Изобретение относится, преимущественно, к области металлургии и может быть использовано для восстановления точных деталей типа кристаллизаторов, используемых в этой промышленности.
В металлургии при разливе металла используются кристаллизаторы длиной до 2-3 метров с толщиной стенки порядка 15 мм. В сечении они представляет собой квадрат. Отдельные детали к тому же имеют отклонение от прямолинейной оси (изогнуты на отдельных участках по длине). К внутренней поверхности таких деталей предъявляются жесткие требования как по чистоте поверхности, так и по размерам и допускам по ее длине.
При прохождении расплавленного металла внутренняя поверхность кристаллизатора за счет различных факторов теряет свои физико-механические свойства и размеры. Восстановление первоначального состояния поверхности и ее размеров тепловым воздействиям (детонационное и плазменное напыление) ввиду тонкостенности таких деталей исключается из-за возможного коробления. Для такого рода деталей технически и экономически целесообразным способом восстановления поверхности является электролитическое восстановление.
Решения в этой области известны. Так «Способ электролитического нанесения покрытия на внутреннюю поверхность полого изделия» (описание к патенту RU №2156837, кл. C25D 5/22) предусматривает размещение анода в полости изделия, а в процессе осаждения металла из раствора его пластическое деформирование прижимами, перемещаемыми вдоль и поперек поверхности осаждения, подачу в полость изделия концентрированного и вывод обедненного раствора.
Изделию сообщают возвратно-поступательное перемещение, прижимы вращают соосно с анодом.
Наиболее близким решением к заявленному является приведенный в описании к а.с. SU №986970, кл. C25D 5/08, «Способ нанесения гальванических покрытий на длинномерные изделия». Способ включает подвод напряжения к изделию и аноду и прокачивание электролита вдоль межэлектродного зазора. Для повышения равномерности покрытия путем регулирования распределения плотности тока по длине изделия источник питания подключают к электродам со стороны выхода электролита из межэлектродного зазора, измеряют падение напряжения на произвольно выбранном участке длины изделия и, меняя расход электролита, поддерживают измеренную величину, равную расчетной величине падения напряжения на этом участке, которую определяют из соответствующего условия.
Такого вида процесс позволяет проводить обработку на цилиндрических деталях типа цилиндров, штоков. Задачей изобретения является расширение сортамента обрабатываемых деталей, преимущественно, некруглого сечения.
Задача решена за счет того, что в отличии от известного способа, включающего прокачку электролита вдоль оси детали и подачу напряжения на анод, в предлагаемом - анод выполняют секционным в продольном направлении с внешним размером и длиной каждой секции соответствующими конфигурации и величине износа внутренней поверхности детали и на каждую секцию подают в зависимости от указанных параметров соответствующее напряжение, а пространство между обрабатываемой поверхностью и анодом заполняют диэлектрическими телами, которым в процессе восстановления сообщают осциллирующее движение за счет совместного углового перемещения детали с анодом. Выполнение анода секционным в продольном направлении с внешними размерами и длиной каждой секции соответствующими конфигурации и величине износа внутренней поверхности детали с подачей в зависимости от указанных параметров соответствующего напряжения обеспечивает требуемое осаждение металла из раствора в единицу времени на поверхности разных размеров.
Заполнение пространства между анодом и обрабатываемой поверхностью диэлектрическими телами, в частности стеклянными шариками, с сообщением им осциллирующего движения позволяет в процессе нанесения покрытия удалять с поверхностного слоя окисные пленки солей, водород и за счет этого образовывать новые центры кристаллизации и увеличивать дальнейший рост покрытия. В конечном итоге это позволит повысить его качество. Угловое перемещение детали с анодом, учитывая сечение ее (квадрат), обеспечивает равномерно удаление, в том числе из сопряженных поверхностей окисных пленок, солей. В совокупности эти признаки позволяют получить при восстановлении требуемые размеры и качество. Техническим результатом при реализации изобретения является повышение ресурса детали за счет обеспечения требуемого качества поверхности.
Сопоставительный анализ предлагаемого изобретения и прототипа показывает, что предлагаемое решение отличается режимами выполнения его основных действий, а именно:
- выполнение анода секционным в продольном направлении;
- подача на каждую секцию анода соответствующего напряжения;
- заполнение пространства между анодом и обрабатываемой поверхностью диэлектрическими телами;
- придание телам осциллирующего движения;
- сообщение совместного углового перемещения детали и анода.
При анализе способов восстановления того же назначения, известных и обнаруженных в результате патентного поиска, не были выявлены способы, которые характеризуются признаками, сходными с существенными признаками заявляемого технического решения. Это позволяет сделать вывод о том, что оно отвечает критериям изобретения «новизна» и «изобретательский уровень».
На чертежах представлено предлагаемое решение, где:
на фиг.1 - схема реализации способа,
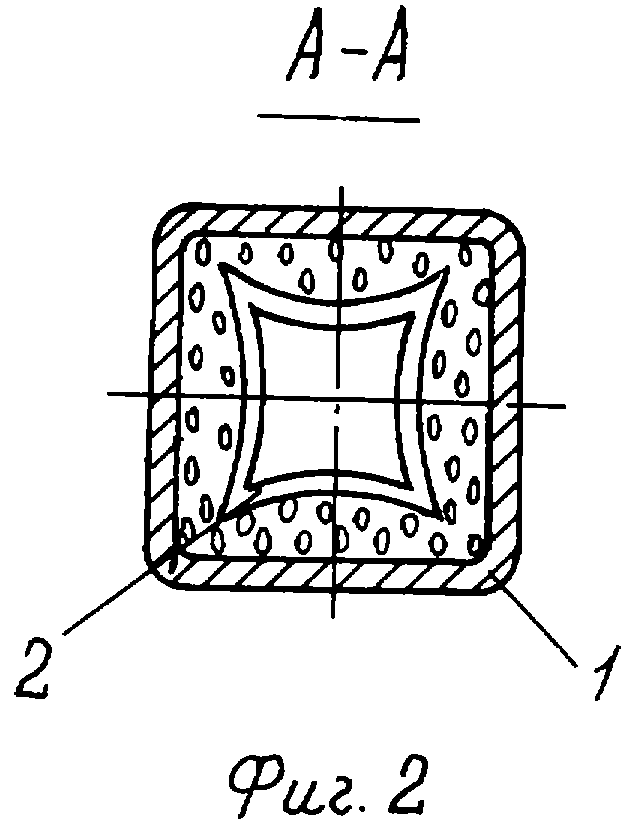
на фиг.2 - сечение А-А фиг.1
Процесс нанесения покрытия на внутреннюю поверхность детали осуществляют следующим образом: определяют последовательность операций, которые обеспечивают осаждение на изношенную поверхность слоя покрытия необходимой толщины. Производят первичную механическую обработку поверхности, подлежащей восстановлению, химическое обезжиривание и промывку проточной водой.
После подготовки во внутреннюю полость детали 1 устанавливают секционный анод 2, секции которого разделены диэлектрическими прокладками 3. Деталь в сборе с анодом устанавливают в приспособление 4. Угловое перемещение ее обеспечивают приводом 5. Устанавливают приспособление на основание 6 и заполняют полость между анодом и внутренней поверхностью детали диэлектрическими телами, в качестве которых используют стеклянные шарики. Штуцерами 7 и 8 обеспечивают подвод и слив электролита.
После подвода соответствующего напряжения на каждую секцию анода включают привод углового перемещения детали и прокачку электролита. Для активизации осциллирующего движения стеклянных шариков используют виброакустический излучатель 9.
По окончании процесса производят разборку, деталь промывают и проводят ее промер.
Пример конкретного осуществления способа
Реализация способа проводилась на детали из стали ВНЛ-3 длиной 1600 мм, в сечении представляющей квадрат с исходными размерами 210×210 мм. Износ поверхности по длине детали по зонам был различным и составлял усредненные значения: I зона - 0,020 мм; II зона - 0,033 мм; III зона - 0,047 мм; IV зона - 0,058 мм.
Анод был изготовлен из четырех секций разной длины каждая с размерами в поперечном сечении соответствующими размерам поверхности детали с подачей напряжения на каждую секцию, выбранным по номограмме. Источник тока ТВ1-3150/48Т-0УХЛ4 с рабочим током 3150 А. В качестве электролита использовался водный раствор хлористого двухвалентного железа, который прокачивали со скоростью 6 литров в минуту.
Промежуток между поверхностями восстанавливаемой детали и анодом составлял 45 мм. Указанная полость была на 75% заполнена стеклянными шариками диаметром 5 мм. Детали совместно с анодом сообщали угловое перемещение со скоростью 0,1 рад/мин при повороте до ±180°. Для активизации осциллирующего движения шариков периодически включали виброакустический излучатель. Процесс обработки осуществлялся в течение 6 часов. После обработки был произведен замер размеров поверхности, который показал отклонение от номинала на ±0,010 мм, что удовлетворяло предъявляемым требованиям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296821C1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ | 2005 |
|
RU2296822C1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ | 2005 |
|
RU2296823C1 |
| СПОСОБ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323277C2 |
| СПОСОБ ГАЛЬВАНО-МЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2333298C2 |
| СПОСОБ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2341364C2 |
| УСТАНОВКА ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2419532C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| СПОСОБ УПАКОВЫВАНИЯ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 1997 |
|
RU2120827C1 |
| СПОСОБ ПЕРФОРАЦИИ УЧАСТКА ТРУБЫ В СКВАЖИНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2414588C1 |
Изобретение относится к области металлургии и может быть использовано для восстановления внутренней поверхности кристаллизаторов. Способ включает прокачку электролита вдоль оси детали, подачу напряжения на анод, при этом анод выполняют секционным в продольном направлении с внешними размерами и длиной каждой секции соответствующими конфигурации и величине износа внутренней поверхности детали, на каждую секцию анода подают напряжение, а пространство между поверхностями детали и анода заполняют диэлектрическими телами, которым сообщают осциллирующее движение за счет совместных угловых перемещений детали с анодом. Технический результат: расширение сортамента обрабатываемых изделий, преимущественно, некруглого сечения. 2 ил.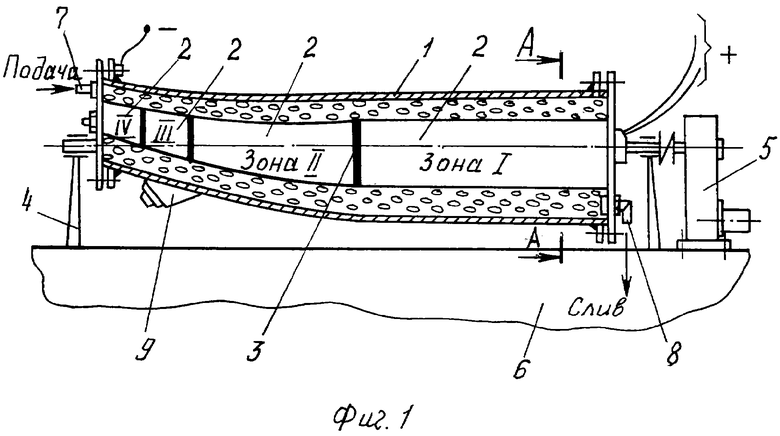
Способ гальваномеханического восстановления внутренних поверхностей токопроводящих деталей, преимущественно, некруглого сечения, включающий установку анода во внутреннюю полость детали, прокачку электролита вдоль оси детали и подачу напряжения на анод, отличающийся тем, что анод выполняют из секций с внешними размерами и длиной каждой секции в продольном направлении соответствующими конфигурации и величине износа внутренней поверхности детали, при этом на каждую секцию в зависимости от указанных параметров подают соответствующее напряжение, а пространство между поверхностями детали и анода заполняют диэлектрическими телами, которым в процессе восстановления сообщают осциллирующее движение за счет совместного углового перемещения детали с анодом.
| Способ нанесения гальванических покрытий на длинномерные изделия | 1981 |
|
SU986970A1 |
| Устройство для электролитического нанесения покрытий | 1989 |
|
SU1678911A1 |
| Способ нанесения гальванических покрытий на изделие | 1984 |
|
SU1182092A1 |

