У//////// ///////////////////////// У////
Фцг1
-77
Изобретение относится к устройствам для нанесения в проточном электролите гальванопокрытий, в частности на внутреннюю поверхность цилиндрических деталей.
Цель изобретения - расширение технологических возможностей и повышение качества покрытий за счет обработки изделий и перемещение активирующих элементов в радиальной плоскости.
На фиг. 1 представлено предлагаемое устройство, продольный разрез; на фиг. 2 - сечение А-А на фиг. 1,
Устройство содержит конические опорные крышки - верхнюю 1 и нижнюю 2. Крышки снабжены фланцами, при помощи которых они стягиваются вертикальными стяжками 3, нижняя часть последних утолщена и играет роль стоек.
Внутренняя коническая поверхность крышек служит опорой для детали 4 трубчатой формы.
Во внутренней полости детали расположена секционная цилиндрическая державка 5. На фиг. 1 изображены три секции державки, нанизанные на вертикальный приводной вал 6. Секции стягиваются верх-- ним 7 и нижним 8 дисками посредством гаек 9 и стопорных шайб 10.
Державка 5 является анодом. Токопод- вод к ней осуществляется от источника постоянного тока (не показан) через контактное кольцо 11, вал 6 и диск 7. Деталь 4 является катодом, токоподвод к ней производится через стяжки 3.
Вращение державки 5 осуществляется посредством вала 6 от электропривода (не показан).
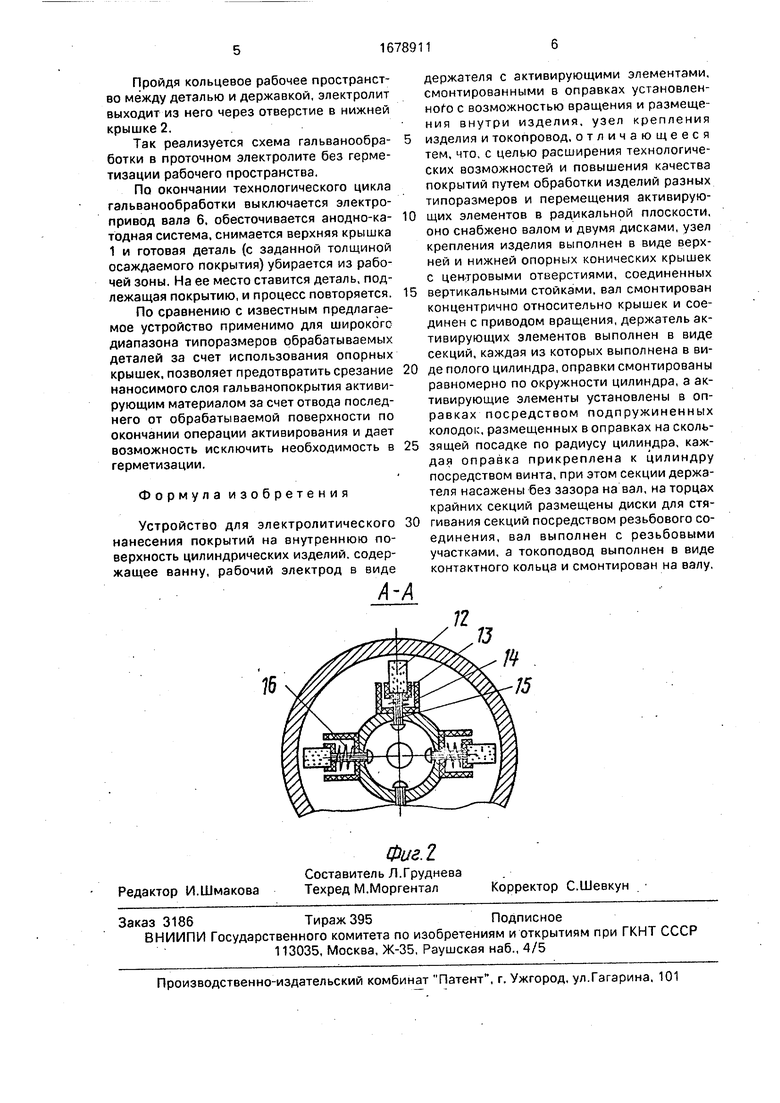
Каждая секция державки 5 содержит нескол ько активирующих элементов 12 (на фиг. 2 четыре), жестко крепящихся по отдельности в подпружиненных колодках 13. В свою очередь, последние помещены в оправки (обоймы) 14 П-образного сечения, сопрягаясь с ними по скользящей посадке. Каждая оправка 14 крепится к державке 5 посредством регулировочного винта 15. Одновременно последний служит для регулирования предварительного натяжения пружины 16, расположенной в полости между колодкой 13 и оправкой 14, и регулирования величины вылета активирующего элемента 12 относительно оправки 14.
Устройство в собранном виде устанавливается на дно 17 гальванической ванны так, что уровень электролита выше верхней крышки 1.
Устройство работает следующим образом.
В исходном положении между внутренней (обрабатываемой) поверхностью детали 4 и активирующим элементом 12 должен быть определенный зазор. Он устанавливается при помощи регулировочного винта 15. Затем на вал 6 со стороны его нижнего конца ставится верхний диск 7 и последовательно нанизываются секции державки 5. Число их определяется длиной обрабатыва0 емой детали 4. Допускается превышение общей длины секционной державки над деталью на 30-40 мм.
Собранная державка стягивается посредством дисков 7, 8 и гаек 9 со стопор5 ными шайбами 10 и в таком виде вставляется в полость детали 4. Узел державка-деталь устанавливается на нижнюю крышку 2, через фланцевые отверстия которой пропущены стяжки 3. На
0 эти стяжки сверху накидывается верхняя крышка 1 и стягивается с нижней крышкой 2 при помощи резьбового соединения стяжек до упора в деталь 4,
Устройство в собранном виде устанав5 ливается на дно 17 ванны так, что полностью погружается в электролит.
Включается электропривод вала 6, а через контактное кольцо 11 и стяжки 3 подводится технологический ток соответственно
0 к аноду и катоду от источника постоянного тока.
В начальный период работы - период активации обрабатываемой поверхности - валу 6 совместно с державкой 5 сообщается
5 повышенная частота вращения. При этом центробежная сила инерции узла 12-13 (активирующий элемент - колодка) преодолевает активную силу пружины 16 и прижимает активирующий элемент 12 к об0 рабатываемой поверхности, осуществляя операцию активирования.
Затем, через несколько минут, частота вращения электропривода уменьшается, пружина 16 преодолевает центробежную
5 силу инерции и активирующий элемент 12 оттягивается от обрабатываемой поверхности, прерывая их контактирование.
Далее следует процесс обычного электролитического осаждения.
0 При вращении державки активирующие элементы, как лопасти, отбрасывают электролит на периферии, к обрабатываемой поверхности детали, способствуя тур- булизации и обновлению прикатодного слоя
5 электролита. При этом в центре, у верхнего диска 7, создается разрежение, порождающее жидкостную воронку. В последнюю через затопленное отверстие верхней крышки 1 втягиваются новые объемы электролита, обеспечивая его циркуляцию.
Пройдя кольцевое рабочее пространство между деталью и державкой, электролит выходит из него через отверстие в нижней крышке 2.
Так реализуется схема гальванообра- ботки в проточном электролите без герметизации рабочего пространства.
По окончании технологического цикла гальванообработки выключается электропривод вала 6. обесточивается анодно-ка- тодная система, снимается верхняя крышка 1 и готовая деталь (с заданной толщиной осаждаемого покрытия) убирается из рабочей зоны. На ее место ставится деталь, подлежащая покрытию, и процесс повторяется.
По сравнению с известным предлагаемое устройство применимо для широкого диапазона типоразмеров обрабатываемых деталей за счет использования опорных крышек, позволяет предотвратить срезание наносимого слоя гальванопокрытия активирующим материалом за счет отвода последнего от обрабатываемой поверхности по окончании операции активирования и дает возможность исключить необходимость в герметизации.
Формула изобретения
Устройство для электролитического нанесения покрытий на внутреннюю поверхность цилиндрических изделий, содержащее ванну, рабочий электрод в виде
держателя с активирующими элементами, смонтированными в оправках установленного с возможностью вращения и размещения внутри изделия, узел крепления изделия и токопровод, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества покрытий путем обработки изделий разных типоразмеров и перемещения активирующих элементов в радикальной плоскости, оно снабжено валом и двумя дисками, узел крепления изделия выполнен в виде верхней и нижней опорных конических крышек с центровыми отверстиями, соединенных вертикальными стойками, вал смонтирован концентрично относительно крышек и соединен с приводом вращения, держатель активирующих элементов выполнен в виде секций, каждая из которых выполнена в виде полого цилиндра, оправки смонтированы равномерно по окружности цилиндра, а активирующие элементы установлены в оправках посредством подпружиненных колодок, размещенных в оправках на скользящей посадке по радиусу цилиндра, каждая оправка прикреплена к цилиндру посредством винта, при этом секции держателя насажены без зазора на вал, на торцах крайних секций размещены диски для стягивания секций посредством резьбового соединения, вал выполнен с резьбовыми участками, а токоподвод выполнен в виде контактного кольца и смонтирован на валу,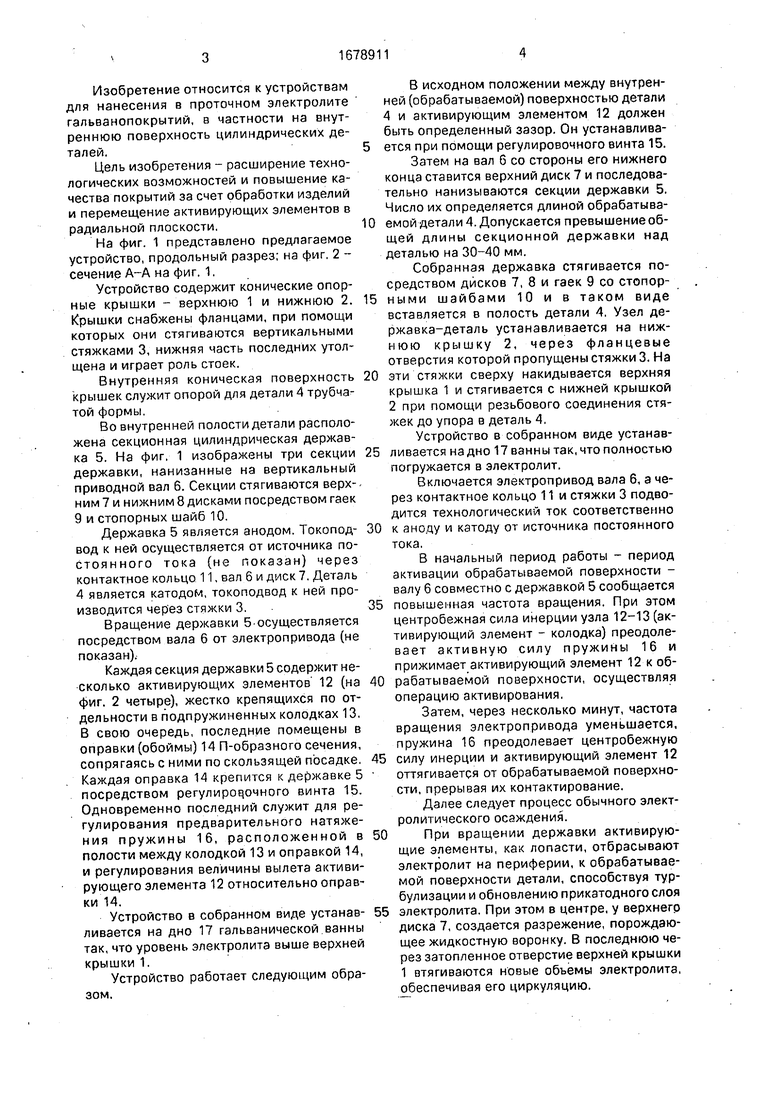
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНОМЕХАНИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ | 2012 |
|
RU2503753C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1999 |
|
RU2155827C1 |
| Устройство для электролитического нанесения покрытий | 1986 |
|
SU1397547A1 |
| УСТРОЙСТВО ДЛЯ УКРЫТИЯ ГАЛЬВАНИЧЕСКИХ ВАНН | 1992 |
|
RU2044803C1 |
| Подвеска для гальванической обработки деталей | 1983 |
|
SU1113430A1 |
| Устройство для хромирования наружных поверхностей | 1983 |
|
SU1148907A1 |
| Устройство для электролитического нанесения покрытий | 1988 |
|
SU1634729A2 |
| Установка для нанесения покрытий на пористый материал | 1989 |
|
SU1678908A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2022713C1 |
| Устройство для электролитического нанесения покрытий | 1985 |
|
SU1293245A1 |
Изобретение относится к гальванотехнике и может быть использовано для электролитического нанесения покрытий на внутреннюю поверхность цилиндрических деталей. Цель изобретения - расширение технологических возможностей и повышение качества покрытий путем обработки изделий разных типоразмеров и перемещения активирующих элементов в радиальной пло,-Ж скости, Устройство содержит электроды, образующие кольцевой зазор между рабочими плоскостями, в котором с возможностью вращения установлена державка 5 с активирующими элементами 12, помещенными в оправки, при этом устройство снабжено верхней и нижней опорными коническими крышками 1, 2, стягиваемыми вертикальными стяжками 3 для закрепления в них обрабатываемой детали 4, державка выполнена из секций, нанизанных на приводной вертикальный вал 6, каждая секция державки снабжена несколькими активирующими элементами 12, жестко крепящимися по отдельности в дополнительных подпружиненных колодках, размещенных в оправках по скользящей посадке. Таким о-бразом, предлагаемое устройство применимо для широкого диапазона типоразмеров обрабатываемых деталей, позволяет предотвратить срезание наносимого слоя гальванопокрытия активирующим материалом, вследствие чего повышается качество наносимого покрытия. 2 ил. (Л С о СО 4D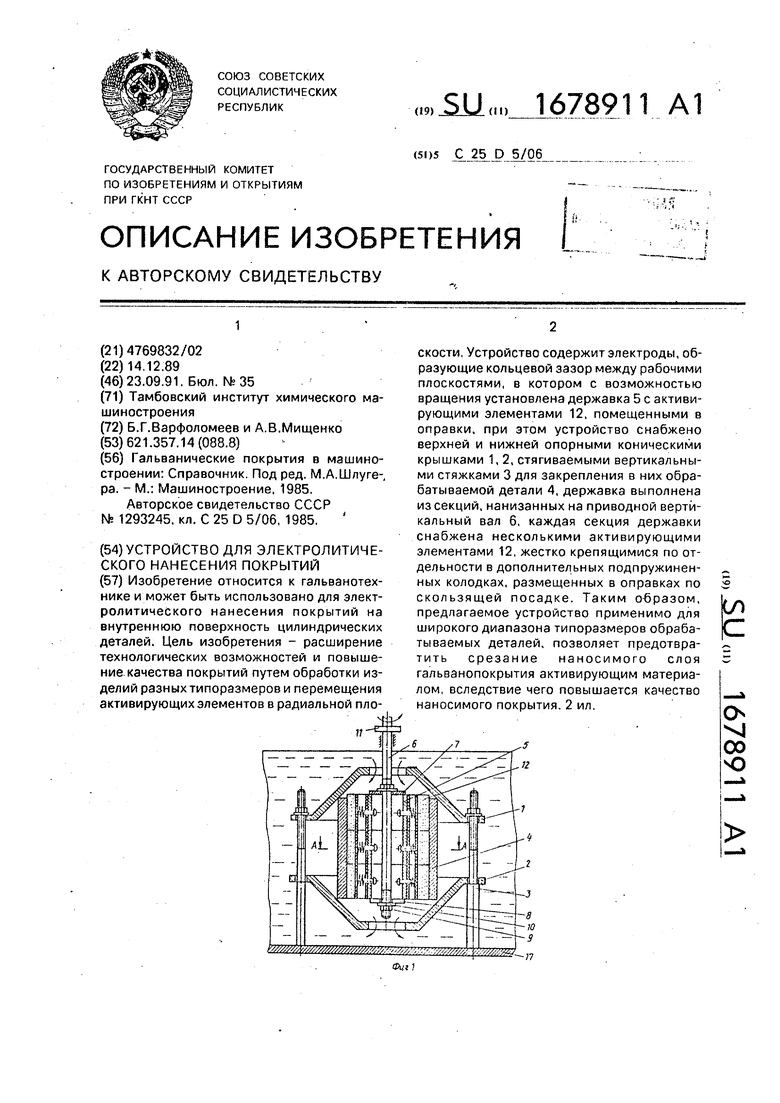
| Гальванические покрытия в машиностроении: Справочник | |||
| Под ред | |||
| МАШ луге-, ра | |||
| - М.: Машиностроение, 1985 | |||
| Устройство для электролитического нанесения покрытий | 1985 |
|
SU1293245A1 |
| кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
