Изобретение относится к области медицины, точнее к изготовлению протезов нижних конечностей.
Известно устройство для изготовления протеза стопы (RU 2102039 С1, МПК: A61F 2/66 (2006.01), опубл. 20.01.98), состоящее из разъемной литьевой формы под данный типоразмер, основным недостатком известного устройства является невозможность получения безоблойного протеза стопы, а также необходимость использования большого парка металлических литьевых форм под все типоразмеры протезов стоп.
Известно устройство для изготовления протеза стопы, принятое за прототип (RU 2320298 С2, МПК: A61F 2/66 (2006.01), В29С 45/17 (2006.01), опубл. 27.03.08), включающее разъемную жесткую литьевую форму под данный типоразмер, состоящую из верхней подвижной части, содержащей, по меньшей мере, два дренажных отверстия, и нижней неподвижной, образующих в замкнутом положении оформляющую полость с литниковым каналом, в которой размещен чехол-калоша из силиконового каучука с внутренней поверхностью заданного типоразмера, с утолщением стенки в пяточной области над литником и вертикальным разрезом этой стенки до литника. Хотя вышеуказанное устройство позволяет получить безоблойный протез стопы, улучшенный дизайн и эластичность протеза стопы, оно характеризуется основным недостатком, таким как необходимость изготовления большого парка металлических литьевых форм под все типоразмеры протезов стоп.
Задачей предлагаемого изобретения является создание устройства для изготовления протеза стопы любого типоразмера.
Техническим результатом предлагаемого решения является сокращение затрат на проектирование и изготовление парка металлических литьевых форм, а также уменьшение трудоемкости обслуживания в процессе эксплуатации при охвате всего диапазона типоразмеров протезов стоп.
Указанный технический результат достигается тем, что предлагаемое устройство для изготовления протеза стопы, включающее разъемную жесткую литьевую форму, состоящую из верхней подвижной части, содержащей, по меньшей мере, два дренажных отверстия, и нижней неподвижной, образующих в замкнутом положении оформляющую полость с литниковым каналом, с размещенным в оформляющей полости чехлом-калошей из силиконового каучука с литником, расположенным в пяточной области чехла-калоши и состыкованным с литниковым каналом литьевой формы, с утолщением стенки в пяточной области над литником и вертикальным разрезом этой стенки до литника, где чехол-калоша выполнен с наружной поверхностью, постоянной для всех типоразмеров и плотно прилегающей к стенкам литьевой формы, и с внутренней поверхностью, соответствующей наружной поверхности изготавливаемого размера протеза стопы, при этом носовая область чехла-калоши содержит балластную зону, переходящую в зону зацепления, при этом балластная зона носовой области по контуру стопы переходит в балластную зону пяточной области, внешняя сторона которой совпадает с внутренней стороной утолщенной стенки пяточной области.
Утолщение стенки в пяточной области над литником с вертикальным разрезом этой стенки до литника может быть выполнено, например, в форме прямоугольного параллелепипеда. Для размещения в протезе стопы адаптера в чехле-калоше может быть установлен закладной элемент, оформляющий внутреннюю полость стопы.
Сущность изобретения поясняется чертежами:
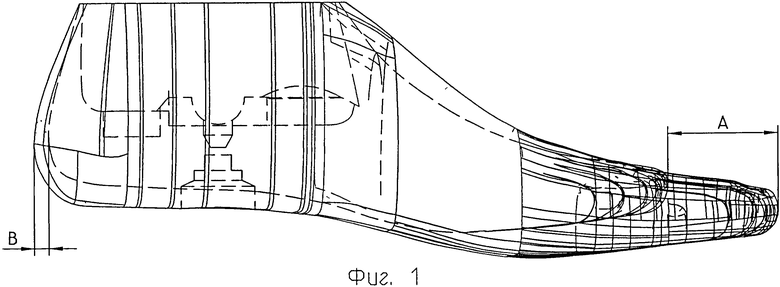
на фиг. 1 изображена модель протеза стопы, вид сбоку;
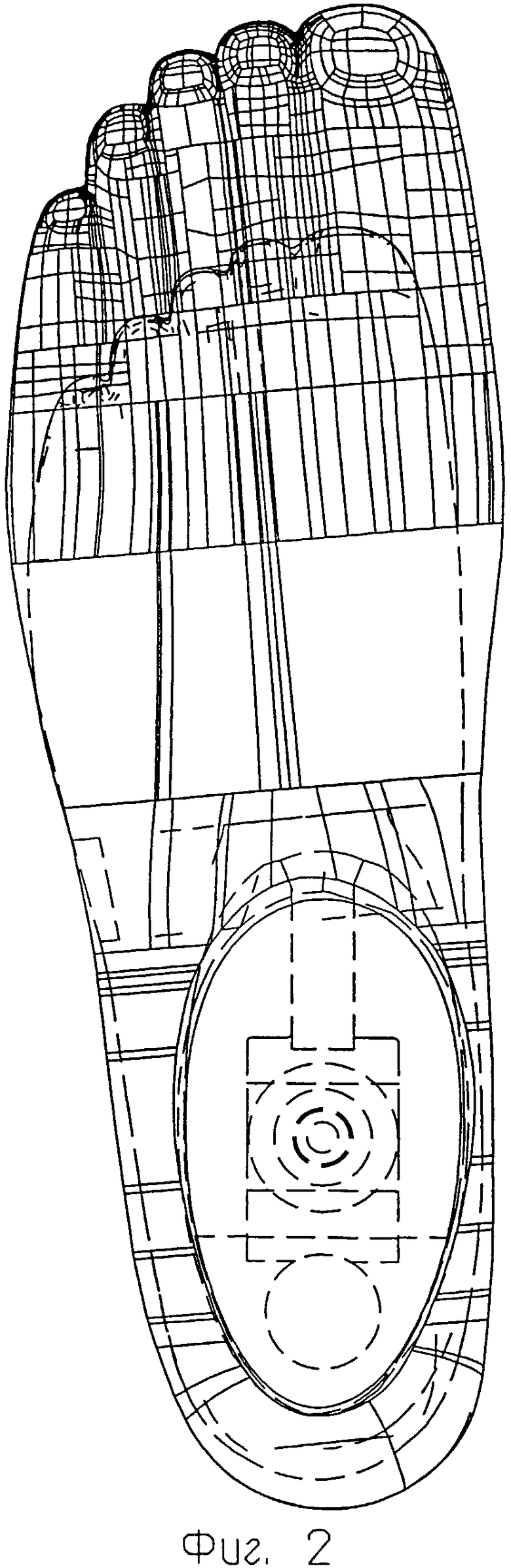
на фиг. 2 - модель протеза стопы, вид сверху;
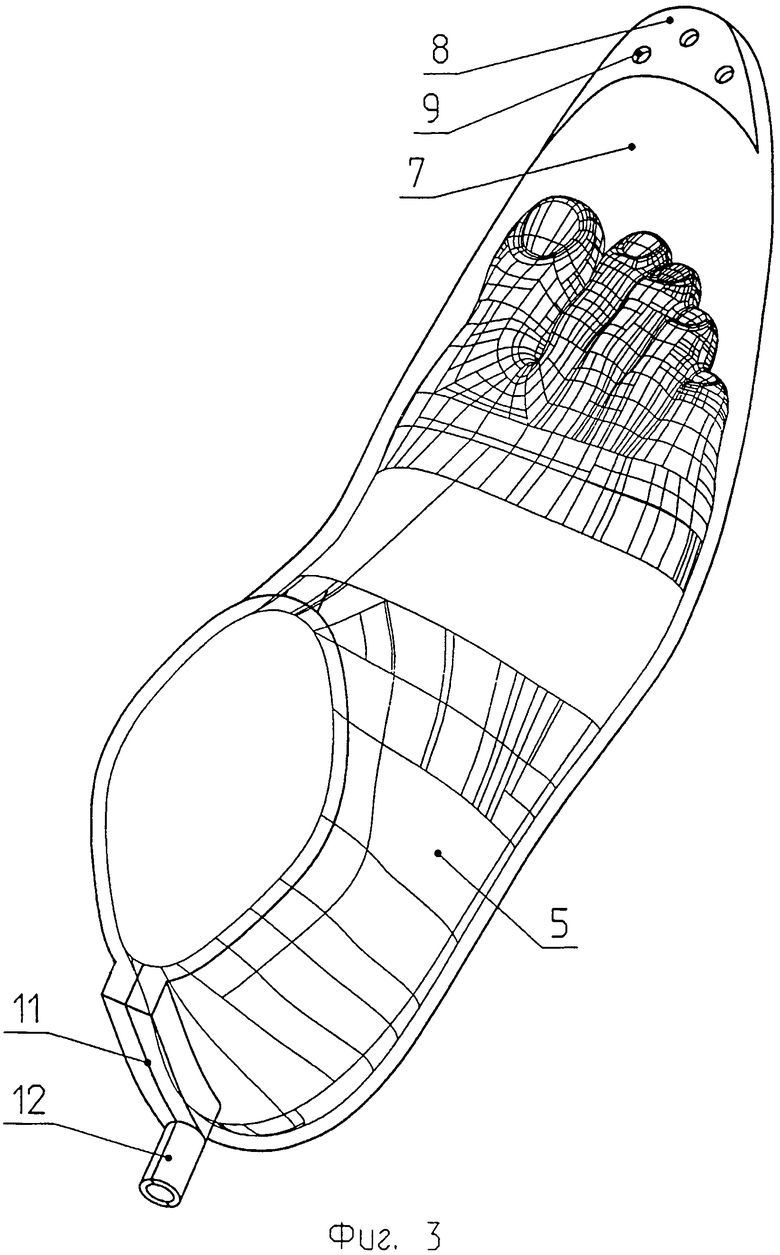
на фиг. 3 в аксонометрическом изображении представлен сменный чехол-калоша из силиконового каучука с изменяющимися балластными зонами (в носовой и пяточной областях) для изготовления протеза стопы всех типоразмеров;
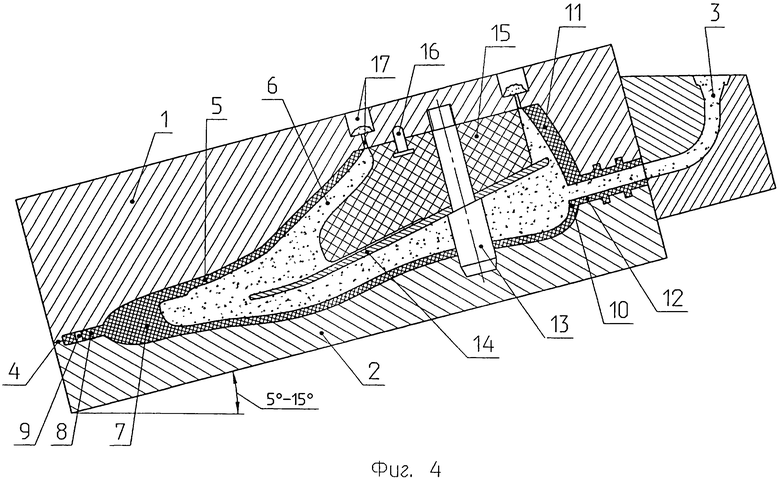
на фиг. 4 - устройство для изготовления протеза стопы любого типоразмера с установленным в нем закладным элементом с силовым вкладышем и с заливкой микроячеистым полиуретаном (МПУ).
В силу антропологических особенностей строения стопы, приращение ее размера происходит в основном за счет носовой области (фиг. 1). Так, при сравнении мужских протезов стоп, т.е. при наложении математических моделей наименьшего размера, например, длиной 250 мм и наибольшего размера длиной 300 мм, приращение в передней области составляет: А=44 мм, а приращение в пяточной области - В=6 мм. Отсюда открывается возможность к достижению технического результата путем создания работоспособных чехлов-калош из эластичного силиконового каучука, стойкого к многократному воздействию компонентов полиуретановой системы под каждый типоразмер протеза стопы, и возможности установки каждого из них в одну и ту же разъемную жесткую литьевую форму, выдерживающую давление вспенивающейся композиции до 4 кг/см2. При этом внутренняя поверхность чехлов-калош, изменяющаяся от размера к размеру, точно соответствует наружной поверхности соответствующих протезов стоп, а наружная поверхность чехлов-калош, постоянная для всех типоразмеров, соответствует внутреннему размеру литьевой формы.
Устройство состоит из разъемной жесткой, например металлической, литьевой формы, состоящей из верхней подвижной части 1 и нижней неподвижной части 2 (фиг. 4). В замкнутом положении формы верхняя подвижная часть 1 и нижняя неподвижная часть 2 образуют оформляющую полость с литниковым каналом 3, расположенным, например, на линии соединения 4 верхней 1 и нижней 2 частей формы со стороны расположения пяточной области чехла-калоши 5 из силиконового каучука, который установлен в оформляющей полости. Чехол-калоша выполнен с наружной поверхностью, постоянной для всех типоразмеров и плотно прилегающей к стенкам литьевой формы. Чехол-калоша 5 имеет формующую полость 6 (фиг. 3) и включает в себя в носовой области балластную зону 7, которая представляет собой утолщение стенки носовой области, балластная зона 7 переходит в зону зацепления 8, представляющую собой припуск материала, например, толщиной 10-15 мм, длиной примерно 30 мм, с установочными местами 9, представляющими собой, в данном примере, три отверстия диаметром примерно по 10 мм каждое, с помощью которых происходит зацепление чехла-калоши 5, например, за штыри, и последующее вытягивание модели протеза стопы или отформованного протеза стопы вручную в вертикальном положении, или посредством механизма лебедочного типа - в горизонтальном положении. При этом балластная зона 7 носовой области по контуру стопы переходит в балластную зону 10 пяточной области, которая представляет собой утолщение стенки пяточной области, внешняя сторона которой совпадает с внутренней стороной утолщенной стенки 11 пяточной области, например, выполненной в форме прямоугольного параллелепипеда с вертикальным разрезом длиной L (мм) (на чертежах не показан) стенки 11 до летника 12, который может быть расположен в пяточной области на линии соединения 4 верхней 1 и нижней 2 частей формы и состыкован с литниковым каналом 3 формы. В верхней части 1 формы с помощью штыря 13, расположенного перпендикулярно линии соединения 4 и ввернутом в нижнюю часть 2 формы, жестко зафиксирован силовой вкладыш 14 протеза стопы, который располагается в формующей полости 6 чехла-калоши 5.
Для размещения в протезе стопы адаптера, в чехле-калоше 5 в формующей полости 6 может быть установлен закладной элемент 15, который зафиксирован с помощью фиксатора 16 и крепится к верхней части 1 формы также с помощью штыря 13.
В верхней части 1 формы расположены, по меньшей мере, два дренажных отверстия 17, предназначенные для выхода воздуха и избытка МПУ.
В соответствии с требуемым размером протеза стопы, за счет изменения балластных зон 7 и 10, изменяется формующая полость 6 чехла-калоши 5. Наружная поверхность чехла-калоши 5 для каждого размера остается постоянной. Для каждого типоразмера протеза стопы изготовлен соответствующий чехол-калоша 5.
Основной проблемой как при изготовлении чехла-калоши протеза стопы, так и при изготовлении самого протеза стопы является разделение отформованного чехла-калоши от модели протеза стопы и отформованного протеза стопы от чехла-калоши, связанное с наличием поднутрений, а отсюда необходимая способность материала чехла-калоши к многократным растягивающим деформациям при разделении, с последующим восстановлением исходной формы. Для этого в чехле-калоше в пяточной области сделан разрез материала до литника, что позволяет с помощью обувной ложки произвести легкое снятие чехла-калоши с пятки протеза стопы, а для избежания проникновения вспенивающейся композиции по месту разреза, что приводит к заметному следу по поверхности МПУ, ухудшающему дизайн, а также одновременно, с целью обеспечения стабильной фиксации чехла-калоши при установке в литьевой форме, предусмотрено увеличение его толщины в зоне разреза, например, в форме параллелепипеда и размером, например, 10×l0×L мм.
Чехол-калоша 5 изготовлен из высокопрочного силиконового каучука со следующими характеристиками: твердость по Шору, усл.ед. 35-40; разрушающее напряжение при растяжении, МПа>6,5; относительное удлинение при разрыве, %>530; плотность, г/см3 - 1,12; цвет - бесцветный полупрозрачный.
Оптимальная толщина стенок чехла-калоши составляет ~2-5 мм. Она оптимизирована по следующим параметрам: сохранение формы под действием собственного веса; обеспечение легкости снятия с отлитой стопы с обеспечением прочности при многократном использовании; обеспечение теплоизолирующей способности и стабильного значения твердости МПУ получаемого протеза стопы. Практическая прозрачность стенок чехла-калоши позволяет визуально определить положение расположенного внутри него силового вкладыша. Обладая высокой теплостойкостью (до 200°C) и отсутствием адгезии по отношению к МПУ, чехол-калоша может длительное время эксплуатироваться, выдерживая тепловые воздействия от экзотермического процесса образования МПУ. Низкая теплопроводность материала чехла-калоши (коэффициент теплопроводности ~0,17 Bm/м·К) значительно уменьшает отток тепла при вспенивании и отверждении МПУ, что позволяет исключить прогрев формы и, следовательно, избежать затрат на ее термостатирование. Благодаря свойствам силиконового каучука при выемке отлитой стопы в чехле-калоше из формы не требуется использование выталкивающего устройства.
Рассмотрим работу устройства на примере изготовления протеза стопы с закладным элементом. Разъемную жесткую металлическую литьевую форму устанавливают под углом примерно 5°-15° к горизонтали. Предварительно в верхнюю часть 1 литьевой формы, в зависимости от размера протеза стопы, с помощью штыря 13 устанавливают соответствующий силовой вкладыш 14 с закладным элементом 15, выполненным из того же силиконового каучука, что и чехол-калоша и извлекающимся после изготовления протеза стопы. Затем в верхней части 1 литьевой формы устанавливают сменный чехол-калошу 5, соответствующий требуемому типоразмеру протеза стопы, верхнюю часть 1 формы смыкают с нижней частью 2 и через литниковый канал 3, состыкованный с литником 12, производят заливку композиции МПУ в формующую полость 6 чехла-калоши 5, не адгезируя его к стенкам чехла-калоши 5 и к стенкам закладного элемента 15. При движении потоков МПУ происходит заполнение формующей полости 6, при этом воздух из формующей полости выдавливается из приподнятой части формы через дренажные отверстия 17. После впрыска и отверждения МПУ литьевую форму раскрывают, изготовленный протез стопы в чехле-калоше 5 с закладным элементом 15 извлекают из верхней части 1 формы и помещают на стеллаж доотверждения. Затем в литниковую форму вновь устанавливают очередной силовой вкладыш, закладной элемент и соответствующий требуемому размеру чехол-калошу, производят смыкание и впрыск МПУ. За время отверждения в форме предыдущий отформованный протез стопы отделяют от закладного элемента и чехла-калоши, помещают на стеллаж готовой продукции, а чехол-калошу с закладным элементом возвращают в производственный цикл.
Таким образом, предложенное устройство позволяет сократить затраты на проектирование и изготовление парка тяжелых металлических литьевых форм и уменьшить трудоемкость обслуживания в процессе эксплуатации при охвате всего диапазона типоразмеров протезов стоп, а в перспективе возможность изготовления усовершенствованных модификаций протезов стоп при использовании все той же разъемной жесткой литьевой формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА СТОПЫ | 2006 |
|
RU2320298C2 |
| ЧЕХОЛ ИЗ СИЛИКОНА ДЛЯ КУЛЬТИ НИЖНЕЙ КОНЕЧНОСТИ | 2002 |
|
RU2205615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБОЧЕЛЮСТНОГО ПРОТЕЗА-ОБТУРАТОРА | 2011 |
|
RU2482814C1 |
| ПРЕФОРМА И СОСТАВНАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕФОРМЫ | 2008 |
|
RU2433042C2 |
| Эпипротез носа | 2016 |
|
RU2618891C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ ИЗ СИЛИКОНА ДЛЯ КУЛЬТЕЙ НИЖНИХ КОНЕЧНОСТЕЙ | 1999 |
|
RU2166302C2 |
| Литьевая форма | 1982 |
|
SU1036564A1 |
| ЗУБОЧЕЛЮСТНОЙ ПРОТЕЗ-ОБТУРАТОР | 2011 |
|
RU2489115C2 |
| Способ изготовления съемных зубных протезов с двухслойным базисом | 1990 |
|
SU1827217A1 |
| Способ изготовления несъемного металлокерамического протеза с использованием имплантированных металлических опор | 1988 |
|
SU1577779A1 |
Изобретение относится к области медицины, точнее к изготовлению протезов нижних конечностей. Устройство для изготовления протеза стопы включает разъемную жесткую литьевую форму, состоящую из верхней подвижной части, содержащей, по меньшей мере, два дренажных отверстия, и нижней неподвижной части, образующие в замкнутом положении оформляющую полость с литниковым каналом, с размещенным в оформляющей полости чехлом-калошей из силиконового каучука, с литником, расположенным в пяточной области чехла-калоши и состыкованным с литниковым каналом литьевой формы, с утолщением стенки в пяточной области над литником и вертикальным разрезом этой стенки до литника. Чехол-калоша выполнен с наружной поверхностью, постоянной для всех типоразмеров и плотно прилегающей к стенкам литьевой формы, и с внутренней поверхностью, соответствующей наружной поверхности изготавливаемого размера протеза стопы. Носовая область чехла-калоши содержит балластную зону, переходящую в зону зацепления. Балластная зона носовой области по контуру стопы переходит в балластную зону пяточной области, внешняя сторона которой совпадает с внутренней стороной утолщенной стенки пяточной области. Изобретение обеспечивает сокращение затрат на проектирование и изготовление парка металлических литьевых форм и уменьшение трудоемкости обслуживания в процессе эксплуатации при охвате всего диапазона типоразмеров протезов стоп. 2 з.п. ф-лы, 4 ил.
1. Устройство для изготовления протеза стопы, включающее разъемную жесткую литьевую форму, состоящую из верхней подвижной части, содержащей, по меньшей мере, два дренажных отверстия, и нижней неподвижной части, образующие в замкнутом положении оформляющую полость с литниковым каналом, с размещенным в оформляющей полости чехлом-калошей из силиконового каучука, с литником, расположенным в пяточной области чехла-калоши и состыкованным с литниковым каналом литьевой формы, с утолщением стенки в пяточной области над литником и вертикальным разрезом этой стенки до литника, отличающееся тем, что чехол-калоша выполнен с наружной поверхностью, постоянной для всех типоразмеров и плотно прилегающей к стенкам литьевой формы, и с внутренней поверхностью, соответствующей наружной поверхности изготавливаемого размера протеза стопы, при этом носовая область чехла-калоши содержит балластную зону, переходящую в зону зацепления, при этом балластная зона носовой области по контуру стопы переходит в балластную зону пяточной области, внешняя сторона которой совпадает с внутренней стороной утолщенной стенки пяточной области.
2. Устройство по п.1 отличающееся тем, что утолщение стенки в пяточной области над литником с вертикальным разрезом этой стенки до литника выполнено в форме прямоугольного параллелепипеда.
3. Устройство по п.1 отличающееся тем, что дополнительно в чехле-калоше может быть установлен закладной элемент, оформляющий внутреннюю полость стопы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА СТОПЫ | 2006 |
|
RU2320298C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА СТОПЫ | 1997 |
|
RU2124334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКУСОЧНОЙ КАППЫ | 2003 |
|
RU2254828C1 |
| DE 102010044223 A1, 25.08.2011 | |||
| DE202008014651 U1, 15.01.2009 | |||
| Пенообразователь для тушения пожаров | 1981 |
|
SU965435A1 |

