ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Это изобретение относится к способу и установке для нанесения покрытия на контейнеры. Более конкретно, оно относится к способу и соответствующему устройству для нанесения покрытия в виде защитной краски на контейнеры, например бутылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Термопластические материалы, такие как PET (полиэтиленовые терефталаты), уже в течение некоторого времени используются для изготовления контейнеров. Это, в частности, справедливо в отношении контейнеров для пищевых продуктов, особенно тех, которые предназначены для содержания напитков. Хотя ранее упомянутые контейнеры могут быть различных типов, они будут рассматриваться в дальнейшем в этом документе вообще как бутылки, которые оказываются наиболее широко распространенными.
Одна из основных проблем, с которой сталкиваются в том случае, когда термопластические материалы, такие как полиэтиленовые терефталаты, используются для изготовления бутылок, заключается в том, что наличие по необходимости тонкой и, по существу, в некоторой степени микропористой стенки из формуемого материала делает проницаемыми для газа стенки бутылки. В результате этого кислород может проникать в бутылку со стороны наружной среды, и он может изменять содержимое бутылки посредством его окисления, а двуокись углерода, которая находится в газированных напитках, может вытекать из бутылки, что приводит к возможности отрицательного влияния на вкусовые качества продукта и к причинению ущерба репутации производителя напитков.
Более того, бутылки могут получать повреждение от ударов, допускаемых во время их транспортировки, а также при выполнении ручных манипуляций с ними и хранении бутылок на складе, что приводит к видимому деформированию их наружной поверхности.
Для устранения этих недостатков контейнеры, особенно бутылки, могут защищаться посредством нанесения тонкого, прозрачного покрытия, которое не является весьма проницаемым для газа; покрытие способно противостоять ударам и истиранию; покрытие не влияет на общий внешний вид продукта.
Например, в патенте США №5658619 А описан способ для нанесения покрытий на бутылки. Этот способ включает в себя посылку бутылок на участок нанесения покрытия, где бутылки захватываются и последовательно погружаются в один из множества контейнеров, наполненных раствором для нанесения покрытия, состоящим из смолы, рассеянной в растворителе. Далее, после удаления бутылок из раствора для нанесения покрытия, бутылки освобождаются и посылаются на участок испарения, где растворитель раствора для нанесения покрытия удаляется из покрытия, нанесенного на наружную поверхность бутылки. После завершения процесса испарения бутылки посылаются на участок для досушивания, где отверждается смола покрытия.
Такая установка является сложной, и имеются затруднения при ее эксплуатации, в частности, когда приходится транспортировать бутылки от одного участка их обработки к следующему участку, поскольку на каждом участке используется специфическое устройство для обработки бутылок. Более того, при этой установке затрачивается длительный период времени на рабочую операцию сушки, что означает, что время, в течение которого бутылки находятся в сушильной печи, является весьма длительным. Возможное технической решение, заключающееся в повышении температуры сушки, не является практически осуществимым из-за наличия низкой температуры плавления термопластического материала, используемого для изготовления бутылки; очевидно, такое техническое решение может привести к деформациям бутылки.
В настоящее время, таким образом, не существует способа сушки краски, который являлся бы простым, эффективным и быстрым; кроме того, не существует соответствующая установка, которая была бы компактной и эффективной.
ЗАДАЧИ ИЗОБРЕТЕНИЯ
Задача этого изобретения заключается в разработке способа нанесения защитного покрытия на пластмассовые контейнеры, в частности на бутылки. Это покрытие должно улучшать непроницаемость бутылки от воздуха и защищать наружную поверхность бутылки от повреждения.
Задачей этого изобретения является разработка способа нанесения защитного покрытия на пластмассовые контейнеры, в частности на бутылки, пригодного для создания высокопроизводительных линий изготовления бутылок; этот способ должен быть простым для осуществления и способным обеспечивать изготовление высококачественных бутылок при использовании различных типов красок.
Другая задача этого изобретения заключается в создании установки для осуществления вышеупомянутого способа, имеющей высокую производительную способность и такую стоимость, которая является эффективной с точки зрения ее изготовления и эксплуатации.
Эти задачи в соответствии с первым аспектом реализации изобретения решаются посредством способа обработки наружной поверхности контейнеров, имеющего характеристики, заявленные в п.1 формулы изобретения. В соответствии с другим аспектом реализации изобретения вышеуказанные задачи решаются с помощью установки, имеющей характеристики, заявленные в п.12 формулы изобретения.
Другие преимущества изобретения станут очевидными при ознакомлении с подробным описанием предпочтительных вариантов осуществления изобретения, представленных примерами, не ограничивающими объем изобретения и не исключающими дальнейшие варианты реализации изобретения и его усовершенствования.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с изобретением покрытие наружной поверхности контейнеров, в частности бутылок, защитным слоем смолы включает в себя рабочую операцию посылки контейнеров к установке для нанесения покрытия, рабочую операцию конвейерной транспортировки контейнеров через участок указанной установки для нанесения покрытия, где контейнеры погружают в раствор для нанесения покрытия, рабочую операцию удаления контейнеров из указанного раствора, удаления какого-либо избыточного раствора для нанесения покрытия с поверхности бутылок, рабочую операцию удаления растворителя раствора из покрытия и рабочую операцию отверждения и досушивания смолы покрытия. Более конкретно, этот способ состоит из следующих рабочих операций:
- использование единой цепи для передачи бутылок и конвейерной их транспортировки через установку для нанесения покрытия;
- крепление бутылок к указанной цепи с помощью специфических захватов, как только бутылки входят в установку для нанесения покрытия;
- перемещение указанных бутылок при удерживании в вертикальном положении с помощью захватных устройств указанной цепи на участок для нанесения покрытия, содержащий множество емкостей, содержащих раствор для нанесения покрытия; указанные емкости могут перемещаться в соответствии с направлением подачи цепи и последовательно, сначала вверх для того, чтобы содержать несколько бутылок в положении одновременного погружения в раствор для нанесения покрытия, а затем вниз для того, чтобы удалить бутылки из раствора для нанесения покрытия;
- размещение вокруг бутылок, удаленных из раствора для нанесения покрытия, защитного ограждения и затем вращение бутылок для того, чтобы устранить избыточную краску, которая возвращается;
- поворот бутылок в горизонтальное положение;
- медленное вращение бутылок вокруг их оси для того, чтобы получать равномерно распределенную толщину краски;
- посылку бутылок на конкретные участки установки для сушки покрытия с последующим его подсушиванием.
В идеальном случае, бутылки или контейнеры крепятся к цепи для однократной транспортировки посредством использования механизмов для захвата, которые равномерно распределены при расположении их вдоль цепи и которые захватывают бутылки за их горлышко, размещая их в вертикальном положении.
Указанные механизмы для захвата могут поворачиваться в плоскости, которая является перпендикулярной по отношению к направлению подачи цепи для того, чтобы размещать бутылки в горизонтальном положении. В идеальном случае, этот поворот имеет место благодаря движению самой цепи, которая поворачивается во время необходимых перемен в направлении.
Когда бутылки, транспортируемые с помощью цепи, достигают емкостей, содержащих раствор для нанесения покрытия, емкости поднимаются одна за другой для того, чтобы каждая бутылка находилась в положении нанесения покрытия. Одновременно, емкости могут также перемещаться горизонтально: перемещение синхронизируется с движением перемещения бутылок, подлежащих нанесению покрытия; таким способом бутылки погружаются в раствор для нанесения покрытия и сопровождаются им при их перемещении.
Бутылки погружаются в раствор для нанесения покрытия и удаляются из него при скорости, главным образом, равной не более 120 мм/с и, предпочтительно, находящейся в пределах между 50 и 200 мм/с.
Общее время погружения бутылок в раствор для нанесения покрытия, предпочтительно, равно менее чем 0,6 с.
После удаления из емкостей для нанесения покрытия бутылки остаются в вертикальном положении, вокруг бутылок поднимают защитное ограждение, и бутылки вращают для того, чтобы позволить наибольшей части избыточного покрытия стекать каплями. Затем бутылки передаются на следующий рабочий участок установки, а именно на участок сушки, где они вращаются вокруг своей оси продольно при скорости вращения, находящейся в диапазоне от 500 до 3000 об/мин, но предпочтительно в пределах от 500 до 5000 об/мин. Время центрифугирования равно 1,5 с, но предпочтительно оно находится в пределах от 1 до 3 с.
После центрифугирования захватные механизмы для бутылок поворачиваются таким образом, что бутылки размещаются в горизонтальном положении. В этом положении бутылки вращаются при скорости, находящейся в пределах от 100 до 300 об/мин, предотвращая стекание краски.
На участке нанесения покрытия, описанном выше, оправданным является наличие нескольких групп бутылок, находящихся на разных этапах реализации способа. Например, первая группа бутылок может только поступать на участок нанесения покрытия и может находиться вблизи над первой поднимающейся емкостью, наполненной краской; одновременно и далее вдоль линии вторая группа бутылок может быть уже погружена во вторую полностью поднятую емкость; и наконец, одновременно и далее вдоль линии третья группа бутылок может размещаться над третьей емкостью, которая быстро понижается. После участка для нанесения покрытия бутылки передаются на участок для сушки, где защитное ограждение размещается вокруг каждой бутылки, и бутылки вращаются волчком для того, чтобы отводить избыточную краску. Затем прекращается вращение бутылок вокруг их собственной оси, и бутылки быстро посылаются на следующий участок, где они размещаются в горизонтальном положении перед входом в сушильную печь.
Наконец, бутылки посылаются на участок для сушки и/или участок подсушивания.
Двухслойное покрытие также может использоваться; в этом случае после нанесения покрытия, центрифугирования и сушки и/или подсушивания первого слоя на бутылки наносится второй слой покрытия. Это второе покрытие наносится в точности таким же способом, как и первое покрытие; более того, бутылки всегда находятся в вертикальном положении и всегда удерживаются с помощью захватных устройств конвейерной цепи. Этот процесс нанесения второго покрытия сопровождается идентичными рабочими операциями: стеканием капель с помощью центрифугирования и сушкой и/или подсушиванием второго покрытия.
Вышеописанный способ выполняется с помощью установки для нанесения покрытия, содержащей следующие элементы:
(i) единое устройство для конвейерной транспортировки бутылок или контейнеров через установку; этот конвейер оборудуется равномерно распределенными захватными устройствами, которые захватывают бутылки на участке загрузки и способны поворачиваться в плоскости, перпендикулярной направлению подачи устройства для конвейерной транспортировки, для того, чтобы размещать и переводить ранее упомянутые бутылки или контейнеры из их вертикального положения в горизонтальное;
(ii) установку для нанесения покрытия, которая расположена после точки захвата бутылок и которая изготовлена в виде множества емкостей, заполненных краской, размещенных под колесом или вращающимся барабаном (вокруг которого навивается указанное устройство для конвейерной транспортировки бутылок для того, чтобы изменять направление подачи); перемещение указанных емкостей синхронизировано с перемещением указанного колеса или барабана, а также осуществляется вверх или вниз таким образом, что несколько бутылок могут погружаться в каждую емкость или удаляться из нее;
(iii) устройства, пригодные для вращения волком ранее упомянутых бутылок в течение предопределенного количества времени, и устройства, пригодные для окружения каждой бутылки защитным ограждением;
(iv) устройства, пригодные для поворота ранее упомянутых захватных устройств в плоскости, перпендикулярной направлению подачи, для того, чтобы размещать и переводить бутылки из их вертикального положения в горизонтальное положение;
(v) устройства для сушки краски и устройства для подсушивания смолы, содержащейся в краске.
Предпочтительно, указанные устройства, приспособленные для поворота захватных устройств с целью перевода бутылок из их вертикального положения в горизонтальное положение и позднее наоборот, выполнены в виде устройств для изменения направления подачи цепи, которая удерживает захватные механизмы, что означает, что указанные устройства для изменения направления подачи поворачивают цепь.
Ниже будет описана установка для осуществления способа в соответствии с изобретением, причем ее описание приведено в качестве примера, не ограничивающего объем патентных притязаний в соответствии с изобретением, и оно составлено в сочетании со следующими далее сопроводительными чертежами, на которых:
- фиг.1 показывает общий схематически изображенный вид установки, реализуемой в соответствии с изобретением;
- фиг.2 показывает детализированный вид участка для нанесения покрытия, принадлежащего установке;
- фиг.3 показывает схематически изображенный вид устройства для конвейерной транспортировки и захвата бутылок;
- фиг.4 показывает детализированный вид звена ранее упомянутых устройств для конвейерной транспортировки, включая соответствующие захватное устройство и бутылку;
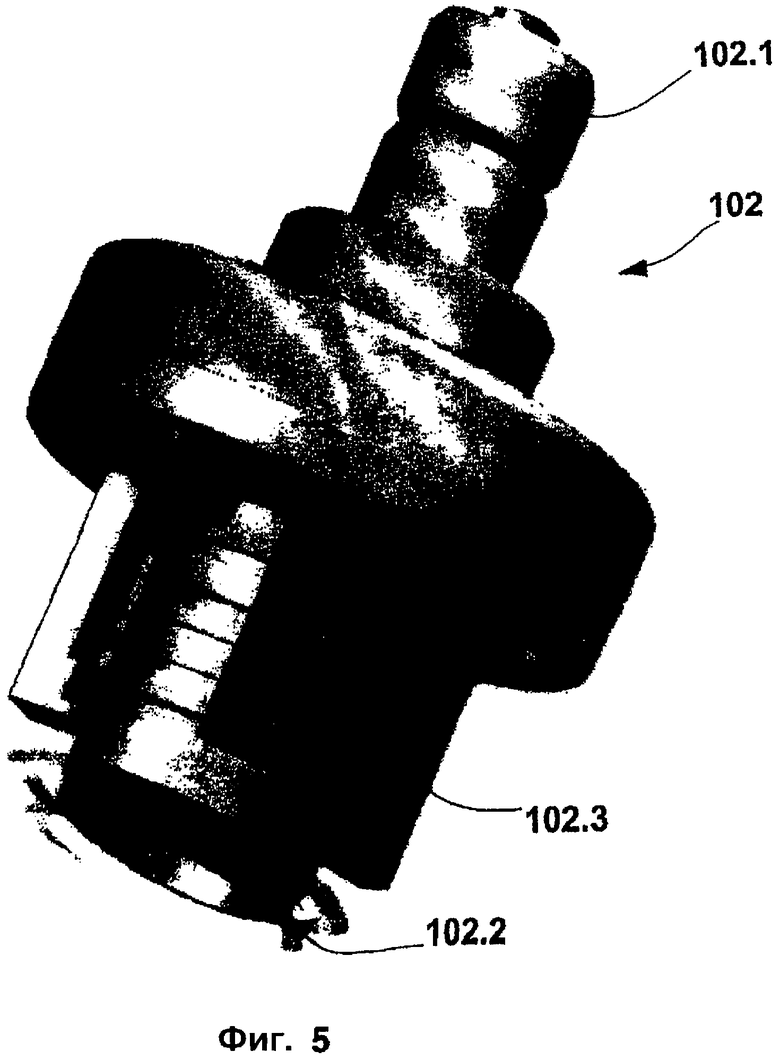
- фиг.5 показывает захватное устройство;
- фиг.6 показывает схематически изображенное сечение деталей установки, показанной на фиг.1.
Обращая теперь внимание на фиг.1, можно видеть, что установка, выполненная в соответствии с изобретением, содержит следующие элементы:
(i) участок 10 загрузки, который бутылки достигают после транспортировки конвейером 1; бутылки загружаются вертикально на средство 100 для транспортировки;
(ii) участок 20 для нанесения покрытия, содержащий первое поворотное карусельное устройство 20.1, на котором на бутылки наносят покрытие посредством погружения, и второе поворотное карусельное устройство 20.2, на котором те же самые бутылки вращаются подобно волчку для удаления какой-либо избыточной краски;
(iii) участок 40, на котором бутылки размещены в горизонтальном положении;
(iv) участок 50 для сушки неподвижной краски на бутылках, причем на этом участке полностью удаляется остаточный растворитель;
(v) наконец, участок 70 для подсушивания смолы, содержащейся в краске. Вслед за указанным участком 70 следуют: другой участок 40' для поворота, на котором бутылки повторно размещаются в вертикальном положении, поворотное карусельное устройство 20.1' для нанесения покрытия, предназначенное для нанесения второго слоя краски на бутылки; поворотное карусельное устройство 20.2' для выполнения центрифугирования, участок 40'' для поворота бутылок в горизонтальное положение, участок 50' для растекания краски, предназначенный для равномерного распределения краски, в нижней части печи и участок 60' для подсушивания смолы в верхней части печи, который является подобным тому, который находится в нижней части печи.
Фиг.2 показывает на участке 20 для нанесения покрытия средство 100, на этой фиг.2 не обозначенное, для конвейерной транспортировки, которое выполнено в виде цепи 101, лучше показанной на последующих фиг., оснащенной захватными устройствами 102, каждое из которых захватывает горлышко бутылки, обвиваясь вокруг первого вращающегося колеса 20.1 или первого поворотного карусельного устройства, под которым расположено множество емкостей 21, 22 и т.д. Перемещение указанных емкостей синхронизируется с перемещением указанного колеса 20.1; каждая емкость заполнена раствором для нанесения покрытия, и она способна содержать несколько бутылок. При реализации способа соблюдается последовательность, которая включает в себя: расположение группы бутылок В вверху над емкостью 22; перемещение бутылок вместе с ранее упомянутой емкостью при подъеме емкости в ее положение максимального подъема; погружение бутылок в раствор для нанесения покрытия, содержащийся в емкости, для того, чтобы покрывать их первым слоем краски, и опускание емкости для возвращения бутылок из раствора для нанесения покрытия.
На этом участке краска V подается в емкости с помощью тороидальной емкости 23, в которую краска поступает по трубопроводу 24. При одном варианте воплощения изобретения тороидальная емкость 23 и емкость 22 соединены друг с другом с помощью трубы 21 подобно сообщающимся сосудам таким образом, что краска достигает особого уровня 25 в указанных емкостях 22 и 23. При другом варианте воплощения изобретения насос и шарнирное соединение используются для снабжения краской емкости 22. При вращении поворотного карусельного устройства 20.1 емкость 22 поднимается до особого положения 22' таким образом, что бутылка В погружается в краску; клапан 27 препятствует вытеканию краски из нижней части емкости 22, если используется принцип сообщающихся сосудов, тогда одновременно переливная труба 26 передает некоторое количество краски таким образом, что она переливается из емкости в поднятом положении в сборную емкость 28 (это показано справа на фиг.2). Если используется насос (или применяются несколько насосов при условии соответствия размеру установки), насос непрерывно подает краску через шарнирное соединение, тогда как всасывающий насос применяется для устранения протекания какого-либо количества краски через шарнирное соединение. Две системы, сообщающиеся сосуды и насос могут надлежащим образом комбинироваться, если это окажется уместным.
Затем бутылки с покрытием передаются ко второму колесу 20.2 или карусельному устройству (см. боковое сечение, показанное на фиг.6), при этом защитное устройство 32 располагается вокруг каждой из бутылок В, и бутылки быстро вращаются вокруг их оси. После этого вращение, подобное волчку, прекращается, и бутылки отходят от второго карусельного устройства.
На фиг.3 показана цепь 101, перемещающаяся в направлении стрелки; в положении 21 цепь изгибается вокруг продольной оси, тогда как направление ее передвижения изменяется сначала вертикально (в случае направления D), а затем повторно горизонтально (в случае направления D') таким образом, что захватные устройства 102 поворачиваются для размещения бутылок В в горизонтальном положении. Затем бутылки располагаются в печи 50 для сушки и/или подсушивания с целью обработки смолы первого слоя краски.
На фиг.4 показан детализированный вид звена 101' цепи 101, состоящего из деталей 101'.1 и 101'.2, шарнирно соединенных друг с другом на оси А1'; звено 101' соединено со смежными звеньями вокруг осей А2 и A3, которые параллельны друг другу и перпендикулярны оси А1. Таким способом это соединение может быть изогнуто для того, чтобы позволять бутылкам поворачиваться из вертикального положения в их горизонтальное положение и наоборот, как это описано выше. Захватное устройство 102, несущее бутылку В, установлено на оси A3.
На фиг.5 в детализированном виде показано захватное устройство 102, содержащее штифт 102.1, который соединяется со звеном 101', выступ 102.2, который вставляется в горлышко бутылки (не показано), и приемлемо работающее средство 102.3 для удержания горлышка бутылки вокруг выступа 102.2.




Изобретение относится к способу и установке для нанесения покрытия на контейнеры. Способ нанесения одного или большего количества слоев защитной смолы на наружную поверхность контейнеров, в частности бутылок, заключается в направлении контейнеров к установке для нанесения покрытия, конвейерной транспортировке бутылок через участок установки для нанесения покрытия, в котором контейнеры погружают в раствор для нанесения покрытия, удалении указанных бутылок из указанного раствора, удалении какого-либо избыточного покрытия с наружной поверхности указанных бутылок, удалении растворителя раствора из покрытия, отверждении и подсушивании смолы покрытия. Установка для нанесения покрытия содержит единое устройство для конвейерной транспортировки бутылок или контейнеров через установку, устройство для нанесения покрытия, расположенное после участка захвата бутылок, устройства для вращения подобно волчку указанных бутылок, устройства для вращения захватных устройств, устройства для сушки краски и устройства для подсушивания смолы, содержащейся в краске. Достигается улучшение непроницаемости бутылки от воздуха и защита наружной поверхности бутылки от повреждения. 2 н. и 18 з.п. ф-лы, 6 ил.
использование единой цепи для передачи бутылок и конвейерной их транспортировки через установку для нанесения покрытия;
крепление бутылок к указанной цепи с помощью захватных механизмов, как только бутылки входят в установку для нанесения покрытия;
перемещение указанных бутылок при удерживании в вертикальном положении с помощью захватных устройств указанной цепи на участок для нанесения покрытия, содержащий множество емкостей, содержащих раствор для нанесения покрытия, причем указанные емкости могут перемещаться в соответствии с направлением подачи цепи и последовательно сначала вверх для того, чтобы содержать несколько бутылок в положении одновременного погружения в раствор для нанесения покрытия, а затем вниз для того, чтобы удалять бутылки из раствора для нанесения покрытия;
размещение вокруг бутылок, удаленных из раствора для нанесения покрытия, защитного ограждения, и затем вращение бутылок для того, чтобы устранить избыточную краску;
поворот бутылок в горизонтальное положение;
медленное вращение бутылок вокруг их оси для того, чтобы получать покрытие из краски с одинаковой толщиной;
направление бутылок на конкретные участки установки для сушки покрытия с последующим подсушиванием.
(I) единое устройство для конвейерной транспортировки бутылок или контейнеров через установку; этот конвейер оборудован цепью и равномерно распределенными захватными устройствами, которые захватывают бутылки на участке загрузки и способны поворачиваться в плоскости, перпендикулярной направлению подачи устройства для конвейерной транспортировки для того, чтобы размещать и переводить указанные бутылки или контейнеры из их вертикального положения в горизонтальное;
(II) установку для нанесения покрытия, расположенную после участка захвата бутылок и содержащую множество емкостей, заполненных краской, размещенных под колесом или вращающимся барабаном, вокруг которого навивается указанное устройство для конвейерной транспортировки бутылок для того, чтобы изменять направление подачи, при этом перемещение указанных емкостей синхронизировано с перемещением указанного колеса или барабана, а также осуществляется передвижение вверх или вниз таким образом, что несколько бутылок могут погружаться в каждую емкость или удаляться из нее;
(III) устройства, пригодные для вращения подобно волчку указанных бутылок в течение предопределенного количества времени, и устройства, пригодные для окружения каждой бутылки защитным ограждением;
(IV) устройства, пригодные для вращения указанных захватных устройств в плоскости, перпендикулярной направлению подачи для того, чтобы размещать и переводить бутылки из их вертикального положения в горизонтальное положение;
(V) устройства для сушки краски и устройства для подсушивания смолы, содержащейся в краске.
(I) участок загрузки, который бутылки достигают после транспортировки конвейером, где бутылки загружаются вертикально на средство для транспортировки;
(II) участок для нанесения покрытия, где на бутылки наносят покрытие посредством погружения, а затем вращают подобно волчку для удаления избыточной краски;
(III) участок, на котором бутылки размещены в горизонтальном положении;
(IV) участок для сушки неподвижной краски на бутылках, на котором полностью удаляется остаточный растворитель;
(V) участок для подсушивания смолы, содержащейся в краске, после которого размещен первый участок для перевода бутылок из горизонтального положения в вертикальное положение.
| Воздушная линия электропередачи | 1980 |
|
SU936147A1 |
| US 5658619 A1, 19.08.1997 | |||
| Способ нанесения консервирующих покрытий на изделия и установка для его осуществления | 1989 |
|
SU1808412A1 |
| Устройство для съема изделий с подвесного конвейера, вертикального их перемещения, например, для окунания в окрасочные ванны и последующей навески на конвейер | 1954 |
|
SU101487A1 |
| Способ нанесения консервирующих покрытий на изделия и подвеска для его осуществления | 1976 |
|
SU614827A1 |
| US 3734765 A1, 22.05.1973. | |||

