| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1969 |
|
SU247902A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 1991 |
|
RU2026764C1 |
| ДОРНИРУЮЩАЯ ГОЛОВКА ДЛЯ УСТАНОВКИ НАКОНЕЧНИКОВ В СТАЛЬНОЙ ТРУБЕ, ФУТЕРОВАННОЙ ПОЛИЭТИЛЕНОВОЙ ОБОЛОЧКОЙ | 2001 |
|
RU2212302C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2005 |
|
RU2291752C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Устройство для напрессовки фланцев на трубы | 1986 |
|
SU1355433A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2300451C2 |
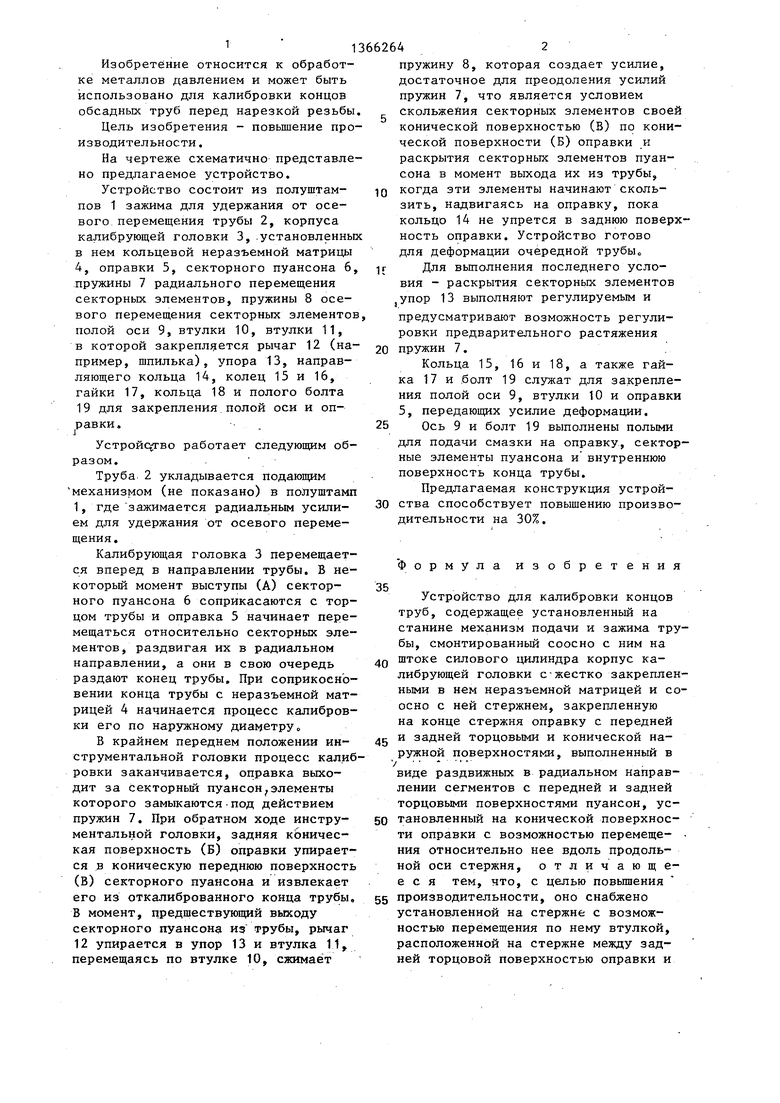
Изобретение относится к области обработки металлов давлением и может быть использовано для калибровки концов обсадных труб перед нарезкой резьбы. Цель изобретения - повышение производительности. Устройство для калибровки концов труб (Т) 2 работает по принципу однопозиционного пресса и обеспечивает технологические операции; раздачу конца трубы по диаметру и последующую калибровку его в виде цилиндра или усеченного конуса. При раздаче конца Т 2 используется подпружиненный в осевом и радиальном направлениях секторный пуансон 6, приводимый в действие конической или пирамидальной оправкой 5. При калибровке используется неразъемная матрица 4. Наличие в устройстве взаимодействуюпщх конических поверхностей секторного пуансона 6 и оправки 5, выступов А на элементах секторного пуансона 6 и упора 13 для повышения сжатия пружины 8, создающей осевое усилие на секторные элементы, позволяет осуществлять раздачу конца Т 2 и последующую калибровку за один цикл прямого и обратного хода калибрующей головки 3. 1 ил. о 
| Устройство для обработки кон-цОВ ТРуб | 1978 |
|
SU814268A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
