Изобретение относится к области станкостроения и может быть использовано в конструкции металлорежущих станков.
Известен способ определения момента касания инструмента с деталью (авт. свид. СССР № 423618, МПК В24В 49/10, 1974 г.), основанный на фиксировании изменения амплитудных колебаний, возникающих в момент касания инструмента с деталью.
Недостатком этого способа состоит в том, что с его реализацией невозможно точно фиксировать изменение амплитудных колебаний, возникающих в момент касания инструмента с деталью, а также определить величину нагрузки шлифовального круга в процессе обработки детали. Для качественной точной настройки генератора механических колебаний на частоту, лежащую вне спектра станка, необходимо знать частоту собственных колебаний станка, которая у каждого станка своя. Спектр колебаний станка может быть очень широк. Это сужает технические возможности данного метода. Кроме того, в момент касания наивысших выступов микропрофиля поверхностей как детали, так и инструмента невозможно измерить амплитуду колебаний из-за инерционности всей колебательной системы, что не обеспечивает точность определения момента касания инструмента с деталью. А это особенно важно при обработке деталей, восстановленных газотермическим напылением (плазменным, газопламенным, электродуговым и др.). Напыленные покрытия обладают недостаточной адгезионной прочностью и чувствительны к пиковым напряжениям, возникающих при контакте со шлифовальным кругом, которые могут возникнуть в момент касания инструмента с деталью, а при больших нагрузках в процессе обработки возможно отслоение восстановленного слоя.
Технический результат по предлагаемому способу направлен на обеспечение качества поверхности газотермических покрытий при шлифовании путем повышения точности определения момента касания инструмента с деталью и величины нагрузки в процессе обработки детали шлифовальным кругом.
Технический результат достигается тем, что при способе определения момента касания шлифовального круга с деталью путем фиксирования механических колебаний в момент их касания осуществляют фиксирование механических колебаний, а также контроль величины нагрузки шлифовального круга в процессе обработки детали, восстановленной газотермическим напылением, для чего используют акселерометр с пьезоэлектрическим датчиком механических колебаний, имеющий равномерность частотной характеристики в диапазоне от 50 Гц до 20 кГц и чувствительность 8 мВ/g, и усилительное устройство с установленной экспериментально величиной порога его срабатывания в момент касания шлифовального круга с деталью, равной 30-35 мВ/g.
На фиг.1 показана схема предлагаемого способа.
Шлифовальный круг 1 и обрабатываемую деталь 2 приводят во вращательное движение. Подводят инструмент к детали. В момент касания инструмента с деталью возникают механические колебания, фиксируемые датчиком механических колебаний (акселерометром) 3. Снимаемый сигнал преобразуется в электрический, который затем проходит через усилительное устройство 4 и выводится на индикатор 5. Для исключения фиксации индикатором собственных колебаний станка на холостом ходу устанавливается порог срабатывания усилительного устройства в момент соприкосновении инструмента с деталью. Порог срабатывания определен экспериментальным путем и равен от 30 мВ/g до 35 м В/g.
По мере увеличения нагрузки на деталь в процессе обработки сигнал будет возрастать. Тем самым можно определить не только момент касания инструмента, но и нагрузку на обрабатываемую деталь.
Предмет реализации способа.
Предлагаемый способ был реализован в лаборатории кафедры ремонта AT Военного автомобильного института, г.Рязань.
Для определения момента касания инструмента с деталью и величину нагрузки шлифовального круга в процессе обработки использовали первичный вал коробки передач автомобиля ЗИЛ-131, восстановленный плазменным напылением, и шлифовальный станок ЗА423.
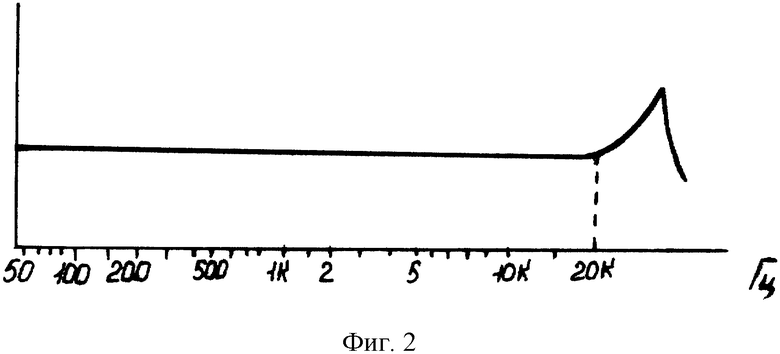
Предлагаемый способ, основанный на фиксировании механических колебаний акселерометром, работа которого базируется на применении пьезоэлектрического материала, с предусилителем с фиксированным коэффициентом усиления, значительно облегчает настройку и калибровку измерительного устройства. Применение акселерометра обуславливается большой чувствительностью датчика от 8 мВ/g, а достоверность результатов гарантирована равномерностью частотной характеристикой от 50 Гц до 20 кГц (фиг.2). Для исключения фиксации индикатором собственных колебаний станка на холостом ходу установлен порог срабатывания усилительного устройства, который определен экспериментально и равен от 30 мВ/g до 35 мВ/g. Результатом реализации предлагаемого способа является точное определение момента касания инструмента с деталью, а также измерение величины нагрузки шлифовального круга в процессе обработки детали. Кроме этого, уменьшается время, затрачиваемое при подготовке к работе используемой системы, исключаются какие-либо вычисления и обработка данных.
Предлагаемый способ является перспективным для использования при обработке деталей, восстановленных газотермическим напылением, так как покрытия чувствительны к прижогам, которые возникают в момент касания инструмента детали, а также при больших нагрузках в процессе обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА КАСАНИЯ ИНСТРУМЕНТА С ДЕТАЛЬЮ | 2003 |
|
RU2323815C2 |
| СПОСОБ ДИАГНОСТИКИ ШПИНДЕЛЬНОГО УЗЛА | 2012 |
|
RU2548538C2 |
| Устройство для определения момента касания детали режущим инструментом | 1982 |
|
SU1077768A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА КАСАНИЯ ДЕТАЛИ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1990 |
|
RU2012481C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ДЕТАЛИ С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2442841C2 |
| Шлифовальный станок | 1983 |
|
SU1114525A1 |
| УСТАНОВКА ДЛЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ГАЗОТЕРМИЧЕСКИМ НАПЫЛЕНИЕМ | 1999 |
|
RU2175360C2 |
| Способ контроля правки шлифовального круга алмазом | 1985 |
|
SU1355468A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА КАСАНИЯ ИНСТРУМЕНТА С ДЕТАЛЬЮ,гЯ;К| f;:--^' rrjrnn •T-UU..!, 'j .i,.<,'i.r? *' >&bo | 1972 |
|
SU423618A1 |
| Способ повышения точности и производительности круглого наружного шлифования | 2015 |
|
RU2621495C1 |
Изобретение относится к области машиностроения и может быть использовано при обработке деталей, восстановленных газотермическим напылением. Определяют момент касания шлифовального круга с деталью путем фиксирования механических колебаний в момент их касания. Осуществляют контроль величины нагрузки шлифовального круга в процессе обработки. Для выполнения упомянутых действий используют акселерометр с пьезоэлектрическим датчиком механических колебаний и усилительное устройство. Акселерометр имеет равномерность частотной характеристики в диапазоне от 50 Гц до 20 кГц и чувствительность 8 мВ/g. Порог срабатывания усилительного устройства в момент касания шлифовального круга с деталью составляет 30-35 мВ/g. В результате повышается точность определения указанных параметров, а также качество поверхностей газотермических покрытий при их шлифовании. 2 ил.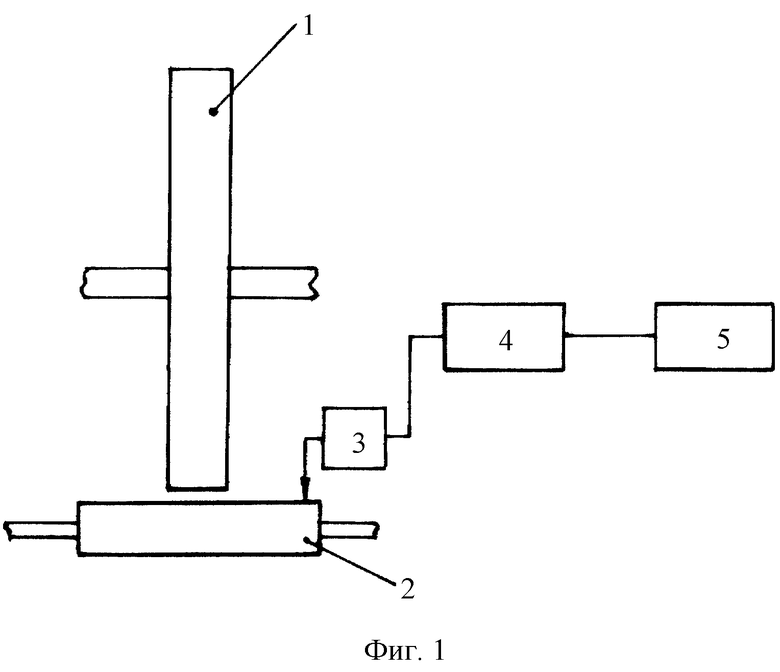
Способ определения момента касания шлифовального круга с деталью путем фиксирования механических колебаний в момент их касания, отличающийся тем, что осуществляют фиксирование механических колебаний, а также контроль величины нагрузки шлифовального круга в процессе обработки детали, восстановленной газотермическим напылением, для чего используют акселерометр с пьезоэлектрическим датчиком механических колебаний, имеющий равномерность частотной характеристики в диапазоне от 50 до 20 кГц и чувствительность 8 мВ/g, и усилительное устройство с установленной экспериментально величиной порога его срабатывания в момент касания шлифовального круга с деталью, равной 30-35 мВ/g.
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА КАСАНИЯ ИНСТРУМЕНТА С ДЕТАЛЬЮ,гЯ;К| f;:--^' rrjrnn •T-UU..!, 'j .i,.<,'i.r? *' >&bo | 1972 |
|
SU423618A1 |
| Способ определения момента касания инструмента с деталью | 1975 |
|
SU569442A1 |
| Устройство для определения момента касания детали режущим инструментом | 1982 |
|
SU1077768A1 |
| УНИВЕРСАЛЬНОЕ ТРАНСПОРТНОЕ СРЕДСТВО | 1992 |
|
RU2062718C1 |

