Изобретение относится к области машиностроения, а конкретно к нанесению гальванических покрытий, в частности, железных, и может быть использовано для восстановления посадочных отверстий под вкладыши коленчатых валов блоков цилиндров (локомотивных, судовых).
При первом капитальном ремонте неравномерный износ отверстий под вкладыши достигает до 2,0 мм. Применяемое в настоящее время восстановление поверхности по диаметру путем наплавления сварочным электродом с последующей расточкой и шлифованием приводит к тепловым деформациям блока цилиндров. Помимо этого, этот процесс дорогостоящий в связи с обязательными неоправданно большими припусками при сварке (3,5-4,0 мм).
Наиболее эффективным методом восстановления посадочных отверстий крупногабаритных блоков цилиндров длиной до 4000 мм при диаметре отверстий 120-260 мм является электролитическое покрытие изношенных поверхностей при температуре не выше 45°С.
Устройства для нанесения электролитического покрытия на внутреннюю поверхность цилиндрических изделий известны. Так, приведенное в описании к а.с. SU №1250597 кл. С 25 D 7/04 устройство содержит подставку для крепления изделий в гальванической ванне, узел фиксации изделия, токовводы и планку для установки анода в центральное положение, плиту с мерной линейкой и пазами для перемещения катодов.
Наличие ванны для размещения в ней детали практически непригодно для обработки крупногабаритных изделий.
Наиболее близким решением к заявленному является устройство, приведенное в описании к патенту США №3616289, МПК С 23 В 5/56.
В известном решении, предназначенном для нанесения покрытия на внутреннюю поверхность полого изделия, анод размещают в полости изделия, а в процессе осаждения металла из раствора его пластически деформируют прижимами, перемещаемыми вдоль и поперек поверхности осаждения. Конструктивно вращение анода и прижимов выполнено соосным. Прижимы относительно анода имеют возможность возвратно-поступательного перемещения. В устройстве предусмотрены ввод и вывод электролита из полости изделия.
Недостатком устройства является его сложность и ограниченность сортамента обрабатываемых изделий по габаритам.
При создании предлагаемого изобретения была поставлена задача - создать упрощенное в сравнении с прототипом устройство для нанесения электролитического покрытия, позволяющего обеспечивать нанесение покрытия только на изношенную поверхность как в стационарных условиях, так и доставку его к месту нахождения подлежащего восстановлению блока цилиндров при обеспечении требуемого качества.
Задача достигается за счет того, что в предлагаемом решении, содержащем емкость для электролита, анод и инструмент для пластического деформирования поверхности детали, - емкость для электролита представляет собой два соосных корпусных фланца, выполненных с возможностью геометрического охвата полости, подлежащей обработке детали и связанных между собой стяжными элементами, а анод, размещенный в полости между фланцами, выполнен в виде полого цилиндра, разделенного в осевом направлении на чередующиеся токопроводящие и диэлектрические части, сопряженные между собой, при этом токопроводящие части связаны с приводом их радиального перемещения.
Выполнение емкости для электролита в виде двух соосных корпусных фланцев, выполненных с возможностью герметического охвата полости подлежащей обработке детали и связанных между собой стяжными элементами, обеспечивает минимальные размеры устройства и удовлетворяет требованиям экологичности процесса ввиду его замкнутости.
Выполнение анода в виде полого цилиндра, разделенного в осевом направлении на чередующиеся токопроводящие и диэлектрические части, сопряженные между собой, обеспечивает нанесение покрытия именно на требуемые участки (токопроводящая часть анода) и не нанесение покрытия на участки поверхности, которые не подверглись износу (диэлектрическая часть анода).
Выполнение токопроводящих частей подвижными в радиальном направлении позволяет варьировать интенсивность нанесения покрытия (чем ближе к поверхности, тем выше интенсивность). Интенсивность в этом случае можно увеличить еще больше путем подачи более высокого напряжения на эту часть анода.
Техническим результатом при реализации изобретения является снижение себестоимости восстановления деталей и повышение ресурса двигателя за счет обеспечения требуемого качества покрытия.
Сопоставительный анализ предлагаемого устройства и прототипа показывает, что предлагаемое устройство отличается как характером емкости, в которой происходит процесс нанесения покрытия, так и конструкцией анода. При анализе средств того же назначения, обнаруженных в результате патентного поиска, не были выявлены устройства, которые характеризуются признаками, сходными с существенными признаками заявляемого технического решения. Это позволяет сделать вывод о том, что оно отвечает критериям изобретения "новизна" и "изобретательский уровень".
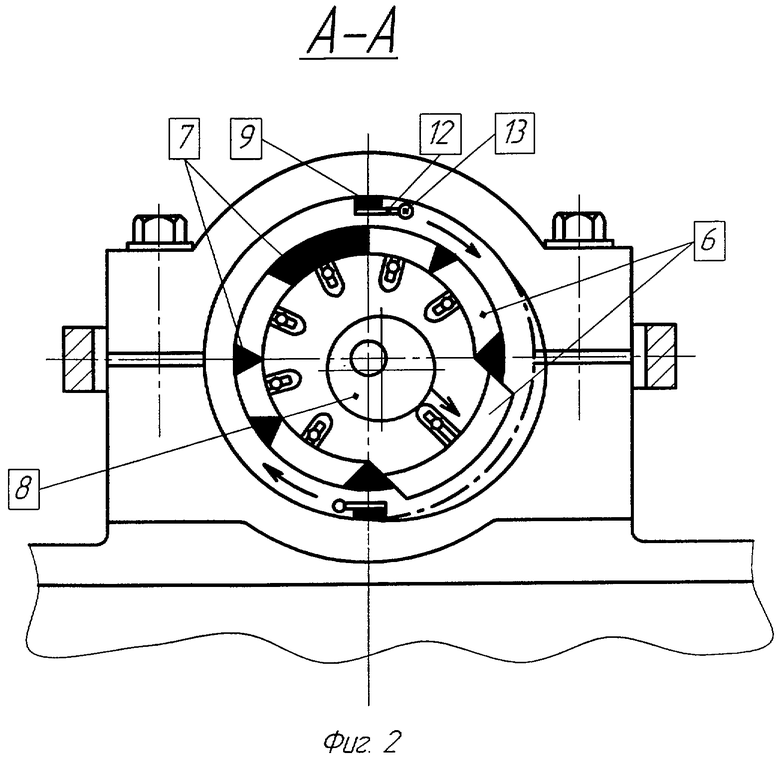
На чертеже представлено предлагаемое решение, где на фиг.1 - конструктивная схема устройства; на фиг.2 - сечение А-А фиг.1.
Устройство выполнено в виде емкости электролита, представляющей собой два соосных корпусных фланца 1 и 2. Совместно с подлежащей восстановлению поверхностью детали за счет эластичного уплотнения 3 они образуют герметичную емкость. Фланцы 1 и 2 между собой связаны стяжными элементами 4. Внутри полости на одном из фланцев размещен анод 5, выполненный в виде полого цилиндра, разделенного в осевом направлении на сопряженные между собой соединением типа "ласточкин хвост" чередующиеся токопроводящие части 6 и диэлектрические - 7. Токопроводящие части 6 связаны с приводом 8 их радиального перемещения. Длина дуги токопроводящей части анода 6 устанавливается в соответствии с длиной дуги изношенной части поверхности, а величина перемещения ее в радиальном направлении зависит от величины износа поверхности. Анод 5 относительно подлежащей восстановлению поверхности в процессе нанесения покрытия неподвижен.
Между анодом 5 и восстанавливаемой поверхностью размещен инструмент 9 для удаления окислов, солей и пластического деформирования поверхности, связанный тягой 10 с приводом 11 его возвратно-поступательного перемещения вдоль оси емкости, а тягой 12 с приводом 13 для перемещения в радиальном направлении. Во фланце 2 предусмотрен штуцер 14 для подачи электролита и штуцер 15 для слива его, а для стравливания газов - штуцер 16.
Процесс восстановления поверхности деталей осуществляют следующим образом.
После подготовки поверхности детали (очистка, обезжиривание) проводят размерную диагностику поверхности с соответствующей записью данных. На основе этих данных производят сборку частей анода 5 с учетом длины дуги и величины износа подлежащей обработки поверхности. В зависимости от требуемой величины покрытия осуществляют перемещение токопроводящей части анода 6 в радиальном направлении. Если расчетное перемещение недостаточно ввиду нахождения между восстанавливаемой поверхностью и этой частью анода инструмента для пластического деформирования 9, эффект усиления покрытия достигается повышением напряжения на эту часть анода. Определяем необходимую величину давления инструмента 9 для пластического деформирования, а также необходимую частоту и амплитуду перемещения его относительно наиболее изношенного участка поверхности. Производим сборку устройства, обращая особое внимание на герметичность соединения фланцев 1 и 2 относительно полости подлежащей восстановлению детали, после чего через штуцер 14 осуществляют подачу электролита, а через штуцер 15 - его слив. Подают напряжение на анод 5 и команду на перемещение инструмента 9.
Время нанесения покрытия в данном положении с учетом изношенности поверхности определяем по номограмме в зависимости от припуска под шлифование.
Таким образом, покрытие будет осуществляться преимущественно того участка поверхности, над которым расположена токопроводящая часть анода.
Часть поверхности, не подвергнутая износу и над которой расположена диэлектрическая часть анода, подвергаться покрытию не будет.
Возможно осуществление процесса восстановления одновременно на нескольких поверхностях.
Решение апробировано.
Изобретение относится к области машиностроения и может быть использовано для восстановления посадочных отверстий под вкладыши коленчатых валов крупногабаритных блоков цилиндров. Устройство содержит емкость для электролита, анод и инструмент для пластического деформирования детали, при этом емкость для электролита представляет собой два соосных корпусных фланца, выполненных с возможностью герметичного охвата полости подлежащей обработке детали и связанных между собой стяжными элементами, а анод, размещенный в полости на одном из фланцев, выполнен в виде полого цилиндра, разделенного в осевом направлении на чередующиеся токопроводящие и диэлектрические части, сопряженные между собой, при этом токопроводящие части связаны с приводом их радиального перемещения. Технический результат: снижение себестоимости восстановления деталей и повышение ресурса двигателя за счет обеспечения требуемого качества покрытия. 2 ил.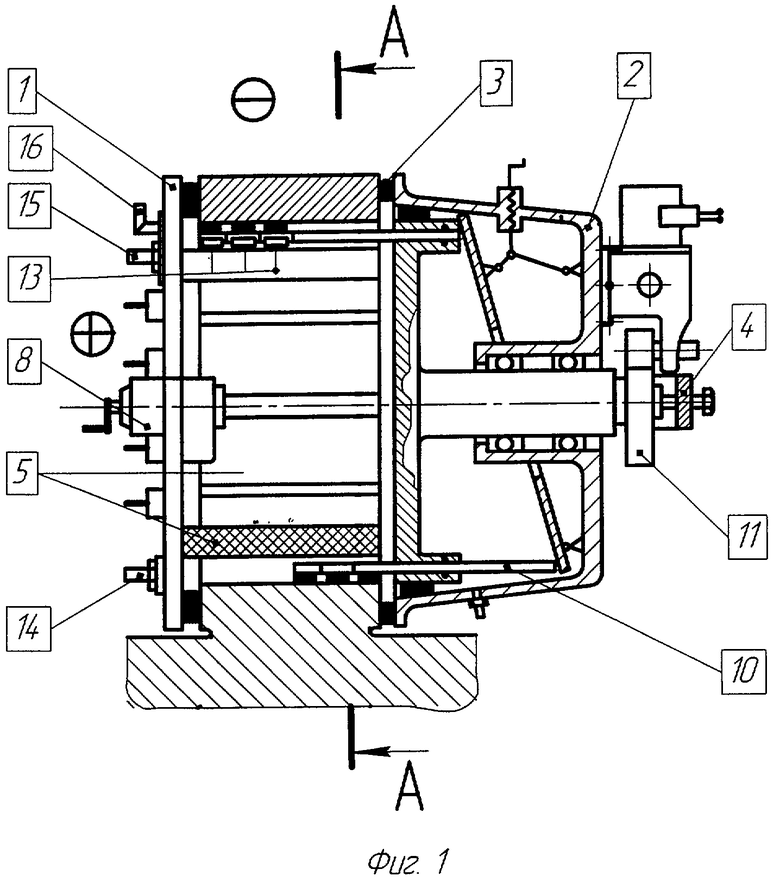
Устройство для гальваномеханического восстановления токопроводящих деталей, преимущественно внутренних поверхностей разъемных цилиндрических изделий, содержащее емкость для электролита, анод и инструмент для пластического деформирования поверхности детали, отличающееся тем, что емкость для электролита представляет собой два соосных корпусных фланца, выполненных с возможностью герметичного охвата полости, подлежащей обработке детали, и связанных между собой стяжными элементами, а анод, размещенный в полости на одном из фланцев, выполнен в виде полого цилиндра, разделенного в осевом направлении на чередующиеся токопроводящие и диэлектрические части, сопряженные между собой, при этом токопроводящие части связаны с приводом их радиального перемещения.
| US 3616289, 26.10.1971 | |||
| Устройство для нанесения гальванических покрытий на внутреннюю поверхность разъемных цилиндрических изделий | 1984 |
|
SU1250597A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ПЛОСКИЕ ИЗДЕЛИЯ | 2002 |
|
RU2207410C1 |

