Изобретение относится к металлургии и касается получения трубчатой формы слитков с высокой степенью очистки от случайных вкраплений и большей однородности структуры.
Значение процесса затвердевания расплавов на качество отливок, особенно предпрокатных, значительно больше, чем принято считать в практической металлургии. При довольно значительном разнообразии технических решений суть процесса в большинстве случаев сводится к отбору тепла тем или иным способом. При этом, как правило, варьируют двумя параметрами процесса - направлением теплоотбора и его интенсивностью. Направление отбора тепла, а равно создание зародышей и фронта (фронтов) кристаллизации, определяется формой рабочих полостей изложниц и кристаллизаторов. Интенсивность процесса задают применением воздушных или жидкостных потоков охлаждения. В большинстве случаев применяется промышленная вода. При этом вынужденно игнорируется возможность вытеснения фронтом кристаллизации не востребованных процессом кристаллизации включений. Более того, при ряде технологических процессов, принятых в промышленности, отбор тепла в падающем потоке жидкого расплава осуществляется промышленной водой, подаваемой на периферийные части питателей, т.е. создается кольцевой фронт инициированной кристаллизации. В результате таких и им подобным фронтам все "лишнее" загоняется внутрь отливка. При некоторых формах отливок из-за противодействия внутреннего тепла направления движения фронта кристаллизации меняется, а скорость движения замедляется, формируется неоднородная структура зерна и пр. В результате в целом снижается качество предпрокатного материала. Предпрокатная механическая обработка получаемых отливок типа "столбов" и плоских слябов требует применения усложненных приемов применения режущих инструментов.
Известен способ получения стальных слитков, заключающийся в заливке расплава в изложницу с последующей кристаллизацией расплава в обогреваемой изложнице, а до заливки расплава внутреннюю поверхность изложницы подогревают (SU авт. св. №1323223, B22D 7/00, опубл. 15.07.2987).
Из этого же источника известна изложница, представляющая собой тело вращения в виде стакана, внутренняя поверхность которого защищена термостойким материалом.
Данное решение принято в качестве прототипа для обоих заявленных объектов.
Особенностью данного способа является то, что за счет подогрева внутренних стенок изложницы фронт кристаллизации направляется не от стенки к центру, а сверху вниз, в результате чего невостребованные включения опускаются в зону дна изложницы в усадочную раковину, то есть в нижней части слитка, устраняя тем самым измененное состояние структуры сердцевины слитка.
Данный способ позволяет получить требуемый результат в части обеспечения почти постоянной структуры слитка по сечению, но требует большого расхода электроэнергии и математической точности в нагреве стенок изложницы в зависимости от ее высоты (изложницу подогревают, увеличивая температуру на каждые 10% высоты изложницы на 55-85°С). Естественно, что энергозатраты будут определяющими в стоимости такого слитка. Кроме того, полученный слиток должен быть подвергнут предпрокатной механической обработке, то есть снятию небольшого внешнего слоя для придания слитку цилиндрической формы и отрезанию торцевой части, в которой собраны невостребованные включения. Так как обе операции реализуются на различном режущем оборудовании, то процесс предпрокатной механической обработки становится трудоемким, существенно влияющим также на стоимость подготовленного к прокату слитка. Ко всему прочему, несмотря на то, что фронт кристаллизации перемещается по вертикали, не удается сохранить стабильность процесса в направлении от периферии к центру, в результате чего срединная часть слитка получается все-таки с явными признаками измененной структуры.
Настоящее изобретение направлено на решение технической задачи по приданию слитку трубообразной формы, в котором формируется фронт кристаллизации кольцевой формы с технологически квазиравномерной скоростью, что делает структуру слитка однородной по структуре и смещает к краю слитка невостребованные процессом кристаллизации включения с возможностью простого удаления их в ходе мехобработки, а также на упрощение слитка.
Достигаемый при этом технический результат заключается в повышении качества предпрокатных слитков за счет обеспечения постоянной структуры по толщине без измененных зон и упрощения процесса получения предпрокатного слитка за счет использования простой мехоперации типа расточки отверстия.
Указанный технический результат достигается тем, что в способе получения предпрокатных слитков, заключающемся в заливке расплава в изложницу с последующей кристаллизацией расплава в изложнице, и предпрокатной механической обработке, заливку расплава осуществляют в изложницу, выполненную в виде стакана с прикрепленной к его дну полой цилиндрической вставкой, для получения слитка в виде полой трубы, при кристаллизации расплава осуществляют охлаждение внешней стенки изложницы и при необходимости внутренней стенки вставки, а при предпрокатной механической обработке слитка осуществляют расточку внутреннего отверстия слитка в радиальном направлении на глубину вытеснения фронтом кристаллизации проигнорированных при кристаллизации включений и разделение слитка на сегменты.
Указанные признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности существенных признаков, достаточной для получения указанного технического результата.
Настоящее изобретение иллюстрируется конкретным примером, который, однако, не является единственно возможным, но наглядно демонстрирует возможность получения требуемого технического результата.
На фиг.1 - изложница для трубчатых слитков;
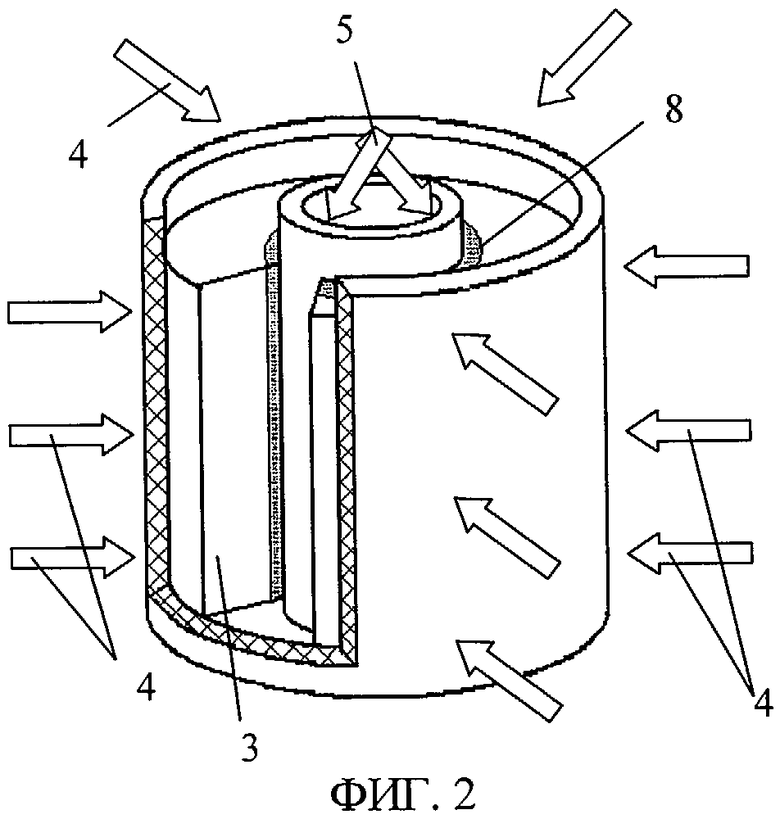
фиг.2 - процесс кристаллизации расплава в изложнице;
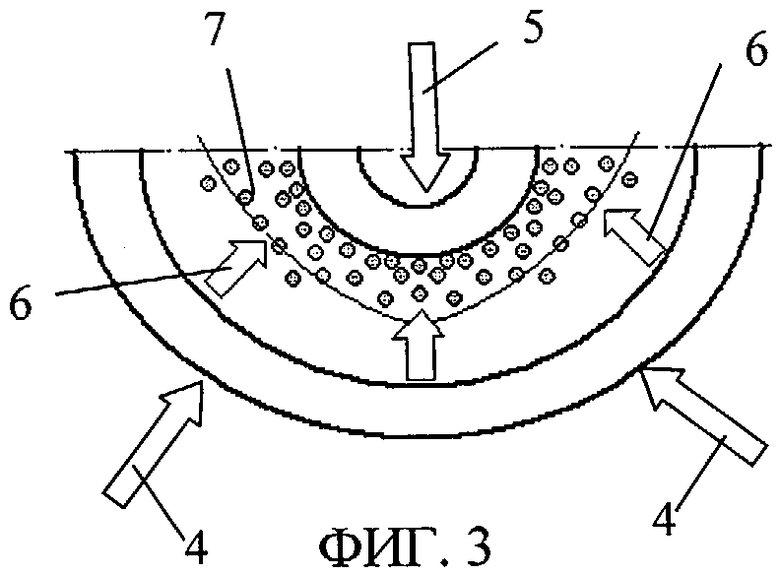
фиг.3 - демонстрация вытеснения фронтом кристаллизации проигнорированных включений;
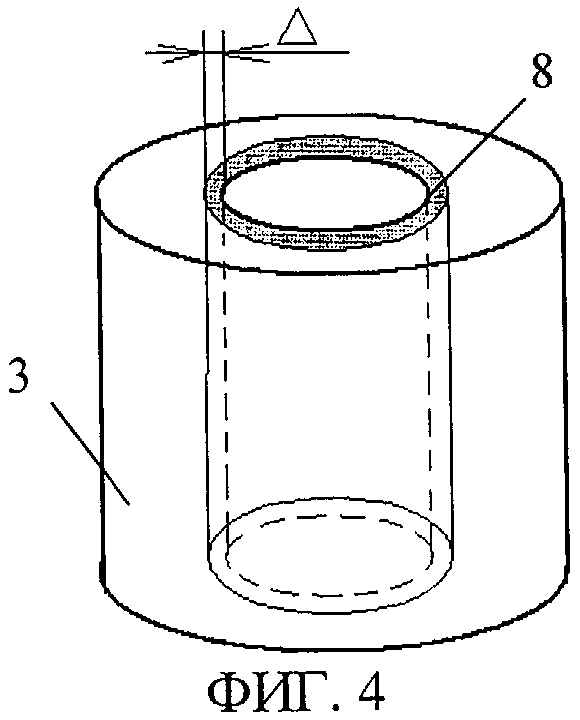
фиг.4 - слиток до предпрокатной механической обработки;
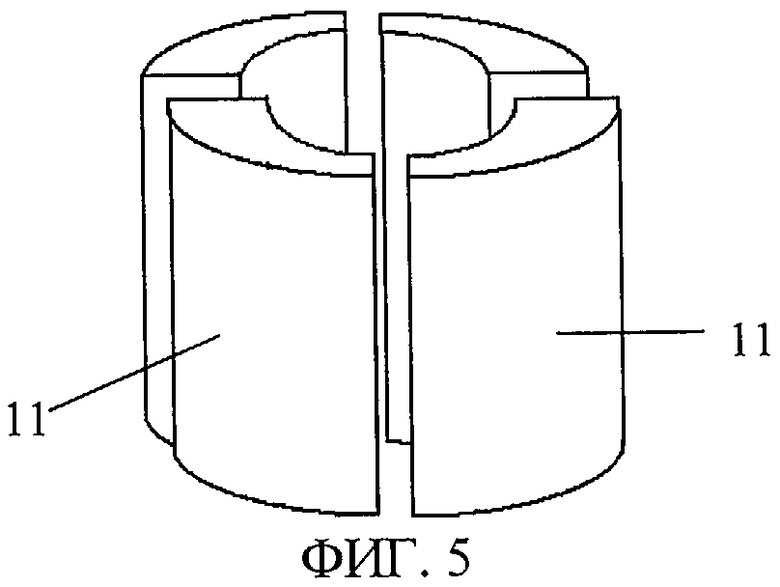
фиг.5 - слиток после разделения на сегменты;
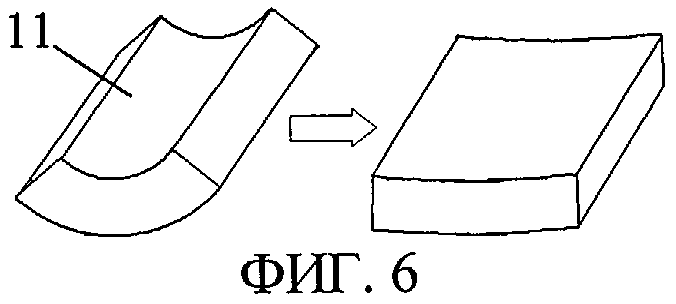
фиг.6 - процесс выпрямления сегментов;
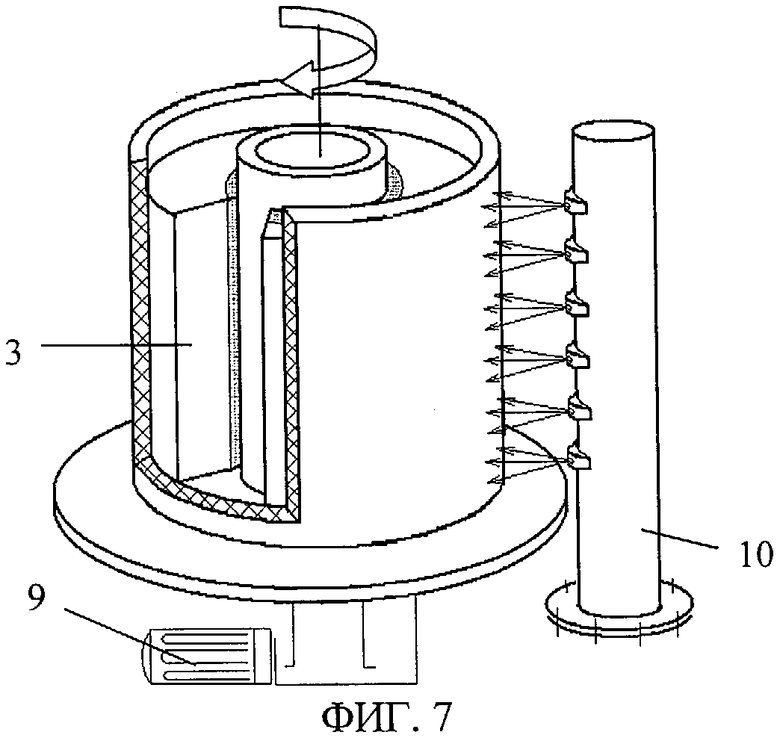
фиг.7 - вариант исполнения изложницы с вращающейся платформой.
Согласно настоящему изобретению предлагается отливать слитки в кольцевых изложницах (фиг.1), а теплоотбор при кристаллизации расплава производить любым известным методом в радиальных направлениях (фиг.2).
Изложница (фиг.1) представляет собой глуходонный сосуд в виде тела вращения, например в виде стакана 1 из металлического листа, внутренняя поверхность которого защищена термостойким материалом, например огнеупорным кирпичом, обмазанным стекловидной массой. Сосуд снабжен прикрепленной к дну стакана полой трубообразной вставкой 2, также выполненной из металлического листа, при этом внешняя поверхность вставки также защищена термостойким материалом, который используется для защиты стакана. Таким образом, изготовленная изложница позволяет получать трубообразные слитки 3. Кроме того, к такой изложнице легко подвести дополнительный отбор тепла (подвод охлаждения 4), например, путем обработки внешней стенки сосуда промышленной водой или газом. При этом можно также при технологической необходимости осуществить дополнительный теплоотбор (подвод охлаждения 5) и с внутренней стенки вставки (фиг.2) (одновременно с внешним охлаждением). При таком двустороннем теплоотборе можно организовать переменные температурные параметры расплава в направлении от внешней стенки сосуда к его вставке, что существенно для регулирования перемещения фронта кристаллизации 6.
При внешнем теплоотводе (то есть при отборе тепла или охлаждении внешней стенки сосуда) распространяющийся в радиальном направлении фронт кристаллизации 6 невостребованные включения 7 перемещает к краю отливки в зону расположения вставки (фиг.3). Таким образом, по завершении процесса кристаллизации в зоне, прилегающей к вставке, образуется структура слитка в виде кольцевой зоны 8 глубиной Δ, в которой сконцентрированы вытесненные фронтом кристаллизации проигнорированные при кристаллизации включения. При такой форме слитка создаются условия для удаления этих включений в ходе последующей мехобработки за счет удаления всей загрязненной зоны, то есть части металла на глубину Δ залегания этих включений. Более экономически обоснованным представляется направление от периферии к центру. Более того, чем больше соотношение радиуса отливки к толщине слитка, тем более равномерно, организованно и быстро происходит перемещение фронта кристаллизации по толщине слитка вследствие снижения противодействия внутренней теплоты слитка. Все это вместе взятое приводит к значительному улучшению качества отливки.
Более того, проворачивая изложницу с расплавом в процессе кристаллизации с любой скоростью вокруг ее продольной оси (фиг.7), например, от электропривода 9 можно подвергать расплавы в процессе кристаллизации любым воздействиям от неподвижного источника такого воздействия (фиг.3), например, ультразвукового, магнитного, СВЧ или другого силового поля. Можно осуществлять и теплоотбор. При такой реализации способа можно пользоваться локальными установками подвода хладагента или иного воздействия, а изменяя скорость вращения платформы, на которой расположена изложница, регулировать процесс кристаллизации. При достаточных оборотах платформы с изложницей может проводиться обработка расплава в процессе кристаллизации силовыми полями центрифуг, т.е. гравитационными или квазигравитационными полями.
Полученные предпрокатные отливки в виде колец или полых труб (фиг.4) проще подвергать мехобработке. Из теории обработки металлов режущим инструментом известно, что обработка тел вращения наиболее проста и экономична при высоком качестве поверхности. Такая обработка проще поддается автоматизации и не требует дополнительных операций по подъему, перемещению и позиционированию слитка с одного поста мехобработки на другой. Таким образом, полученный слиток подвергают расточке внутреннего отверстия слитка в радиальном направлении на глубину Δ вытеснения фронтом кристаллизации проигнорированных процессом кристаллизации включений. После расточки получаем слиток без участков технологически недопустимо измененной структуры.
Последующее разделение отливка на сегменты 11 (разрезание в продольном направлении на дугообразные части-сегменты (фиг.5) и при необходимости спрямление частей (фиг.6) осуществляются в зависимости от стоящих перед литейщиком задач и не представляют трудности.
Настоящее изобретение промышленно применимо, так как может быть осуществлено с использованием существующих в литейном производстве средств и способов. Новизна заявленного изобретения заключается в новом подходе к формированию формы слитка для обеспечения лучшего процесса кристаллизации, упрощения процесса обработки различными силовыми полями и проведения предпрокатной механической обработки наиболее простым способом.
Изобретение относится к металлургии. Расплав заливают в изложницу, выполненную в виде стакана с прикрепленной к его дну полой трубообразной вставкой, и получают слиток в виде трубы. При кристаллизации расплава охлаждают внешнюю стенку изложницы и обрабатывают слиток силовыми полями. В процессе кристаллизации слитка включения вытесняются по направлению к его поверхности, прилегающей к трубообразной вставке. Внутреннее отверстие полученного слитка растачивают в радиальном направлении на глубину вытеснения фронтом кристаллизации включений. Затем слиток разрезают в продольном направлении на сегменты, которые подвергают прокатке. Обеспечивается получение слитка с однородной структурой. 3 з.п. ф-лы, 7 ил.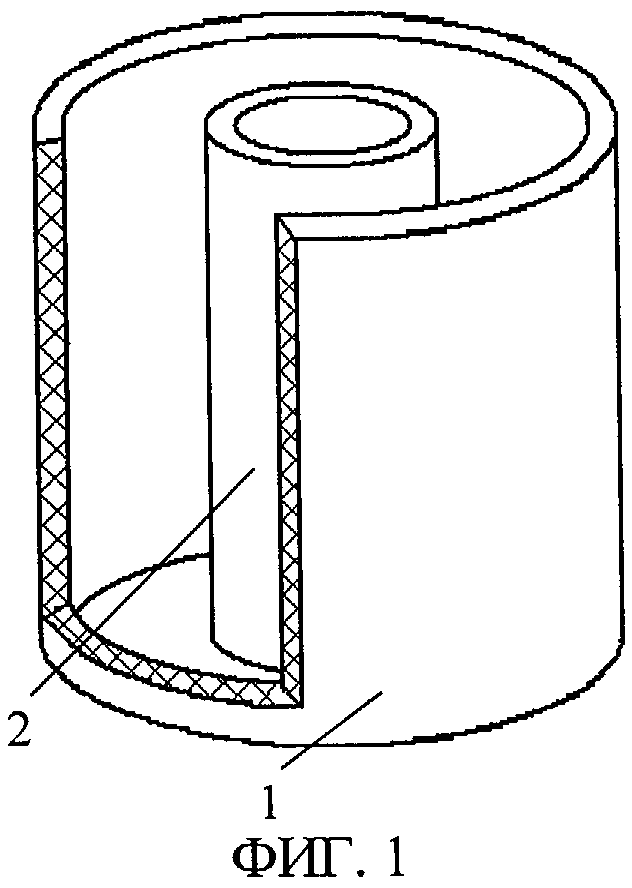
| Сердечник для отливки полых металлических предметов | 1915 |
|
SU2116A1 |
| Защитное покрытие для изложниц и поддонов | 1981 |
|
SU973211A1 |
| Способ отливки полых слитков | 1987 |
|
SU1507519A1 |
| БАЛАНДИН Г.Ф | |||
| Формирование кристаллического строения отливок | |||
| Кристаллизация в литейной форме | |||
| - М.: Машиностроение, 1973, с.224, с.229, с.254. | |||

