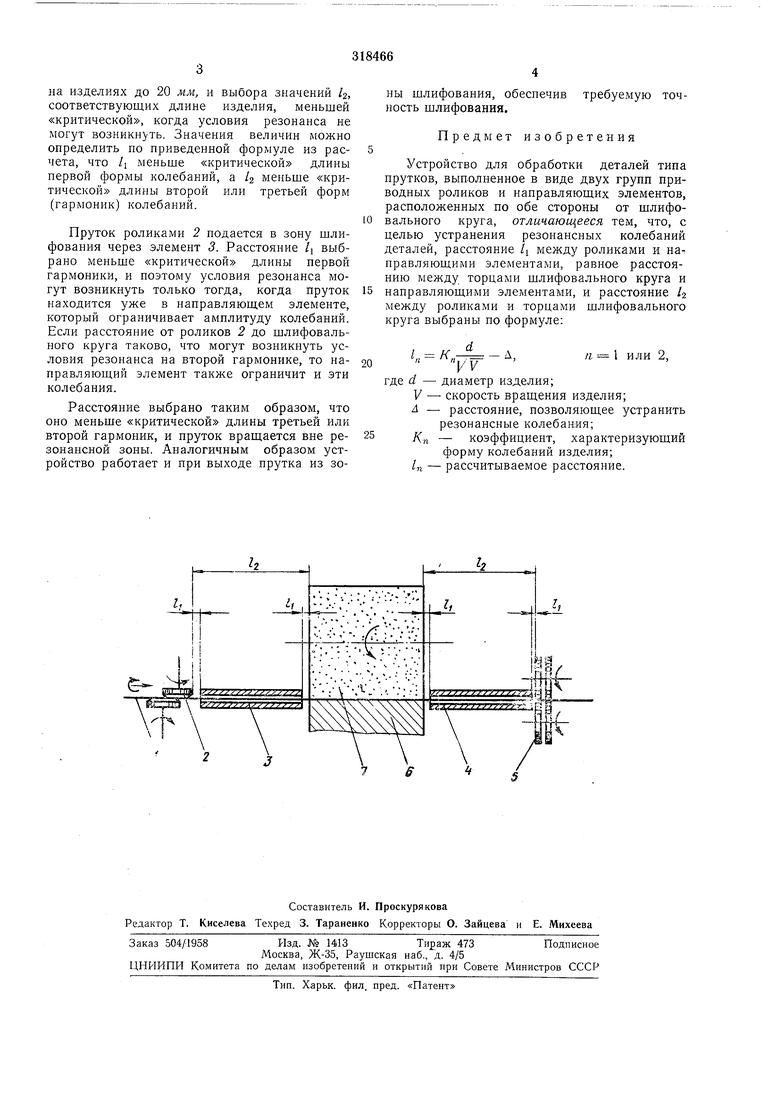
Известны устройства для обработки деталей типа прутков, выполненные в виде двух групп приводных роликов и направляющих элементов, расположенных по обе стороны от шлифовального круга. Цель изобретения - устранение резонансных колебаний деталей. Для этого в предлагаемом устройстве расстояние /i между роликами и направляющими элементами, равное расстоянию между торцами шлифовального круга и направляющими элементами, и расстояние /2 между торцами шлифовального круга и роликами выбраны по формуле: я 1 или 2, где d - диаметр изделия; У - скорость вращения изделия; л - расстояние, позволяющее устранить резонансные колебания; Кп - коэффициент, характеризующий форму колебаний изделия; /„ - рассчитываемое расстояние. . - расстояние между роликами и направляющими элементами, равное расстоянию между торцами шлифовального круга и направляющими элементами, при этом - коэффициент, характеризующий первую форму колебаний изделия. - расстояние между роликами и торцами кругов, при этом .2 или .г, где /(2 и /Сз - коэффициенты, характеризующие соответственно вторую и третью формы колебаний изделия. На чертеже представлена схема обработки прутков и расположения основных узлов бесцентрового круглошлифовального станка с приводом деталей вне зоны шлифования. Приводное устройство, сообщающее прутку / вращательное и поступательное движения, состоит из подающих приводных роликов 2, направляющего элемента 3, перемещающего деталь от роликов в зону шлифоваНИН, направляющего элемента 4, перемещающего пруток из зоны обработки к отводящим приводным роликам 5. Приводные ролики могут быть выполнены таким образом, что они вращают деталь либо торцаМи (позиция 2, либо периферией (позиция 5). Пруток при обработке расположен на базирующих элементах 6 и шлифуется абразивным кругом 7. Расстояние /2 приводных роликов от зоны обработки и расстояния /i направляющих элементов от приводных роликов и от торца шлифовального круга выбираются не произвольно, а из условий гашения резонансных колебаний прутка за счет ограничения амплина изделиях до 20 мм, и выбора значений /2, соответствующих длине изделия, меньшей «критической, когда условия резонанса не могут возникнуть. Значения величин можно определить но нриведенной формуле из расчета, что /1 меньше «критической длины первой формы колебаний, а 4 меньше «критической длины второй или третьей форм (гармоник) колебаний. Пруток роликами 2 подается в зону шлифования через элемент 3. Расстояние /i выбрано меньше «критической длины первой гармоники, и поэтому условия резонанса могут возникнуть только тогда, когда пруток находится уже в направляющем элементе, который ограничивает амплитуду колебаний. Если расстояние от роликов 2 до шлифовального круга таково, что могут возникнуть условия резонанса на второй гармонике, то направляющий элемент также ограничит и эти колебания. Расстояние выбрано таким образом, что оно меньше «критической длины третьей или второй гармоник, и пруток вращается вне резонансной зоны. Аналогичным образом устройство работает и при выходе прутка из зоны шлифования, обеснечив требуемую точность шлифования. Предмет изобретения Устройство для обработки деталей типа прутков, выполненное в виде двух групп приводных роликов и направляющих элементов, расположенных по обе стороны от щлифовального круга, отличающееся тем, что, с целью устранения резонансных колебаний деталей, расстояние 1 между роликами и на нравляющими элементами, равное расстоянию между торцами щлифовального круга и направляющими элементами, и расстояние /2 между роликами и торцами шлифовального круга выбраны по формуле: in 1 2, где d - диаметр изделия; V - скорость вращения изделия; 4 - расстояние, позволяющее устранить резонансные колебания; Кп - коэффициент, характеризующий форму колебаний изделия; In - рассчитываемое расстояние.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования торцов пружин | 1983 |
|
SU1093494A1 |
| Бесцентровый шлифовальный станок для зачистки прутков | 1961 |
|
SU145148A1 |
| Способ изготовления изделий, преимущественно ступенчатых валов, и станок для его осуществления | 1990 |
|
SU1794567A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КРУТЯЩЕГО МОМЕНТА | 1969 |
|
SU246125A1 |
| Способ бесцентрового шлифования длинномерных прутков | 1990 |
|
SU1838075A3 |
| Станок для шлифования торцов витых пружин | 1981 |
|
SU975341A1 |
| Устройство для электроабразивного шлифования цилиндрических деталей | 1975 |
|
SU580077A1 |
| Способ обработки края чашеобразного стеклоизделия | 1981 |
|
SU992166A1 |
| Устройство для шлифования нежестких цилиндрических деталей | 1983 |
|
SU1085773A1 |
-:---;/ ;.v:W
