Область техники, к которой относится изобретение
Изобретение относится к изготовлению фрикционных деталей из углерод-углеродного композиционного материала (далее - композиционный материал С/С), в частности, но не исключительно, тормозных дисков для самолетов.
В данном контексте выражение - фрикционные детали «на основе» композиционного материала С/С - используется для обозначения фрикционных деталей, изготовленных из композиционного материала С/С или изготовленных по существу из композиционного материала С/С, то есть они могут содержать небольшую долю в масс.% дополнительных элементов, например, керамических частиц, в частности, для повышения износостойкости.
Уровень техники
Использование самолетных тормозных дисков на основе композиционного материала С/С широко распространено. Хорошо известный способ изготовления таких дисков содержит следующие операции:
- изготавливают кольцевую преформу из волокон прекурсора углерода, в типовом случае из предварительно оксидированных волокон полиакрилонитрила (ПАН);
- проводят карбонизационную термообработку для преобразования прекурсора углерода и получения кольцевой преформы из волокон углерода, предназначенной для образования волокнистого армирования композиционного материала; и
- уплотняют углеродную волокнистую преформу углеродной матрицей.
Кольцевая преформа из волокон прекурсора углерода может быть изготовлена различными способами:
- формируют толстую волокнистую конструкцию путем наложения двухмерных волокнистых слоев, связывают наложенные слои друг с другом и вырезают кольцевые преформы из волокнистой конструкции, причем двухмерный волокнистый слой может представлять собой, например, волокнистое полотно, в котором волокна ориентированы в различных направлениях, полученное путем наложения друг на друга волокнистых полотен с одним направлением волокон и соединением их друг с другом, например, посредством легкой проработки иглами;
- вырезают кольцевые слои или слои в виде сплошных дисков из двухмерного волокнистого полотна, например, полотна, в котором волокна ориентированы в различных направлениях, затем накладывают друг на друга кольцевые слои и связывают их для получения непосредственно кольцевой волокнистой преформы или волокнистой преформы дисковой формы, из которой затем вырезают центральную часть для получения кольцевой преформы; или
- навивают плоские витки спиральной тесьмы или ткани таким образом, что формируют наложенные друг на друга кольцевые волокнистые слои и затем связывают их друг с другом.
В этих различных способах связь между наложенными слоями обычно производят проработкой иглами. В типовом случае для этого наложенные друг на друга слои укладывают на горизонтальную опору и производят проработку иглами (иглопробивку) последовательно по мере укладки одного слоя на другой, причем ход проработки выполняется каждый раз при добавлении нового слоя. Проработка иглами осуществляется с помощью игл с зазубринами, которые проходят вертикально (в направлении Z) в формируемой волокнистой конструкции или волокнистой преформе. При этом связь между слоями обеспечивается волокнами, которые смещаются иглами таким образом, что проходят в направлении Z. Обеспечивается принудительно перемещение горизонтальной опоры вниз на один шаг каждый раз при наложении нового слоя после хода иглопробивки для регулирования плотности в направлении Z волокон, проходящих сквозь толщу волокнистой конструкции или волокнистой преформы.
В отношении подготовки кольцевых преформ, изготовленных из волокон прекурсора углерода, можно сделать ссылку, например, на следующие патентные документы: US 4790052, US 5792715 и US 6009605.
Следует отметить, что изготовление кольцевой преформы из углеродных волокон непосредственно путем наложения слоев углеродных волокон и их соединения друг с другом посредством проработки иглами также уже было предложено.
Известным этапом перед уплотнением пироуглеродной матрицей является проведение высокотемпературной термообработки преформы из углеродных волокон, в типовом случае при температуре, равной по меньшей мере 1600°С, в частности, для устранения каких-либо примесей в волокнах, особенно остаточного натрия в результате процесса получения волокон из прекурсора углерода. В качестве ссылки могут быть приведены следующие патентные документы: US 7351390, US 7052643 и US 7410630.
Уплотнение углеродной матрицей может достигаться с помощью жидкостного процесса, а именно путем пропитки преформы прекурсором углерода в жидком состоянии, таким как смола или пек, и преобразования прекурсора в углерод посредством карбонизации при термообработке.
Уплотнение углеродной матрицей может выполняться с помощью процесса химического осаждения из газовой фазы. Хорошо известным образом этот процесс включает помещение преформы из углеродных волокон в закрытую камеру и впуск в камеру газа, который содержит один или более газообразных прекурсоров углерода. При этом условия в камере, в особенности в отношении температуры и давления, регулируют таким образом, что газ диффундирует внутрь преформы и осаждает в ней пироуглерод за счет разложения прекурсора или прекурсоров. В типовом случае газ содержит метан и/или пропан в качестве прекурсора или прекурсоров углерода, при этом само собой разумеется, что могут использоваться другие газообразные углеводородные прекурсоры. В одной камере может производиться уплотнение множества сложенных в стопку преформ, как это описано, в частности, в патентном документе US 5904957.
Возможно также проведение уплотнения пироуглеродной матрицей с использованием также известного процесса «выпаривания». Он включает погружение кольцевой углеродной преформы в ванну жидкого прекурсора углерода и нагрев преформы, например, путем ее соединения с катушкой индуктивности. При контакте с нагретой преформой жидкость испаряется. Пар диффундирует и генерирует осаждение пироуглерода внутри преформы в результате разложения. В этом отношении можно сослаться, например, на патентный документ US 5733611.
Известно также достижение уплотнения путем комбинации процесса осаждения из газовой фазы с жидкостным процессом. В патентных документах ЕР 2088347 и ЕР 2093453 описана операция уплотнения посредством осаждения из газовой фазы с последующим уплотнением посредством пропитки пеком и карбонизацией. Карбонизация пека выполняется при температуре от 1200°С до 1800°С, в типовом случае при температуре 1600°С, а за ней может следовать графитизационная термообработка при температуре от 1600°С до 2400°С для графитизации пека - прекурсора углерода.
Настоящее изобретение относится к изготовлению фрикционных деталей на основе композиционного материала С/С, при котором углерод матрицы образуется из пироуглерода, получающегося из прекурсора в газообразном состоянии по меньшей мере в основной наружной фазе углеродной матрицы. Под выражением «пироуглерод, получающийся из прекурсора в газообразном состоянии» здесь имеется в виду пироуглерод, полученный обычным осаждением из газовой фазы, а также пироуглерод, полученный в упомянутом процессе выпаривания.
Известно, что после уплотнения пироуглеродной матрицей можно осуществлять заключительную термообработку, обычно при температуре выше 2000°C, для графитизации пироуглеродной матрицы, когда она является матрицей из грубого ламинарного пироуглерода. Среди различных типов пироуглерода, который может быть получен при условиях, в которых проводится процесс осаждения из газовой фазы (в частности, изотропный пироуглерод, гладкий пироуглерод, грубый слоистый пироуглерод), этот тип пироуглерода пригоден для графитизации. Способ приготовления матрицы из грубого ламинарного пироуглерода описан в патентном документе US 6001419.
Самолетные тормозные диски, изготовленные из композиционного материала С/С с матрицей из грубого ламинарного пироуглерода, графитизированного посредством заключительной высокотемпературной термообработки (материал «А»), имеют хорошую стойкость к окислению и обладают хорошими тормозными характеристиками. В частности, они показывают хорошую стабильность коэффициента трения во время торможения с высокой энергией, такого как торможение аварийной остановки перед взлетом, известное также под названием «торможение отмененного взлета». Однако износ таких дисков относительно высок.
Тормозные диски, изготовленные из композиционного материала С/С без заключительной высокотемпературной термообработки, но с высокотемпературной обработкой прекурсора углеродных волокон перед уплотнением (материал «В»), имеют низкий износ при низкой энергии, в частности, во время торможения при рулении в холодном состоянии. При этом именно этот износ образует значительную долю общего износа, обычно наблюдаемого во время обычного рабочего цикла, который охватывает руление в холодном состоянии (включая торможение) от места стоянки к взлетной полосе, полет, торможение при посадке и руление в горячем состоянии (включая торможение) от посадочной полосы к месту стоянки. Однако по сравнению с материалом А наблюдались более низкая стойкость к окислению и меньшая стабильность коэффициента трения во время торможения с высокой энергией.
Раскрытие изобретения
Задачей изобретения является разработка способа изготовления из композиционного материала С/С тормозных дисков, а в более общем плане - изготовления фрикционных деталей на основе композиционного материала С/С, при котором достигается лучший компромисс между фрикционной износостойкостью, стойкостью к окислению и стабильностью рабочих характеристик торможения, при этом углерод матрицы образуется из пироуглерода, получающегося из прекурсора в газообразном состоянии по меньшей мере в основной наружной фазе матрицы.
В соответствии с изобретением решение поставленной задачи достигается за счет способа изготовления фрикционной детали на основе углерод-углеродного композиционного материала, включающего изготовление углеродной волокнистой преформы, уплотнение преформы указанной матрицей из пиролитического углерода, в котором после уплотнения выполняют заключительную термообработку при температуре в диапазоне от 1400°C до 1800°C, предпочтительно в диапазоне от 1550°C до 1700°C.
Как будет показано дальше, выполнение заключительной термообработки в пределах этого определенного температурного диапазона совершенно неожиданным образом обеспечивает возможность по сравнению с известными решениями уровня техники сохранить низкий износ или даже снизить его при одновременном значительном улучшении тормозных характеристик, в том числе в процессе торможения с высокой энергией, а также повысить стойкость к окислению, несмотря на то, что заключительная термообработка проводится при температуре гораздо ниже порога графитизации пироуглеродной матрицы.
В одном из вариантов осуществления изобретения во всей матрице ее углерод образован из пиролитического углерода, получающегося из прекурсора в газообразном состоянии.
В другом из вариантов осуществления во внутренней меньшей фазе матрицы углерод матрицы получают посредством пропитки преформы прекурсором углерода в жидком состоянии и карбонизации прекурсора, при этом углерод внутренней меньшей фазы матрицы составляет не больше 20% от общего объема углерода матрицы.
Предпочтительно перед уплотнением выполняют термообработку углеродной волокнистой преформы при температуре выше 1600°C.
Также предпочтительно матрицу получают из грубого ламинарного пироуглерода.
В одном из вариантов осуществления изобретения волокнистую преформу изготавливают путем наложения двухмерных волокнистых слоев, изготовленных из волокон прекурсора углерода, соединения слоев друг с другом посредством последовательной проработки иглами по мере наложения слоев и карбонизации для преобразования волокон прекурсора углерода в углеродные волокна.
В другом из вариантов осуществления преформу изготавливают путем наложения двухмерных волокнистых слоев, изготовленных из углеродных волокон, и соединения слоев друг с другом посредством последовательной проработки иглами по мере наложения слоев.
В обоих случаях проработку иглами каждого вновь наложенного слоя выполняют с плотностью проработки иглами не более 90 проколов/см2.
Краткое описание чертежей
Далее изобретение будет описано более подробно со ссылками на прилагаемые чертежи, при этом описание не имеет ограничительного характера.
На чертежах:
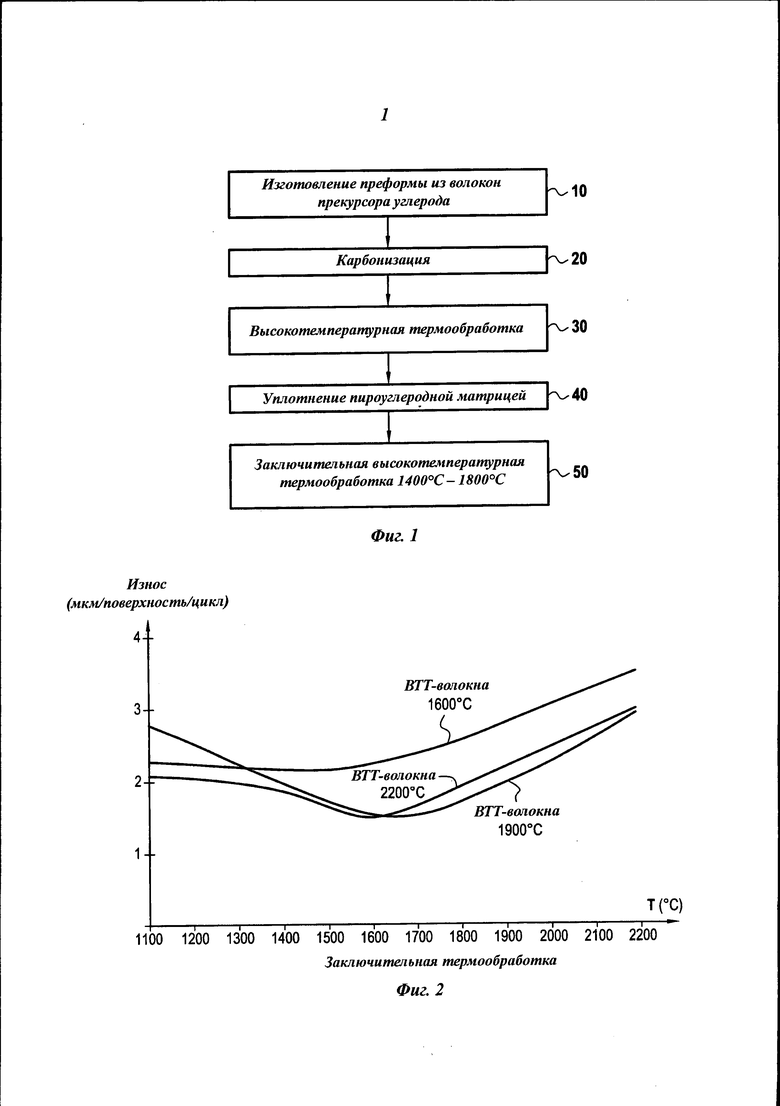
фиг. 1 изображает последовательные операции способа изготовления тормозного диска из композиционного материала С/С в одном из вариантов осуществления способа по изобретению,
фиг. 2 изображает графики, где кривые отражают отношение между износом и температурой заключительной термообработки самолетных тормозных дисков, изготовленных из композиционного материала С/С, для различных температур термообработки углеродных волокнистых преформ перед уплотнением.
Осуществление изобретения
Ниже будут описаны частные примеры осуществления изобретения применительно к самолетным тормозным дискам. Однако в более широком плане изобретение может использоваться для фрикционных деталей различных форм, в особенности для дисков, накладок и башмаков.
Первая операция 10 способа по фиг. 1 заключается в изготовлении волокнистой преформы из волокон прекурсора углерода. Для этого можно использовать любой из упомянутых выше процессов, а именно:
- формируют толстую волокнистую конструкцию путем наложения двухмерных волокнистых слоев и их соединения друг с другом посредством проработки иглами, причем волокнистый слой может представлять собой, например, волокнистое полотно, в котором волокна ориентированы в различных направлениях, затем вырезают кольцевые преформы из полученной волокнистой конструкции; или
- вырезают кольцевые слои или слои в виде сплошных дисков из двухмерного волокнистого полотна и формируют преформы путем наложения слоев и их соединения друг с другом посредством проработки иглами; или
- навивают плоские витки спиральной ткани или спиральной тесьмы для образования наложенных друг на друга кольцевых слоев и связывают слои друг с другом посредством проработки иглами.
Проработку иглами проводят последовательными проходами с использованием зазубренных игл, при этом ее выполняют по всей площади каждого вновь уложенного слоя. Возможно использование процесса проработки иглами, описанного в патентном документе WO 96/12842. Предпочтительно при проработке иглами каждого слоя плотность проработки (число проколов иглы на единицу площади) относительно низка и в то же время она обеспечивает достаточную связь между слоями для придания стойкости к расслаиванию, требуемой в подлежащем изготовлению тормозном диске, то есть сопротивление декогезии, в результате разрыва связей между слоями. Предпочтительна плотность проработки иглами не менее 30 проколов/см2 и не более 90 проколов/см2.
На следующем этапе 20 преформу из волокон прекурсора углерода преобразуют в преформу из углеродных волокон посредством карбонизационной термообработки при температуре от 750°C до 1100°C, например, при температуре около 900°C.
После карбонизации на этапе 30 преформу из углеродных волокон подвергают высокотемпературной термообработке. Термообработку выполняют в инертной атмосфере, например, в камере, которая продувается потоком азота, при температуре выше 1600°C, например, в диапазоне от 1600°C до 2500°C. Целью этой операции является удаление каких-либо примесей, которые могут содержаться в волокнах, в особенности натрия.
Карбонизация (этап 20) и высокотемпературная термообработка (этап 30) могут следовать друг за другом в одной камере, как описано в патентном документе ЕР 1521731.
Вслед за ними на этапе 40 прошедшую термообработку преформу из углеродных волокон уплотняют матрицей пироуглерода, получающегося из прекурсора в газообразном состоянии. В ходе обычного процесса химического осаждения из газовой фазы используют, например, газовую фазу, содержащую смесь метана и пропана. Уплотнение выполняют при температуре в диапазоне от 850°C до 1050°C при низком давлении в диапазоне примерно от 0,5 кПа до 3,3 кПа. При этом параметры обычного процесса химического осаждения из газовой фазы (температуру, давление, расход газового потока, содержание пропана в смеси метан/пропан, время прохода газа через камеру уплотнения) выбирают или, возможно, регулируют в ходе процесса таким образом, чтобы получить матрицу, например, из грубого ламинарного пироуглерода. Здесь можно сослаться на уже упомянутый патентный документ US 6001419. Высокотемпературная термообработка углеродной волокнистой преформы (этап 30) и ее уплотнение с помощью обычного процесса химического осаждения из газовой фазы могут следовать друг за другом в одной и той же камере, как это описано в патентном документе US 7052643. В процессе разложения посредством выпаривания в качестве жидкого прекурсора углерода используют, например, циклогексан, а преформу нагревают до температуры в диапазоне примерно от 850°C до 1000°C (см., в частности, патентный документ WO 99/40042).
В конце уплотнения выполняют заключительную высокотемпературную термообработку (этап 50). Эту термообработку проводят при температуре в диапазоне от 1400°C до 1800°C, предпочтительно в диапазоне от 1550°C до 1700°C. Это обеспечивает получение тормозного диска из композиционного материала С/С, в котором углерод матрицы образован из пироуглерода, получающегося из прекурсора в газообразном состоянии. Диск готов к использованию после механической обработки до желаемых размеров и после защиты антиоксидантом его поверхностей, не являющихся поверхностями трения.
Хотя заключительная термообработка в этом конкретном температурном диапазоне (от 1400°C до 1800°C) не вызывает графитизации матрицы из грубого ламинарного пироуглерода, совершенно неожиданным образом было обнаружено, что она способствует повышению тепловой диффузности в толще получаемого диска из материала С/С, лучшей стойкости к окислению и лучшим рабочим характеристикам, в особенности во время торможения с высокой энергией, и в то же время обеспечивает низкий фрикционный износ. Было также обнаружено, что заключительная термообработка вызывает снижение поперечной жесткости (в плоскости диска) и осевой жесткости (по толщине диска). В результате в ходе торможения достигается лучшее геометрическое прилегание фрикционной поверхности диска (для диска с одной фрикционной поверхностью) или каждой из фрикционных поверхностей диска (для диска с двумя фрикционными поверхностями), то есть достигается более обширная площадь контакта с ответной фрикционной поверхностью. Это устраняет риск ограничения трения до небольших участков площади фрикционной поверхности или поверхностей, что вызывало бы появление очень горячих точек и способствовало бы износу от окисления, ограничивающему рабочие характеристики трения.
В варианте способа по фиг. 1 этапы 10 и 20 могут быть объединены для изготовления углеродной волокнистой преформы непосредственно за счет наложения слоев углеродных волокон и их соединения друг с другом. Связь слоев может достигаться путем проработки иглами с плотностью предпочтительно не более 90 проколов/см2.
В другом варианте уплотнению пироуглеродом, получающимся из прекурсора в газообразном состоянии, может предшествовать первый этап уплотнения, на котором внутреннюю фазу матрицы из углерода получают путем пропитки волокнистой преформы прекурсором углерода в жидком состоянии, например, смолой или пеком, и преобразования прекурсора в углерод посредством карбонизации. Такая внутренняя фаза матрицы может, в частности, давать усиление преформы, а именно склеивание волокон, достаточное для обеспечения жесткости преформы. Такая внутренняя фаза содержит меньшую часть углерода матрицы, предпочтительно не больше 20% общего объема углерода матрицы. Наружная фаза матрицы, образованная из пироуглерода, получающегося из прекурсора в газообразном состоянии, составляет основную или большую часть матрицы.
Еще в одном варианте в композиционный материал в процессе его приготовления могут быть введены твердые наполнители материала, отличные от углерода. В частности, это могут быть керамические частицы для целей улучшения износостойкости. Количество таких наполнителей относительно мало и может составлять, например, менее 5 масс. % от массы композиционного материала. Один из процессов ввода керамических частиц описан в патентном документе WO 2006/067184.
ПРИМЕР 1
Тормозные диски из композиционного материала С/С были изготовлены способом, аналогичным описанному применительно к фиг. 1 при следующих условиях:
- кольцевые преформы были изготовлены из предварительно оксидированных волокон полиакрилонитрила (ПАН) путем вырезания из волокнистой конструкции, образованной наложением слоев, представляющих собой трехмерные листы предварительно оксидированных волокон ПАН, и соединения слоев друг с другом посредством проработки иглами. Трехмерные листы были изготовлены посредством наложения трех полотен с одним направлением волокон под углом 60° одно относительно другого и соединения этих полотен друг с другом посредством легкой проработки иглами. Слои были соединены друг с другом посредством проработки иглами таким образом, чтобы получить по существу равномерную плотность волокон по высоте листа (в направлении Z) по всей толщине преформ с помощью процесса, аналогичного описанному в патентном документе US 5792715. Содержание волокон в направлении Z составило около 3% (то есть 3% объема материала преформы было занято Z-волокнами);
- карбонизация предварительно оксидированных преформ из волокон полиакрилонитрила при температуре около 900°C для получения углеродных волокон;
- высокотемпературная термообработка (ВТТ) преформ из углеродных волокон в инертном газе (азоте), причем первая группа преформ была обработана при температуре 1600°C, вторая группа - при температуре 1900°C и третья группа - при температуре 2200°C;
- уплотнение с помощью обычного процесса химического осаждения из газовой фазы с использованием газа в виде смеси метана и пропана, при этом параметры были выбраны такими, чтобы получить матрицу из грубого ламинарного пироуглерода; и
- заключительная термообработка дисков из композиционного материала С/С, полученных после уплотнения при различных выбранных температурах.
После заключительной термообработки диски были подвергнуты одинаковой проверке на износ путем проведения испытаний по торможению, воспроизводящих рабочий цикл, включая:
- руление в холодном состоянии с несколькими операциями торможения между местом стоянки и взлетной полосой;
- полет;
- торможение во время посадки (приводящее диски в горячее состояние);
- руление в горячем состоянии с несколькими операциями торможения между посадочной полосой и местом стоянки.
Износ измеряли в микронах на фрикционную поверхность за рабочий цикл (мкм/поверхность/цикл).
Кривые на фиг. 2 показывают износ, измеренный во время испытаний на торможение при использовании двудисковых тормозов, образованных тормозными дисками, которые были получены из трех групп преформ, для различных температур Т заключительной термообработки.
В целом можно видеть, что имеется весьма значительное снижение износа при температуре заключительной термообработки в диапазоне от 1400°C до 1800°C, в особенности в диапазоне от 1550°C до 1700°C, по сравнению с заключительной термообработкой при температуре 2200°C, которая вызывает графитизацию.
Было также неожиданно обнаружено, что по сравнению с дисками, которые не подвергались заключительной термообработке, то есть термообработке при температуре значительно выше температуры во время уплотнения, имело место значительное повышение износостойкости, когда углеродные волокнистые преформы подвергались высокотемпературной термообработке при температуре выше 1600°C.
ПРИМЕР 2
Выполняли те же операции, что и в примере 1, за исключением того, что:
- высокотемпературная термообработка углеродных волокнистых преформ проводилась при температуре 1850°С;
- уплотнение проводилось путем разложения распыленного циклогексана в качестве прекурсора углерода.
Приведенная ниже таблица показывает износ, измеренный таким же образом, как в примере 1, для различных температур заключительной термообработки дисков из композиционного материала С/С, полученных после уплотнения.
Значительное снижение износа наблюдалось для температуры заключительной термообработки 1650°С по сравнению с температурой 2000°С.
Изобретение может быть использовано в авто- и авиастроении. Углерод-углеродный композиционный материал получают посредством изготовления преформы из углеродных волокон, уплотнения полученной преформы матрицей из пиролитического углерода, получающегося из прекурсора в газообразном состоянии, по меньшей мере в основной наружной фазе матрицы, и заключительной термообработки при температуре 1400°-1800°С, не вызывая при этом графитизации матрицы из пиролитического углерода. Изобретение позволяет снизить износ при одновременном значительном улучшении тормозных характеристик, а также повысить стойкость к окислению. 9 з.п. ф-лы, 1 табл., 2 ил., 2 пр.
1. Способ изготовления фрикционной детали на основе углерод-углеродного композиционного материала, содержащего армирование углеродными волокнами и углеродную матрицу, образованную пиролитическим углеродом, получающимся из прекурсора в газообразном состоянии по меньшей мере в основной наружной фазе углеродной матрицы, включающий изготовление преформы из углеродных волокон, уплотнение преформы указанной матрицей из пиролитического углерода, при котором после уплотнения выполняют заключительную термообработку при температуре в диапазоне от 1400°C до 1800°C, не вызывая графитизации указанной матрицы из пиролитического углерода.
2. Способ по п. 1, отличающийся тем, что заключительную термообработку выполняют при температуре в диапазоне от 1550°C до 1700°C.
3. Способ по п. 1 или 2, отличающийся тем, что углерод всей матрицы образован из пиролитического углерода, получающегося из прекурсора в газообразном состоянии.
4. Способ по п. 1 или 2, отличающийся тем, что во внутренней меньшей фазе матрицы углерод матрицы получают посредством пропитки преформы прекурсором углерода в жидком состоянии и карбонизации прекурсора.
5. Способ по п. 4, отличающийся тем, что углерод внутренней меньшей фазы матрицы составляет не более 20% общего объема углерода матрицы.
6. Способ по п. 1, отличающийся тем, что перед уплотнением выполняют термообработку преформы из углеродных волокон при температуре выше 1600°C.
7. Способ по п. 1, отличающийся тем, что матрицу формируют из грубого ламинарного пиролитического углерода.
8. Способ по п. 1, отличающийся тем, что волокнистую преформу изготавливают путем наложения двухмерных волокнистых слоев, изготовленных из волокон прекурсора углерода, соединения слоев друг с другом посредством последовательной проработки иглами по мере наложения слоев и карбонизации для преобразования волокон прекурсора углерода в углеродные волокна.
9. Способ по п. 1, отличающийся тем, что волокнистую преформу изготавливают путем наложения двухмерных волокнистых слоев, изготовленных из углеродных волокон, и соединения слоев друг с другом посредством последовательной проработки иглами по мере наложения слоев.
10. Способ по п. 8 или 9, отличающийся тем, что проработку иглами каждого вновь наложенного слоя выполняют с плотностью проработки иглами не более 90 проколов/см2.
| ФИАЛКОВ А.С., Углерод, межслоевые соединения и композиты на его основе, Москва, Аспект Пресс, 1997, с | |||
| Устройство для механических испытаний лубовых волокон | 1922 |
|
SU459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И КАРБОНИЗИРОВАННОЙ МАТРИЦЫ, В ЧАСТНОСТИ ТОРМОЗНЫХ ДИСКОВ | 1997 |
|
RU2211820C2 |
| БУШУЕВ Ю.Г | |||
| и др., Углерод-углеродные композиционные материалы, Справочник, Москва, Металлургия, 1994, с.с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| СПОСОБ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИИ ИЗ ПАРОВОЙ ФАЗЫ С ПЕРЕМЕННЫМИ ПАРАМЕТРАМИ ИНФИЛЬТРАЦИИ | 1996 |
|
RU2163228C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2225354C2 |

