Изобретение относится к области медицины, точнее к изготовлению протезов конечностей.
Известен способ изготовления протеза стопы (патент РФ №2102039), включающий установку вкладыша с пресс-форму с последующим ее заполнением полиуретановой композицией.
Наиболее близким к заявляемому является способ изготовления протеза стопы, используемый известной немецкой фирмой, занимающейся выпуском протезов, ОТТО БОКК. Способ изготовления протеза стопы включает установку вкладыша в литьевую форму и последующую ее заливку вспенивающейся и отверждающейся композицией. Литьевая форма является разъемной, в рабочем положении установлена под углом к горизонтали и ориентирована таким образом, что пяточная область расположена вверху. Вкладыш размещают в нижней неподвижной части формы, отвечающей за формирование верхней половины стопы. Для выемки отлитой стопы используют выталкивающее устройство.
Основным недостатком указанных способов изготовления протезов стоп является наличие облоя на стопе по линии разъема литьевой формы, который следует удалить механически, что связанно с увеличением возможности внедрения в материал отлитой стопы и ухудшением ее дизайна и эксплуатационных качеств.
Задачей предлагаемого изобретения является изготовление безоблойного протеза стопы.
Поставленная задача решается тем, что в способе изготовления протеза стопы, включающем установку вкладыша стопы в разъемную литьевую форму с последующим заполнением ее вспенивающейся и отверждающейся композицией, вкладыш располагают внутри размещенного в разъемной литьевой форме разделительного элемента из силиконового каучука в виде чехла-галоши, внутренняя поверхность которого соответствует наружной поверхности протеза стопы, а вспенивающейся и отверждающейся композицией заполняют внутреннюю полость чехла-галоши.
Техническим результатом является возможность многоразового использования разделительного элемента, облегчение выемки отлитой стопы из формы без применения выталкивающего элемента, улучшение эксплуатационных качеств получаемого протеза стопы, снижение затрат на финишную доработку протеза, сокращение времени технического контроля готовой продукции.
Сущность предлагаемого изобретения поясняется чертежом.
Способ изготовления протеза стопы заключается в следующем. В разъемной литьевой форме, состоящей из верхней подвижной 1 и предназначенной для отливки основания стопы нижней неподвижной 2 частей и установленной под углом α к горизонтали (α=15...45°), причем пяточная область расположена выше носочной, в верхней 1 части формы фиксируют с помощью, например, штыря 3 вкладыш 4. Также в верхней части 1 формы устанавливают разделительный элемент из силиконового каучука в виде чехла-галоши 5 таким образом, чтобы вкладыш 4 был размещен внутри него. Смыкают верхнюю 1 и нижнюю 2 части формы и производят заливку вспенивающейся и отверждающейся композиции из микроячеистого полиуретана (МПУ) во внутреннюю полость чехла-галоши 5 через летниковый канал 6 формы, с которым состыкован летник 7 чехла-галоши 5. Внутренняя поверхность чехла-галоши 5 соответствует наружной поверхности изготавливаемой стопы, а наружная поверхность плотно прилегает к внутренним стенкам формы. При заполнении чехла-галоши 5 МПУ воздух выходит через дренажные отверстия 8. После отверждения МПУ раскрывают форму, вынимают полученную стопу в чехле-галоше 5. Затем с помощью приспособления, например обувной ложки, освобождают пятку стопы от чехла-галоши и, частично выворачивая последний наизнанку, освобождают стопу полностью. Выворачивать чехол-галошу целиком нет необходимости благодаря отсутствию адгезии силиконового каучука по отношению к МПУ. Вернув чехлу 5 первоначальный вид, его можно использовать для изготовления следующей стопы. Летник 7 чехла-галоши 5 может быть расположен, например, в пяточной области на линии соединения верхней 1 и нижней 2 частей формы (см. чертеж). В этом случае чехол-галошу выполняют с утолщением стенки в пяточной области над летником и производят вертикальный разрез этой стенки до летника, что значительно облегчает отделение отлитой стопы от чехла-галоши, т.к. не требуется дополнительных приспособлений. Благодаря свойствам материала чехла-галоши наличие разреза в нем при многократном его использовании не меняет качества отливаемых стоп. Челох-галоша 5 изготовлен из высокопрочного силиконового каучука со следующими характеристиками:
Толщина стенок чехла-галоши составляет ˜2-3 мм. Она оптимизирована по следующим параметрам: сохранение формы под действием собственного веса; обеспечение легкости снятия с отлитой стопы с обеспечением прочности при многократном использовании; обеспечение теплоизолирующей способности и стабильного значения твердости МПУ получаемого протеза стопы. Практическая прозрачность стенок чехла-галоши 5 позволяет визуально определить положение расположенного внутри него вкладыша 4. Обладая высокой теплопроводностью (до 200°) и отсутствием адгезии по отношению к МПУ, чехол-галоша может длительное время эксплуатироваться, выдерживая тепловые воздействия от экзотермического процесса образования МПУ. Низкая теплопроводность материала чехла-галоши (коэффициент теплопроводности  значительно уменьшает отток тепла при вспенивании и отверждении МПУ, что позволяет исключить прогрев формы и, следовательно, избежать затрат на ее термостатирование. Благодаря свойствам силиконового каучука при выемке отлитой стопы в чехле-калоше из формы не требуется использования выталкивающего устройства. Изготовление протеза стопы в литьевой форме с помощью разделительного элемента исключает необходимость кропотливой и точной финишной обработки полученной отливки ввиду отсутствия облоя. Это способствует улучшению эксплуатационных свойств стопы. Кроме того, снижается трудоемкость по изготовлению и поддержанию в процессе эксплуатации самой литьевой формы, т.к. отпадает необходимость в высоком качестве ее внутренней поверхности.
значительно уменьшает отток тепла при вспенивании и отверждении МПУ, что позволяет исключить прогрев формы и, следовательно, избежать затрат на ее термостатирование. Благодаря свойствам силиконового каучука при выемке отлитой стопы в чехле-калоше из формы не требуется использования выталкивающего устройства. Изготовление протеза стопы в литьевой форме с помощью разделительного элемента исключает необходимость кропотливой и точной финишной обработки полученной отливки ввиду отсутствия облоя. Это способствует улучшению эксплуатационных свойств стопы. Кроме того, снижается трудоемкость по изготовлению и поддержанию в процессе эксплуатации самой литьевой формы, т.к. отпадает необходимость в высоком качестве ее внутренней поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЕЗА СТОПЫ | 2012 |
|
RU2542090C2 |
| Приемная гильза протеза верхней конечности | 1990 |
|
SU1771722A1 |
| ВНУТРЕННЯЯ СМЯГЧАЮЩАЯ ВКЛАДНАЯ ГИЛЬЗА ПРОТЕЗА НИЖНЕЙ КОНЕЧНОСТИ | 2005 |
|
RU2303963C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ ИЗ СИЛИКОНА ДЛЯ КУЛЬТЕЙ НИЖНИХ КОНЕЧНОСТЕЙ | 1999 |
|
RU2166302C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНЫХ ЧЕХЛОВ В ПРИЕМНЫЕ ГИЛЬЗЫ ПРОТЕЗОВ | 2006 |
|
RU2323012C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ АНАТОМИЧЕСКИХ МОДЕЛЕЙ | 2002 |
|
RU2207087C1 |
| ЧЕХОЛ ИЗ СИЛИКОНА ДЛЯ КУЛЬТИ НИЖНЕЙ КОНЕЧНОСТИ | 2002 |
|
RU2205615C1 |
| СПОСОБ ЛИТЬЕВОГО ФОРМОВАНИЯ ПЕРЕМЕННОЙ МУЛЬТИФОКАЛЬНОЙ КОНТАКТНОЙ ЛИНЗЫ | 2012 |
|
RU2612679C2 |
| КОРРИГИРУЮЩЕЕ ПРИСПОСОБЛЕНИЕ ПРИ ВАЛЬГУСНОМ ОТКЛОНЕНИИ ПЕРВОГО ПАЛЬЦА СТОПЫ | 2010 |
|
RU2438624C1 |
| СНАБЖЕННЫЙ ПОЛОЗОМ СПОРТИВНЫЙ СНАРЯД С РАЗЪЕМНО ЗАКРЕПЛЕННЫМ СМЕННЫМ ЛЕЗВИЕМ | 2006 |
|
RU2382666C2 |
Изобретение относится к области медицины. При изготовлении протеза стопы устанавливают вкладыш стопы в разъемную литьевую форму с последующим заполнением ее вспенивающейся и отверждающейся композицией и вынимают готовое изделие из формы. В форму устанавливают разделительный элемент из силиконового каучука в виде чехла-галоши так, чтобы вкладыш был размещен внутри него. Внутренняя поверхность разделительного элемента соответствует наружной поверхности изготавливаемого протеза стопы, а наружная поверхность плотно прилегает к стенкам формы. Вспенивающейся и отверждающейся композицией заполняют внутреннюю полость разделительного элемента. После отверждения композиции вынимают из разъемной формы готовый протез стопы в разделительном элементе и извлекают его из последнего. Изобретение обеспечивает возможность многоразового использования разделительного элемента, облегчение выемки отлитой стопы из формы без применения выталкивающего элемента, улучшение эксплуатационных качеств получаемого протеза стопы, снижение затрат на финишную доработку протеза, сокращение времени технического контроля готовой продукции. 1 ил.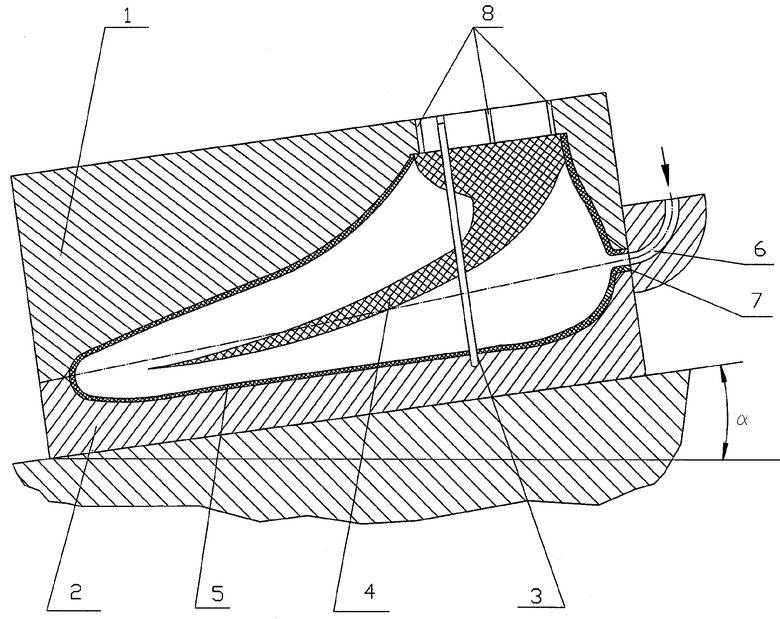
Способ изготовления протеза стопы, включающий установку вкладыша стопы в разъемную литьевую форму с последующим заполнением ее вспенивающейся и отверждающейся композицией, выемку готового изделия из разъемной литьевой формы, отличающийся тем, что в разъемную литьевую форму устанавливают разделительный элемент их силиконового каучука в виде чехла-галоши так, чтобы вкладыш был размещен внутри него, при этом внутренняя поверхность разделительного элемента соответствует наружной поверхности изготавливаемого протеза стопы, а наружная поверхность разделительного элемента плотно прилегает к стенкам формы, вспенивающейся и отверждающейся композицией заполняют внутреннюю полость разделительного элемента, после отверждения композиции вынимают из разъемной формы готовый протез стопы в разделительном элементе и извлекают его из последнего.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА СТОПЫ ТИПА "САЧ" С ПОЛИМЕРНЫМ ОПОРНЫМ ЭЛЕМЕНТОМ (ВКЛАДЫШЕМ) НОВОЙ КОНСТРУКЦИИ | 1995 |
|
RU2102039C1 |
| ЛЮБАРТОВИЧ С.А | |||
| и др | |||
| Реакционное формование полиуретанов | |||
| - М.: Химия, 1990, с.104, 122 | |||
| КЛОЧКОВ В.И | |||
| и др | |||
| Производство пористых изделий из эластомеров | |||
| - Л.: Химия, 1984, с.47 | |||
| ИСКУССТВЕННАЯ СТОПА | 2001 |
|
RU2201176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА СТОПЫ | 1997 |
|
RU2124334C1 |
| Вибростенд | 1986 |
|
SU1434413A1 |

