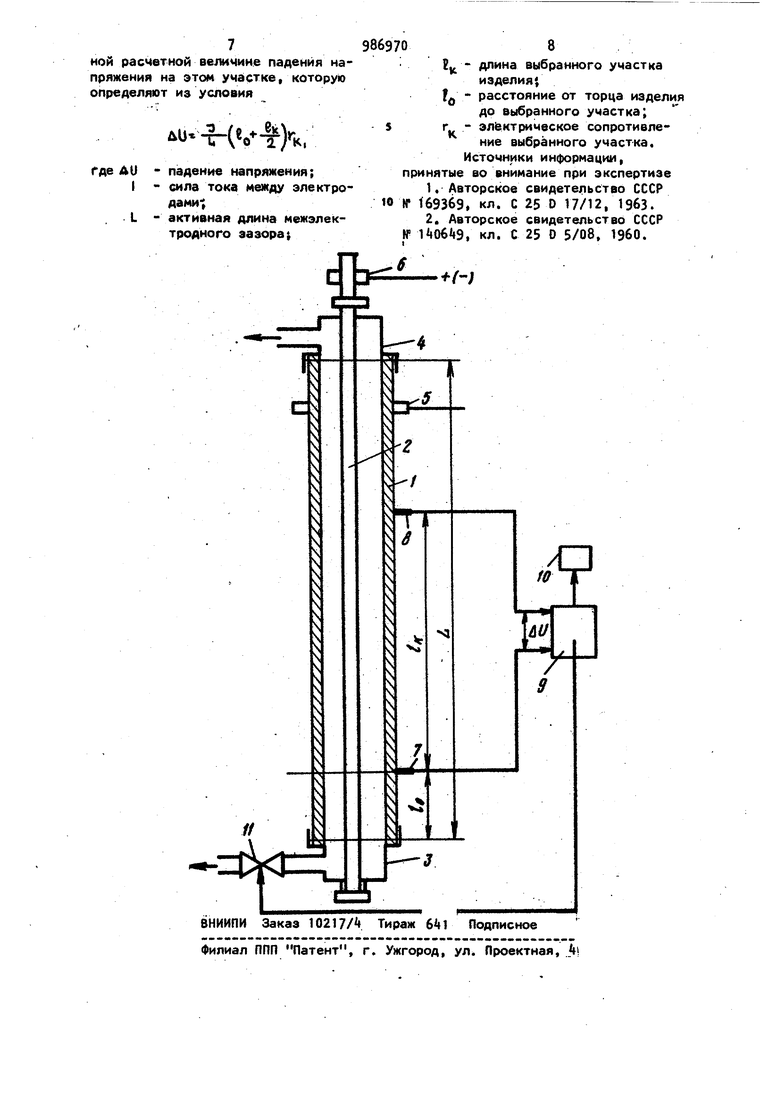
3 Поставленная цель достигается тем, что согласно способу нанесения гальванических покрытий на длин номерные изделия типа цилиндров и штоков, включающему подвод напряжения к изделию и аноду и прокачивание электролита вдоль межэлектродного зазора, источник питания подключают к электродам со стороны выхода электролита из межэлектродного зазора, измеряют падение напряжения на произвольно выбранном учас ке длины изделия и, меняя расход электролита, поддерживают измеренную величину равной расчетной величине падения напряжения на этом уча стке, которую определяют из условия AU--|-(V)-, где Ду - падение напряжения; I - сила тока между электрода L - активная длина межэлектро ного зазора . - длина выбранного участка детали; IQ расстояние от торца детал до выбранного участка; г - электрическое сопр &тивле ние выбранного участка. Приведенная формула получена пут интегрирования произведения силы тока, проходящего вдоль выбранного участка электрода, на его сопротивление при условии, что ток распреде ляется равномерно по всей длине межэлектродного зазора коаксиальной электролитической ячейки, образован ной двумя электродами - деталью и анодом. Возможность использования падения напряжения ди в качестве параметра для контроля и регулирования плотности тока (и, следовательно, толщины покрытия) по длине детали основана на следующем. Поскольку падение напряжения на выбранном участке электрода являeTcfl функцией проходящего по нему тока, а последний, в свою очередь является функцией распределения пло тности тока по длине ячейки, то измеренная величина uU однозначно характеризует действительное распределение плотности тока и может параметром для контроля скоро;ти нанесения гальванопокрытия по длине детали. В то же время плотность тока на электродах в месте по длине ячейки зависит от межэлектродного напряжения и сопротивления электролита Обе эти величины явлеются переменными по длине ячейки. Вследствие наличия падения напряжения в электродах межэлектродное напряжение увеличивается по мере приближения к месту подвода питающего напряжения, причем приращение напряжения на единицу длины ячейки зависит от распределения межэлектродной плотности тока. Это справедливо как при одностороннем, так и при двухстороннем подводе напряжения к ячейке, В последнем случае межэлектродное напряжение будет увеличиваться по мере плиближения к месту подвода напряжения к электроду, имеющему большее электрическое сопротивление. Вследствие же выделения газов сопротивление движущегося электролита увеличивается по мере приближения к выходу из ячейки, причем приращение сопротивления на единицу длины ячейки зависит от скорости расхода электролита. Таким образом, при подводе напряжения к электродам (или к тому из них, который имеет большее электрическое сопротивление) со стороны выхода электролита из межэлектродного зазора можно изменением расхода электролита регулировать его сопротивление и, следовательно, регулировать распределение плотности то- , ка по длине детали, контролируя это распределение по измеренной- величине, падения напряжения на выбранном участке. На чертеже показана схема устройства, реализующего предлагаемый способ. Устройство содержит коаксиальную электролитическую ячейку, образованную наружным и внутренним электродами 1 и 2, одним из которых является изделие, а другим - анод, уплотняющие насадки 3 и i для прокачивания электролита через ячейку в осевом направлении, контакты 5 и 6 для подвода напряжения к электродам со стороны выхода электролита из ячейки, контакты 7 и 8 для измерения падения напряжения на выбранном участке | одного из электродов, например наружного, измерительно-регулирую1дий блок 9 для срав нения измеренной и расчетной величин падения напряжения и преобразования полученного результата а сигнал для визуального контроля на индикаторе 10 и сигнал автоматического управления клапаном 11 электролита. Для покрытия внутренней поверхности детали анодом служит электрод 2, а для покрытия наружной поверхности - электрод 1, Устройство при реализации способа работает следукицим образом. Поскольку измерять падение напря жения удобнее на наружном электроде, то, пользуясь чертежом или натурным образцом этого электрода, вы бирают на его поверхности участок максимально возможной длины Е, и по приведенной выше формуле определ ют на нем величину падения напряжения. При этом величину I принимают, исходя из средней допустимой плотности тока для данного типоразмера детали, а величину г вычисляют по известному удельному сопротивлению материала электрода или измеряют из вестными средствами на натурном образце. Затем электроды 1 и 2 фиксируют относительно друг друга посредством насадок 3 и А, подключают их к гидросистеме электролита, зажимают токоподводящие контакты 5 и 6 со стороны выхода электролита из межэлектродного зазора, прижимают измерите ные контакты 7 и 8 к поверхности на ружного электрода в крайних точках выбранного участка, открывают клапан 11, включают источник тока и ве дут обработку детали по заданному режиму. При этом силу тока I поддерживают постоянной и путем измене ,ния расхода электролита клапаном П устанавливают равенство измеренной и расчетной величин падения напряжения. Управление клапаном 11 осуществляют вручную по показаниям индикатора 10 или автоматически от блока Если в процессе электролиза изме ренная величина падения напряжения стала больше расчетной, то это чит, что межэлектродная плотность тока в начале ячейки больше, чем в конце, и для ее выравнивания следую ет увеличить расход электролита, а если измеренная величина стала меньше расчетной, то следует уменьшить расход электролита. При этом измерение расхода не требуется. Предлагаемый способ обеспечивает равномерное покрытие длинномерной детали в один прием с погрешностью не более ±5%, прост в ос чцест8леНИИ, яе требует экспериментальной обработки технологического процесса на опытных партиях детали, не подвержен погрешностям регулирования плотности тока в и.зменяющихся производственных условиях (колебания величины сопротивления аноДа и химического состава, температуры и давления электролита). Кроме того, предлагаемый способ позволяет получать конусные покрытия детали за счет поддержания заданных величины и знака неравенства между измеряемой и расчетной величинами падения напряжения. Эффективность способа достигается за счет исключения гальванической доработки покрытия 20-301 деталей, полной замены покрытия 10-15 деталей, механической доводки (шлифовки) покрытия деталей, неисправного брака 3-5% деталей. Экономическая эффективность, не считая экономии затрат на экспериментальную отработку процесса, составляет более тыс. руб. в год. Формула изобретения Способ нанесения гальванических покрытий на длинномерные изделия типа цилиндров и штоков, включающий подвод напряжения к изделию и аноду и прокачивание электролита вдоль межэлектродного зазора, отличающийся тем, что, с цепью повышения, равномерности покрытия путем регулирования распределения плотности тока по длине изделия, источник питания подключают к электродам со стороны выхода электролита из межэлектродного зазора, измеряют падение напряжения на произвольно выбранном участке длины изделия и, меняя расход электролита, поддерживают измеренную величину рав

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГАЛЬВАНОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТОКОПРОВОДЯЩИХ ДЕТАЛЕЙ | 2006 |
|
RU2320784C2 |
| ЭЛЕКТРОД ДЛЯ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2064537C1 |
| Способ электрохимического формообразования | 1980 |
|
SU929748A1 |
| Способ электрохимической обработки | 1990 |
|
SU1815040A1 |
| ЭЛЕКТРОД ДЛЯ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1992 |
|
RU2022064C1 |
| Способ электролитического получения алюминия с применением твердых электродов | 2020 |
|
RU2758697C1 |
| ПРОТОЧНЫЙ ЭЛЕКТРОХИМИЧЕСКИЙ МОДУЛЬНЫЙ ЭЛЕМЕНТ "ПЭМ-4" ДЛЯ ОБРАБОТКИ ЖИДКОСТИ | 1998 |
|
RU2145940C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ | 1992 |
|
RU2042639C1 |
| Устройство для определения удельного электрического сопротивления лакокрасочного покрытия в электролите | 2024 |
|
RU2820040C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
