Изобретение относится к технологии изготовления изделий из композиционных материалов (КМ), а именно оболочек для силовых конструкций, преимущественно деталей сопловых блоков ракетных двигателей на твердом топливе (РДТТ).
Повышенные требования к эрозионной стойкости и прочности материала деталей газового тракта сопловых блоков РДТТ обусловили применение углеродной ткани в качестве армирующего наполнителя КМ. Такой наполнитель обладает высокой эрозионной стойкостью и низкой деформацией, что необходимо для надежной работы газового тракта соплового блока. При этом применяется связующее горячего отверждения.
Известен способ изготовления деталей из композиционных материалов, включающий нанесение пропитанного связующим исходного материала на жесткую оправку, размещение оправки в гидроклаве, вакуумирование пакета материала на оправке при помощи эластичной диафрагмы и отверждение под воздействием давления и температуры (см. И.М.Буланов, В.В.Воробей "Технология ракетных и аэрокосмических конструкций из композиционных материалов", М. 1998 г., с.128, 146-148) - прототип.
Отверждение пакета пропитанной связующим углеродной ткани в гидроклаве, с применением эластичной диафрагмы, является одним из самых совершенных технологических процессов изготовления изделий из КМ.
Эластичная диафрагма обеспечивает необходимую герметичность и плотный контакт с материалом в процессе отверждения.
Однако применение известного способа показало, что структура КМ неоднородная, в материале заготовки имеются искривления слоев, что приводит к снижению качества изделий из композиционных материалов.
Выяснено, что низкое качество изделий из КМ определяется недостаточной приемлемостью известных операций, связанных с воздействием в гидроклаве давления и температуры на пакет исходного материала, а также неоптимальными значениями этих параметров, при применении пропитанной связующим углеродной ткани.
Низкое качество изделий из КМ недопустимо для деталей газового тракта сопловых блоков РДТТ, работающих в особо теплонапряженных условиях.
Технической задачей данного изобретения является повышение качества изготовления изделий из композиционных материалов.
Технический результат достигается тем, что в способе изготовления изделий из композиционных материалов, включающем нанесение пропитанного связующим исходного материала на жесткую оправку, размещение оправки в гидроклаве, вакуумирование пакета материала на оправке при помощи эластичной диафрагмы и отверждение под воздействием давления и температуры, сначала нагружают давлением холодный пакет исходного материала, затем после выдержки и сброса давления нагревают пакет, нагружают давлением горячий пакет, продолжают нагрев, выдерживают пакет при температуре отверждения, охлаждают пакет, сбрасывают давление и продолжают охлаждение, причем перед охлаждением вакуум снимают.
При этом вакуум создают не менее 0,6 кгс/см2, холодный пакет нагружают давлением 45-48 кгс/см2, выдержку холодного пакета осуществляют в течение 15-20 минут.
Кроме того, горячий пакет нагружают давлением 37-47 кгс/см2 (после нагрева пакета до температуры 50-60°С), а сбрасывают давление при охлаждении горячего пакета до температуры 50-60°С.
Причем выдержку горячего пакета осуществляют в течение 8 часов при температуре 150-160°С, а нагрев пакета перед выдержкой и охлаждение после выдержки производят со скоростью не более 15°С в час.
Предварительное нагружение давлением пакета исходного материала без нагрева и выдержка с последующим сбросом давления позволяют выдавить избыток связующего из слоев материала, а также удалить из возможных пустот пузырьки воздуха, что легче и качественнее осуществить на холодном пакете, чем на горячем, так как при нагреве резко увеличивается вязкость связующего.
Нагружение нагретого пакета давлением до достижения температуры отверждения и сброс давления в конце процесса охлаждения пакета позволяют наиболее полно удалить летучие побочные продукты реакции и уменьшить пористость материала.
Снятие вакуума перед охлаждением позволяет исключить сгусткообразования связующего на внутренней поверхности пакета материала и обеспечить требуемую чистоту этой поверхности.
В результате многочисленных опытов, при проведении которых использовались известные операции, вводились новые операции, а также варьировались параметры (давление, температура, время выдержки), разработана совокупность расположенных в строго определенной последовательности операций с оптимальными значениями параметров, позволяющих получить требуемое качество изготовления изделий из КМ в гидроклаве.
В изготовленных предлагаемым способом изделиях объемное содержание наполнителя в КМ и прочность материала выше, чем при применении известного способа.
На чертеже показан пакет материала на оправке, помещенной в гидроклав.
Способ изготовления изделий из композиционных материалов заключается в следующем.
Углеродную ткань марки УРАЛ-Т-22 Р пропитывают связующим горячего отверждения марки СФ-010. Пропитанную ткань разрезают на полосы, которые сшивают между собой.
Затем производят намотку полученной ленты из пропитанной связующим углеродной ткани 1 на жесткую оправку 2.
В корпус 3 гидроклава вкладывают эластичную диафрагму 4, выполненную в виде герметичной резиновой оболочки.
Герметично устанавливают оправку 2 с полученным пакетом углеродной ткани 1 в эластичную диафрагму 4.
Герметизируют гидроклав, герметично устанавливая на фланец 5 корпуса 3 крышку 6.
Вакуумируют пакет углеродной ткани 1 на оправке 2 при помощи вакуумного насоса, отсасывая воздух из полости между пакетом углеродной ткани 1 и эластичной диафрагмой 4 (вакуум создают не менее 0,6 кгс/см2).
Закачивают при помощи насоса высокого давления рабочую среду 7 (глицерин) в полость между стенкой корпуса 3 гидроклава и эластичной диафрагмой 4, предварительно удалив воздух из этой полости при помощи второго вакуумного насоса.
Нагружают пакет углеродной ткани 1 давлением Р (45-48 кгс/см2) и выдерживают в течение 15-20 минут, при этом давление рабочей среды 7, создаваемое при помощи насоса высокого давления, передается поверхности пакета через эластичную диафрагму 4.
После выдержки сбрасывают давление до атмосферного.
Нагревают оправку 2 и корпус 3 гидроклава при помощи нагревательных элементов 8 и 9, установленных на оправке 2 и на корпусе 3 соответственно.
Нагрев пакета углеродной ткани 1 производят со скоростью не более 15°С в час.
При достижении температуры 50-60°С пакет нагружают давлением Р (37-47 кгс/см2), при этом давление рабочей среды 7, создаваемое при помощи насоса высокого давления, передается поверхности пакета через эластичную диафрагму 4.
Продолжают нагрев и при достижении температуры 150-160°С осуществляют выдержку пакета, нагруженного давлением 37-47 кгс/см2, в течение 8 часов.
После выдержки снимают вакуум в полости между пакетом углеродной ткани 1 и эластичной диафрагмой 4, отключая вакуумный насос, и производят охлаждение пакета со скоростью не более 15°С в час, включая систему водяного охлаждения гидроклава.
При охлаждении пакета до температуры 50-60°С сбрасывают давление и продолжают охлаждение до комнатной температуры.
После охлаждения разбирают гидроклав и производят механическую обработку полученной заготовки из углеродной ткани 1 на размер.
Результаты препарации опытных образцов, изготовленных предлагаемым способом, показали наличие однородной структуры материала готовой детали.
Практическое применение изобретения подтвердило высокую технологичность предлагаемого способа при обеспечении требуемого качества изготовления деталей из композиционных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2447990C2 |
| Способ изготовления изделий из композиционных материалов | 2019 |
|
RU2722532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2435665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201343C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2373052C1 |
| Способ изготовления изделий из композиционных материалов | 2019 |
|
RU2708601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322352C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2427465C1 |
| Способ изготовления изделий из композиционных материалов | 2015 |
|
RU2613993C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ГИДРОКЛАВА С ЭЛАСТИЧНОЙ ДИАФРАГМОЙ | 2006 |
|
RU2320480C1 |
Изобретение относится к технологии изготовления изделий из композиционных материалов, а именно оболочек для силовых конструкций. Техническим результатом данного изобретения является повышение качества изготовления изделий из композиционных материалов. Технический результат достигается в способе изготовления изделий из композиционных материалов. Способ включает нанесение пропитанного связующим исходного материала на жесткую оправку, размещение оправки в гидроклаве, вакуумирование пакета материала на оправке при помощи эластичной диафрагмы и отверждение под воздействием давления и температуры. При этом сначала холодный пакет исходного материала нагружают давлением 45-48 кгс/см2, затем после выдержки в течение 15-20 минут и сброса давления нагревают пакет до температуры 50-60°С. Горячий пакет нагружают давлением 37-47 кгс/см2 и продолжают нагрев. Пакет выдерживают при температуре 150-160°С в течение 8 часов. Затем охлаждают до температуры 50-60°С, сбрасывают давление и продолжают охлаждение. При этом нагрев пакета перед выдержкой и охлаждение после выдержки производят со скоростью не более 15°С в час, причем перед охлаждением вакуум снимают. 1 з.п. ф-лы, 1 ил.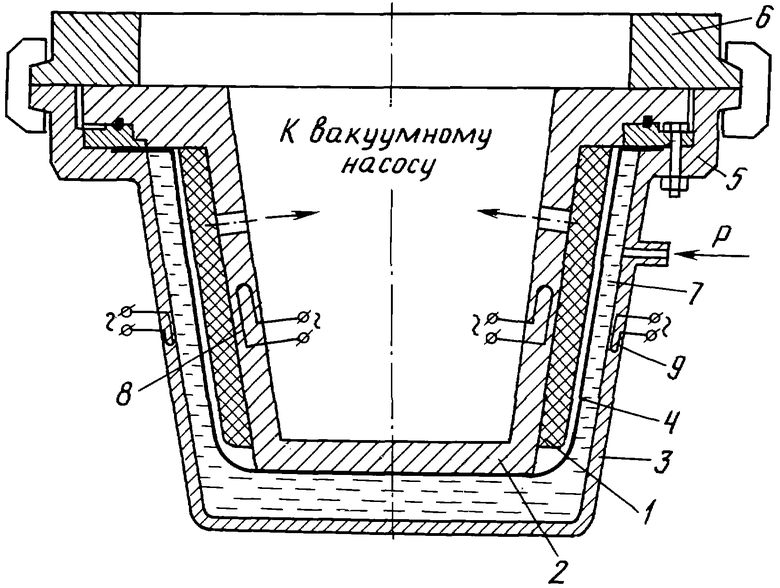
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201343C2 |
| EP 0491650 B1, 24.06.1992 | |||
| JP 3142223 A, 18.06.1991. | |||

