Изобретение относится к абразивной обработке и может быть использовано в системах управления устройствами для правки круга шлифовальных станков.
Цель изобретения - повышение качества шлифования, а также стойкости круга и алмаза путем исключения из сигнала вибродатчика шумового фона и помех и формирования однозначных дискретных сигналов или команд для управления циклом работы станка.
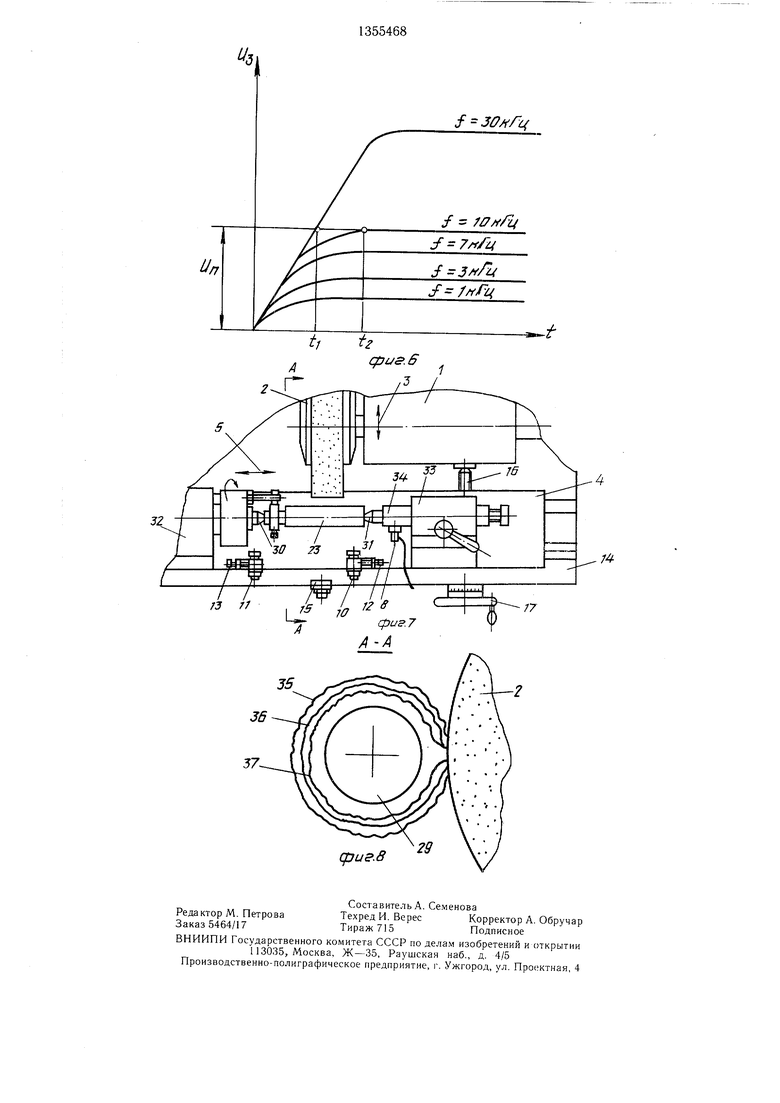
На фиг. 1 показан способ контроля правки прямолинейной образуюшей круга на универсальном круглошлифовальном станке; на фиг. 2 - блок-схема контроля правки круга; на фиг. 3 - электрические сигналы блок-схемы при начальной стадии правки; на фиг. 4 - то же, при промежуточной стадии правки; на фиг. 5 - то же, в момент окончания правки; на фиг. 6 - вре- меуная диаграмма выходного сигнала интегратора при различных частотах сигнала вибродатчика; на фиг. 7 - способ контроля процесса шлифования; на фиг. 8 - сечение А-А на фиг. 7.
Шлифовальная бабка 1 (фиг. 1),несуш.ая шлифовальный круг 2, подвижна в направлении стрелок 3 (подача на правку). Стол 4, подвижный вдоль образующей круга 2 (стрелки 5) несет держатель 6 с правящим инструментом (алмазом) 7, а также вибродатчик 8, воспринимающий колебания алмаза 7. Для регулировки положения алмаза предусмотрен винт с маховичком 9. Стол 4 несет также датчики 10 и 11 блокировки с винтами 12 и 13 настройки их положения, взаимодействующие с установленным на станине 14 флажком 15. Элементы 10- 15 блокируют выходной сигнал при выходах алмаза 7 за пределы участка правки, что исключает ложные команды в концах хода. Подача шлифовальной бабки 1 на алмаз 7 обеспечена винтом 16 с маховиком 17.
Правку круга 2 ведут путем подвода шлифовальной бабки 1 винтом 16 до касания алмаза 7 к кругу 2 и дополнительно на глубину правки и прохода алмазом вдоль профиля круга, обеспечиваемого движением стола 4. Во время правки вибродатчик 8 выдает сигнал, который при наличии на круге 2 дефектов типа выемки 18 прерывается.
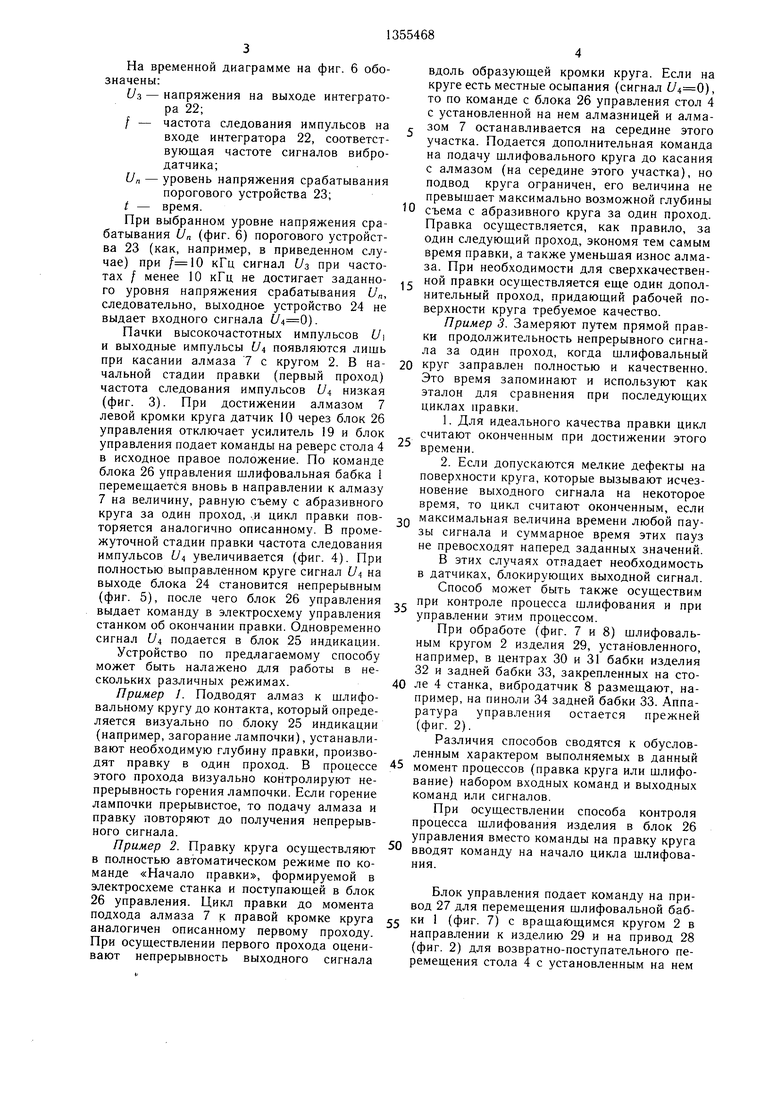
На блок-схеме контроля правки круга (фиг. 2) показаны связанные с датчиками 8,10 и 11 усилитель 19, блок 20, преобразующий усиленный сигнал вибродатчика в прямоугольные импульсы одинаковой амплитуды, регулятор 21 длительности импульсов, формирующий импульсы одинаковой (регулируемой) длительности; интегратор 22, преобразующий последовательность импульсов в уровень напряжения, зависящий от длительности импульсов, пауз между ними и их количества за заданный интервал времени;
0
5
0
5
0
5
0
5
0
5
пороговое устройство 23, срабатывающее при повышении уровня напряжения на его входе до величины порога срабатывания; выходное устройство (блок) 24, блок 25 визуальной или акустической индикации, позволяющий оценивать работу системы; блок 26 управления приводами, привод 27 поперечного перемещения шлифовальной бабки и привод 28 продольного перемещения стола.
Сигнал на выходе блока 24 появляется только тогда, когда частота сигнала вибродатчика 8, а значит и частота следования прямоугольных импульсов на входе интегратора 22 достигнет частоты настройки, задаваемой с помощью регулятора 21 длительности импульсов, т. е. когда из сигнала вибродатчика отфильтрованы низкие частоты до 10-30 кГц, чем исключаются помехи (шум), связанные с вибрациями станка, обусловленными работой его узлов. Это достигается за счет того, что при выбранной длительности прямоугольных импульсов на входе интегратора 22 напряжение на его выходе определяется частотой следования импульсов и их количеством (5-10).
Способ осуществляется следующим образом.
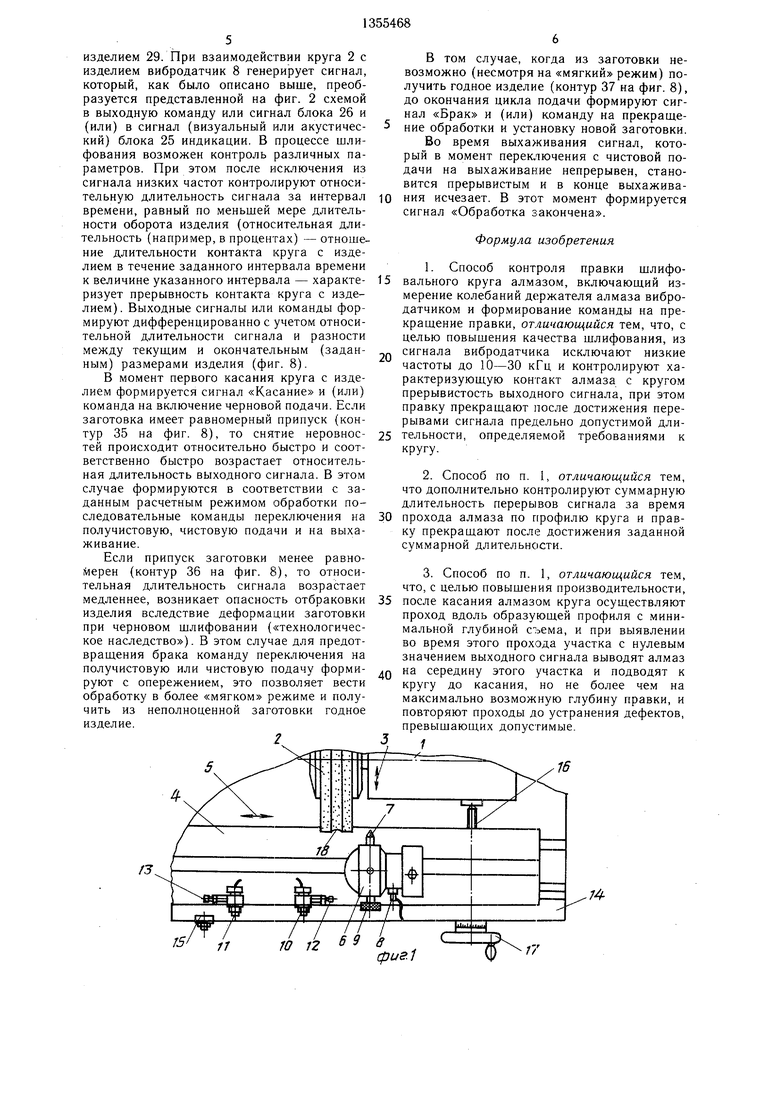
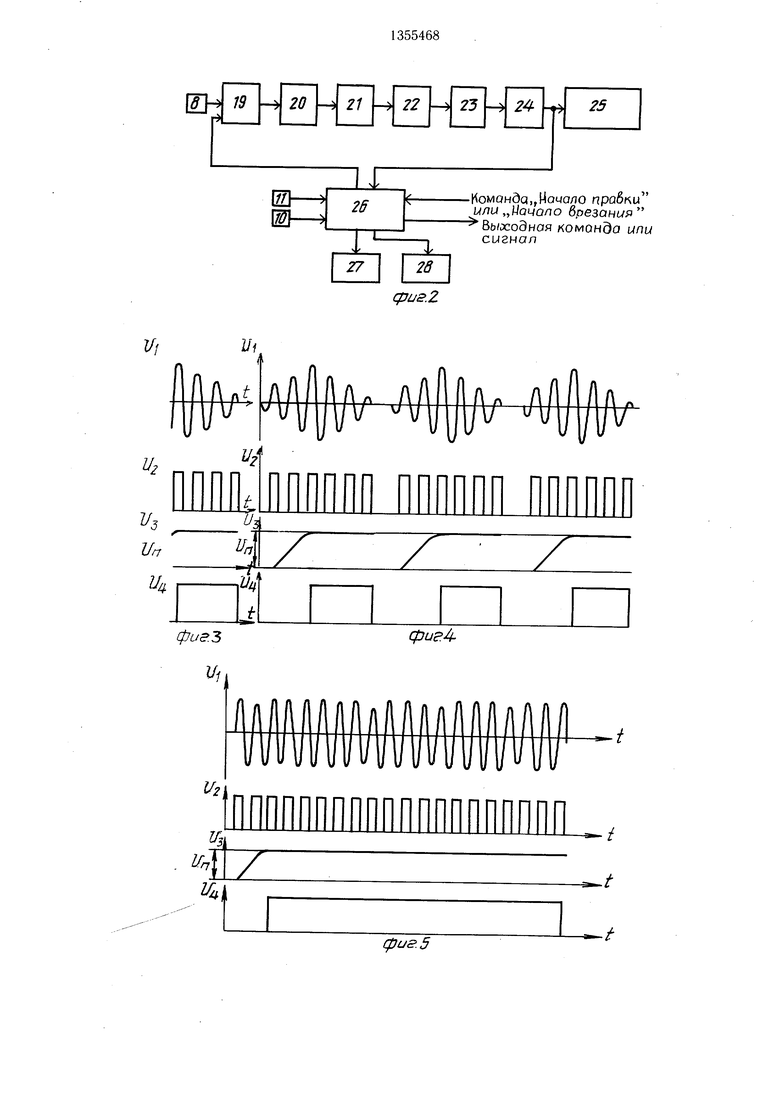
От электросхемы станка в блок 26 управления поступает команда на начало,правки круга. Блок управления подает команду на привод 27 для перемещения шлифовальной бабки 1 с фащающимся кругом 2 в направлении алмаза 7 на величину, равную съему с абразивного круга за один проход. Затем блок 26 управления подает команду на привод 28 для перемещения стола 4 с установленной на нем алмазницей с алмазом 7 вдоль образующей круга 2 (например, справа налево). После достижения алмазом 7 правой кромки круга 2 срабатывает датчик 11, который через блок 26 управления включает усилитель 19. Сигнал вибродатчика U после усиления в блоке 19 преобразуется в блоке 20 в прямоугольные однополярные импульсы,ограничивается по амплитуде и поступает на вход регулятора 21 длительности импульсов, с выхода которого импульсы t/2 поступают на вход интегратора 22. Выходное напряжение f/з интегратора 22 нарастает до величины напряжения срабатывания (/„ порогового устройства 23, которое включает выходное устройство 24, на выходе которого формируются импульсы t/4 (фиг. 3-5).
На временных диаграммах на фиг. 3-5 обозначены:
и - выходной электрический сигнал с вибродатчика 8;
/2 - выходной сигнал с регулятора 21 длительности .импульсов;
б з - выходной сигнал с интегратора 22;
U - сигнал с выходного устройства 24;
Un - уровень напряжения срабатывания порогового устройства 23;
t - время.
На временной диаграмме на фиг. 6 обозначены:
(Уз - напряжения на выходе интегратора 22;
/ - частота следования импульсов на входе интегратора 22, соответствующая частоте сигналов вибродатчика;
LJn - уровень напряжения срабатывания порогового устройства 23;
/ - время.
При выбранном уровне напряжения срабатывания Un (фиг. 6) порогового устройства 23 (как, например, в приведенном случае) при кГц сигнал Из при частотах / менее 10 кГц не достигает заданного уровня напряжения срабатывания U, следовательно, выходное устройство 24 не выдает входного сигнала ).
Пачки высокочастотных импульсов U и выходные импульсы t/4 появляются лишь при касании алмаза 7 с кругом 2. В начальной стадии правки (первый проход) частота следования импульсов U низкая (фиг. 3). При достижении алмазом 7 левой кромки круга датчик 10 через блок 26 управления отключает усилитель 19 и блок управления подает команды на реверс стола 4 в исходное правое положение. По команде блока 26 управления шлифовальная бабка 1 перемещается вновь в направлении к алмазу 7 на величину, равную съему с абразивного круга за один проход, .,и цикл правки повторяется аналогично описанному. В промежуточной стадии правки частота следования импульсов L/4 увеличивается (фиг. 4). При полностью выправленном круге сигнал U на выходе блока 24 становится непрерывным (фиг. 5), после чего блок 26 управления выдает команду в электросхему управления станком об окончании правки. Одновременно сигнал (/4 подается в блок 25 индикации.
Устройство по предлагаемому способу может быть налажено для работы в нескольких различных режимах.
Пример 1. Подводят алмаз к шлифовальному кругу до контакта, который определяется визуально по блоку 25 индикации (например,загорание лампочки), устанавливают необходимую глубину правки, производят правку в один проход. В процессе этого прохода визуально контролируют непрерывность горения лампочки. Если горение лампочки прерывистое, то подачу алмаза и правку повторяют до получения непрерывного сигнала.
Пример 2. Правку круга осуществляют в полностью автоматическом режиме по команде «Начало правки, формируемой в электросхеме станка и поступающей в блок 26 управления. Цикл правки до момента подхода алмаза 7 к правой кромке круга аналогичен описанному первому проходу. При осуществлении первого прохода оценивают непрерывность выходного сигнала
вдоль образующей кромки круга. Если на круге есть местные осыпания (сигнал ), то по команде с блока 26 управления стол 4 с установленной на нем алмазницей и алмаг зом 7 останавливается на середине этого участка. Подается дополнительная команда на подачу щлифовального круга до касания с алмазом (на середине этого участка), но подвод круга ограничен, его величина не превышает максимально возможной глубины
0 съема с абразивного круга за один проход. Правка осуществляется, как правило, за один следующий проход, экономя тем самым время правки, а также уменьщая износ алмаза. При необходимости для сверхкачественг ной правки осуществляется еще один дополнительный проход, придающий рабочей поверхности круга требуемое качество.
Пример 3. Замеряют путем прямой правки продолжительность непрерывного сигнала за один проход, когда шлифовальный
0 круг заправлен полностью и качественно. Это время запоминают и используют как эталон для сравнения при последующих циклах правки.
1.Для идеального качества правки цикл считают оконченным при достижении этого времени.
2.Если допускаются мелкие дефекты на поверхности круга, которые вызывают исчезновение выходного сигнала на некоторое время, то цикл считают оконченным, если
Q максимальная величина времени любой паузы сигнала и суммарное время этих пауз не превосходят наперед заданных значений.
В этих случаях отпадает необходимость в датчиках, блокирующих выходной сигнал.
Способ может быть также осуществим при контроле процесса шлифования и при управлении этим процессом.
При обработе (фиг. 7 и 8) шлифовальным кругом 2 изделия 29, устан овленного, например, в центрах 30 и 31 бабки изделия 32 и задней бабки 33, закрепленных на сто- 0 ле 4 станка, вибродатчик 8 размещают, например, на пиноли 34 задней бабки 33. Аппаратура управления остается прежней (фиг. 2).
Различия способов сводятся к обусловленным характером выполняемых в данный 5 момент процессов (правка круга или шлифование) набором входных команд и выходных команд или сигналов.
При осуществлении способа контроля процесса шлифования изделия в блок 26 управления вместо команды на правку круга 0 вводят команду на начало цикла шлифования.
Блок управления подает команду на привод 27 для перемещения шлифовальной баб- 5 ки 1 (фиг. 7) с вращающимся кругом 2 в направлении к изделию 29 и на привод 28 (фиг. 2) для возвратно-поступательного перемещения стола 4 с установленным на нем
изделием 29. При взаимодействии круга 2 с изделием вибродатчик 8 генерирует сигнал, который, как было описано выше, преобразуется представленной на фиг. 2 схемой в выходную команду или сигнал блока 26 и (или) в сигнал (визуальный или акустический) блока 25 индикации. В процессе шлифования возможен контроль различных параметров. При этом после исключения из сигнала низких частот контролируют относительную длительность сигнала за интервал времени, равный по меньшей мере длительности оборота изделия (относительная длительность (например, в процентах) - отношение длительности контакта круга с изделием в течение заданного интервала времени к величине указанного интервала - характеризует прерывность контакта круга с изделием). Выходные сигналы или команды формируют дифференцированно с учетом относительной длительности сигнала и разности между текущим и окончательным (заданным) размерами изделия (фиг. 8).
В момент первого касания круга с изделием формируется сигнал «Касание и (или) команда на включение черновой подачи. Если заготовка имеет равномерный припуск (конВ том случае, когда из заготовки невозможно (несмотря на «мягкий режим) получить годное изделие (контур 37 на фиг. 8), до окончания цикла подачи формируют сигнал «Брак и (или) команду на прекраще- 5 ние обработки и установку новой заготовки.
Во время выхаживания сигнал, который в момент переключения с чистовой подачи на выхаживание непрерывен, становится прерывистым и в конце выхажива- 10 ния исчезает. В этот момент формируется сигнал «Обработка закончена.
Формула изобретения
1. Способ контроля правки шлифо- 15 вального круга алмазом, включающий измерение колебаний держателя алмаза вибродатчиком и формирование команды на прекращение правки, отличающийся тем, что, с целью повышения качества шлифования, из -,, сигнала вибродатчика исключают низкие частоты до 10-30 кГц и контролируют характеризующую контакт алмаза с кругом прерывистость выходного сигнала, при этом правку прекращают после достижения перерывами сигнала предельно допустимой дли- тур 35 на фиг. 8), то снятие неровное- 25 тельности, определяемой требованиями к
тей происходит относительно быстро и соответственно быстро возрастает относительная длительность выходного сигнала. В этом случае формируются в соответствии с заданным расчетным режимом обработки покругу.
2. Способ по п. 1, отличающийся тем, что дополнительно контролируют суммарную длительность перерывов сигнала за время
следовательные команды переключения на 30 прохода ал.маза по профилю круга и прав- получистовую, чистовую подачи и на выха-ку прекращают после достижения заданной
живание.суммарной длительности.
Если припуск заготовки менее равно- Мерен (контур 36 на фиг. 8), то относи-3. Способ по п. 1, отличающийся тем, тельная длительность сигнала возрастает что, с целью повышения производительности, медленнее, возникает опасность отбраковки 35 после касания алмазом круга осуществляют изделия вследствие деформации заготовки проход вдоль образующей профиля с мини- при черновом щлифовании («технологичес- мальной глубиной съема, и при выявлении кое наследство). В этом случае для предот- во время этого прохода участка с нулевым вращения брака команду переключения на значением выходного сигнала выводят алмаз получистовую или чистовую подачу форми- ,„ на середину этого участка и подводят к
руют с опережением, это позволяет вести обработку в более «мягком режиме и получить из неполноценной заготовки годное изделие.
г
кругу до касания, но не более чем на максимально возможную глубину правки, и повторяют проходы до устранения дефектов, превышающих допустимые.
/
/5
кругу.
3. Способ по п. 1, отличающийся тем, что, с целью повышения производительности, после касания алмазом круга осуществляют проход вдоль образующей профиля с мини- мальной глубиной съема, и при выявлении во время этого прохода участка с нулевым значением выходного сигнала выводят алмаз на середину этого участка и подводят к
кругу до касания, но не более чем на максимально возможную глубину правки, и повторяют проходы до устранения дефектов, превышающих допустимые.
/
сриг1
Команда„ очало пробки или „1 ачопо врезания
Выходная комонда или сигнал
дзиг.2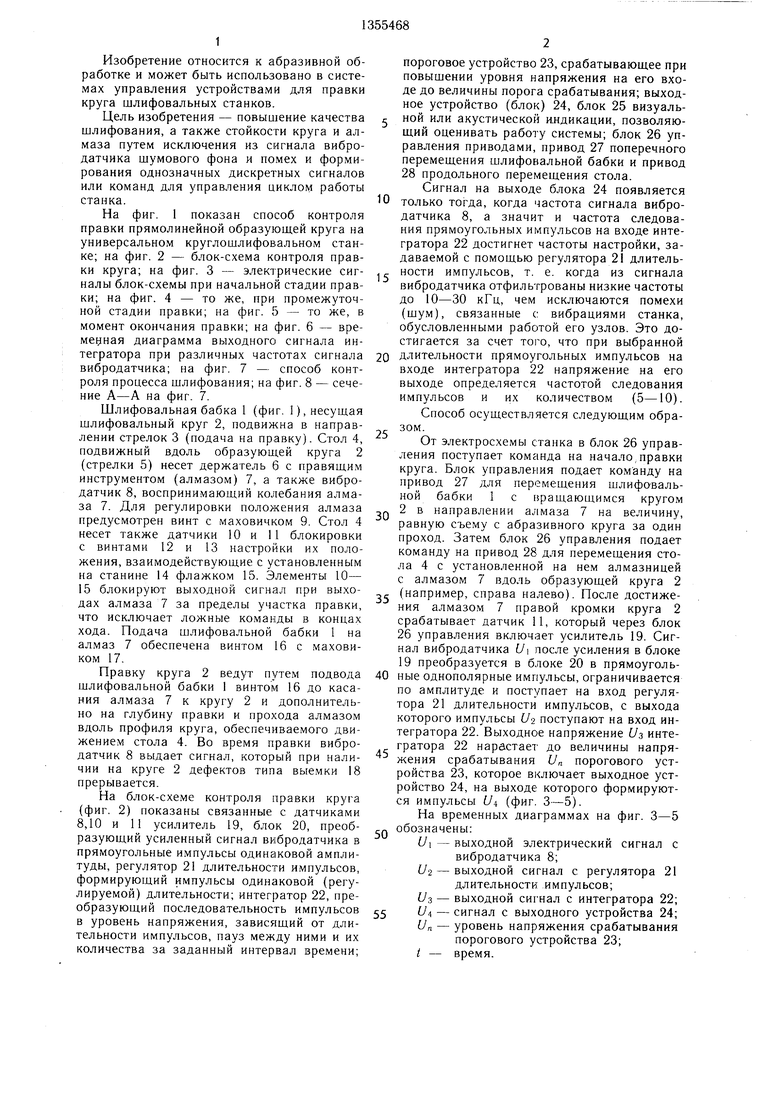
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Устройство для шлифования | 1981 |
|
SU1024245A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| Способ позиционирования режущего инструмента | 1986 |
|
SU1324822A1 |
| Круглошлифовальный станок | 1980 |
|
SU952551A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Устройство для управления шлифовальным станком | 1977 |
|
SU723514A1 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Способ управления плоским шлифованием периферией круга в процессе черновой обработки | 1987 |
|
SU1548022A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
Изобретение относится к абразивной обработке и может быть использовано в системах управления устройствами для правки круга шлифовальных станков. Цель изобретения - повышение качества шлифования, а также стойкости круга и алмаза путем исключения из сигнала вибродатчика шумового фона и помех и формирование однозначных дискретных сигналов или команд для управления циклом работы станка. Для этого из сигнала вибродатчика отфильтровывают (исключают) низкие частоты до 10- 30 кГц и контролируют непрерывность выходного сигнала. Команду на прекращение правки формируют при условии соответствия максимальных перерывов сигнала допустимой величине дефектов поверхности круга. При выходах алмаза за пределы участка правки выходной сигнал блокируют. Правку при необходимости ведут за несколько проходов, причем глубину правки за каждый проход задают с учетом конкретных условий, в частности стоимости инструмента и затрат времени на правку. Возможен режим правки, при котором после касания алмаза к кругу осуществляют проход вдоль образующей профиля с минимальной глубиной съема и при выявлении во время этого прохода участка с нулевым значением выходного сигнала выводят алмаз на середину этого участка и подводят к кругу до касания, но не более чем на максимальную возможную глубину правки, и повторяют проходы до устранения дефектов, превышающих допустимые. 2 з.п.ф-лы, 8 ил. (С (Л СО сд ел О5 00
Z/71
от
U-.
Ur
п
л
UL
4
фиеЗ Vi
фиг4 2
Vs
Un
Ш
z
фи5.5
/ Jг7л /V
/
/
tr tz
У /лУ//
/-JA /Z,
J ffff Ц
f
фЦ5.6
сриг.В
Редактор М. Петрова Заказ 5464/17
Составитель А. Семенова
Техред И. ВересКорректор А. Обручар
Тираж 715Подписное
ВНИИПИ Государственного комитета СССР поделай изобретений и открытии
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, i. Ужгород, ул. Проектная, 4
| Муцянко В | |||
| И., Гозман Я | |||
| Б | |||
| Применение вибродатчика для контроля шлифования и правки: реферативный сборник «Абразивы, вып | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
