Изобретение относится к машиностроению, а именно к способам восстановления поврежденных или изготовления новых цилиндрических поверхностей, и может быть использовано при ремонте отверстий в узлах стационарного оборудования по месту его установки без демонтажа при обеспечении высокой соосности отверстий, а также для нарезания внутренней резьбы, спиральных или прямых канавок различной формы на глубоких соосных поверхностях.
Известен способ восстановления внутренних цилиндрических поверхностей [описание изобретения к патенту РФ №2262432; МПК-7: В23Р 6/00, В23К 9/04; дата публикации: 2005.10.20], включающий предварительную установку направляющей опоры над восстанавливаемой поверхностью концентрично ее оси, закрепление в направляющей опоре, по меньшей мере, одной режущей головки концентрично общей оси восстанавливаемой поверхности и направляющей опоры и механическую расточку формируемой цилиндрической поверхности.
Недостатками способа является недостаточная точность изготовления посадочных мест подшипников и невозможность его использования при выполнении работ по нарезанию внутренней резьбы на глубоких цилиндрических поверхностях.
Целью изобретения является повышение точности выполнения работ по обеспечению необходимой соосности цилиндрических отверстий в многоопорных подшипниковых системах, а также расширение его функциональных возможностей по нарезанию внутренней резьбы, спиральных или прямых канавок различной формы на глубоких соосных поверхностях.
Для решения указанной технической задачи в способе изготовления соосных внутренних цилиндрических поверхностей, включающем механическую расточку режущей головкой, предварительно задают ось, общую для изготавливаемых цилиндрических поверхностей, путем предварительного изготовления в опоре, по меньшей мере, двух соединяющих их отверстий и установки в полученные отверстия направляющего вала, ось которого совпадает с заданной, при этом направляющий вал устанавливают с возможностью вращения относительно опоры коаксиально с заданной осью и одновременной фиксации от осевого перемещения, а механическую расточку поверхностей осуществляют посредством, по меньшей мере, одной составной режущей головки, включающей, по меньшей мере, две части, одной из которых придают вращение совместно с направляющим валом и с возможностью перемещения вдоль его оси, при этом второй части режущей головки придают вращение относительно направляющего вала и/или ее первой части, а также обеспечивают возвратно-поступательное движение вдоль вала совместно с первой частью.
Установка вращающегося направляющего вала совместно с режущим инструментом внутри формируемых цилиндрических поверхностей в процессе их механической обработки обеспечивает постоянное соблюдение соосности самого вала, составной режущей головки, совершающей возвратно-поступательное движение вдоль вала и вращающейся соосно валу, и формируемых цилиндрических поверхностей.
Техническим результатом предлагаемого изобретения является обеспечение высокой точности изготовления посадочных мест подшипников, а также возможности нарезания внутренней резьбы, спиральных или прямых канавок различной формы на глубоких соосных поверхностях.
Из устройств, реализующих данный способ, наиболее близким к заявляемому является устройство для восстановления внутренних цилиндрических поверхностей [описание изобретения к патенту РФ №2262432; МПК-7: В23Р 6/00, В23К 9/04; дата публикации: 2005.10.20], содержащее полую пиноль и режущую головку.
Недостатком данного устройства является невозможность его применения для ремонта или изготовления нескольких цилиндрических поверхностей, требующих высокой соосности.
Целью изобретения является реализация предлагаемого способа и повышение точности выполнения работ по обеспечению необходимой соосности цилиндрических отверстий в многоопорных подшипниковых системах, а также обеспечение возможности нарезания внутренней резьбы, спиральных или прямых канавок различной формы на глубоких соосных поверхностях.
Для достижения поставленной цели устройство для изготовления соосных внутренних цилиндрических поверхностей, содержащее, по меньшей мере, одну режущую головку, снабжено направляющим валом, который установлен с возможностью осевого вращения относительно обрабатываемых поверхностей и с фиксацией от осевого перемещения, режущая головка выполнена составной, по меньшей мере, из двух частей, при этом первая часть режущей головки установлена с возможностью вращения совместно с направляющим валом и с возможностью перемещения вдоль его оси, а вторая часть режущей головки выполнена с возможностью свободного вращения относительно направляющего вала и/или ее первой части, а также совершения возвратно-поступательного движения вдоль вала совместно с ее первой частью.
Направляющий вал может быть установлен с использованием подшипников качения или скольжения.
При изготовлении цилиндрических отверстий наружные кольца подшипников с установленным в них направляющим валом могут быть размещены различными способами: непосредственно в станине стационарного оборудования, в закрепленных на станине опорах, в опорах, закрепленных вне станины, а также внутри отдельного направляющего корпуса, закрепленного в станине стационарного оборудования.
Фиксаторы осевого перемещения направляющего вала могут быть выполнены в виде упорных подшипников или при помощи установки радиально-упорных подшипников по О- или Х-образной схеме.
Привод вращения направляющего вала может быть выполнен в виде мотора-редуктора, шестеренчатой, червячной или клиноременной передачи либо любым другим известным способом.
Механизм, обеспечивающий возвратно-поступательное движение второй части режущей головки относительно вала, может быть изготовлен в нескольких вариантах.
В одном из вариантов изготовления он может быть выполнен в виде гайки с внутренней резьбой или винта, установленных на второй части режущей головки, и винта или гайки с внутренней резьбой, закрепленных на направляющем вале либо на станине и зафиксированных от осевого перемещения, при этом гайка и винт взаимодействуют между собой.
В другом варианте механизм возвратно-поступательного перемещения второй части режущей головки относительно вала выполнен в виде закрепленных на ней зубчатой планки или зубчатого колеса и зубчатого колеса или зубчатой планки, установленных на направляющем вале либо на станине, при этом зубчатая планка и зубчатое колесо взаимодействуют между собой.
На чертежах показан общий вид устройства для изготовления соосных цилиндрических поверхностей.
На фиг.1 изображено устройство, вал которого установлен на подшипниках, расположенных непосредственно в соосных отверстиях, выполненных в корпусе стационарного оборудования, и зафиксирован от осевого перемещения с помощью упорных подшипников. Вращение вала производят с помощью мотора-редуктора, установленного на конце вала.
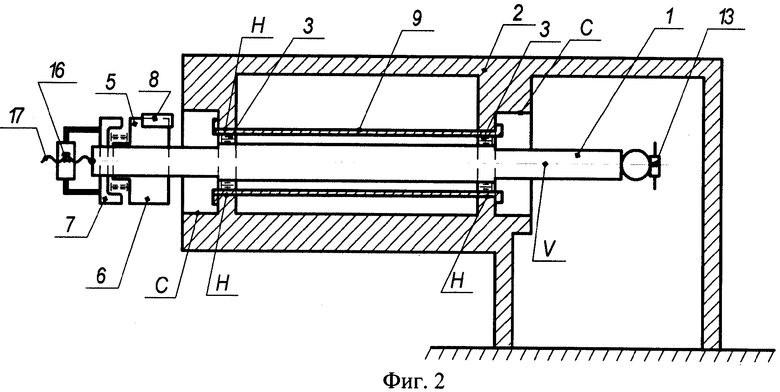
На фиг.2 представлено устройство, в котором наружные кольца вала установлены в специальном направляющем корпусе, при этом направляющий корпус жестко закреплен в станине стационарного оборудования.
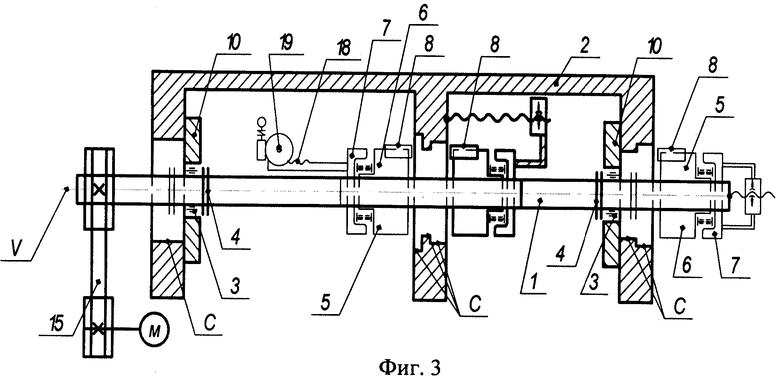
На фиг.3 показано устройство при обработке нескольких разнесенных друг от друга внутренних соосных цилиндрических поверхностей. Вал установлен на подшипниках скольжения или втулках, установленных в опорах, закрепленных на корпусе, и зафиксирован от осевого перемещения посредством упорных подшипников.
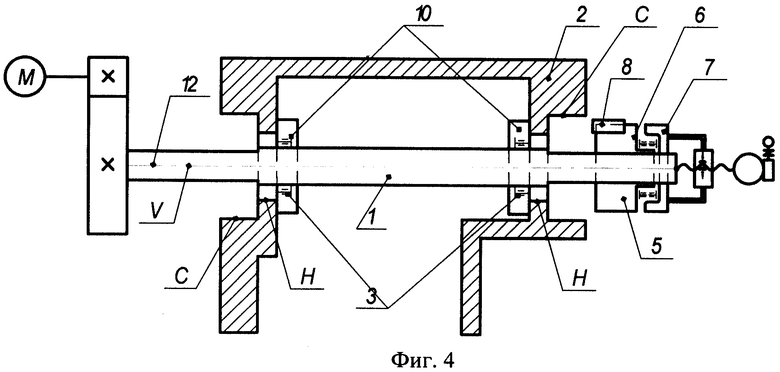
На фиг.4 приведен вариант выполнения устройства, в котором вал установлен на подшипниках, помещенных в опоры, закрепляемые на корпусе и одновременно фиксирующие его от осевого перемещения. Показан вариант привода осевой подачи режущей головки с помощью мотора-редуктора.
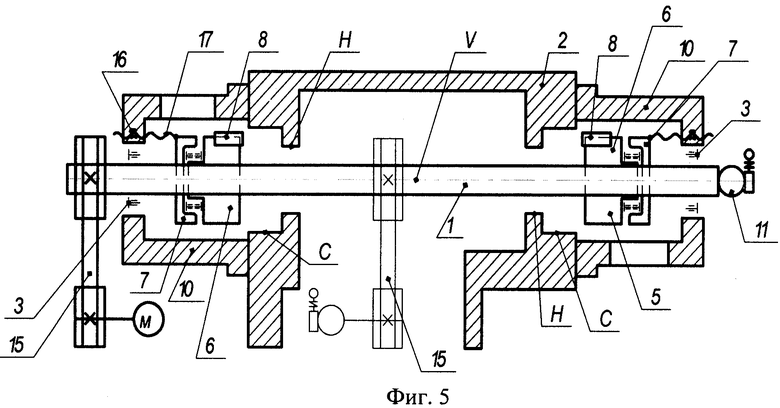
На фиг.5 показан вариант устройства, в котором вал установлен в подшипниках, обеспечивающих его фиксацию от осевого перемещения, при этом наружные кольца подшипников закреплены в опорах вне корпуса стационарного оборудования, в котором производится расточка. Показаны различные варианты привода вращения вала.
Устройство для изготовления соосных внутренних цилиндрических поверхностей С содержит направляющий вал 1, установленный в станине оборудования 2 и проходящий через предварительно выполненные в ней отверстия Н, подшипники 3, фиксаторы осевого перемещения 4, составную режущую головку 5, включающую первую 6 и вторую 7 части. Первая часть 6 режущей головки 5 снабжена режущим инструментом 8 и установлена с возможностью вращения совместно с направляющим валом 1 и с возможностью перемещения вдоль его оси V. Вторая часть 8 режущей головки 5 имеет возможность свободного вращения вокруг оси V направляющего вала 1 и/или первой части 6 режущей головки 5 и возвратно-поступательного движения относительно станины оборудования 2 вдоль оси V направляющего вала 1 совместно с первой частью 6 режущей головки 5.
Наружные кольца подшипников 3 с направляющим валом 1 могут быть установлены либо непосредственно в предварительно выполненных в станине отверстиях Н, либо внутри направляющего корпуса 9, закрепленного в станине стационарного оборудования 2, а также в специальных опорах 10, установленных на станине либо за ее пределами.
Привод вращения направляющего вала 1 может быть выполнен в виде мотора-редуктора 11, шестеренчатой 12, червячной 13 или клиноременной 15 передачи.
Механизм, обеспечивающий возвратно-поступательное движение режущей головки 5 вдоль вала 1, может быть выполнен либо в виде взаимодействующих попарно гайки 16 с внутренней резьбой или винта 17, установленных на второй части 7 режущей головки 5, и, соответственно, винта 17 или гайки 16 с внутренней резьбой, закрепленных на направляющем вале 1 либо на станине 2 и зафиксированных от осевого перемещения, либо в виде закрепленных на второй части 7 режущей головки 5 зубчатой планки 18 или зубчатого колеса 19 и, соответственно, зубчатого колеса 19 или зубчатой планки 18, установленных на станине 2, при этом зубчатая планка 18 и зубчатое колесо 19 взаимодействуют между собой.
Устройство работает следующим образом.
В предварительно выполненные отверстия Н, соединяющие растачиваемые поверхности С, помещают направляющий вал 1 с установленными на нем и разнесенными на необходимое для достаточной фиксации расстояние подшипниками 3. В зависимости от условий выполнения работ наружные кольца подшипников фиксируют одним из описанных выше способов. Внутренние кольца подшипников 3 напрессовывают с необходимым натягом на вал. В случае применения для установки вала втулок или радиальных роликовых подшипников направляющий вал 1 фиксируют от осевого смешения установкой с двух сторон упорных подшипников 4. В случае установки вала на радиально упорные подшипники осевую фиксацию вала осуществляют путем установки этих подшипников по О-образной схеме. Возможен вариант, когда вал устанавливают при помощи радиально упорных подшипников, помещенных в направляющий корпус 9, а этот корпус, в свою очередь, устанавливают в станине 2 оборудования через отверстия Н, соединяющие обрабатываемые поверхности С. Этот способ установки вала применяют в том случае, когда иные описанные выше способы установки вала невозможны или затруднительны.
Направляющий вал 1 приводят во вращательное движение с использованием привода, наиболее уместного для конкретных условий. Например, при использовании клиноременной передачи 15 ведомый шкив фиксируют на валу, при использовании в качестве привода мотора-редуктора 11 его полый выходной вал может установлен непосредственно на конец ведущего вала 1, а сам редуктор крепят к станине 2.
На направляющий вал 1 перед растачиваемой поверхностью С устанавливают режущую головку 5, состоящую из двух частей. Первую часть 6 фиксируют от радиального вращения относительно оси V направляющего вала 1 известным способом, например при помощи одной или нескольких шпонок или при помощи шлицов. При этом режущая головка 5 имеет возможность свободного перемещения вдоль оси V вала. Со стороны обрабатываемой поверхности С на первой части 6 режущей головки 5 устанавливают режущий инструмент 8 с возможностью регулировки его положения. С другой стороны устанавливают вторую часть 7 режущей головки 5, которая имеет возможность свободного вращения вокруг оси V относительно первой части 6 и направляющего вала 1. Вторая часть 7 режущей головки 5 кинематически связана с механизмом, обеспечивающим при расточке возвратно-поступательное движение всей режущей головки 5 вдоль направляющего вала 1. Обе части режущей головки 5 связаны кинематически при помощи двух радиально упорных подшипников, устанавливаемых по О или Х-образной схеме, и поэтому не имеют возможности перемещения друг относительно друга вдоль оси вращения V. Подачу режущей головки 5 осуществляют любым уместным для конкретных условий работы способом.
Нарезание резьбы на внутренних обрабатываемых поверхностях осуществляют путем подбора соответствующего соотношения скоростей вращения направляющего вала 1 и скорости подачи режущей головки 5. Изменение скоростей вращения приводов может быть произведено при управлении приводами, например, с помощью частотных преобразователей.
При установке привода вращения со свободной стороны вала и после проведения расточки одной поверхности для проведения расточки с другой стороны вала привод и режущую головку меняют местами.
Использование предлагаемого изобретения позволит существенно снизить трудозатраты и повысить качество работ за счет увеличения точности, при восстановлении или изготовлении новых посадочных мест подшипников в двух- и многоопорных системах, выполненных в стационарных и разнесенных опорах, жестко связанных между собой, а также при нарезании внутренней резьбы, спиральных или прямых канавок различной формы на глубоких соосных поверхностях.
Изобретение позволяет без демонтажа и транспортировки на специализированные предприятия производить широкий перечень ремонтно-восстановительных и специальных работ и увеличить межремонтные сроки нефтегазодобывающего оборудования, железнодорожного транспорта и метрополитенов, подъемно-транспортных механизмов и устройств (высотные краны, портальные и козловые краны, тельферы и т.д.), судостроительной, судоремонтной и портовой техники; прокатных станов и конвейеров на предприятиях тяжелой промышленности, карьерного, горнодобывающего и горно-обогатительного оборудования, строительной, землеройной, сельскохозяйственной и коммунальной техники; гидротехнических сооружений, например шлюзов и разводных мостов, оборудования пищевой промышленности (куттеры, волчки, фаршемешалки).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Устройство для фрезерования внутренней резьбы | 1988 |
|
SU1558586A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ НАКЛОННЫХ СТВОЛОВ СКВАЖИНЫ | 2008 |
|
RU2372467C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЗАКРЫВАЮЩЕЙ СИСТЕМЫ ДЛЯ ГАЗОПРОВОДОВ, НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ | 2017 |
|
RU2675429C2 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| Устройство для фиксации сменных гибочных шаблонов на трубогибочном станке | 1988 |
|
SU1648596A1 |
Изобретение относится к области машиностроения, восстановлению или изготовлению новых цилиндрических поверхностей в узлах стационарного оборудования, нарезанию внутренней резьбы, спиральных или прямых канавок в глубоких отверстиях. Способ включает механическую расточку режущей головкой. Для повышения точности и расширения технологических возможностей предварительно задают ось, общую для изготавливаемых цилиндрических поверхностей, путем предварительного изготовления в опоре, по меньшей мере, двух соединяющих их отверстий, установки в полученные отверстия устройства, содержащего направляющий вал, ось которого совпадает с заданной. При этом направляющий вал устанавливают с возможностью вращения относительно опоры коаксиально с заданной осью и одновременной фиксации от осевого перемещения, а механическую расточку поверхностей осуществляют посредством, по меньшей мере, одной составной режущей головки, включающей, по меньшей мере, две части, первой из которых придают вращение совместно с направляющим валом и с возможностью перемещения вдоль его оси, а второй части - придают возможность свободного вращения относительно направляющего вала и/или ее первой части, и также обеспечивают возвратно-поступательное движение относительно опоры вдоль оси вала совместно с первой частью. 2 н. и 12 з.п. ф-лы, 5 ил.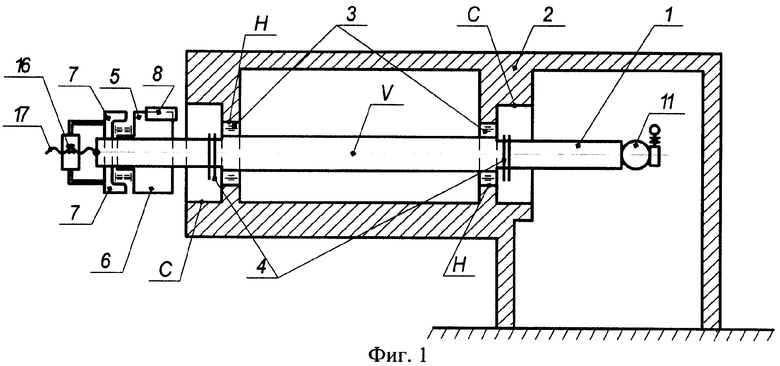
| RU 2063844 C1, 20.07.1996 | |||
| РЕЗЦЕДЕРЖАТЕЛЬ ДЛЯ РАСТОЧКИ ЦИЛИНДРОВ | 1948 |
|
SU79371A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| ПРЕПАРАТ ДЛЯ ЛЕЧЕНИЯ МАСТИТА У КОРОВ В ПЕРИОД ЛАКТАЦИИ | 2010 |
|
RU2432943C1 |

