Изобретение относится к технологии изготовления изделий из композиционных материалов (КМ), а именно оболочек вращения для силовых конструкций типа элементов сопловых блоков ракетных двигателей на твердом топливе (РДТТ).
Для изготовления элементов сопловых блоков РДТТ широко используют углепластики (УП) и углерод-углеродные композиционные материалы (УУКМ), обладающие уникальными свойствами.
В основе производственного процесса изготовления изделий из УП и УУКМ находятся технологические процессы изготовления каркасов из армирующего материала и насыщения его матричным материалом.
Известны способы изготовления изделий из КМ, включающие формирование на оправке пакета пропитанного связующим материала (авт. свид. 639728, 1742088, 1796475).
Известен также способ изготовления изделий из композиционных материалов, включающий выкладку или намотку на жесткую оправку пропитанного связующим пакета исходного материала, и oтверждeниe в гидроклаве под давлением жидкости, передаваемым поверхности пакета через эластичную диафрагму (см., например, И.М.Буланов, В.В.Воробей "Технология ракетных и аэрокосмических конструкций из композиционных материалов", М.: 1998, Издательство МГТУ им. Н.Э. Баумана, с. 140-148 - прототип).
Изделия, изготовленные известным способом, обладают высоким качеством внутренней поверхности, оформляемой жесткой оправкой, что важно для элементов сопловых боков РДТТ.
Однако в известном способе изготовление качественно пропитанного связующим пакета, необходимого для получения готового изделия отверждением в гидроклаве, связано с определенными трудностями.
При изготовлении пакета выкладкой или намоткой сухого армирующего материала на оправку с последующей пропиткой связующим путем разбрызгивания его под давлением из пульверизатора или вручную, с помощью кисти, невозможно обеспечить качественную пропитку.
Использование метода пропитки под давлением или вакуумной пропитки пакета сухого армирующего материала в специальной форме, состоящей из матрицы и пуансона, связано с трудностями изготовления форм, особенно больших габаритов, и с высокой стоимостью необходимого дополнительного оборудования.
При "мокрой" намотке, когда пропитка армирующего материала связующим и намотка на оправку совмещаются, невозможно обеспечить равномерное содержание связующего по толщине наматываемого пакета, особенно для толстостенных конструкций. Кроме того, процесс "мокрой" намотки связан с неизбежной необходимостью удаления пузырьков воздуха из межслойного пространства готового пакета материала, что затруднительно и не всегда удается.
При "сухой" намотке, заключающейся в том, что армирующий материал перед нанесением на оправку предварительно пропитывают связующим на пропиточных машинах, требуется применение дополнительного дорогостоящего оборудования для пропитки.
Таким образом, получение известным способом изделий, приемлемого для ответственных деталей качества, либо невозможно, либо связано с применением дорогостоящего оборудования и сложных технологических операций.
Технической задачей данного изобретения является упрощение способа изготовления изделий из композиционных материалов, снижение трудоемкости, стоимости и повышение качества изготавливаемых изделий.
Технический результат достигается тем, что в способе изготовления изделий из композиционных материалов, включающем нанесение исходного материала на жесткую оправку, пропитку полученного пакета связующим и отверждение в гидроклаве под давлением, передаваемым поверхности пакета через эластичную диафрагму, пропитку материала связующим осуществляют в гидроклаве, предназначенном для отверждения. При этом сначала помещают оправку с пакетом материала в заполненную связующим предварительно растянутую эластичную диафрагму, размещенную в гидроклаве. Герметизируют заполненную связующим полость эластичной диафрагмы и гидроклав. Затем освобождают эластичную диафрагму от растягивающих напряжений. После чего передают связующему через эластичную диафрагму гидростатическое давление рабочей среды, заполняющей гидроклав.
В конце процесса пропитки увеличивают степень передаваемого через эластичную диафрагму воздействия на связующее, повышая давление рабочей среды в гидроклаве.
Сущность способа поясняется чертежами.
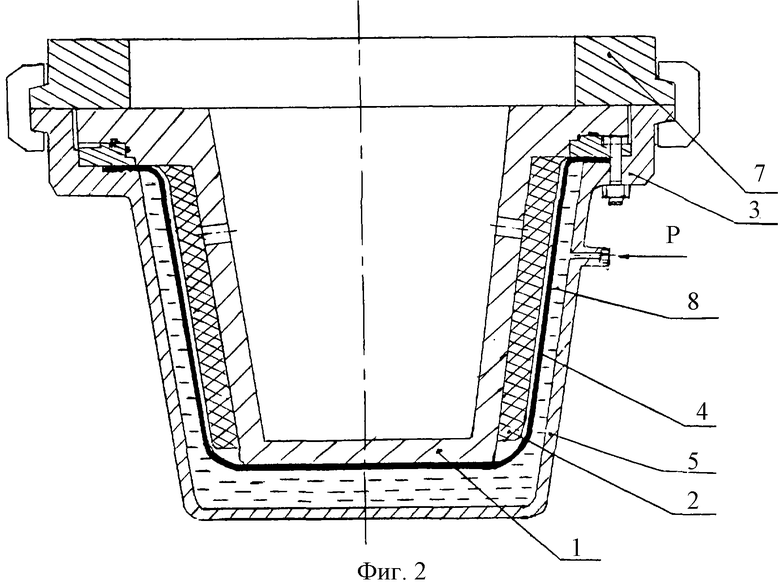
На фиг. 1, показан корпус гидроклава с заполненной связующим эластичной диафрагмой и размещенной в ней оправкой с пакетом исходного материала.
На фиг.2. показан гидроклав, заполненный рабочей средой, и размещенная в эластичной диафрагме оправка с пакетом пропитанного связующим материала.
Изготовление изделий предлагаемым способом осуществляется следующим образом.
На жесткую оправку 1 выкладывают заранее раскроенный пакет 2 исходного материала, изготовленный методом прошивки угольной ткани типа УРАЛ-ТМ-4-22.
В гидроклав 3 вкладывают эластичную диафрагму 4 и при помощи вакуумного насоса создают вакуум в полости между корпусом 5 гидроклава 3 и эластичной диафрагмой 4, эластичная диафрагма 4 растягивается и прилегает к внутренней поверхности корпуса 5 гидроклава 3, после чего заливают связующее 6 на основе смолы СФ-010 в полость эластичной диафрагмы 4.
Устанавливают основанием вверх оправку 1 с пакетом 2 материала в гидроклав 3, при этом связующее 6 смачивает наружную поверхность пакета 2.
Герметизируют заполненную связующим 6 полость между оправкой 1 с пакетом 2 материала и внутренней поверхностью эластичной диафрагмы 4, после чего герметизируют гидроклав 3, герметично устанавливая крышку 7 гидроклава 3.
Затем снимают вакуум между корпусом 5 гидроклава 3 и эластичной диафрагмой 4, выключая вакуумный насос.
При снятии вакуума эластичная диафрагма освобождается от растягивающих напряжений, при этом за счет сил упругости материала диафрагмы создается давление пропитки материала связующим.
Идет процесс макроскопической пропитки пакета материала в целом, при котором связующее в первую очередь проникает в зазоры между нитями, оставляя структуру нитей непропитанной, так как пористость нитей, составляющих ткань, намного больше, чем средняя пористость пропитываемого пакета.
Закачивают при помощи насоса в гидроклав 3 рабочую среду 8 (глицерин) и выдерживают 1 час, не менее.
При заполнении гидроклава глицерином гидростатическое давление передается через эластичную диафрагму на связующее, увеличивая контактное давление, при этом происходит процесс пропитки нитей ткани, который носит капиллярный характер, так как величина зазора между элементарными волокнами в нитях составляет 0,5-4 мкм.
Затем повышают давление рабочей среды 8 в гидроклаве 3 до 5 кгс/см2, не более.
Увеличение контактного давления повышает давление пропитки, при этом осуществляется пропитка непропитанных ранее участков пакета материала - участков захвата воздушных включений в зонах участков с меньшей пористостью (это участки местного переуплотнения пакета, вызванного любой из причин).
Выключают насос и выдерживают пакет 2 пропитанного материала в гидроклаве 3 без давления не менее 36 часов, Выкачивают глицерин из гидроклава, разбирают гидроклав, извлекают оправку с пакетом материала из гидроклава и просушивают пропитанный пакет материала. После сушки производят отверждение пакета материала в гидроклаве под воздействием давления, передаваемого поверхности пакета через эластичную диафрагму, и температуры.
Осуществление в предлагаемом способе процесса пропитки связующим пакета исходного материала в гидроклаве, предназначенном для отверждения, позволяет существенно упростить процесс изготовления, снизить трудоемкость и стоимость способа изготовления изделий из композиционных материалов, так как исключается необходимость дополнительного оборудования для пропитки.
Предлагаемый способ позволяет обеспечить качественную пропитку связующим пакета исходного материала на оправке, так как основан на применении наиболее эффективного метода пропитки под давлением, при этом процесс пропитки ведут в три этапа, различающиеся характером воздействия на связующее, учитывающем особенности структуры тканых наполнителей.
Высокое качество пропитки связующим пакета исходного материала является определяющим фактором для повышения качества изготовления изделий из композиционных материалов.
Результаты препарации опытных образцов, изготовленных предлагаемым способом, показали отсутствие в материале готовой детали воздушных включений и отдельных непропитанных участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322352C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2447990C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2435665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2322351C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2437763C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2373052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2427465C1 |
| Способ изготовления изделий из композиционных материалов | 2019 |
|
RU2722532C1 |
| Способ изготовления изделий из композиционных материалов | 2019 |
|
RU2708601C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ГИДРОКЛАВА С ЭЛАСТИЧНОЙ ДИАФРАГМОЙ | 2006 |
|
RU2320480C1 |
Изобретение относится к технологии изготовления изделий из композиционных материалов, а именно оболочек вращения для силовых конструкций. В способе изготовления изделий из композиционных материалов наносят исходный материал на жесткую оправку, пропитывают полученный пакет связующим и отверждают в гидроклаве под давлением. Пропитку осуществляют в гидроклаве. Сначала помещают оправку с пакетом материала в заполненную связующим предварительно растянутую эластичную диафрагму, размещенную в гидроклаве. Затем герметизируют заполненную связующим полость и гидроклав. Освобождают эластичную диафрагму от растягивающих напряжений. После этого заполняют гидроклав рабочей средой. В конце процесса пропитки повышают давление рабочей среды в гидроклаве. Изобретение позволяет снизить трудоемкость способа, снизить его стоимость и позволяет повысить качество изготавливаемых изделий. 2 ил.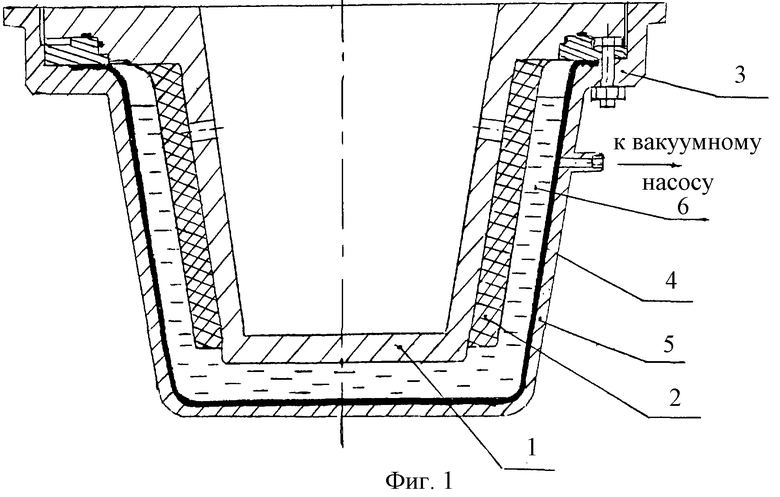
Способ изготовления изделий из композиционных материалов, включающий нанесение исходного материала на жесткую оправку, пропитку полученного пакета связующим и отверждение в гидроклаве под давлением, передаваемым поверхности пакета через эластичную диафрагму, отличающийся тем, что пропитку осуществляют в гидроклаве, при этом сначала помещают оправку с пакетом материала в заполненную связующим предварительно растянутую эластичную диафрагму, размещенную в гидроклаве, затем герметизируют заполненную связующим полость, а также гидроклав и освобождают эластичную диафрагму от растягивающих напряжений, после чего заполняют гидроклав рабочей средой, причем в конце процесса пропитки повышают давление рабочей среды в гидроклаве.
| БУЛАНОВ И.М | |||
| и др | |||
| Технология ракетных и аэрокосмических конструкций из композиционных материалов | |||
| - М.: Издательство МГТУ им | |||
| Н.Э.Баумана, 1998, с.140-148 | |||
| Способ формования армированных изделий | 1977 |
|
SU627995A1 |
| Оснастка для формования армированных изделий | 1972 |
|
SU510381A1 |
| УСТРОЙСТВО ДЛЯ ОТВЕРЖДЕНИЯ ДЕТАЛИ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2130382C1 |
| US 5096651 A, 17.03.1992 | |||
| US 4915896 А, 10.04.1990. | |||
