Известны способы дополнительной калибровки или редуцирования труб при холодной прокатке.
Описываемый способ дополнительной калибровки или редуцирования трубы отличается от известных тем, что для этой цели применена матрица (волока), установленная в передней проводке стана, а для облегчения прохождения стыка трубы при прокатке толстостенных труб оправка удлинена хвостовиком; цри прокатке тонкостенной трубы устанавливают с передней стороны станины приспособление для извлечения прокатанной трубы из волоки или роликовой обоймы. Это обеспечивает повышение точности прокатываемых труб с одновременным увеличением производительности станов.
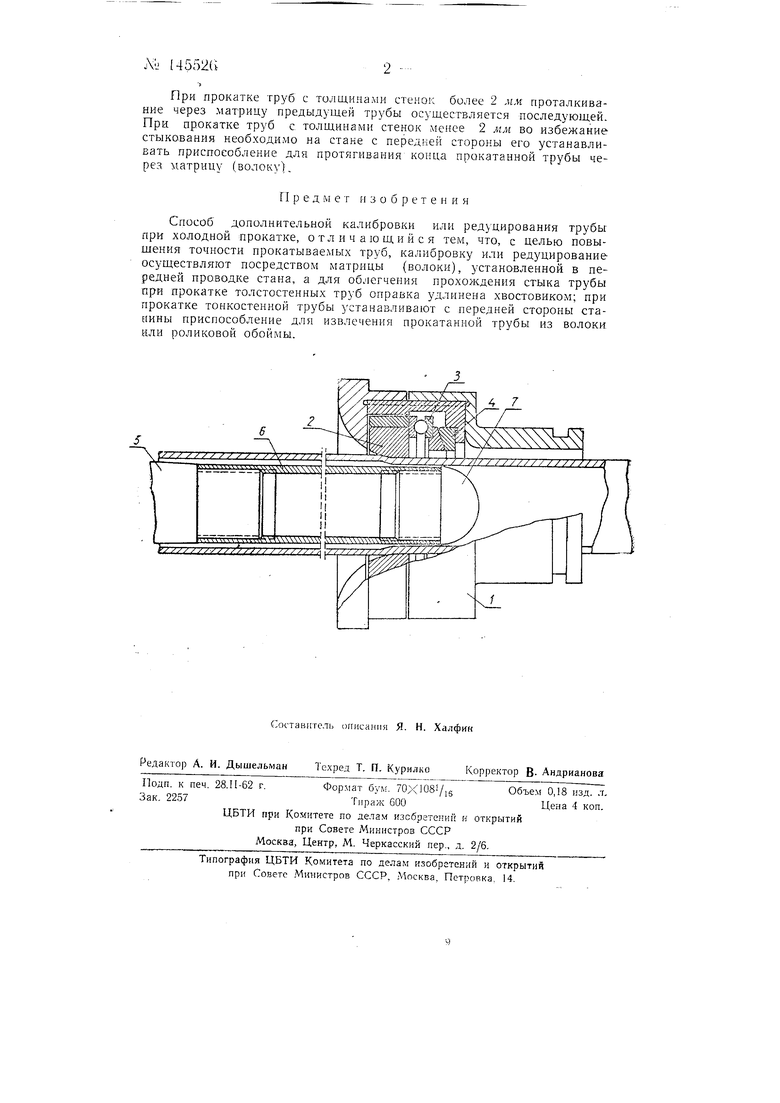
На чертеже схематично изображена установка калибрующей матрицы.
В настоящее время при прокатке особо точных труб из стали и цветных металлов производительность станов ограничивается допускаемой овальностью труб, неизбежной при высоких значениях вытяжки и подачи.
Для устранения овальности труб по предлагаемому способу в корпус / передней проводки стана устанавливают калибрующую матрицу (волоку) 2 и, таким образо.м, совмещают процесс прокатки с одновременным продавливанием трубы через матрицу.
Осевые усилия на матрицу 2 воспринимаются упорным подщипником 3 и сферической парой 4. Подшипник дает возможность вращаться матрице в случае, если передняя проводка не приводная, а сферическая пара обеспечивает самоцентровку калибрующего узла. Во избежание перекосов труб при прохождении стыка оправка 5 удлиняется хвостовиком 6, имеющим наконечник 7.
При прокатке труб с толщинами стенок более 2 мм проталкивание через матрицу предыдущей трубы осуществляется последующей. При прокатке труб с толщинами стенок менее 2 мм во избежание стыкования необходимо на стане с передней стороны его устанавливать приспособление для протягивания конца прокатанной трубы через матрицу (волоку).
Пред м е т п з о б р е т е н и я
Способ дополнительной калибровки или редуцирования трубы при холодной прокатке, о тл и ч а ю щ, и и с я тем, что, с целью повыщения точности прокатываемых труб, калибровку или редуцирование осуществляют посредством матрицы (волоки), установленной в передней проводке стана, а для об.1егчения прохождения стыка трубы при прокатке толстостенных труб оправка удлинена хвостовиком; при прокатке тонкостенной трубы устанавливают с передней стороны стаЕшны приспособление для извлечения прокатанной трубы из волоки или роликовой обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления профильных труб | 1961 |
|
SU145525A1 |
| Способ прессования полых профилей | 1961 |
|
SU143009A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Способ поперечно-винтовой прокатки полых профильных заготовок | 1979 |
|
SU776728A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2001 |
|
RU2220793C2 |
| СПОСОБ ПРОКАТКИ ТРУБ НА РЕДУКЦИОННО-РАСТЯЖНОМ СТАНЕ | 2013 |
|
RU2532610C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2504448C1 |
