Изобретение относится к оборудов нию для получения прокатной бесшовных холоднодеформированных труб. Известен привод валков стана холодной прокатки труб, включающий по вижные рейки, вьшолненные в виде подвижных червяков, взаимодействующих с приводными червяными колесами валков, в котором затруднена возмож ность изменения величины хода рабочей клети l . Известен привод клети стана холо ной прокатки труб с регулятором величины перемещения рабочей клети, включающий спаренный кривошипно-шатунный механизм, который через двуп чие рычаги и дополнительные шатуны кинематически связан с рабочей клетью. Изменение длины хода рабочей клети осуществляется за счет измене ния соотношения длин плеч двуплечих рычагов путем перемещения их скользящих опор винтовым механизмом. На каждом рычаге жестко закреплен пара лельный ему винт, на котором смонти рована приводная гайка, расположенная в корпусе шарнира опоры 2. Однако предлагаемый механизм имеет большое число массивных подвижных звеньев, на которые при рабо те действуют значительные динамичес кие нагрузки, снижающие надежность и долговечность привода. Наиболее близким по технической супщости к изобретению является при вод стана холодной прокатки труб, включающий электродвигатель, спарен ный кривощипно-шатунный механизм возвратно-поступательного перемещения рабочей клети, кривошипы которо го выполнены в виде пальцев на зубчатых колесах и зубчато-реечные механизмы поворота валков з . Недостатком данной конструкции, является невозможность регулировки радиуса кривошипа, которая необходи ма при прокатке труб из различных материалов, и большое число подвижных звеньев, на которые при работе действуют значительные динамические нагрузки. Цель изобретения - увеличение производительности стана путем умен шения динамических сил. Цель достигается тем, что привод стана холодной прокатки труб, содер жащий электродвигатель, спаренный кривошипно-шатунный механизм возвратно-поступательлого перемещения рабочей клети, кривошипы которого вьтолнены в виде пальцев на зубчатых колесах, и зубчато-реечные механизмы поворота валков, снабжен коробками скоростей и дифференциальной передачей, а кривошипы снабжены винтовыми механизмами перемещения пальцев в радиальных пазах, выполненных на зубчатых колесах, причем винты ЭТРГХ механизмов кинематически соединены с коробками скоростей, а электродвигателем и с дифференциальной передачей, которая кинематически связана с зубчато-реечными механизмами поворота валков, выполненными червячными. Такое вьтолнение привода позволяет повысить быстроходность рабочей клети стана, что приводит к увеличению числа прокатываемых труб, при том же машинном времени прокатки. На чертеже приведена кинематическая схема привода стана холодной прокатки труб. Привод вк.точает электродвига- . тель 1, спаренный кривошипно-шатунньй механизм, шатуны 2 которого соединены с клетью и с кривошипами, которые в виде пальцев 3 на ползунах 4 размещены в радиальных пазах, вьшолненных под ползуны, в зубчатых колесах 5, винтовые механизмы перемещения пальцев в пазах для изменения длины хода рабочей клети, имеющие винты 6, под которые имеются резьбовые отверстия в ползунах, сидящие на винтах конические шестерни .7, взаимодействующие с ними конические колеса 8, их валы 9, соединенные с ними коробки скоростей 10, соединяющий их с электродвигателем вал 11, сидящие на этом валу шестерни 12, взаимодействующие с зубчатыми колесами, несущиг и кривошипные пальцы и колесо 13, дифференциальную передачу, имеющую солнечное колесо 14, соединенное с выходным валом 15 коробки скоростей, эпициклическое колесо 16, сателлиты 17 и водило 18, на валу -19 которого установлена коническая шестерня конической пары 20, промежуточные конические пары 21, 22, 23, связанные с последней из них механизмы поворота валков в виде червячных колес 24 и червячных реек 25. Привод работает следующим образом. При прокатке вращение от электродвигателя 1 через вал 11 передается
3I
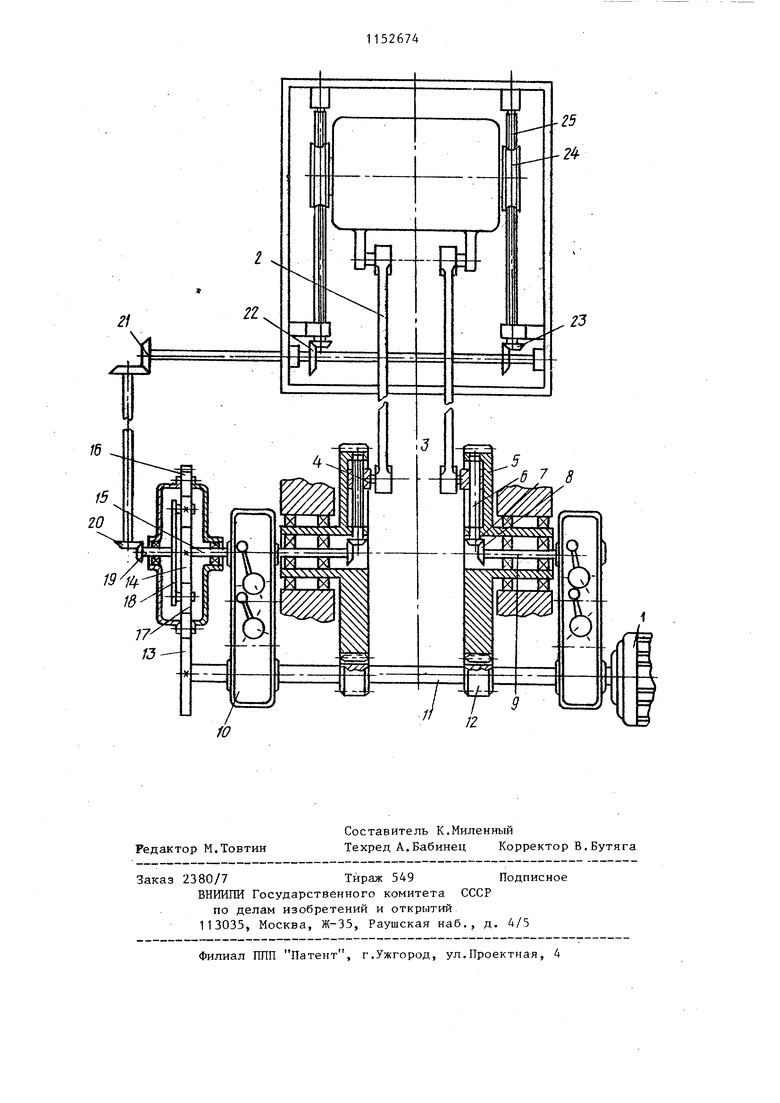
зубчатым колесам 5, которые через пальцы 3 и шатуны 2 сообщают возврат но-поступательное движение рабочей клети. Длина хода клети зависит от положения ползунов 4 с пальцами 3 в радиальных пазах зубчатых колес 5. Положение ползунов с пальцами зависит от направления и скорости вращения винтов 6. Так как винты 6 установлены на зубчатых колесах 5, то при вращении последних происходит обкатьгоание конических шестерен 7 по взаимодействующим с ними коническим колесам 8, что вызывает вращение винтов и, следовательно, изменение длины кода рабочей клети.
Регулировать скорость и направление этого изменения можно, задавая различные скорости и направления вращения конических колес 8. В предлагаемом приводе это осуществляется установкой коробок скоростей 10.
Для фиксации крайнего заднего положения калибров осуществляется постоянный доворот валков до этого положения при помощи червячных колес 24 и червячных реек 25, приводимых череэ коническую пару 20 и промежуточ526744
ные конические пары 21, 22, 23. При этом вращение червячных реек 25 осу- . ществляется со скоростью, пропорциональной разности скоростей вращения 5 зубчатых колес 5 и конических колес 8 (т.е. со скоростью, пропорциональной скорости вращения винтов 6, задающих скорость изменения длины хода рабочей клети).
to Для осуществления вычитания скорости зубчатых колес 5 от скорости конических колес 8 установлена дифференциальная передача, солнечное колесо 14 которой передает вращение рез вал 15 винтам 6, изменяющим длину хода клети, а эпициклическое колесо 16 получает вращение от -электродвигателя 1 спаренного кривошипнощатунного механизма привода рабочей
20 клети, при этом водило 18 сателлитов 17 передает мощность червячным рейкам 25.
Предлагаемый привод стана холодной прокатки труб позволяет увели5 чить быстроходность рабочей клети до 90 дв. ходов в минуту, т.е. увеличить производительность одного стана на 20-25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приводной механизм стана холодной прокатки конических труб | 1990 |
|
SU1703211A1 |
| Привод стана холодной прокатки труб | 1986 |
|
SU1346284A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1419768A1 |
| Привод рабочей клети стана холодной прокатки конических труб | 1988 |
|
SU1595599A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Привод рабочей клетки стана холодной прокатки труб | 1985 |
|
SU1353542A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1338911A1 |
| Привод возвратно-поступательного перемещения клетей многоклетьевого стана | 1985 |
|
SU1319949A1 |
| Стан холодной периодической прокатки | 1991 |
|
SU1803212A1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1533789A1 |
ПРИВОД СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, содержащий электродвигатель, спаренный кривошипно-шатунный механизм возвратно-поступательного перемещения рабочей клети, кривошипы которого вьтолнены в виде пальцев на зубчатых колесах, и зубчато-реечные механизмы поворота валков, отличающийся тем, что, с целью увеличения производительности стана путем уменьшения динамических сил, он снабжен коробками скоростей и дифференциальной передачей, а кривошипы снабжены винтовьми механизмами перемещения пальцев в радиальных пазах, выполненных на зубчатых колесах, причем винты этих механизмов кинематргче,ски соединены с коробками скоростей, с электродвигателем и с дифференциСЛ альной передачей, которая кинематически связана с зубчато-реечными механизмами поворота валков, вьнтолненными червячными.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИВОД ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU265841A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Холодная прокатка стальных труб | |||
| М., Металлургия, 1977, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
