Изобретение относится к прокатному производству, а именно к прокатным станам для высокой пластической деформации металлов и сплавов.
Известен прокатный стан (Патент РФ, № 2182855, Стан шаговой прокатки. / Г.И.Коваль, В.Г.Дремин. // БИ № 15, 2002), который включает прокатную клеть с парой вращающихся горизонтальных и вертикальных валков, установленную на раме с возможностью возвратно-поступательного перемещения вдоль оси прокатки. Приводы вращения валков и возвратно-поступательного перемещения прокатной клети имеют жесткую кинематическую связь.
Недостатком этого стана является смещение осей пар валков вдоль оси прокатки, снижающее угол поворота валков при обжатии заготовки.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является прокатный стан (Патент РФ, № 2056957, Прокатный стан. / Г.И.Коваль. // БИ №9, 1996), включающий раму и установленную на ней с возможностью возвратно-поступательного перемещения вдоль оси прокатки прокатную клеть с двумя кинематически связанными взаимно-перпендикулярными парами вращающихся валков переменного радиуса, оси которых установлены в одной плоскости. Валки этого стана могут быть выполнены секторными с холостыми и обжимными участками и обеспечивать вращение с увеличением и уменьшением зазора между ними.
Недостатком данного технического решения является невозможность обеспечения подачи заготовки прокатными валками. Подачу заготовки требуется осуществлять с помощью задающего устройства, работающего синхронно с возвратно-поступательно перемещающейся прокатной клетью, для подачи во время образования зазора между валками, превышающего высоту заготовки.
Задачей предлагаемого изобретения является устранение этого недостатка, а именно выполнение прокатными валками не только деформации заготовки, но и ее подачи на заданную величину. Это позволяет значительно снизить вес технологического оборудования стана шаговой прокатки, так как вес механизмов подачи составляет примерно 50% от веса всего оборудования стана.
Поставленная задача достигается тем, что стан шаговой прокатки, включающий раму с установленной на ней с возможностью возвратно-поступательного перемещения вдоль оси прокатки прокатной клетью с двумя кинематически связанными взаимно-перпендикулярными парами секторных валков с холостыми и обжимными участками переменного радиуса, вращающимися с увеличением и с уменьшением зазора между ними, согласно изобретению, длины обжимных участков пары валков, вращающихся с увеличением зазора, превышают длины обжимных участков другой пары валков на величину  , где m - подача, λ - вытяжка.
, где m - подача, λ - вытяжка.
Применение на парах валков стана шаговой прокатки такого соотношения между длинами обжимных участков позволяет при деформации заготовки осуществлять ее перемещение вдоль оси прокатки в сторону получаемого готового профиля на величину  , являющуюся разностью между длинами обжимных участков пар валков. Благодаря этому реализуется способ шаговой прокатки (Пат. России № 2252830, Способ шаговой прокатки / Г.И.Коваль, Т.Г.Каримова. // БИ № 10, 2005), согласно которому за счет известных закономерностей шаговой прокатки, связанных с линейным смещением металла, за каждый цикл прокатки осуществляется деформация объема подачи металла, равного mλS1=mS0, где S1 - площадь поперечного сечения получаемого проката и и S0 - площадь поперечного сечения исходной заготовки.
, являющуюся разностью между длинами обжимных участков пар валков. Благодаря этому реализуется способ шаговой прокатки (Пат. России № 2252830, Способ шаговой прокатки / Г.И.Коваль, Т.Г.Каримова. // БИ № 10, 2005), согласно которому за счет известных закономерностей шаговой прокатки, связанных с линейным смещением металла, за каждый цикл прокатки осуществляется деформация объема подачи металла, равного mλS1=mS0, где S1 - площадь поперечного сечения получаемого проката и и S0 - площадь поперечного сечения исходной заготовки.
Таким образом, предлагаемое изобретение позволяет осуществлять процесс шаговой прокатки с заданной подачей заготовки в каждом цикле прокатки прокатными валками без применения специальных задающих устройств. Это в конечном итоге снижает вес технологического оборудования, повышает надежность его работы и уменьшает производственные площади, занимаемые им.
Предлагаемое изобретение проиллюстрировано чертежами.
На фиг.1 показан стан шаговой прокатки со стороны входа заготовки в валки при обжатии заготовки горизонтальной парой, деформирующей с увеличением зазора между рабочими поверхностями валков.
На фиг.2 - вид на стан с разрезом по А-А.
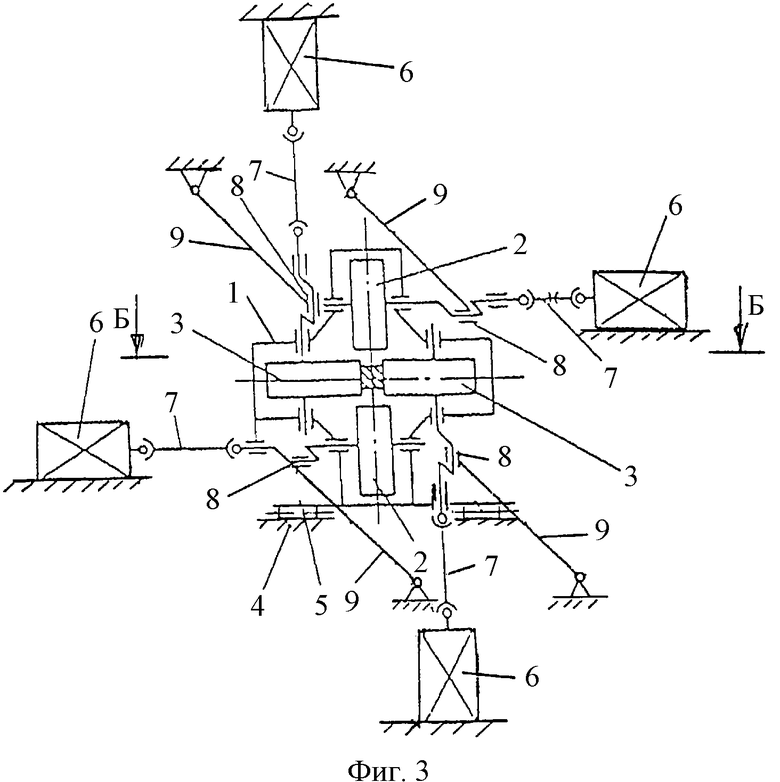
На фиг.3 - стан шаговой прокатки со стороны входа заготовки в валки при обжатии заготовки вертикальной парой валков, деформирующей с уменьшением зазора между рабочими поверхностями валков.
На фиг.4 - вид сбоку на стан с разрезом по Б-Б.
Стан (фиг.1...4) содержит прокатную клеть 1 с парой горизонтальных 2 и вертикальных 3 секторных валков. Прокатная клеть установлена на раме 4 стана через ролики 5. Каждый валок имеет индивидуальный привод, включающий электродвигатель 6, универсальный шпиндель 7, кривошип 8, изображенный в виде коленчатого вала. Для осуществления жесткой связи между валками кривошипы связаны шарнирно шатунами 9 с рамой стана 4. Секторные валки 2 и 3 состоят из холостых (фиг.2 - а, г, в; фиг.4 - d, и, з) и обжимных (фиг.2 - а, б, в; фиг.4 - d, ж, з) участков. Обжимные участки секторных валков выполнены переменными радиусами. Длина обжимного участка (а, б, в) каждого горизонтального валка 2 выполнена больше длины обжимного участка (д, ж, з) каждого вертикального валка на величину , где m - подача заготовки, λ - вытяжка заготовки.
Стан работает следующим образом. Крутящий момент от электродвигателей 6, установленных на раме 4 стана, передается через универсальные шпиндели 7 к кривошипам 8 и прокатным валкам 2 и 3. При этом валки 2, 3 синхронно вращаются (по стрелкам) и прокатная клеть 1 за счет связи кривошипов 8 шатунами 9 с рамой 4 стана совершает возвратно-поступательное перемещение по раме 4 стана вдоль оси прокатки.
За счет такой работы стана шаговой прокатки с указанными параметрами валков, горизонтальная пара валков (фиг.2), вращаясь в направлении стрелок, будет деформировать заготовку с увеличением зазора между их рабочими поверхностями. Прокатная клеть при этом перемещается по стрелке вправо, вертикальная пара валков (фиг.4), вращаясь в направлении стрелок, будет деформировать заготовку с уменьшением зазора между их рабочими поверхностями. Прокатная клеть при этом перемещается по стрелке влево.
При одинаковом скоростном режиме перемещения прокатной клети вправо и влево за счет большей длины обжимных участков (а, б, в) горизонтальных валков по сравнению с длиной обжимных участков (d, ж, з) вертикальных валков, вращающихся соответственно с увеличением и уменьшением зазора между их рабочими поверхностями, что определяет разные направления вращения пар валков, достигается перемещение заготовки за цикл прокатки на величину разности длин обжимных участков пар валков, т.е. на величину . Принимая во внимание закономерности процесса шаговой прокатки, реализуемого на стане шаговой прокатки предлагаемой конструкции, которые описаны в техническом решении (Пат. РФ, № 2252830,Способ шаговой прокатки. / Г.И.Коваль, Т.Г.Каримова. // БИ № 10, 2005), обеспечивается подача заготовки валками для деформации ее с увеличением зазора между обжимными участками валков на величину mλ и подача заготовки валками для деформации ее с уменьшением зазора между обжимными участками валков на величину m.
Техническое решение, согласно предлагаемому изобретению, экспериментально опробовано на созданном опытном стане шаговой прокатки. Обжимные участки горизонтальной пары валков с гладкой бочкой имели длину ˜210 мм. Обжимные участки вертикальной пары валков с гладкой бочкой имели длину ˜180 мм. В качестве исходной заготовки использовался круг диаметром 20 мм. Получаемый готовый профиль - квадрат 10 мм. Вытяжка заготовки составила λ=3,14.
При прокатке согласно заданным длинам обжимных участков валков обеспечивалось перемещение заготовки при прокатке валками в направлении выхода готового профиля в виде квадрата 10 мм на величину 30 мм. При вытяжке λ=3,14, величина подачи m составляла ˜14,5 мм.
Таким образом, предлагаемое техническое решение обеспечивает подачу заготовки валками при шаговой прокатке на заданную величину, что исключает необходимость применения задающих устройств и, как следствие, уменьшение веса оборудования станов шаговой прокатки.
Предлагаемый стан эффективно использовать при малотоннажном производстве сортового проката и труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2339467C1 |
| ПРОКАТНЫЙ СТАН | 2006 |
|
RU2324557C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2182855C2 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2340416C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2008 |
|
RU2356661C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252087C1 |
| Способ шаговой прокатки | 1991 |
|
SU1834724A3 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2008 |
|
RU2356662C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198044C1 |


Изобретение относится к прокатному производству и может быть использовано на сортовых и трубных прокатных станах. Стан содержит прокатную клеть с парой горизонтальных и вертикальных секторных валков. Клеть установлена на раме с возможностью возвратно-поступательного перемещения. Каждый валок имеет индивидуальный привод, включающий электродвигатель, универсальный шпиндель и кривошип, связанный шарнирно шатуном с рамой стана. Секторные валки состоят из холостых и обжимных участков. Обжимные участки выполнены переменным радиусом. Длина обжимного участка каждого валка горизонтальной пары, вращающейся с увеличением зазора между их рабочими поверхностями, больше длины соответствующего участка другой пары валков на величину m(λ+1)/2, где m - подача заготовки, λ - вытяжка заготовки. За счет устранения механизмов подачи заготовки обеспечивается снижение веса технологического оборудования. 4 ил.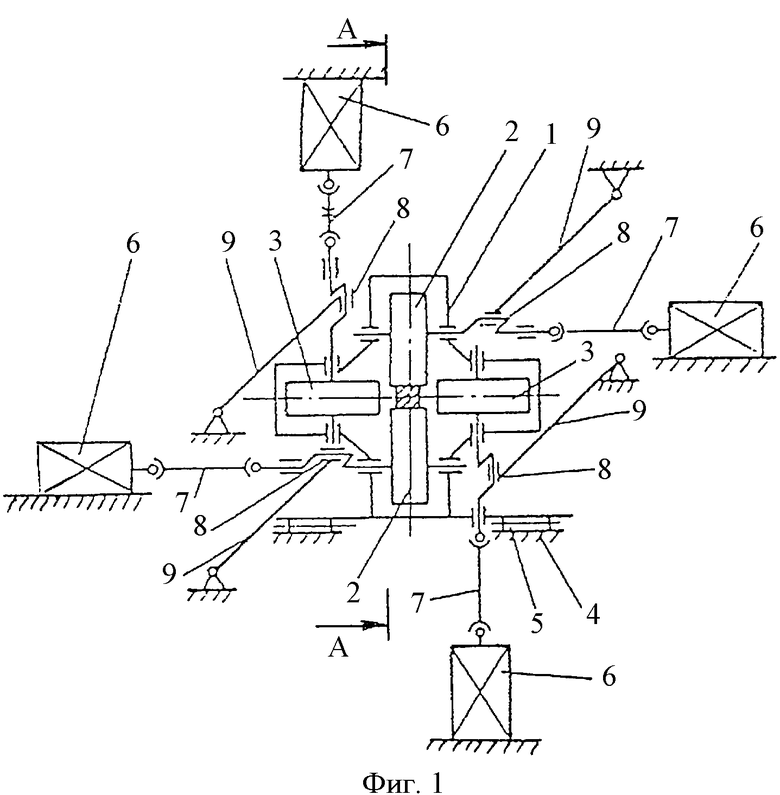
Стан шаговой прокатки, включающий раму и установленную на ней с возможностью возвратно-поступательного перемещения вдоль оси прокатки прокатную клеть с двумя кинематически связанными взаимно перпендикулярными парами секторных валков с холостыми и обжимными участками переменного радиуса, вращающимися с увеличением и уменьшением зазора между ними, отличающийся тем, что длина обжимных участков пары валков, вращающихся с увеличением зазора, превышает длину обжимных участков другой пары валков на величину
 ,
,
где m - подача заготовки; λ - вытяжка заготовки.
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2056957C1 |
| Способ шаговой прокатки | 1991 |
|
SU1834724A3 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1992 |
|
RU2037346C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| Приводная станция струговой установки | 1989 |
|
SU1652540A1 |

