Изобретение относится к способам восстановления поврежденных металлических поверхностей и может быть использовано при ремонте цилиндрических отверстий в неповоротных узлах стационарного оборудования, например корпуса паровой турбины, барабана котла, по месту установки этого оборудования для восстановления прежних или получения новых параметров этих отверстий.
Хорошо известным и часто применяемым является способ электродуговой наплавки деталей при ремонте крупногабаритных узлов, заключающийся в удалении абразивным инструментом локальных повреждений, наплавке выборок ручной дуговой сваркой с использованием штучных электродов и последующей зачистке мест повреждений.
Простота известного способа, однако, не компенсирует его объективные недостатки, отрицательно влияющие на качество наплавленного слоя металла, а именно, прерывистость процесса наплавки в связи с конечной длиной электродов, что повышает вероятность появления дефектов в основном и наплавленном металле в местах возбуждения и гашения дуги. Объемная неравномерность разогрева металла при наплавке локальных выборок для некоторых марок сталей недопустима. Кроме того, наплавка выборок на внутренней поверхности отверстий весьма затруднительна, а иногда и невозможна в связи с тем, что электрод имеет определенную длину, а возможность манипуляций электродом в малых объемах и стесненных пространствах, в частности, в глубоких отверстиях небольшого диаметра, крайне ограничена.
Для некоторых групп сталей, например теплоустойчивой низколегированной стали 15Х1М1ФЛ, применяемой для изготовления корпусов паровых турбин, использование сварки при ремонте поверхностей требует выполнения дополнительных технологических операций, а именно предварительного подогрева поверхности до 300-350°С. Это усложняет процесс ремонта методом ручной дуговой сварки и делает непредсказуемым качество наплавленного металла из-за наличия человеческого фактора.
Предварительный подогрев поверхности применяется, например, в известном способе ремонта деталей металлургического оборудования, включающем удаление дефектов путем механической обработки трещин на глубину 0,8-1,0 максимальной глубины их проникновения, предварительный подогрев до температуры, не превышающей 400°С, и многослойную наплавку с последующей механической обработкой. Наплавку первого слоя осуществляют на сварочном токе, равном 1,2-1,5 значения, при котором осуществляют наплавку последующих слоев, а перекрытие соседних швов при наплавке первого слоя не превышает 45% (пат. РФ №2104141, В 23 Р 6/00, 1996).
Кроме необходимости предварительного подогрева, главным недостатком указанного способа в данном случае является то, что он непригоден для ремонта неповоротных деталей.
Известен способ автоматической электродуговой наплавки изделий под слоем флюса, при котором наплавку осуществляют непрерывной дугой по спирали, удаляя с поверхности наплавляемого валика шлаковую корку. Наплавку каждого слоя осуществляют по многозаходной спирали последовательным наплавлением спиральных валиков. Каждый последующий валик наплавляют со смещением относительно предыдущего валика, а шаг спирали кратен двум или более шагам наплавки (пат. РФ №2117560, В 23 К 9/04, 1997).
Описанный способ предусматривает наплавку с горизонтальным расположением оси отверстия и необходимость принудительного продольного и вращательного движения наплавляемого изделия. Поэтому при восстановлении отверстий в неповоротных узлах стационарного оборудования данный способ, как и вышеизложенный, принципиально неприменим.
Наиболее близким к предлагаемому способу является способ наплавки внутренних цилиндрических поверхностей, реализуемый в патенте РФ №2111839, В 23 К 9/04. Способ заключается в том, что возле восстанавливаемой поверхности устанавливают направляющую опору, консольно закрепляют на ней сварочную головку, устанавливают головку концентрично оси восстанавливаемой поверхности и осуществляют многослойную автоматическую электродуговую наплавку непрерывной дугой под флюсом. Наплавку отдельных слоев осуществляют по спиральной линии.
Применение данного способа для наплавки под флюсом ограничено отверстиями, ось которых близка к вертикальной, так как при наклонном положении оси флюс на потолочной части отверстия не удерживается, из-за чего не обеспечивается надежная защита. Кроме того, в данном способе не предусмотрена возможность проведения предварительной подготовки поверхности изделия к наплавке и его последующей механической обработки. Проводя эти операции при помощи каких-либо дополнительных устройств, которые устанавливались бы вместо указанной направляющей опоры со сварочной головкой, выдержать необходимую точность центровки отдельных устройств, выполняющих операции по восстановлению, практически невозможно. Требования же к точности совпадения осей отверстий ремонтируемых изделий с осями отверстий сопряженных деталей (регулирующие клапаны, штуцеры) весьма высоки. Поэтому во многих случаях необходима разработка дополнительного комплекта специального оборудования для механической обработки и, как правило, такую работу можно выполнить только на стационарном оборудовании.
Предлагаемое изобретение направлено на повышение качества ремонта внутренних цилиндрических поверхностей отверстий в неповоротных узлах стационарного оборудования без его демонтажа путем обеспечения точного соответствия геометрических размеров восстановленных отверстий заданным значениям и достижения высокого качества наплавленного металла.
Для решения указанной технической задачи в способе восстановления внутренних цилиндрических поверхностей, включающем закрепление в направляющей опоре концентрично оси восстанавливаемой поверхности сварочной головки и осуществление многослойной автоматической наплавки непрерывной дугой по спиральной линии, согласно изобретению направляющую опору предварительно устанавливают над восстанавливаемой поверхностью концентрично ее оси, наплавку осуществляют снизу вверх со смещением начала каждого последующего слоя на 120-180° относительно начала предыдущего, а до и после наплавки осуществляют механическую обработку восстанавливаемой поверхности, по крайней мере, одной режущей головкой, поочередно закрепляя режущую и сварочную головки на направляющей опоре.
Техническим результатом предлагаемого изобретения является высокое качество металла восстановленной поверхности и высокая точность ее обработки.
Установка направляющей опоры над восстанавливаемым отверстием концентрично его оси обеспечивает возможность передачи усилий резания на режущую головку для выполнения операций механической обработки поверхности.
Поочередное крепление режущей и сварочной головок на одной и той же направляющей опоре обеспечивает строгую соосность закрепляемых на ней головок относительно обрабатываемого отверстия и, соответственно, строгое соблюдение чертежных размеров отремонтированного отверстия. Соосность инструментов, используемых для восстановления цилиндрической поверхности, позволяет получить постоянный вылет электрода в течение всего процесса наплавки. Совместно с равномерными скоростями перемещения наплавочной головки и постоянными сварочными режимами это обеспечивает высокое качество наплавляемого металла при восстановлении поврежденной поверхности.
Выполнение наплавки металла снизу вверх по непрерывной спиральной траектории при многослойной автоматической наплавке приводит к тому, что в процессе выполнения верхних валиков возникает эффект отжига в нижних валиках (а при выполнении наружных слоев эффект отжига возникает во внутренних слоях). Это позволяет добиться равномерного тепловложения по всему объему металла восстанавливаемой поверхности, а значит, и равновесной структуры основного и наплавленного металла, и, соответственно, высокого качества восстановленного металла.
Точность обработки отверстия под наплавку механической расточкой с получением строго концентричного цилиндра по всей его высоте позволяет подготовить условия для качественной наплавки, и при автоматически повторяемых режимах получать стабильно высокие результаты. Последующая, после наплавки, механическая обработка режущей головкой, устанавливаемой взамен сварочной на той же направляющей опоре, установленной концентрично оси восстанавливаемой поверхности, позволяет достичь высокой точности геометрических размеров отремонтированных узлов.
Смещение начала каждого последующего слоя на 120-180° относительно начала предыдущего при многослойной наплавке обеспечивает попадание валиков последующего слоя между валиками предыдущего, что позволяет сформировать плотный слой наплавленного металла и обеспечить высокое качество восстановительных работ.
Среди устройств, применяемых для восстановления внутренних цилиндрических отверстий методом наплавки, известно устройство для наплавки поверхностей деталей по пат. РФ №2102182 (МПК6 B 22 D 19/10, 1996 г.), содержащее сварочную головку, соединенную с приводом вращения через механизм автоматического радиального перемещения суппорта с водилом. Этот механизм содержит корпус, внутри которого расположен диск с многовитковой спиральной канавкой, находящейся в зацеплении с выступами суппорта - на одной стороне, и зубчатым венцом, находящимся в зацеплении с конической шестерней - на другой. Коническая шестерня соединена с выходным валом привода механизма радиального перемещения суппорта. Сварочная головка соединена с рамой с возможностью перемещения в горизонтальной плоскости.
Описанное устройство предназначено для наплавки отверстий с горизонтальным расположением оси и предполагает принудительное продольное и вращательное движение наплавляемого изделия. Поэтому для восстановления отверстий в неповоротных узлах стационарного оборудования это устройство применить невозможно.
Наиболее близким к заявляемому является устройство для наплавки внутренних цилиндрических поверхностей, содержащее направляющую опору в виде закрепленной на основании направляющей стойки и установленный на диэлектрической площадке корпус со сварочной головкой. Внутри направляющей стойки помещен механизм вертикального перемещения площадки, выполненный в виде винта, размещенного внутри стойки, на котором установлен ползун с консолью. Диэлектрическая площадка шарнирно закреплена на свободном конце консоли. Сварочная головка закреплена в корпусе с возможностью вращения. Механизм вращения сварочной головки установлен на площадке. К нижней части сварочной головки крепится мундштук, а в ее верхней части имеется скользящий токопровод, подсоединяемый к кабель-шлангу (пат. РФ №2111839, МПК6 В 23 К 9/04. 1994).
Недостатком известного устройства является то, что выполнить на нем механическую обработку восстанавливаемой поверхности до и после наплавки, заменяя сварочную головку режущей, принципиально невозможно, так как выносная консоль не способна воспринимать нагрузки от усилий резания. Кроме того, данное устройство не позволяет использовать в качестве защиты при осуществлении наплавки газ или газовые смеси, в связи с тем, что в нем не обеспечена герметичность газоподающего тракта из-за наличия вращающегося скользящего токопровода, который предусматривает разрыв кабель-шланга.
Технической задачей предлагаемого устройства является обеспечение высокого качества ремонта поврежденных поверхностей за счет точности восстановления параметров отверстий и повышение универсальности установки путем обеспечения возможности наплавки в разных защитных средах.
Поставленная задача решается тем, что известное устройство для восстановления внутренних цилиндрических поверхностей, содержащее направляющую опору, сварочную головку и диэлектрическую площадку, дополнительно снабжено съемной режущей головкой, полой пинолью и корпусом с механизмами вращения и возвратно-поступательного перемещения, при этом корпус установлен внутри направляющей опоры с возможностью возвратно-поступательного перемещения относительно направляющей опоры и кинематически связан с механизмом возвратно-поступательного перемещения, сварочная головка выполнена съемной и установлена с возможностью вращения относительно корпуса, полая пиноль установлена внутри корпуса и кинематически связана с механизмом вращения, а режущая и сварочная головки выполнены с возможностью крепления к торцу пиноли.
При этом упомянутые кинематические связи выполнены следующим образом: корпус выполнен с наружной зубчатой рейкой для зацепления с механизмом возвратно-поступательного перемещения, а свободный торец пиноли выполнен в виде зубчатого колеса для зацепления с механизмом вращения.
Сварочная головка снабжена полым токопередающим каналом, устанавливаемым внутри пиноли, один конец которого введен в сварочную головку, а другой выполнен с возможностью подсоединения к кабель-шлангу. Кроме того, сварочная головка снабжена направляющей роликовой системой.
Снабжение устройства съемной режущей головкой и выполнение сварочной головки съемной позволяет менять обрабатывающие головки. Это необходимо для того, чтобы последовательно выполнить операции предварительной механической обработки, наплавки и окончательной механической обработки восстанавливаемой поверхности при помощи одного и того же приспособления, установленного концентрично оси восстанавливаемого отверстия. Сохранение строгой соосности обрабатывающих инструментов при восстановлении отверстия обеспечивает высокое качество ремонта поврежденных поверхностей за счет точности восстановления параметров отверстий.
Снабжение устройства корпусом с механизмами вращения и возвратно-поступательного перемещения, а также полой пинолью, установленной внутри корпуса и кинематически (через зубчатое зацепление) связанной с механизмом вращения, позволяет передать вращение режущей и сварочной головкам, которые крепятся к торцу пиноли. При этом вращение передается от механизма вращения не непосредственно головкам, а через передающее звено - пиноль, что облегчает замену обрабатывающих головок. Наличие внутренней полости в пиноли позволяет установить внутри нее токопередающий канал при выполнении операции наплавки поверхности отверстия.
Установка корпуса, в котором помещена пиноль с обрабатывающими головками, внутри направляющей опоры, и его непосредственная кинематическая связь с механизмом возвратно-поступательного перемещения (через зацепление с зубчатой рейкой на наружной поверхности корпуса) обеспечивает симметричность конструкции устройства относительно оси вращения. Это позволяет передать большие усилия резания и обеспечивает возможность механической обработки внутренней поверхности отверстия до и после наплавки, благодаря чему повышается качество ремонта.
Передача сварочного напряжения и защитного газа в предлагаемом устройстве происходит через невращающийся токопередающий канал. Снабжение устройства полым токопередающим каналом, один конец которого введен в сварочную головку, а другой выполнен с возможностью подсоединения к кабель-шлангу, позволяет подвести защитную среду через невращающийся токоприемный канал непосредственно к сварочной головке. Отсутствие неплотностей в тракте подачи защитной среды обеспечивает его герметичность и, следовательно, возможность работы устройства в различных защитных средах, в том числе газовой.
Направляющая роликовая система, которой снабжена сварочная головка, обеспечивает устойчивую и равномерную подачу сварочной проволоки в зону наплавки.
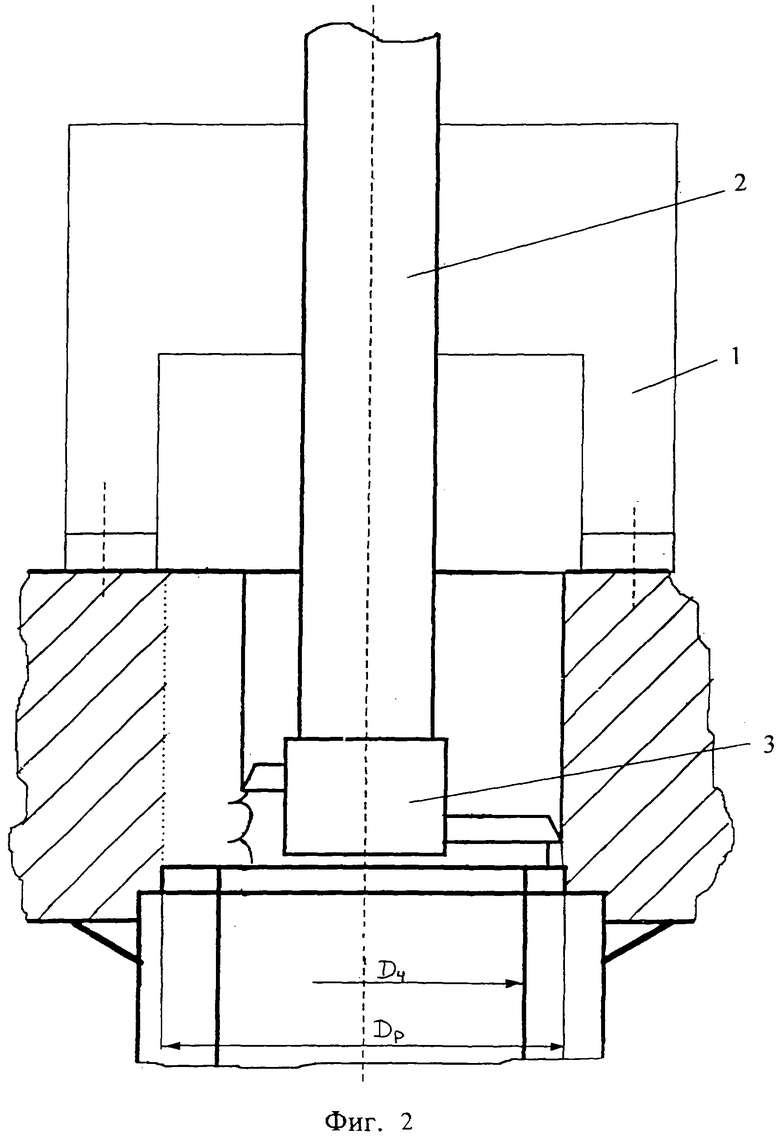
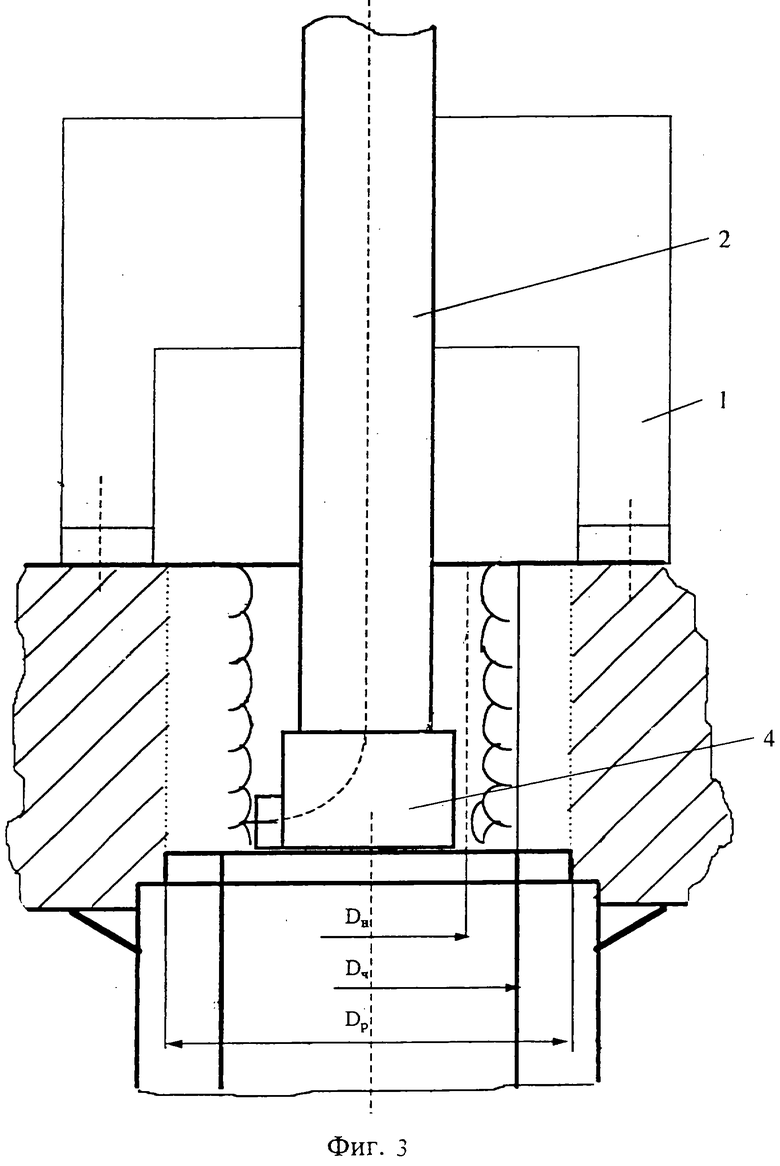
На фиг.1 изображено устройство для осуществления заявляемого способа в разрезе со сварочной головкой, на фиг.2 приведена схема выполнения операций резания при осуществлении заявляемого способа, причем схемы выполнения операций предварительной и окончательной механической обработки условно совмещены, на фиг.3 приведена схема выполнения наплавки при восстановлении поверхности отверстия.
Способ осуществляется следующим образом.
Сначала над восстанавливаемым цилиндрическим отверстием устанавливают направляющую опору 1, центруют ее известными методами, например, при помощи фальшрезца либо установочного конуса, и закрепляют для сохранения такой центровки до конца всего цикла выполнения операций по восстановлению отверстия. После этого в направляющей опоре устанавливают пиноль 2 с режущей головкой 3 для предварительной механической обработки поверхности отверстия и осуществляют расточку отверстия от исходного диаметра до диаметра расточки Dp.
Механическая обработка для удаления поврежденных участков металла производится сверху вниз за несколько проходов на всю высоту цилиндрической поверхности отверстия. Количество проходов определяется глубиной поражения металла дефектами, например трещинами. Полнота удаления поврежденного слоя металла определяется известными методами неразрушающего контроля. После подтверждения полноты удаления повреждений производится замена режущей головки 3 для предварительной механической обработки на сварочную головку 4 для выполнения автоматической наплавки.
Автоматическую наплавку осуществляют многослойно по спирали непрерывной дугой снизу вверх на всю толщину металла узла, в котором выполнено восстанавливаемое отверстие. Режимы наплавки для различных диаметров отверстий и различных диаметров применяемой сварочной проволоки определяют либо известным расчетным путем, либо опытным, производя наплавку на контрольный образец, близкий по размерам к ремонтируемому объекту. Для обеспечения плотности наплавленного металла при многослойной наплавке начало каждого последующего слоя смещают по дуге от начала предыдущего на 120-180° в зависимости от применяемых сварочных материалов и, соответственно, режимов. Внутренний диаметр Dн восстанавливаемого отверстия после выполнения наплавки должен быть несколько меньше требуемого диаметра Dч отверстия, чтобы имелся припуск металла на чистовую обработку.
После окончания наплавки сварочную головку 4 снова заменяют на режущую головку 3, при помощи которой производится окончательная механическая обработка отверстия для получения заданного диаметра Dч отверстия.
Устройство для восстановления внутренних цилиндрических поверхностей содержит направляющую опору 1 и установленный в ней корпус 5 с помещенной в него пинолью 2, на торце которой закреплена сварочная головка 4 или, в зависимости от выполняемой операции, режущая головка 3 для предварительной или окончательной механической обработки. На наружной поверхности корпуса 5 имеется зубчатая рейка 6 для зацепления с зубчатым колесом механизма возвратно-поступательного перемещения 7 с двигателем 8.
Пиноль 2 установлена в корпусе посредством подшипников 9 и 10, а ее свободный торец выполнен в виде зубчатого колеса 11 для кинематической связи с механизмом вращения 12, снабженного приводом 13.
Между рабочим торцом пиноли 2 и сварочной головкой 4 размещена диэлектрическая площадка 14. В сварочной головке 4 установлены токоприемная втулка 15, направляющая роликовая система 16 и мундштук 17. Внутрь втулки 15 введен токопередающий канал 18, свободный конец которого закрыт фланцем 19. Электродная проволока 20 от механизма 21 подачи проволоки проходит через роликовую систему 22, фланец 19 и токопередающий канал 18 к мундштуку 17.
Устройство работает следующим образом.
Направляющую опору 1 с установленным в ней корпусом 5 центруют и закрепляют на неповоротном узле стационарного оборудования концентрично оси восстанавливаемого отверстия. Центровка опоры 1 относительно отверстия может осуществляться известными способами, выбор которых зависит от уровня требуемых допусков на итоговые размеры восстанавливаемых отверстий. Для отверстий с точностью обработки до десятых долей миллиметра настройка на ось обрабатываемого отверстия производится, как уже упоминалось, при помощи фальшрезца либо установочного конуса. При более жестких требованиях к точности и чистоте обработки поверхности все технологические операции выполняются с одной установки на общей раме с применением нутромера с индикатором или нониусом.
Для предварительной механической обработки отверстия на пиноли 2 закрепляют режущую головку 3 с резцом для предварительной расточки отверстия и приводят в действие механизмы перемещения 8 и вращения 12.
После расточки вместо режущей головки 3 на пиноли 2 крепят сварочную головку 4 для автоматической наплавки. Внутрь пиноли 2 опускают токопередающий канал 18, вводя его в токоприемную втулку 15. Верхний конец канала 18 с фланцем 19 подсоединяют к кабель-шлангу (на фиг.1 не показан). При помощи механизма 21 и роликовой системы 22 через канал 18 и направляющую роликовую систему 16 подают электродную проволоку 20 к мундштуку 17 и осуществляют автоматическую электродуговую наплавку. При наплавке в газовой среде через этот же канал 18 к мундштуку 17 подводят защитный газ.
Автоматическую наплавку при этом осуществляют многослойно по спирали непрерывной дугой снизу вверх на всю высоту восстанавливаемого отверстия. Количество наплавляемых слоев определяется объемом удаленного поврежденного металла. При многослойной наплавке начало каждого последующего слоя смещают по дуге от начала предыдущего на 120-180° в зависимости от применяемых сварочных материалов и режимов для обеспечения плотности наплавленного металла.
По окончании наплавки производят чистовую обработку поверхности, заменяя сварочную головку 4 на режущую головку 3 для окончательной механической обработки.
Предлагаемые способ и устройство позволяют применять различные методы наплавки как на отверстиях с вертикальной осью - с газовой и флюсовой защитой, так и на наклонных отверстиях - с защитой в газах и смесях газов.
При использовании предлагаемых способа и устройства, которые позволяют качественно произвести восстановительный ремонт отверстий неповоротных узлов по месту установки стационарного оборудования, значительно снижаются затраты на демонтажно-монтажные работы и транспортные расходы по перевозке крупногабаритных и крупнотоннажных узлов оборудования (например, корпусов паровых турбин) на машиностроительные заводы для проведения ремонтных работ на уникальном специализированном оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| НАПЛАВОЧНАЯ ГОЛОВКА | 2012 |
|
RU2494843C1 |
| Способ восстановления зубьев ведущих колес гусеничных машин | 1989 |
|
SU1731562A1 |
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС | 1993 |
|
RU2041785C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ЗАМЕНЫ ПОВРЕЖДЕННОЙ ЛОПАТКИ МОНОКОЛЕСА | 2024 |
|
RU2824976C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ С ПОВРЕЖДЕННЫМИ ШЕЙКАМИ | 2004 |
|
RU2281846C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
Изобретение относится к восстановлению поврежденных металлических поверхностей и может быть использовано при ремонте цилиндрических отверстий в неповоротных узлах стационарного оборудования. Над восстанавливаемой поверхностью концентрично ее оси устанавливают направляющую опору (1) с установленным в ней корпусом (5). В корпусе (5) установлена посредством подшипников (9) и (10) пиноль (2). На торце пиноли (2) закреплена режущая головка для предварительной механической обработки, приводимая в действие механизмами перемещения (8) и вращения (12). После предварительной механической обработки заменяют режущую головку сварочной (4) и выполняют многослойную автоматическую наплавку непрерывной дугой по спиральной линии. Наплавку осуществляют электродной проволокой (20), подаваемой при помощи механизма (21) и роликовой системы (22) через канал (18), снизу вверх со смещением начала каждого последующего слоя на 120-180° относительно начала предыдущего. После наплавки выполняют окончательную механическую обработку, заменяя сварочную головку (4) режущей. Техническим результатом является повышение качества восстановления поверхностей без демонтажа стационарного оборудования путем обеспечения точного соответствия геометрических размеров отверстий заданным значениям и достижения высокого качества наплавленного металла. 2 н. и 3 з.п. ф-лы, 3 ил.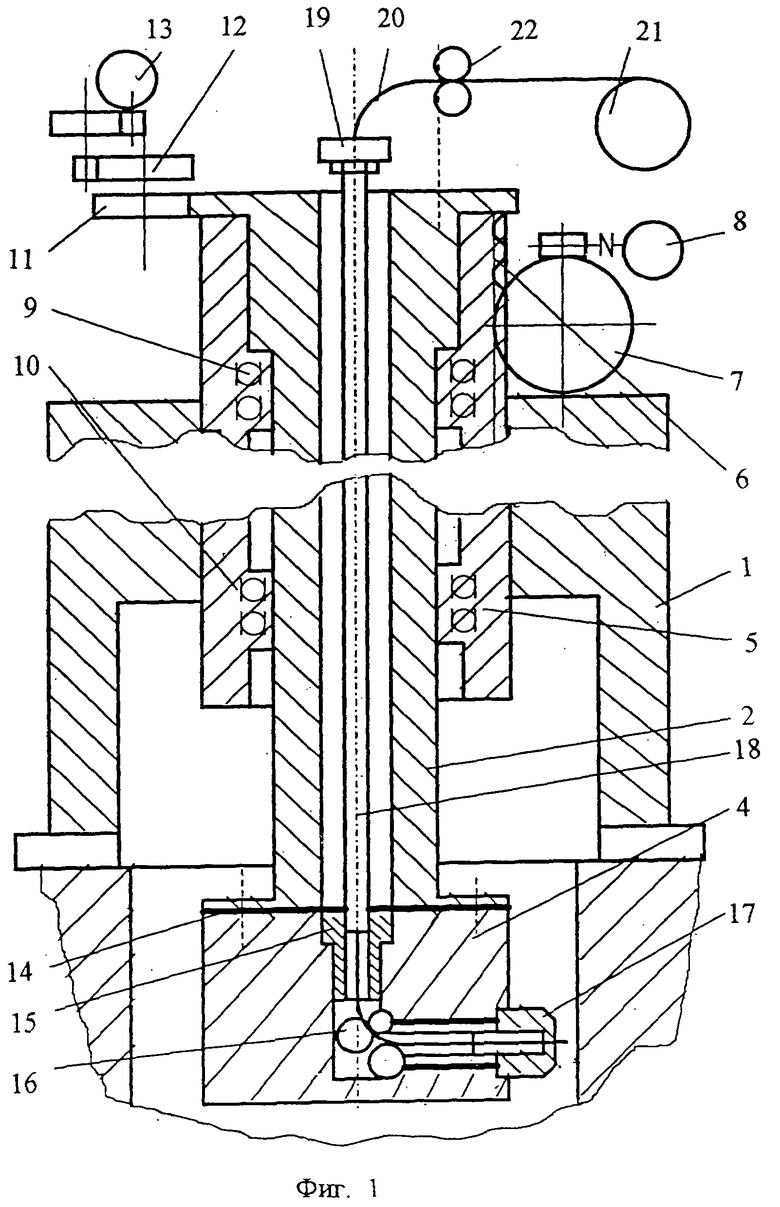
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| Устройство для наплавки внутренних поверхностей отверстий | 1988 |
|
SU1581502A1 |
| Способ восстановления посадочных отверстий | 1987 |
|
SU1542765A1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1996 |
|
RU2104141C1 |
| DE 3228470 А, 09.02.1984 | |||
| US 2003029844 А, 13.02.2003 | |||
| US 6448531 A, 10.09.2002 | |||
| JP 61262466 А, 20.11.1986 | |||
| KAMMER PAUL A | |||
| Applying repair welding technology | |||
| To lengthen equipment life and improve performance | |||
| "Plant eug" (USA), 1986, 40, №8, 52-55 (англ). | |||

