Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для детектирования ориентации компонента, который имеет асимметричные верхнюю и нижнюю формы, такие как клиновидную или эксцентричную изогнутую внешнюю поверхность, например дисковидный, цилиндрический или кольцевой компонент, более конкретно деталь двигателя, такую как поршневое кольцо, которое имеет ориентацию верх-низ.
Уровень техники
Автомобильные двигатели должны удовлетворять требованиям значительной экономии топлива и обеспечивать более высокие рабочие характеристики с учетом глобальной проблемы защиты окружающей среды. В качестве деталей двигателя требуется применять поршневые кольца с широким диапазоном функций, которые обеспечивают возможность хорошей экономии топлива и низкое потребление масла. Примеры таких поршневых колец включают внутренние кольца и эксцентричные кольца с бочкообразной стороной (БС кольца).
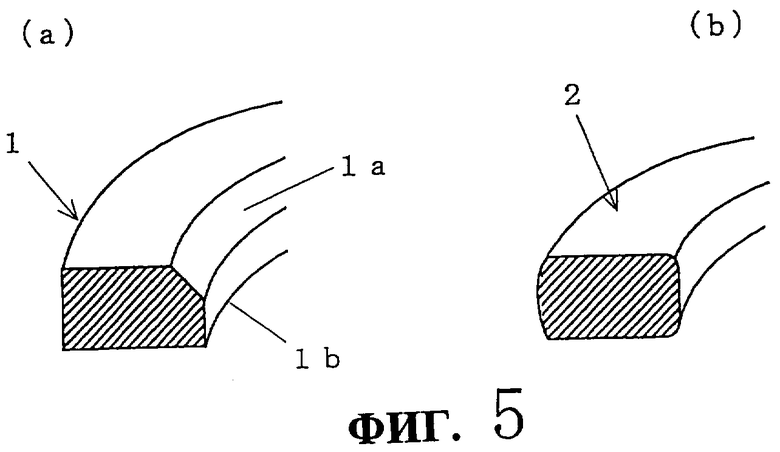
На фиг.5(а) и 5(b) показан один пример внутреннего кольца 1 и эксцентричного БС кольца 2 соответственно.
Поршневые кольца имеют ориентацию верх-низ, и при этом как, например, внутреннее кольцо 1, так и эксцентричное БС кольцо 2 позволяют обеспечить требуемые функции при правильной их ориентации верх-низ. Таким образом, такие кольца разработаны для обеспечения требуемых функций, только когда они установлены на поршни в правильной ориентации. Например, внутреннее кольцо 1, когда его внутренняя поверхность 1а находится на верхней стороне, как показано на фиг.5(а), обеспечивает хорошее уплотнение посредством внутренней периферийной кромки 1b на нижней стороне кольца, обеспечивая поверхностный контакт с высоким давлением с нижней поверхностью канавки для кольца (не показана), предотвращая таким образом попадание масла вверх в камеру сгорания через нижнюю сторону кольца. Внутреннее кольцо 1 закручено с приданием ему формы в виде пластины и установлено в канавку поршня и в этом положении в пластинчатой форме обеспечивает эффект предотвращения утечки газов сгорания, эффект повышения компрессии, расклинивающий эффект, который позволяет легко распределять масло по внутренней стенке цилиндра на стороне камеры сгорания. Другими словами, если внутренняя поверхность 1а находится на нижней стороне, эти эффекты невозможно обеспечить, и рабочие характеристики двигателя будут ухудшены.
Поршневые кольца, толкатели клапанов и другие компоненты дисковой, цилиндрической или кольцевой формы, которые требуются на современном рынке, имеют чрезвычайно высокоточную форму и размеры с учетом их высокой функциональности. Иногда они имеют конструкцию, которая не позволяет визуально определить ориентацию верх-низ, например, как у эксцентричного кольца БС, показанного на фиг.5(b). Такие высокоточные поршневые кольца подвергают сложной обработке, и при этом требуется идентифицировать ориентацию компонентов не только на этапе обработки, связанном с маркировкой или тому подобное для идентификации верх-низ, но также и на каждом из различных этапов обработки в ходе производства. При обработке компонентов дисковой, цилиндрической или кольцевой формы, которые имеют ориентацию, ввиду асимметричных верхней и нижней внешних форм, таких как поршневые кольца, важно удерживать компоненты в правильной ориентации во время обработки.
Для удовлетворения требований обеспечения высокой функциональности и высокой точности компонентов, как указано выше, необходим простой способ идентификации ориентации верх-низ компонентов дисковой, цилиндрической или кольцевой формы, которые имеют асимметричную верхнюю и нижнюю внешние формы, например, эксцентричные БС кольца, у которых с трудом визуально можно определить верх и низ, так чтобы эти компоненты были всегда правильно сориентированы в ходе обработки.
Раскрытие изобретения
При использовании обычных технологий для распознавания ориентации широко используют коммерчески доступные лазерные датчики смещения, которые обычно имеют малый размер пятна. При использовании этого способа лазером сканируют измеряемое поперечное сечение и идентифицируют верхнюю или нижнюю сторону на основе сигналов смещения.
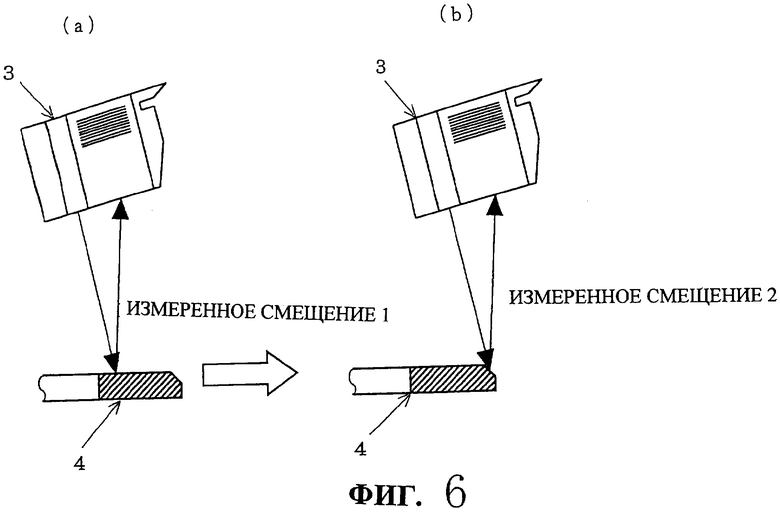
На фиг.6(а) и 6(b) показан способ идентификации ориентации поршневого кольца 4 с использованием датчика 3 смещения.
Для детектирования ориентации верх-низ компонента посредством датчика 3 смещения вначале определяют, измерение какой детали выполняют посредством датчика 3 на основе ранее собранных данных по форме и размерам целевого поршневого кольца 4, и затем на основе полученных данных смещения идентифицируют ориентацию. Таким образом, ориентацию верх-низ поршневого кольца 4 идентифицируют на основе различий между измеренным смещением 1, как показано на фиг.6(а), и измеренным смещением 2, как показано на фиг.6(b). Это связано с тем, что датчик смещения 3 измеряет расстояние от контрольной точки измерения с использованием малого пятна и не измеряет форму самого поршневого кольца 4. При использовании этого способа датчик смещения 3 или поршневое кольцо 4 необходимо перемещать для сканирования, из-за чего время измерения получается длительным, и, кроме того, на результаты измерения существенно влияют вибрации или температура. Для изделий, ориентация которых с трудом идентифицируется визуально, таких как эксцентричные БС кольца или внешние конусные кольца, в частности, точная и простая идентификация ориентации невозможна с точки зрения разрешающей способности, и поэтому этот способ является неэффективным. Другими словами, если поршневое кольцо 4 заменить эксцентричным БС кольцом 2, таким как показано на фиг.5(b), детектирование верхней и нижней поверхностей становится трудноосуществимым.
Другие бесконтактные способы идентификации ориентации компонентов основаны на способах обработки изображений с использованием освещения светодиодами или галогенного освещения. Эти способы обычно включают освещение части компонента, на которую нанесен маркер, для идентификации ориентации (например, внутренняя поверхность в случае внутреннего кольца), захват изображения с помощью камеры ПЗС (прибор с зарядовой связью), которая представляет отличие яркости между освещенной частью и другими частями, и преобразование изображения в двоичную форму с использованием определенного порогового значения яркости для определения ориентации на основе площадей или количества пикселей изображения. Такой способ увеличивает время установки при разнообразном малосерийном производстве деталей, имеющих разную форму поперечного сечения, когда оптимальное освещение и положение камеры, а также пороговые значения для обработки изображения необходимо изменять в соответствии с формой каждой детали. Поскольку способ требует применения сложных операций, возможно возникновение ошибок. Кроме того, помимо случая, когда деталь определяют как дефектную из-за очевидных неоднородностей изображения, при использовании простой обработки двоичного изображения существует риск получения ошибочного результата даже при использовании деталей без проблем в отношении их функций, и поэтому может потребоваться сложный алгоритм обработки изображения для коррекции ошибочного результата. Такой алгоритм необходимо тщательно исследовать, является ли он оптимальным для каждого типа изделий, и установки для нового изделия требуют значительного времени.
Другие способы основаны на контактном способе идентификации ориентации с использованием рычажного шкального индикатора, в котором смещение в контактной части преобразуют в электрические сигналы, на основе которых выполняют определение. Этот способ позволяет проводить простые измерения, но из-за его простого принципа работы он включает множество факторов, зависящих от точности при использовании, с учетом проблем, связанных с тем, что кончик измерительного зонда изнашивается со временем, результаты измерений очень подвержены вибрации и что диаметр кончика измерительного зонда и его материал необходимо выбирать для каждого целевого объекта идентификации ориентации в соответствии с формой поперечного сечения, шероховатостью поверхности и другими свойствами, и поэтому он не применим на практике.
Таким образом, как указано выше, при производстве или обработке компонентов, которые имеют асимметричные верхнюю и нижнюю внешние формы, например, компонентов дисковой, цилиндрической или кольцевой формы, таких как эксцентричные БС кольца, необходимо распознавать ориентацию компонентов; в случае производства множества типов изделий, при этом оптимальные установочные положения и условия работы датчиков и осветительных устройств для идентификации ориентации необходимо изменять для каждого конкретного изделия, что увеличивает нагрузку на операторов и снижает производительность. В ответ на требования рынка, возникающие в связи с проблемой защиты окружающей среды, для получения высокоточных колец с широким диапазоном функций, таких как эксцентричные БС кольца, идентификация ориентации которых с трудом может быть обеспечена визуально, требуется технология, которая позволяет обеспечить идентификацию ориентации этих компонентов во время обработки.
Поэтому задача настоящего изобретения состоит в разработке простого и надежного способа детектирования ориентации и устройства для идентификации верхней поверхности и нижней поверхности компонента без необходимости затраты длительного времени, чтобы обеспечить стабильную обработку компонентов, идентификация ориентации которых с трудом может быть проведена визуально, например компонентов дисковой, цилиндрической или кольцевой формы, обычно поршневых колец, при улучшении эффективности и производительности операций.
Поставленная задача решена посредством способа детектирования ориентации компонента, характеризующегося следующими этапами: помещение компонента, имеющего асимметричную верхнюю и нижнюю внешние формы на контрольную поверхность, имеющую контрольный блок; ввод внешней периферийной части компонента на контрольной поверхности в контакт с контрольным блоком; идентификация ориентации верх-низ компонента на основе зазора, сформированного между внешней периферийной частью компонента и контрольным блоком.
Предпочтительно, чтобы контрольный блок был выполнен клиновидным на участке, примыкающем к внешней периферийной части компонента.
Предпочтительным является то, что контрольный блок имеет форму, соответствующую части или всей форме поперечного сечения внешней периферийной части компонента на участке, примыкающем к внешней периферийной части компонента.
В настоящем изобретении также предпочтительно, чтобы контрольный блок имел зеркальную поверхность на участке, примыкающем к внешней периферийной части компонента.
В настоящем изобретении предпочтительным является выполнение компонента дисковой формы, или цилиндрической формы, или кольцевой формы.
Кроме того, предпочтительным является выполнение компонента в виде поршневого кольца.
Поставленная задача решается посредством устройства для детектирования ориентации компонента, содержащего контрольную поверхность, на которой размещен компонент, имеющий асимметричные верхнюю и нижнюю внешние формы, контрольный блок, в контакт с которым вводят внешнюю периферийную часть компонента, размещенного на контрольной поверхности, источник света, освещающий устройство, и камеру детектирования, установленные напротив друг друга вокруг контрольного блока.
В настоящем изобретении под термином "компоненты дисковой формы" подразумеваются тонкие конические или неконические пластины, такие как прокладки, имеющие ограниченную поверхность скольжения, под термином "цилиндрические компоненты" подразумеваются толкатели клапанов, имеющие эксцентричную бочковидную форму или асимметричные верхнюю и нижнюю внешние формы, и под термином "кольцевые компоненты" подразумеваются поршневые кольца и пластины клапанов.
В соответствии с настоящим изобретением возможно идентифицировать ориентацию верх-низ компонентов, которые имеют асимметричную верхнюю и нижнюю внешние формы, например, компонентов дисковой, цилиндрической или кольцевой формы, более конкретно эксцентричных БС колец, просто и в течение короткого времени, а также в пределах системы, включенной в линию, с тем, чтобы обеспечить обработку компонентов в правильной ориентации.
Кроме того, в соответствии с настоящим изобретением, возможно надежно предотвратить обработку компонентов в неправильной ориентации в результате ошибочной операции.
Краткое описание чертежей
Настоящее изобретение поясняется чертежами, на которых представлено:
фиг.1 - вид сбоку согласно одному варианту выполнения способа детектирования ориентации эксцентричного БС кольца, при этом соответствующая часть показана с вырезом;
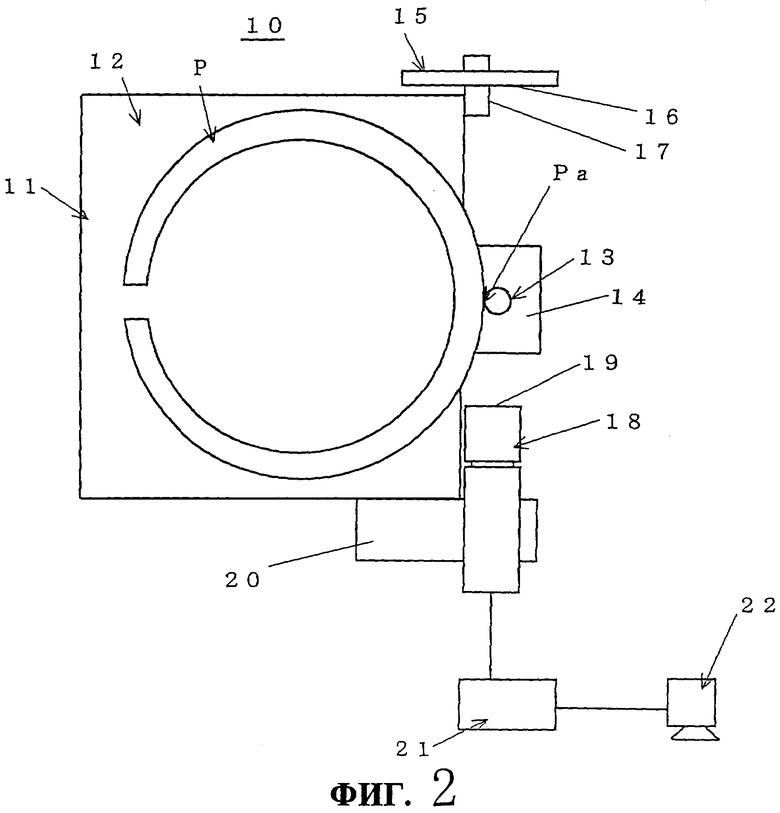
фиг.2 - вид сверху в плане фиг.1;
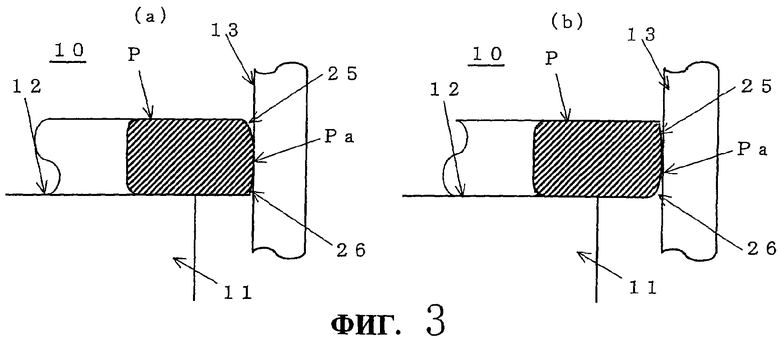
фиг.3(а), 3(b) - виды с увеличением соответствующей части, представляющей определение ориентации эксцентричного БС кольца по фиг.1;
фиг.4(а), 4(b) - виды с увеличением соответствующей части, представляющей другой предпочтительный вариант выполнения способа идентификации ориентации в соответствии с изобретением, в применении к конусному кольцу, при этом на фиг.4(а) показано, как детектируют верхнюю поверхность конусного кольца, и на фиг.4(b) показано, как детектируют нижнюю поверхность конусного кольца;
фиг.5(а), 5(b) - виды в перспективе поршневых колец, которые имеют ориентацию, при этом на фиг.5(а) показана соответствующая часть внутреннего кольца, и на фиг.5(b) показана соответствующая часть эксцентричного БС кольца;
фиг.6(а), 6(b) - схемы, поясняющие один пример способа идентификации ориентации с использованием датчика смещения на основе лазерного пятна, при этом на фиг.6(а) показано измерение смещения 1, и на фиг.6(b) показано измерение смещения 2.
Осуществление изобретения
Предпочтительные варианты выполнения настоящего изобретения подробно описаны ниже со ссылкой на прилагаемые чертежи.
На фиг.1-3(b) показан один вариант выполнения способа детектирования ориентации верх-низ в соответствии с настоящим изобретением применительно к эксцентричному БС кольцу Р.
Устройство 10 детектирования ориентации, в соответствии с этими вариантами выполнения, содержит контрольную станцию 11 с контрольной поверхностью 12, имеющую плоскостность ±0,05, на которую помещают эксцентричное БС кольцо Р, столбчатый контрольный блок 13, расположенный на одной стороне контрольной станции 11 с элементом 14 держателя, который установлен вертикально с ортогональностью ±0,05 по отношению к контрольной поверхности 12, осветительное устройство 15 - источник света, установленное с одной стороны контрольной станции 11, с элементом 17 держателя, расположенным таким образом, что поверхность 16 освещения расположена напротив контрольного блока 13, камеру 18 ПЗС (приборы с зарядовой связью), установленную с одной стороны контрольной станции 11, с элементом 20 держателя, расположенным таким образом, что поверхность 19 изображения находится напротив поверхности 16 освещения осветительного устройства 15 - источника света, средство 21 определения, предназначенное для определения на основе результатов измерения, полученных с помощью этой камеры 18 ПЗС, и монитор 22 для отображения изображения, снимаемого камерой 18 ПЗС.
При такой компоновке осветительное устройство 15 - источник света - и камера 18 ПЗС расположены напротив друг друга вдоль касательной линии эксцентричного БС кольца Р, так что камера 18 ПЗС может снимать изображение зазора на контактной поверхности раздела между контрольным блоком 13 и внешней периферийной поверхностью Ра эксцентричного БС кольца Р, расположенного на контрольной поверхности 12. В соответствии с этим изображение, снимаемое камерой 18 ПЗС, состоит из теней (черное изображение) от эксцентричного БС кольца Р и контрольного блока 13 и фонового света (белое изображение) от осветительного устройства 15 - источника света. Полученное таким образом изображение позволяет легко измерять высоту, ширину и наклон внешней периферийной части Ра эксцентричного БС кольца Р, выступающего от и упирающегося в контрольный блок 13.
Более предпочтительно, часть контрольного блока 13, входящая в контакт с внешней периферийной частью эксцентричного БС кольца Р, должна иметь зеркальную поверхность. Зеркальная поверхность здесь представляет собой поверхность с шероховатостью Rz 0,1 или меньше. В результате упора контрольного блока 13 во внешнюю периферийную часть эксцентричного БС кольца Р с зеркальной поверхностью свет от осветительного устройства 15 - источника света - через зазор между внешней периферийной частью эксцентричного БС кольца Р и контрольным блоком 13 усиливается за счет отражения зеркальной поверхности или диффузного отражения, при этом обеспечивается более точное и простое определение. Например, когда контрольный блок 13, входящий в контакт с внешней периферийной частью эксцентричного БС кольца Р, имеет зеркальную поверхность с шероховатостью поверхности Rz 0,1 или меньше, область проникания света на контактной поверхности раздела, представленная как пятно в результате обработки изображения, приблизительно в 1,8 раза больше, чем, когда измерения того же кольца Р выполняют с использованием контрольного блока 13, имеющего шероховатость поверхности больше, чем Rz 0,1, которая не является зеркальной поверхностью по определению, приведенному здесь.
Осветительное устройство 15 - источник света - выполнено, например, в виде светодиода. Предпочтительно используют голубой светодиод, имеющий короткую длину волны или обеспечивающий освещение параллельным светом.
Средство 21 определения измеряет и анализирует изображения, снимаемые камерой 18 ПЗС, используя сохраненные в запоминающем устройстве изображения, с применением схемы анализа изображения для распознавания ориентации верх-низ эксцентричного БС кольца Р. При использовании способов перевода в цифровую форму, определение выполняют на основе корреляции соответствия с образцом, или площадью, или рассчитанным центром тяжести рассеиваемого света, представленного в виде пятен, посредством обработки изображения с обеих сторон контактной поверхности раздела.
Далее описан способ детектирования ориентации верх-низ эксцентричного БС кольца Р с использованием устройства 10 детектирования ориентации в соответствии с данными вариантами выполнения.
Вначале эксцентричное БС кольцо Р помещают на контрольную поверхность 12 и затем прижимают к контрольному блоку 13, как показано на фиг.1 и 2.
Затем эксцентричное БС кольцо Р освещают в направлении касательной посредством осветительного устройства 15 - источника света. Затем камера 18 ПЗС, которая расположена напротив источника освещения относительно контрольного блока 13, снимает изображение контактной поверхности раздела между внешней периферийной поверхностью Ра эксцентричного БС кольца Р и контрольного блока 13. Свет, проецируемый от осветительного устройства 15 - источника света - в направлении камеры 18 ПЗС рассеивается через зазор, формируемый эксцентричным БС кольцом Р и контрольным блоком 13, например, как показано на фиг.3(а) и 3(b), при этом камера 18 ПЗС снимает изображение рассеяния 25 света на верхней стороне, и рассеяние 26 света на нижней стороне, которое отображается на мониторе 22 через средство 21 определения. Поскольку рассеяние 25 света на верхней стороне больше, чем рассеяние света 26 на нижней стороне, в случае, показанном на фиг.3(а), по сравнению со случаем, показанным на фиг.3(b), распознают, что верхняя поверхность эксцентричного БС кольца Р находится на верхней стороне. Такая идентификация ориентации также может быть выполнена на основе расчета центра тяжести. Нет необходимости упоминать, что ориентация может быть идентифицирована на основе того, находится ли контактная поверхность раздела на верхней стороне или на нижней стороне по отношению к ширине эксцентричного БС кольца Р.
Как описано выше, в соответствии с данным вариантом выполнения эксцентричное БС кольцо Р помещают на контрольную поверхность 12, при этом внешнюю периферийную поверхность Ра упирают в контрольный блок 13, и свет проецируют от осветительного устройства 15 - источника света - в направлении камеры 18 ПЗС так, что идентифицируют ориентацию на основе рассеяния света через зазор на контактной поверхности раздела между контрольным блоком 13 и внешней периферийной поверхностью Ра эксцентричного БС кольца Р. Этот способ позволяет легко определять ориентацию эксцентричного БС кольца Р, которую трудно определить визуально на различных этапах обработки, и устраняет вероятность того, что кольцо будет неправильно ориентировано. По мере того как кольцо проходит требуемую обработку после идентификации ориентации, обеспечивается проведение ее обработки в правильной ориентации, и, таким образом, способ позволяет обеспечить простое производство высокоточных эксцентричных БС колец Р с широким диапазоном функций.
Хотя контрольный блок 13 закреплен на контрольной станции 11 посредством элемента 14 держателя в данном варианте выполнения, контрольный блок 13 может быть выполнен подвижным по отношению к внешней периферийной поверхности Ра эксцентричного БС кольца Р, помещенного на контрольной поверхности 12, с использованием устройства, которое позволяет обеспечить параллельное движение в горизонтальном направлении автоматически или вручную, например посредством привода, такого как пневматический цилиндр. В этом случае контрольный блок 13 перемещается в направлении к эксцентричному БС кольцу Р для входа в контакт с внешней периферийной поверхностью Ра кольца.
Кроме того, хотя контрольный блок 13 зафиксирован на контрольной станции 11 посредством элемента 14 держателя в данном варианте выполнения, контрольный блок 13 может быть интегрирован в измеритель, в котором эксцентричное кольцо Р с бочкообразной стороной устанавливают так, что кольцо входит в контакт с контрольным блоком 13 с самостоятельным прижимом. В этом случае контрольный блок 13 должен быть встроен в измеритель таким образом, чтобы внешняя периферийная поверхность Ра эксцентричного БС кольца Р входила в контакт с контрольным блоком при установке его в измеритель.
Хотя контрольный блок 13 выполнен в виде колонны в данном варианте выполнения, такая форма не является обязательной, и контрольный блок 13 может быть цилиндрическим или иметь форму пластины. То есть, если только поверхность или линия, которая входит в контакт с внешней периферийной поверхностью Ра эксцентричного БС кольца Р расположена вертикально по отношению к контрольной поверхности 12, весь контрольный блок 13 необязательно должен быть вертикальным по отношению к контрольной поверхности 12.
В то время как в данном варианте выполнения результаты измерения камеры 18 ПЗС обрабатывают посредством средства 21 определения, и изображения, снятые камерой 18, ПЗС отображают на мониторе 22, также возможно выполнять определение посредством обработки сигналов от камеры 18 ПЗС, используя осциллограф.
На фиг.4(а) и 4(b) показан еще один предпочтительный вариант выполнения способа детектирования ориентации верх-низ в соответствии с настоящим изобретением, в приложении к конусному кольцу Т.
Этот вариант выполнения отличается от описанного выше варианта выполнения тем, что контрольный блок 13, показанный на фиг.1 и 2, имеет клиновидную поверхность 13а, которая соответствует конусной поверхности Та конусного кольца Т. Устройство детектирования ориентации, используемое в данном варианте выполнения, имеет, по существу, ту же структуру, что и устройство 10, показанное на фиг.1 и 2, за исключением другой внешней поверхности контрольного блока 13, и поэтому описание устройства со ссылкой на чертежи здесь не приведено.
В этом варианте выполнения конусное кольцо Т также помещают на контрольную поверхность 12 устройства 10 детектирования ориентации и затем прижимают к контрольному блоку 13.
Затем ориентацию конусного кольца Т идентифицируют на основе зазора с контактной поверхностью раздела между контрольным блоком 13 и конусной поверхностью Та конусного кольца Т. То есть, свет проецируют от осветительного устройства 15 - источника света - в направлении камеры 18 ПЗС и идентификацию ориентации обеспечивают на основе условий рассеяния света через зазор, сформированный между конусным кольцом Т и контрольным блоком 13. Например, когда верхняя поверхность Т1 конусного кольца 1 находится на верхней стороне, конусная поверхность Та не соответствует клиновидной поверхности 13а контрольного блока 13, как показано на фиг.4(а), в то время как нижняя поверхность Т2 конусного кольца Т находится на ее верхней стороне, клиновидная поверхность Та соответствует клиновидной поверхности 13а контрольного блока 13, как показано на фиг.4(b). Поэтому разница между рассеянием 27 верхнего света и рассеянием 28 нижнего света на контактной поверхности раздела между конусным кольцом Т и контрольным блоком 13, когда верхняя поверхность Т1 конусного кольца Т находится на верхней стороне, отличается от случая, когда нижняя поверхность Т2 находится с верхней стороны, на основе чего можно идентифицировать ориентацию. Вместо установки клиновидной поверхности на контрольном блоке 13, контрольная поверхность 12 может быть наклонена так, чтобы она соответствовала конусной поверхности Та.
Как описано выше, в соответствии с данным вариантом выполнения, поскольку разность в зазоре между верхней и нижней поверхностями конусного кольца Т еще больше заметна, увеличивается отношение сигнал/шум.
Хотя в данном варианте выполнения контрольный блок 13 сформирован с клиновидной поверхностью 13а, которая соответствует конусной поверхности Та конусного кольца Т, контрольный блок 13 также может иметь форму, которая соответствует части или всей внешней периферийной форме поперечного сечения конусного кольца.
В данном варианте выполнения, так же как и в описанном выше варианте выполнения, клиновидная поверхность 13а контрольного блока 13, соответствующая конусной поверхности Та конусного кольца Т, предпочтительно имеет зеркальную поверхность.
Кроме того, настоящее изобретение также применимо в комбинации с обычным способом идентификации, показанным на фиг.6(а) и 6(b). Это позволяет еще более надежно идентифицировать ориентацию изделий, которые имеют сложную форму. То есть, при обработке поршневых колец, в случае, когда они представляют собой изделия сложной формы, которые включают определенную внутреннюю поверхность и эксцентричную БС форму, обычный способ идентификации, показанный на фиг.6(а) и 6(b), позволяет идентифицировать ориентацию внутренней поверхности, и способ в соответствии с настоящим изобретением позволяет одновременно идентифицировать ориентацию эксцентричного БС кольца, в результате чего надежно исключаются ошибки обработки.
Настоящее изобретение предпочтительно применяется для идентификации ориентации компонентов, имеющих форму поперечного сечения, которая затрудняет визуальную идентификацию ориентации, например поршневых колец, которые имеют ориентацию верх-низ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОВЕРКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ БАНКНОТ ИЛИ ЦЕННЫХ БУМАГ | 1996 |
|
RU2169393C2 |
| ДИАГНОСТИКА, ОСНОВАННАЯ НА ЛАЗЕРНОЙ СИСТЕМЕ ЗАЖИГАНИЯ | 2014 |
|
RU2667831C2 |
| ГИДРАВЛИЧЕСКИЙ ДЕМПФЕР | 2014 |
|
RU2628552C1 |
| ДИАГНОСТИКА, ОСНОВАННАЯ НА ЛАЗЕРНОЙ СИСТЕМЕ ЗАЖИГАНИЯ | 2014 |
|
RU2668081C2 |
| ДИАГНОСТИКА, ОСНОВАННАЯ НА ЛАЗЕРНОЙ СИСТЕМЕ ЗАЖИГАНИЯ | 2014 |
|
RU2667837C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ОТКЛОНЕНИЯ ПОЛОСЫ И СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕТЕКТИРОВАНИЯ АНОМАЛЬНОГО ОТКЛОНЕНИЯ ПОЛОСЫ | 2018 |
|
RU2720450C1 |
| АППАРАТ ДЛЯ ИНСЕКТИЦИДНОГО ОПРЫСКИВАНИЯ | 2019 |
|
RU2795590C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОВЕРКИ СТЕРЖНЕВИДНЫХ ИЗДЕЛИЙ СИГАРЕТНОЙ ПРОМЫШЛЕННОСТИ | 2021 |
|
RU2835828C1 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО | 2009 |
|
RU2470221C2 |
| ХОЛОДИЛЬНИК И КОМПРЕССОР | 2009 |
|
RU2472079C1 |

Изобретение относится к способу и устройству для детектирования ориентации компонента. Предложены способ и устройство для идентификации верхней поверхности и нижней поверхности компонента, имеющего асимметричные верхнюю и нижнюю внешние формы. Компоненты выполнены, например, в виде компонентов дисковой, цилиндрической или кольцевой формы, более конкретно, детали двигателя, имеющие ориентацию, такие как поршневые кольца. В частности, способ и устройство для идентификации ориентации изделия, верхнюю и нижнюю поверхности которого с трудом можно идентифицировать визуально. Компонент в форме диска, цилиндра или кольца, имеющий асимметричные верхнюю и нижнюю внешние формы, помещают на контрольную поверхность, имеющую контрольный блок, при этом внешнюю периферийную часть компонента на контрольной поверхности вводят в контакт с контрольным блоком, и идентификацию верхней и нижней поверхностей компонента обеспечивают в системе, включенной в поток производства, на основе зазора, образованного между внешней периферийной частью компонента и контрольным блоком, используя осветительное устройство - источник света и камеру детектирования, установленные напротив друг друга относительно контрольного блока. Технический результат состоит в разработке простого и надежного способа детектирования ориентации и устройства для идентификации верхней поверхности и нижней поверхности компонента без необходимости затрат длительного времени. 2 н. и 5 з.п. ф-лы, 6 ил.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНОГО СМЕЩЕНИЯ ОБЪЕКТА | 1999 |
|
RU2155321C1 |
| Устройство для измерения малых зазоров между двумя поверхностями,одна из которых прозрачная | 1985 |
|
SU1357710A1 |
| Устройство для измерения малых зазоров между двумя поверхностями,одна из которых прозрачная | 1981 |
|
SU954812A1 |

