Изобретение относится к области машиностроения, в частности, к технологии консервации готовых металлических изделий, содержащих глубокие глухие отверстия, например, металлических оправок, широко распространенных в станкоинструментальном производстве.
Цель изобретений по предлагаемым способу и установке для осуществления способа состоит в повышении качества и равномерности покрытия внутренней поверхности глубоких глухих отверстий изделий.
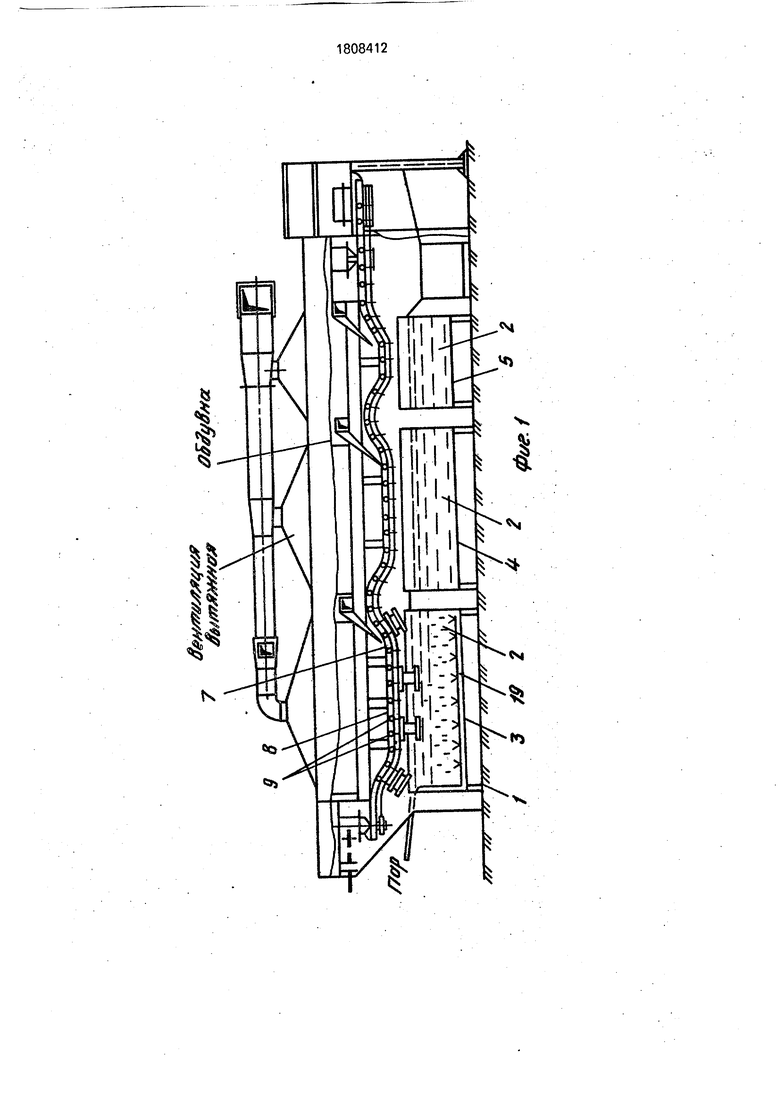
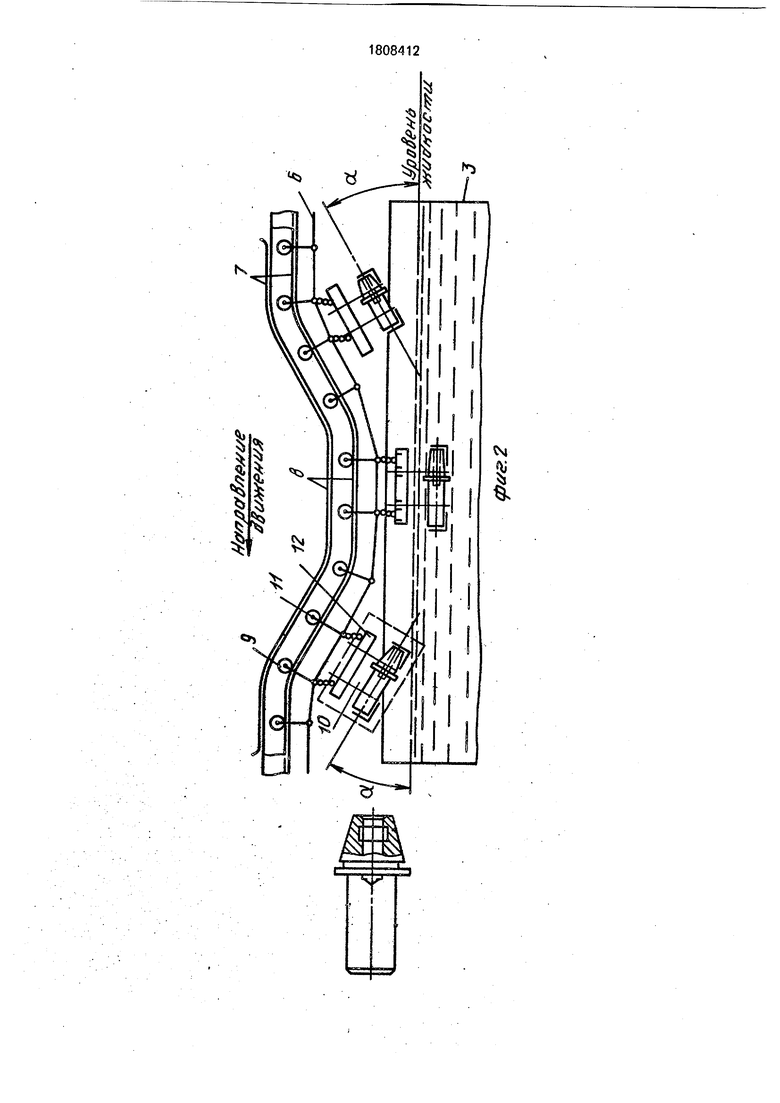
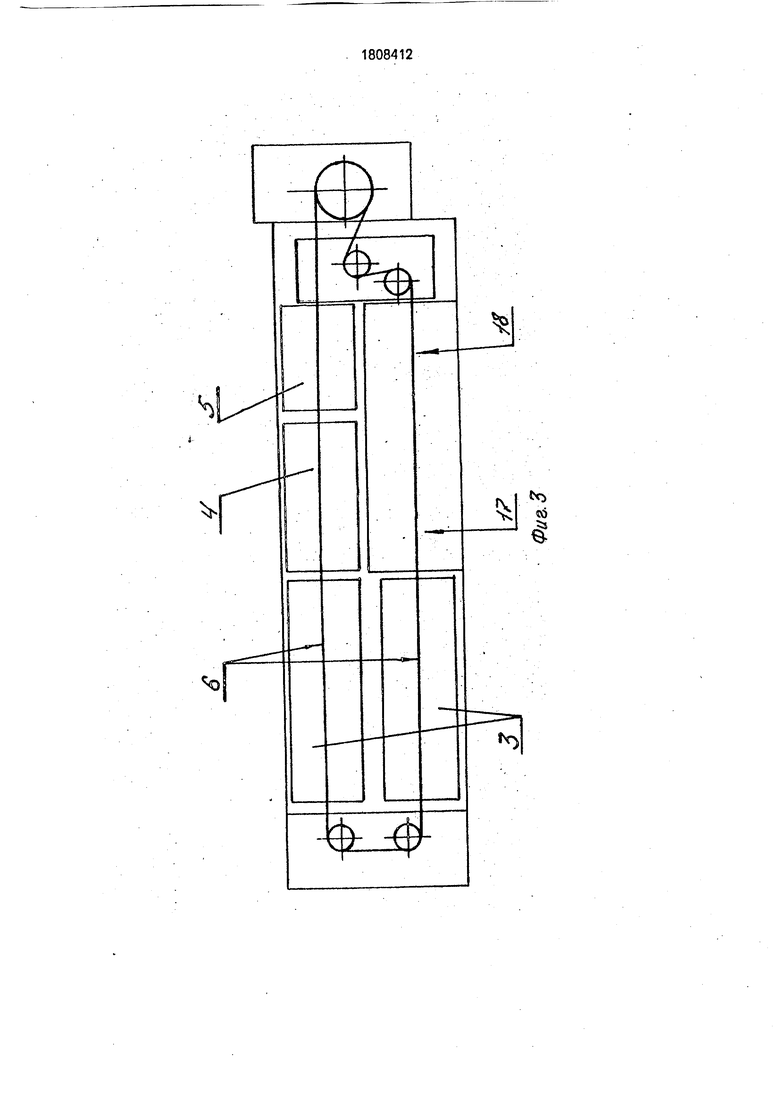
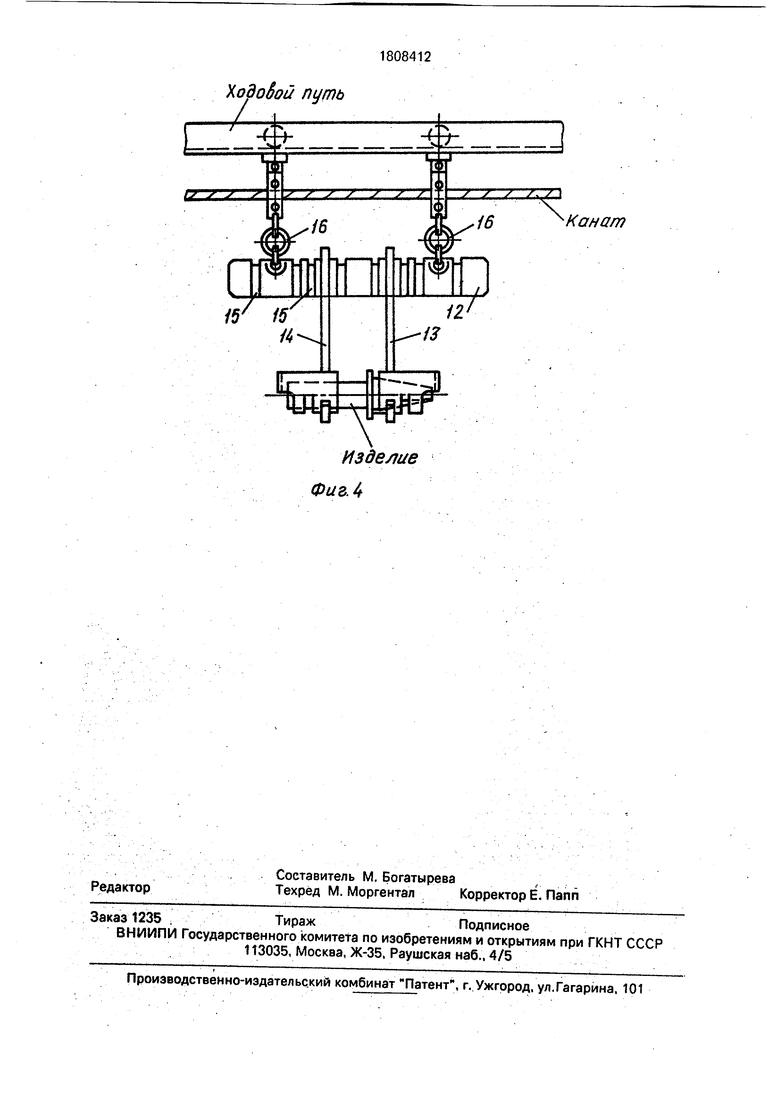
На фиг.1 изображена конструкция установки; на фиг.2 - схематическое изображение установки; на фиг.З - расположение ванн с обрабатывающими жидкостями по трассе транспортера; на фиг.4 - конструкция подвесок.
Предлагаемая установка содержит: основание 1, заполненные обрабатывающими жидкостями 2, ванны 3, 4, 5, транспортер б, выполненный в виде направляющих с участком прогиба 8 над ваннами для опускания изделий, средство перемещения 9 изделий в виде двух роликов, взаимодействующих с направляющими 7 и средство удержания изделий с подвесками 10, связанными с осями 11 этих роликов. Средство удержания изделий с подвесками 10 выполнено в виде гребенки 12 и двух крюков 13 и 14, взаимодействующих с пазами 15 гребенки 12, которые предназначены для расширения типоразмеров изделий, подвешиваемых на крюках 13, 14. Подвески 10 со стороны гребенки 12 снабжены гибкими элементами 16, выполненными в йиде цепей, благодаря чему подвеска 10 с изделием легко проходит через участок поворота транспортера 6, на котором уменьшается расстояние между осями 11 роликов средства перемещения 9, а также позволяет подвеске 10 с установленным на ней изделием полностью, повторять наклон участков прогиба 8 направляющих 7. Для загрузки и выгрузки изделий установка содержит зону загрузки 17 и зону выгрузки 18. На фиг.2 обозначен острый угол а, под которым изделие окунается в консервирующий состав, а стрелкой на этой же фигуре обозначено направление движения изделий, Для интенсификации очистки изделий ванна 3 снабжена паровым барботером 19, а ванны с консервантами 4 и 5 - нагревателями (на чертежах не показаны). Для повышения по- жаробезопасности при работе с установкой она снабжена средством аварийного слива горючих жидкостей из ванн 3,4,5 в подземные резервуары (на чертежах не представ- лены). Кроме того, для улучшения санитарно-гигиенических условий труда ни установке, она снабжена средствами вытяжной принудительной вентиляции.
П р и м е р 1. Предлагаемый способ нанесения консервирующих покрытий на изделия реализуется на предлагаемой уста новке для его осуществления. Реализация способа осуществляется автоматически при работе установки. .
Работа установки сводится к следующему.
Перед началом работы ванны 3, 4, 5 заполняют до заданной отметки рабочими жидкостями 2. Ванны 3 заполняют уайт-спиритом, ванну 4 - веретенным (индустриальным) маслом, ванну 5 - консервантом типа К-17. Затем в ваннах 4 и 5 включают нагреватели (подают водяной пар) и температуру жидкости доводят до +60°С, выдерживают
при этой температуре жидкость в течение 30 минут, после чего в ваннах 3 включают газовые барботеры 19 и привод транспортера 6, скорость движения которого устанавливают такой, что один полный оборот он совершает за 20 мин.
В зоне загрузки 17 на крюки 13 и 14 подвески 10 устанавливают изделие в горизонтальном положении, ориентируя его
глухим отверстием в сторону, противоположную ходу движения транспортера 6. При этом, не останавливая транспортера 6, на крюки .13,14 каждой подвески 10 по мере их вхождения в зону загрузки 17 устанавливают по одному изделию. Первое изделие, дойдя до первого прогиба 8 направляющих 7, переходит на прогибе 8 из горизонтального положения в наклонное под острым углом а , полностью повторяя наклон прогиба. Далее, опускаясь вниз в этом наклонном положении оно окунается в моющую жидкость первой ванны 3 под острым углом к ее поверхности и постепенно плавно погружается в жидкость. При погружении хвостовой части изделия, в которой находится глубокое глухое отверстие, благодаря заданному наклону изделий атмосферный воздух по мере заполнения отверстия жидкостью свободно выходит из отверстия, что
позволяет жидкости беспрепятственно заполнить отверстие и обеспечить промывку (очистку) его внутренней поверхности. При переходе подвески 10 на впадину (горизонтальную часть) прогиба 8 направляющих 7
изделие переходит из наклонного положения в горизонтальное, что способствует остаткам атмосферного воздуха выйти из глухого отверстия, а последнему полностью заполниться жидкостью. После прохода
впадины прогиба 8 подвеска 10с изделием снова переходит в наклонное положение, поднимается вверх и постепенно выходит из жидкости под тем же углом а к ее поверхности. В этом случае, благодаря наклонному положению изделия под острым углом к поверхности жидкости, по мере подъема изделия вверх и выхода глухого отверстия из жидкости, последняя беспрепятственно вытекает из отверстия и позволяет атмосферному воздуху свободнб заполнить отверстие. При этом стенки внутренней поверхности глухого отверстия окажутся равномерно без пропусков смоченными жидкостью.
Аналогичным образом изделие по ходу технологического процесса последовательно пройдет через вторую ванну 3 с моющей жидкостью, а затем и через ванну 4 с веретенным маслом и через ванну 5 с консервантом типа К-17. В результате поверхность изделия, в том числе и внутренняя поверхность глубокого глухого отверстия окажется качественно и равномерно покрытой консервантом.
Благодаря выполнению подвески 10, при транспортировании изделия вдоль ванн 3,4, 5, изделие повторяет угол наклона участков прогиба 8 направляющих 7 и таким образом автоматически выполняет основные операции способа.
При выходе первого изделия из консерванта К-17 (из ванны 5) оно продолжает движение в горизонтальном положении по воздуху до зоны выгрузки 18, благодаря чему лишний консервант стекает с изделия и из отверстия на поддон, На этом нанесении консервирующего покрытия на первое изделие заканчивается, его снимают в зоне выгрузки 18 и направляют на упаковку.
Пример 2. В ваннах- 4 и 5 включают нагреватели и температуру жидкости доводят до +80°С, дают выдержку.при этой температуре в течение 30 минут. Далее выполняют способ аналогично примеру 1, По примеру 2 осуществляют покрытие консервирующим составом изделия более ответственного назначения.
Оптимальный угол наклона изделия при окунании его в жидкость выбирают в зависимости от глубины и диаметра глухого отверстия. Из этих же соображений выбирают и время полного цикла обработки изделий, который соответствует одному обороту транспортера,
Ф о р м у л а и з о б р е т е н и я 1. Способ нанесения консервирующих покрытий на изделия, заключающийся в установке изделия на подвеске, передвигающейся на конвейере, очистке изделий, окунании изделий и обработке их в процессе передвижения в консервирующем составе с последующим извлечением изделия из консервирующего состава и снятия изделия с подвески, отличающийся тем, что, с целью повышения качества и равномерности покрытия внутренней поверхности глубоких, глухих отверстий, окунание изделия в консервирующий состав проводят под острым углом к поверхности состава, располагая их глухими отверстиями в сторону,
противоположную ходу движения, после полного погружения изделия одновременно с перемещением его плавно переводят сначала в горизонтальное, а затем в наклонное положение той же стороной вперед навстречу ходу движения и извлечение изделия из консервирующего состава осуществляют под острым углом, причем обработку в консервирующем составе проводят в два этапа: сначала в веретенном масле, а
затем-в ингибированком масле марки К-17 на основе окисленного петролатума.
2. Установка для нанесения консервирующих покрытий на изделия, содержащая ванны с обрабатывающими жидкостями,
транспортер, выполненный в виде направляющих с участком прогиба над ваннами для опускания изделий, средство перемещения изделий в виде двух роликов, взаимодействующих с направляющими, и средство
удержания изделий с подвесками, связанными с осями этих роликов, отличающаяся тем, что, с целью повышения качества покрытия изделий с глубокими глухими отверстиями, средство удержания изделий
выполнено в виде гребенки и двух крюков S-образной формы, взаимодействующих с пазами гребенки, а подвески со стороны гребенки снабжены гибкими элементами.
3. Установка по п.2, отличающаяся тем, что, с целью экономии производственной площади, ванны с обрабатывающими жидкостями установлены в два ряда.
4. Установка по п.З, отличающаяся тем, что занны с. консервирующей жидко- стью снабжены нагревателями.
5. Установка по п.4, отличающаяся тем, что гибкие элементы выполнены в виде цепей.
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛА ОКУНАНИЕМ И СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛА | 1998 |
|
RU2196717C2 |
| Установка для нанесения многослойных покрытий на мелкие изделия насыпью | 1981 |
|
SU1031531A1 |
| Способ очистки от снега и наледи ходовой части и подвагонного оборудования железнодорожных вагонов окунанием | 2019 |
|
RU2712357C1 |
| Способ нанесения консервирующих покрытий на изделия и подвеска для его осуществления | 1976 |
|
SU614827A1 |
| Установка для нанесения покрытия на изделия методом окунания | 1983 |
|
SU1178501A1 |
| Установка для нанесения покрытий на изделия | 1976 |
|
SU698521A3 |
| Подвеска для крепления изделий на конвейере | 1986 |
|
SU1386318A1 |
| Устройство для мойки и консервации полых цилиндрических изделий | 1988 |
|
SU1600863A1 |
| Установка для нанесения покрытия на изделия методом окунания | 1986 |
|
SU1431858A1 |
| Подвеска для деталей,окрашиваемых способом электроосаждения | 1973 |
|
SU466915A1 |
Использование: в машиностроении при консервации готовых металлических изделий, содержащих глухие отверстия для повышения качества и равномерности покрытия внутренней поверхности отверстий. Сущность изобретения: при нанесении консервирующих покрытий на изделия их устанавливают на подвеске, передвигающейся на конвейере, очищают изделия, окунают изделия и обрабатывают их в процессе передвижения в консервирующем составе с последующим извлечением изделия сервирующего состава и снимают изделия с подвески, где окунание изделия в консервирующий состав проводят под острым углом к поверхности состава, располагая их глухими отверстиями в сторону, противоположную ходу движения, после полного погружения изделия одновременно с перемещением его плавно переводят сначала в горизонтальное, а затем в наклонное положение той же стороной вперед навстречу ходу движения, и извлечение изделия из консервирующего состава осуществляют под острым углом, причем обработку в консервирующем составе проводят в два этапа: сначала в веретенном масле, а затем - в ингибированном масле марки К-17 на основе окисленного петролатума. Средство /держания изделий выполнено в виде гребенки и двух крюков S-образной формы, взаимодействующих с пазами гребенки. Подвески со стороны гребенки снабжены гибкими элементами в виде цепей. Ванны с обрабатывающей жидкостью установлены в два ряда и снабжены нагревателями. 4 з.п. ф-лы, 4 ил. ел С о о 4 ««А го
| Способ нанесения каталитического покрытия на внутреннюю поверхность трубы и устройство для его осуществления | 1981 |
|
SU1066456A3 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ очистки полых изделий | 1979 |
|
SU825204A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Вибратор | 1976 |
|
SU614828A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для нанесения покрытия на изделия | 1984 |
|
SU1171121A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
