРУЮЩИЙ ЗАТВОР К ПЕЧИ ДЛЯ НЕПРЕРЫВНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВОЛОКНИСТОГО УГЛЕРОДНОГО МАТЕРИАЛА | 2017 |
|
RU2636776C1 |
| Система пиролиза и способ извлечения углеродных волокон из содержащих углеродные волокна пластиков | 2014 |
|
RU2617790C1 |
| НЕЙТРАЛИЗАЦИЯ ГАЗООБРАЗНЫХ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ ПОСРЕДСТВОМ ИСКУССТВЕННОГО ФОТОСИНТЕЗА | 2011 |
|
RU2563501C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОЙ ДЕТАЛИ НА ОСНОВЕ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2581400C2 |
Изобретение относится к изготовлению углеродных изделий. Техническим результатом изобретения является снижение себестоимости изделий и сокращение длительности производства. Способ по изобретению включает первую стадию, на которой исходный по отношению к углероду материал превращают в углерод посредством нагрева, и вторую стадию, заключающуюся в высокотемпературной тепловой обработке при низком давлении. Обе стадии осуществляют с непрерывным удалением выделяемого газообразного продукта. Первую и вторую стадии проводят одну за другой в одной и той же печи, причем после окончания первой стадии выполняются следующие этапы: переключение узла выпуска выделяемого газообразного продукта из печи с прерыванием соединения с первым отводящим устройством и установлением соединения со вторым отводящим устройством; регулировка давления внутри печи до давления, требуемого для второй стадии 0,5-50 кПа; регулировка температуры нагрева печи, начиная от температуры 750-1100°С, достигнутой в конце первой стадии, до температуры 1400-2500°С, соответствующей второй стадии. 2 н. и 19 з.п. ф-лы, 4 ил.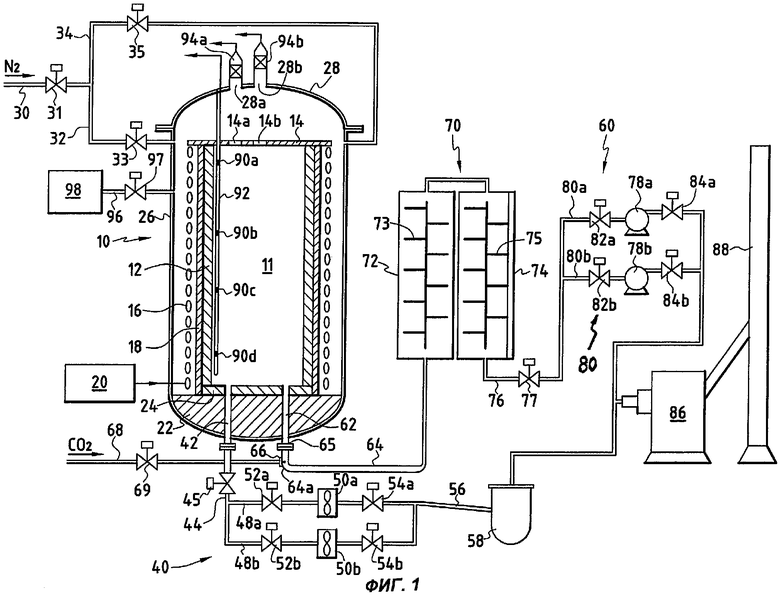
переключение выпуска из печи выделяемого газообразного продукта, с прерыванием соединения печи с первым отводящим устройством, применявшимся в течение первой стадии, и установлением соединения печи со вторым отводящим устройством, применяющимся в течение второй стадии, регулировка давления внутри печи до давления, требуемого для второй стадии, 0,1-50 кПа, регулировка температуры нагрева печи, начиная от температуры 750-1100°С, достигнутой в конце первой стадии, до температуры 1400-2500°С, соответствующей второй стадии.
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНОГО ПРОВОДА С ВЫСОКОТЕМПЕРАТУРНЫМ СВЕРХПРОВОДЯЩИМ ПОКРЫТИЕМ | 1998 |
|
RU2148866C1 |
| US 5614134 А, 25.03.1997 | |||
| US 3767773 А, 23.10.1973 | |||
| СПОСОБ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИИ ИЗ ПАРОВОЙ ФАЗЫ МАТЕРИАЛА, СОСТОЯЩЕГО ИЗ УГЛЕРОДА И КРЕМНИЯ И/ИЛИ БОРА | 1996 |
|
RU2158251C2 |

