3130
Изобретение относится к прокатному производству, а именно к станам шаговой деформации для прокатки полос с большими обжатиями, и может найти применение для прокатки иепре- рывнолитых полос.
Цель изобретения - упрощение кон- струкн и стана и повышение надежности его работы,
На чертеже представлена кинематическая схема стана шаговой прокатки. Стан состоит из обжимной клети 1 , стойки 2 -и калибрующей клети 3. В обжимной клети 1 установлены рабочие валки 4 переменного радиуса (два вертикальных и два горизонтальных) соединенные со стойкой 2 при помощи отклоняющих штанг 5. В калибрующей клети 3 установлены вапки 6, на концевые части которых посажены кривошипы 7, связанные с обжимной клетью 1 шатунами 8. Между стойкой 2 и калибрующей клетью 3 установлен петледержа- тель, состоящий из пневмоцилиндра 9 и опорного ролика 10. Клеть 1 усга- новлена на роликах 1 1 ,
Прокатный стан работает следующим образом.
Полоса 12 подается в рабочие валки 4, прокатная клеть 1, установленная на роликах 11, совершает возвратно-поступательное движение вдоль оси прокатки от привода (не показан). Одновременно с этим рабочие валки 4 со вершают качательное движение. Поворот валков при рабочем и холостом ходе обжимной клети осуществ-пяется за сче связи валков 4 при помощи отклоняющих штанг 5 с неподвижной стойкой 2. Одновременно синхронно с движением прокатной клети 1 через кривошипно- шатунный механизм получают вращение валки 6 калибрующей клети 3, установленной неподвижно на фундаменте, бла годаря чему скорость вращения валков калибрующей клети 3 находится в строгой зависимости от скорости прокатной Ллети 1. Петледержатель, состоя
0
0
5
5 0 45
5
30
щий из пнепмощигиндра 9 и опорного ролика 10, удерживает полосу 12 от скручш ания .
Длина полосы 12 меж.чу калибрующей и обжимной клетью в каждом шаге деформации остается постоянной, ее длина НС накапливается, так как при изменении числа ходов обжимной клети 1 пропоргр онально изменяется число оборотов валков в калибрующей клети. Длина полосы, находящейся между клетями при рабочем ходе обжимной клети, увеличивается, когда происходит удлинение полосы, а при холостом ходе обжимной клети при отсутствии удлинения полосы уменьшается до заданного значения. И так в каждом шаге деформации.
Применение стана указанной конструкции позволяет установить один привод для двух клетей: обжимной и калибрующей, что упрош;ает конструкцию стана и повышает его надежность.
Такая кинематическая связь калиб- . рующей клети с обжимной клетью надежно ббеспечивает синхронность скоростей прокатки и калибровки, устанавливая между ними прямо пропорциональную зависимость.-Например при увеличении числа ходов обжимной клети про- порц11онально увеличивается число оборотов валков калибрующей клети.
Формула изобретения
Стан шаговой прокатки, включающий обжимную клеть, установленную с возможностью возвратно-поступательного движения от кривошипно-шатунного привода, калибрующую клеть, валки которой кинематически связаны с обжимной клетью, отличающий- с я тем, что, с целью упрощения конструкции стана и повышения надежности его работы, кривошипы привода посажены на концевые части валков калибрующей клети.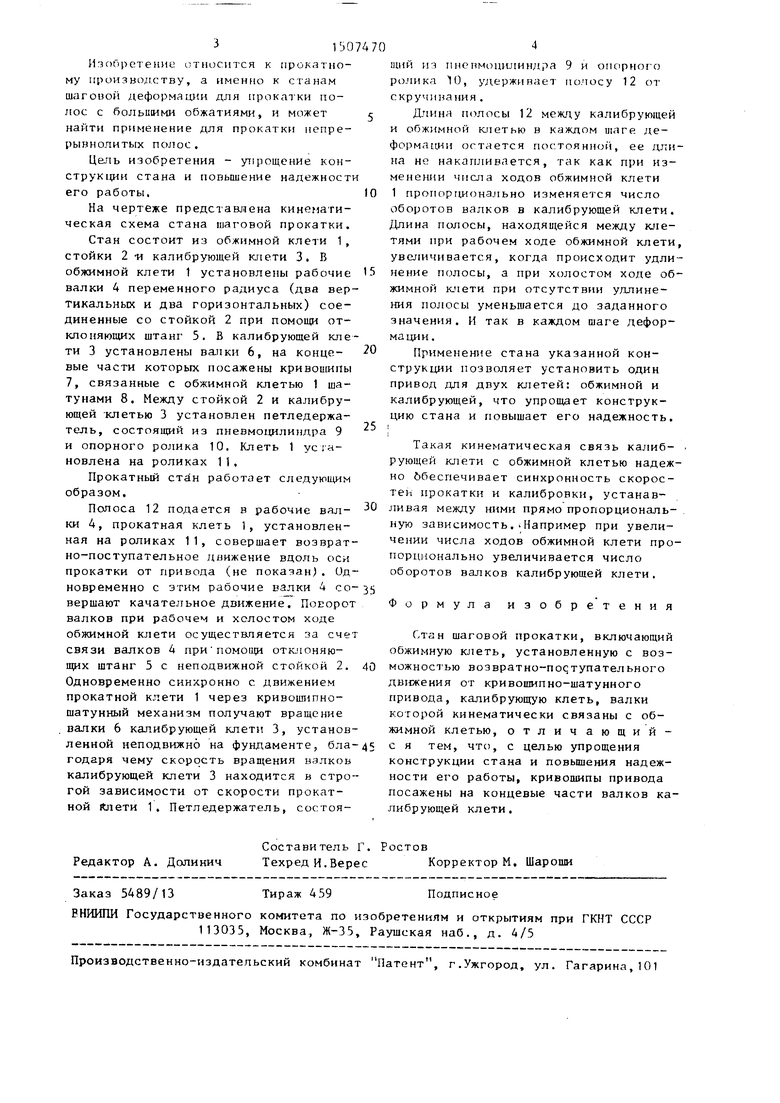
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2183517C2 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2182855C2 |
| ПРОКАТНЫЙ СТАН | 2006 |
|
RU2324557C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198044C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2006 |
|
RU2329883C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198043C1 |
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2264874C1 |
| Листопрокатный стан шаговой прокатки | 1976 |
|
SU600768A1 |
Изобретение относится к прокатному производству, а именно к станам шаговой деформации для прокатки полос с большими обжатиями, и может найти применение для прокатки непрерывнолитых полос. Цель изобретения - упрощение конструкции стана и повышение надежности его работы. Вращение валков 6 калибрующей клети 3 происходит от перемещения клети 1 через кривошипно-шатунный механизм. Этим обеспечивается синхронность скорости прокатки и калибровки. Упрощение конструкции достигается установкой только одного привода для обеих клетей. 1 ил.
Составитель Г. Ростов Редактор А. ДолиничТехред и.ВересКорректор М, Шароши
Заказ 5489/13
Тираж 459
ЕНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва,, Ж-35, Раушская наб., д. 4/5
Подписное
| Стан периодической прокатки | 1978 |
|
SU1055552A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ холодной двухрядной прокатки труб | 1971 |
|
SU345726A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
