Изобретение относится к прокатному производству, а именно к прокатным станам для высокой пластической деформации металлов и сплавов.
Известен прокатный [Патент №2182855 РФ. Стан шаговой прокатки. / Г.И.Коваль, В.Г.Дремин // БИ №15, 2002], который включает прокатную клеть с парой вращающихся горизонтальных и вертикальных валков, установленную на раме с возможностью возвратно-поступательного перемещения вдоль оси прокатки за счет наличия кривошипов, шатунов, стационарных опор. Приводы вращения валков и возвратно-поступательного перемещения прокатной клети имеют жесткую кинематическую связь.
Принципиальным недостатком конструкции этого стана является возможность осуществить привод вращения пар валков, оси которых попарно смещены вдоль оси прокатки. Это уменьшает углы поворота валков, при которых осуществляется обжатие заготовки, снижая тем самым производительность прокатного стана.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является прокатный стан, включающий прокатную клеть с парами горизонтальных и вертикальных валков, оси вращения которых размещены в одной плоскости, перпендикулярной оси прокатки. Валки связаны кинематически посредством конических шестерен [А.с. СССР 453207, МКИ: В21В 13/10. Привод прокатной клети с многовалковым калибром. 1972 г.].
Недостатком данного решения является возможность осуществления обычного процесса продольной прокатки в четырехвалковом калибре с малой вытяжкой заготовки за проход. Для получения большой вытяжки требуется несколько проходов, что снижает производительность прокатного стана.
Задачей предлагаемого изобретения является устранение этого недостатка, а именно повышение вытяжки за проход при значительном угле поворота каждой пары валков во время обжатия, достигающем 180 град. Этим в конечном итоге достигается повышение производительности процесса прокатки.
Поставленная задача достигается тем, что прокатный стан, включающий раму, клеть с парами горизонтальных и вертикальных валков, оси которых установлены в одной плоскости, перпендикулярной оси прокатки, и кинематически связанными посредством конических шестерен, согласно изобретению снабжен установленной на раме стационарной опорой, клеть установлена на раме с возможностью возвратно-поступательного перемещения вдоль оси прокатки и снабжена корпусами с кривошипами, посаженными на концевые части горизонтальных валков, шатунами, шарнирно соединенными с кривошипами и стационарной опорой, при этом кривошипы в корпусах размещены в диаметрально противоположных положениях при нахождении клети в среднем положении, конические шестерни последовательно соединены между собой.
Указанный комплекс вводимых дополнительных элементов, монтируемых на раме стана (опора), на прокатной клети (корпусы с кривошипами, шатуны), при их шарнирном соединении между собой и установке клети на раме с возможностью ее возвратно-поступательного перемещения вдоль оси прокатки, позволяет осуществлять валками переменного радиуса при синхронизации их вращения с возвратно-поступательным перемещением клети шаговую прокатку.
При этом установка кривошипов в корпусах в диаметрально противоположных положениях, несмотря на разные направления вращения горизонтальных валков, позволяет синхронизировать приводы возвратно-поступательного перемещения клети.
Последовательное соединение конических шестерен между собой обеспечивает разное направление векторов окружных скоростей пар валков со стороны оси прокатки.
Таким образом, предлагаемое изобретение позволяет осуществлять процесс шаговой прокатки при деформации заготовки как при прямом, так и при обратном перемещении клети с углами поворота каждой пары валков при деформации, достигающем 180 град. При этом обеспечивается жесткая кинематическая связь между валками и приводом прокатной клети.
Деформация заготовки со значительной вытяжкой за проход при прямом и обратном ходе с рабочими углами поворота пар валков до 180 град. позволяют существенно повысить производительность процесса прокатки.
Кроме того, применение технических решений согласно предлагаемому изобретению при соответствующих параметрах валков и кривошипно-шатунного механизма привода возвратно-поступательного перемещения клети позволяет реализовать способ шаговой прокатки (например, по патенту РФ №2252830), при котором система клеть - валки обеспечивает не только деформацию заготовки, но и ее подачу в каждом шаге деформации при отсутствии необходимости в ее кантовке. Благодаря этому на стане нет необходимости в применении задающих и кантующих устройств, характерных для станов шаговой прокатки.
Предлагаемое изобретение проиллюстрировано чертежом.
Стан содержит клеть 1, установленную на раме 2 через направляющие качения 3 с возможностью возвратно-поступательного перемещения. На раме 2 закреплены опоры 4.
В клети размещены пара горизонтальных 5 и пара вертикальных 6 валков переменного радиуса. На концевые части валков посажены цилиндрические зубчатые колеса 7, а на концевые части горизонтальных 5 валков дополнительно посажены корпуса 8 с кривошипами 9, которые при нахождении клети в среднем положении расположены в диаметрально противоположных положениях. Кривошипы 9 в свою очередь через шатуны 10 шарнирно соединены со стационарными опорами 4. Цилиндрические зубчатые колеса 7 связаны с цилиндрическими шестернями 11, одна из которых связана с приводом 12. На валах 13 цилиндрических шестерен посажены конические шестерни 14, последовательно соединенные между собой.
Работа прокатного стана осуществляется следующим образом.
Крутящий момент от привода 12 передается к одной из горизонтальных шестерен 11, которая далее передает крутящий момент на связанное с ней зубчатое колесо 7, а от него к одному из горизонтальных валков 5, корпусу 8 с кривошипом 9. Одновременно крутящий момент от шестерни 11 через вал 13 передается на конические шестерни 14. От конических шестерен 14 крутящий момент передается через другие шестерни 11, зубчатые колеса 7 к другому горизонтальному валку 5, к двум вертикальным валкам 6 и к корпусу 8 с кривошипом 9. При этом прокатные валки 5, 6 совершают вращение, направление которого показано стрелками, а клеть 1 - возвратно-поступательное перемещение вдоль оси прокатки, опираясь на раму 2 и через направляющие качения 3, за счет шарнирной связи кривошипов 9 через шатуны 10. За счет этого осуществляется шаговая прокатка, при которой пара горизонтальных валков 5 выполняет деформацию при перемещении клети 1 в направлении стрелки (сплошная линия), а пара вертикальных валков 6 осуществляет деформацию при перемещении клети 1 в направлении стрелки (пунктирная линия). Благодаря такой работе стана постоянно осуществляется деформация металла с большой вытяжкой при рабочих углах поворота каждой пары валков, приближающихся к 180 град.
Предлагаемый прокатный стан целесообразно использовать для холодной шаговой прокатки труб и сплошных профилей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2182855C2 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198043C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2006 |
|
RU2329883C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198044C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2183517C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| Стан шаговой прокатки | 1987 |
|
SU1507470A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
Изобретение относится к стану для шаговой прокатки с большими обжатиями. Стан содержит клеть, установленную на раме через направляющие качения с возможностью возвратно-поступательного перемещения. На раме закреплены опоры. В клети размещены пара горизонтальных и пара вертикальных валков переменного радиуса. На концевые части валков посажены цилиндрические зубчатые колеса, а на концевые части горизонтальных валков дополнительно посажены корпуса с кривошипами, которые при нахождении клети в среднем положении расположены в диаметрально противоположных положениях. Кривошипы в свою очередь через шатуны шарнирно соединены со стационарными опорами. Цилиндрические зубчатые колеса связаны с цилиндрическими шестернями, одна из которых связана с приводом. На валах цилиндрических шестерен посажены конические шестерни, последовательно соединенные между собой. Обеспечивается повышение производительности за счет больших вытяжек за проход при значительных рабочих углах поворота валков. 1 ил.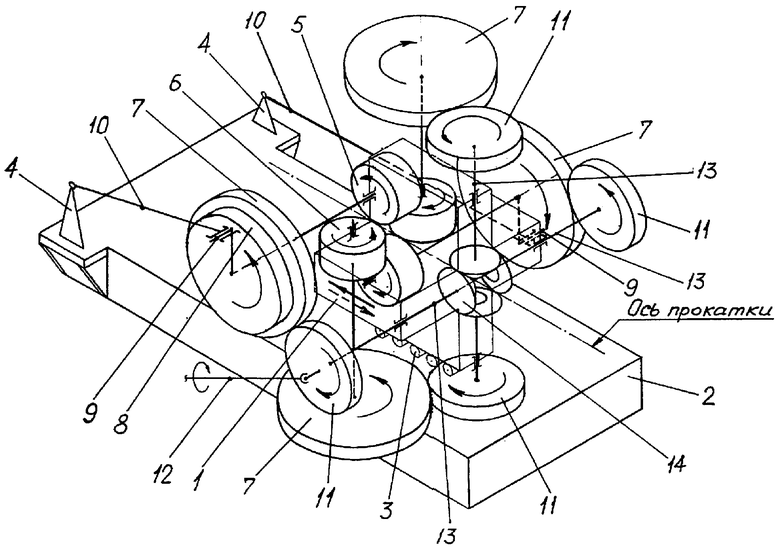
Прокатный стан, включающий раму, клеть с парами горизонтальных и вертикальных валков, оси которых установлены в одной плоскости, перпендикулярной оси прокатки, кинематически связанными через конические шестерни, отличающийся тем, что он снабжен установленной на раме стационарной опорой, клеть установлена на раме с возможностью возвратно-поступательного перемещения вдоль оси прокатки и снабжена корпусами с кривошипами, посаженными на концевые части горизонтальных валков, шатунами, шарнирно соединенными с кривошипами и стационарной опорой, при этом кривошипы в корпусах размещены в диаметрально противоположных положениях при нахождении клети в среднем положении, а конические шестерни последовательно соединены между собой.
| ПРИВОД ПРОКАТНОЙ КЛЕТИ С МНОГОВАЛКОВЫМКАЛИБРОМ | 1972 |
|
SU453207A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2182855C2 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2264874C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198043C1 |
| Устройство для соединения трубопроводов | 1984 |
|
SU1195115A1 |
| US 4641513 A 10.02.1987 | |||
| US 4157025 A 05.06.1979. | |||

